伊之密--全电动注塑机样本
工信部力推高效节能机电设备伊之密注塑机喜获殊荣
INDUSTR Y NEW S行业动态塑料制造3年月刊工信部力推高效节能机电设备伊之密注塑机喜获殊荣为进一步推广高效节能机电设备,加快淘汰高耗能落后机电设备,工信部委托机械工业节能与资源利用中心编制的第四批《节能机电设备(产品)推荐目录》已于近日正式公布。
广东伊之密精密机械股份有限公司生产的伺服节能注塑机U N 60SM —U N 2200SM 、U N 60S M 2—U N 2200SM 2被收录其中,并受颁了“机械工业节能机电设备(产品)证书”。
《节能机电设备(产品)推荐目录(第四批)》的颁布,将有助于贯彻落实国务院《“十二五”节能减排综合性工作方案》和《“十二五”节能环保产业发展规划》精神,进一步促进高效节能机电设备(产品)的推广应用。
它经各地工业和信息化主管部门推荐、相关行业协会和专家评审出来,目录包括变压器、电机、工业锅炉、塑料机械、压缩机、制冷、泵、风机、热处理等9大类192项设备(产品)。
作为国内伺服注塑机的领航者,伊之密公司所生产的SM 系列伺服节能注塑机、SM 2系列高性能伺服节能注塑机均采用先进的伺服泵技术,能耗值均低于0.4kW h/kg ,效率达到《塑料注射成型机能耗检测和等级评定的规范》的一级标准指标,相比普通注塑机节能20%--80%,节能效果接近全电动式注塑机。
由于伺服泵的响应频率高,闭环控制方式,使注塑机获得极高的重复精度。
这两个系列的注塑机广泛适用于包装、医药、电子电器、汽车等多个领域。
此次受颁工信部的“机械工业节能机电设备(产品)”称号,大大鼓舞着每一位伊之密人,并推动其在设计理论和应用技术研究上不断深入探索。
在未来的发展中,伊之密将进一步提升产品的绿色制造技术水平,促进行业可持续发展及技术进步与提升,为客户创造更加的投资回报及客户体验,矢志成为国内伺服动力注塑机的“B est buy ”(最佳选择)。
(伊之密供稿)www.c n-p lastic s.n et 201824。
注塑机十大品牌简介

震德机械多次获得国家级和省级荣誉称号,如“中国优秀民 营企业”、“广东省名牌产品”等。
THANKS
感谢观看
01
02
03
韩国著名的注塑机制造 商之一,产品品质和性 能稳定,得到广泛认可
。
产品线涵盖了传统液压 注塑机、全电动注塑机 等,满足不同客户的需
求。
提供全方位的售后服务 和支持,包括技术支持 、维修保养、配件供应
等。
川口机械
日本川口集团旗下的注塑机 制造商,拥有先进的技术和
制造工艺。
产品线涵盖了传统液压注塑 机、全电动注塑机等,满足
东芝机械
日本著名的注塑机制造商之一,拥有先进的技术 和制造工艺。
产品线涵盖了传统液压注塑机、全电动注塑机等 ,满足不同客户的需求。
提供全方位的售后服务和支持,包括技术支持、 维修保养、配件供应等。
住友重工
01
日本住友集团旗下的注塑机制 造商,拥有先进的技术和制造 工艺。
02
产品线涵盖了传统液压注塑机 、全电动注塑机等,满足不同 客户的需求。
注塑机十大品牌简介
汇报人: 日期:
目录
• 注塑机基础知识 • 注塑机十大品牌概述 • 海天国际品牌介绍 • 伊之密品牌介绍 • 震德机械品牌介绍
01
注塑机基础知识
Chapter
注塑机的基本原理
注塑机是一种塑料加工机械,它利用塑料的可塑性,将塑料原料经过模具加热熔融后注入到模具中, 冷却后得到各种形状的塑料制品。
不同客户的需求。
在技术创新方面持续投入, 提高产品性能和生产效率, 为客户提供更好的解决方案 。
宇部兴产
日本宇部集团旗下的注塑机制造 商,拥有先进的技术和制造工艺
注塑机连接线连接点

海天C1=关模C3=开模B7=关模完+24VB21=安全门+24VB23=循环启动38A/38B=开模完全力发146=取出机关模控制143=顶针退142=复动开始141=顶针进243=安全门242=关模完240=开模完台意德X00=安全门X03=锁模完X23=机械手合模X24=机械手顶针Y40=关模Y46=开模Y54=开模完海太X000=安全门X003=锁模完X403=机械手连锁X404=机械手顶针Y030=关模Y036=开模Y434=开模完伊之密X1-01=安全门+24VX1-13=机械手连锁X1-14=机械手顶针X1-15=机械手取出完成X3-03=锁模X3-09=开模X4-24=锁模终止+24VX4-25=开模终止+24VX4-26=全自动日本住友A12/B12=关模A13/B13=开模A14/B14=顶针A15/B15=循环启动A1/B1=闭模完A3/B3=全自动A4/B4=开模完A5/B5=安全门日本川口63=顶针65=循环启动206=开模214=关模258=安全门297=闭模完298=全自动299=开模完1=0V3=24V富强鑫双色机40A/40B=开模完35A/35B=安全门34A/34B=关模完X09=关模X20=开模X27=机械手使用X46/47循环启动日本东洋0/15=开模完3/18=安全门4/19=关模完4/14=关模6/16=开模8/18=循环启动TMC301=允许合模302=允许顶进303=允许顶退306=机械手不使用351=安全门352=全自动353=合模完196=开模完101=安全门156=合模阀159=开模阀176=顶进阀177=顶退阀SISunny振强Y120=开模完+26VY122=安全门+26VY123=全自动X216=关模锁住X217=开模锁住X218=托模锁住X219=完成信号注:X216/217反相(有开模完此接点要通), X219正相(有开模完此接点要断)台中精机001/001A=关模002/002A=开模012/012A=顶进013/013A=顶退032=允许机械手动作+0V104=安全门??????????129=允许关模动作+24V申达?B06=关模终?B11=安全门?B22=循环启动?C1=关模?C3=开模23A/23B=开模完日钢15/16=安全门09/10=开模完05/06=闭模完17/18=开模21/22=关模20/14=循环启动LGX007=安全门+3X014=开模X015=关模X016=顶针X017=周期Y213=开模完+14Y214=全自动LGX014=安全门+3X025=闭模完+3X030=开模X040=关模X042=顶针X043=循环启动Y107=全自动+20Y123=开模完+20注:20=110V震雄100=安全门+24V069=可取出+24V070=用机械手(不用机械手时,此接点要通)071=取出中072=可以顶针073=取出完成038=开锁模震雄00=安全门+40118=机械手连线19=成品20=顶针21=循环启动105=开模108=关模123=开模完注:19/21必须通断一次才能做全自动,18在不用机械手时必须常通震雄00=安全门32=机械手连线中33=成品34=顶针35=循环启动67=开锁模86=开模完德马格3=闭模+24V4=顶针+24V5=开模完+0V8/9=安全门(如果这个点没用,用23/24代替)震德OUT2=开模OUT8=关模OUT18=吹风(开模完)IN2=安全门IN12=机械手连锁(循环启动)IN13=可顶针IN14=取出完成力劲(红星电脑)OUT01=关模OUT03=开模OUT16=开模完IN11=完全门IN22=循环启动力劲Y108=关模Y109=开模Y123=完全门X120=开模完X216=允许关模X=允许顶出X=取出完成(循环启动)力劲X09=安全门X11=关模完X16=机械手关模锁住X17=机械手开模锁住X18=机械手托模锁住X19=机械手完成信号Y08=关模Y09=开模Y20=开模完Y22=全自动博创I02=完全门I12=可锁模I13=可顶针I14=循环启动Y02=锁模Y08=开模Y21=开模完东华X000=完全门X005=锁模完X023=循环启动Y000=锁模Y006=开模Y014=开模完亿利达X56=可顶针X57=循环启动X40=完全门Y21=锁模Y77=开模完海波(三星电脑)开模完Y434闭模完循环启动安全门X000X403\404\405短接负朗格开模完44/44A闭模完循环启动22安全门11。
注塑机规格表

11#
300PCШ 916 995 65 1668 300 225 244 100 300 20 300 613 670×620 250-560 1260 8 150 170 45 22 140 4+1
12#
PYM300PCШ A:706 B:158 350 A:60 B:36 1836 220 244 103 100 220 20 300 630 1020×620 300-630 1260 5 150 140 45 22 140 3+1
320C500-250 370C600-250 420C800-250 420C1000-250
注塑机规格表<2003/5/27>
说明 机型 射胶量(硬胶) 射胶容积 螺杆直径 射胶压力 螺杆行程 螺杆转速 熔胶能力 料斗容量 射咀行程 螺杆长度直径比 锁模力 开模行程 边接柱内距(水平*垂直) 容模量(最厚-最薄) 模板最大距离 油压顶针推力 定位法阑直径 油压顶针行程 油泵马力 电热量 系统压力 温度控制区
注塑机规格表<2003/5/27>
说明 机型 射胶量(硬胶) 射胶容积 螺杆直径 射胶压力 螺杆行程 螺杆转速 熔胶能力 料斗容量 射咀行程 螺杆长度直径比 锁模力 开模行程 边接柱内距(水平*垂直) 容模量(最厚-最薄) 模板最大距离 油压顶针推力 定位法阑直径 油压顶针行程 油泵马力 电热量 系统压力 温度控制区
注塑机规格表<2003/5/27>
说明 机型 射胶量(硬胶) 射胶容积 螺杆直径 射胶压力 螺杆行程 螺杆转速 熔胶能力 料斗容量 射咀行程 螺杆长度直径比 锁模力 开模行程 边接柱内距(水平*垂直) 容模量(最厚-最薄) 模板最大距离 油压顶针推力 定位法阑直径 油压顶针行程 油泵马力 电热量 系统压力 温度控制区
最新数据带你看清欧洲塑机市场

最新数据带你看清欧洲塑机市场聚焦K展,欧洲塑料和橡胶机械生产状况是怎样的?欧洲塑料工业表现如何?近日欧洲塑料和橡胶工业机械制造商协会(EUROMAP)在K展开幕前举行了新闻发布会,用新鲜数据来说话!欧洲塑橡机械产值将增长2 %塑料和橡胶机械产值2015年全球达到339亿欧元(2014年:325亿欧元),其中欧洲塑料机械制造商占40%,相当于产值136亿欧元。
EUROMAP(成員包括来自奥地利、法国、德国、英国、意大利、卢森堡、西班牙、瑞士和土耳其的机器制造商)的数据表明,欧洲在2015上仍保持领先地位,约占全球出口量的一半。
尽管有大量的不确定性,但EUROMAP预计全球产值将进一步增长3 %,2016年达到349亿欧元,欧洲产值将增长2 % ,达到138亿欧元。
2015年,欧洲国家占整个世界出口量的47%,而中国出口份额则有所上涨,达15%。
在2016年到2018年期间,受中国增长引擎的驱使,全球塑料橡胶机械的销售额预计平均增长3.4%。
EUROMAP副总裁Karlheinz Bourdon博士表示:“在2005年到2015年之间,欧洲塑料橡胶机械出口增加了52%,从66亿欧元增加到100亿欧元。
欧洲增长率略低于全球增长率56%。
对于我们欧洲人来说,整个世界都是我们市场,在过去十年里中国主要服务自己的市场。
”他续称:“中国的高端机械仍旧从欧洲出口。
这一形势对欧洲制造商利好,意味着我们在中国高端市场仍旧占据领先地位。
”德國仍處技术领导地位德语国家塑料和橡胶机械制造业长期以来在机器和工艺工程领域保持技术领导地位。
德国制造商2015年核心机器的产值为70亿欧元,相比创记录的2013年有所提高。
占全球产量的20.7 %,位于中国(32.5 %)之后排列第二位,远高于位列第三位的意大利(7.8 %)。
在全球贸易中,德国机械工程出口总值达47亿欧元,占全球出口额22 %,超过中国(15 %)、日本和意大利(都是9 %)。
参数对照及压铸厂家

压铸机参数对照表(800吨)项目单位压铸机生产厂家力劲伊之密宝弘合模力KN 800 800 833.5合模行程mm 760 760 800哥林拄内间距mm 910*910 930*930 920*920 模具厚度(最小;最大)mm 400~950 400~950 400~1000 模板厚度mm 1400*1395 1420*1420 1400*1400 压射压力kn 665 645 765压射行程mm 760 760 750压射位置mm 0~-250 0~-250 0;-140;-280 冲头直径mm ¢80.90.100 ¢80.90.100 ¢80.90.100 射料量(AL) kg 7.2;9.1;11.2 7.1;9.1;11.1 7.3;9.3;11.5 铸造压力(增压) MPa 600;760;940 620;784;963 548;694;855 最大投影面积Cm2 2000 2000 2083压射头跟出距离mm 297 300 未给顶出力kN 315 360 400顶出行程mm 180 180 180系统压力MPa 14 16 17.5油箱容量L 1200 1200 1200机器重量T 39.4 40 40机器外形尺寸m 8.6*2*2.8 8.5*2.4*3.2 9.5*2.6*3.2 慢压射速度m/s 0~0.6 未给0~1.5快压射速度m/s 6 8 6建压时间ms 40 15 25哥林拄直径mm 180 180 180电机功率kw 37 45 45目前国内知名的几家压铸机的特点;及概况;1;力劲公司; 2;伊之密; 3;三基; 4;宝弘公司5伊斯特; 6;特里达; 7;佳胜8;新佳胜9;腾龙10铝台;1;力劲公司; 力劲集团总部在香港,国内外共有主要成员13个厂家,其中有●力劲机械厂有限公司(香港) 852-3412-5500●深圳领威科技有限公司86-755-2812-3321●力劲机械(深圳)有限公司86-755-2812-3321●中山力劲机械有限公司86-760-2855-231●上海一达机械有限公司86-21-5768-6188●宁波力劲机械有限公司86-574-8611-6588●宁波力劲科技有限公司86-86-574-8611-6588●阜新力劲北方机械有限公司86-418-2482-760●力劲机械股份有限公司(台湾) 886-7-7390-0061●美国力劲L.K.MachineryUSA Inc 909-5949447●美国特拉华州力劲L.K.M. 616-77277211●加拿大力劲905-7129220力劲集团是香港联交所主板上市公司(股份代码;00558)全球最大的热/冷室压铸机制造商董事局主席;刘相尚1979年,这个特殊的具有深远历史意义的年份,青年企业家刘相尚凭着一股振兴民主工业的热情在香港创办了“力劲机械,”专业生产压铸机械。
美国引进伊之密3200T两板机

31International Information径。
为保护环境,某些卤素系阻燃剂已经不能使用在电器产品和房屋建材的塑料材料部份中(指塑料的表面/外壳)。
塑料材料中禁用卤素系阻燃剂的原因是此种阻燃剂无法回收使用,而且在燃烧与加热过程中会释放有害物质,威胁到人类的健康和环境。
据悉,欧洲酝酿出台这个新政策也是为了便于今后更好地将电器塑料件循环处理,从而进行下游应用。
因为早在2016年,电视机所消耗的能源大概占欧洲能源消耗总量的3%,很明显,电子显示器能源消耗总量的占比只会更高。
目前欧洲的趋势是将塑料循环放在解决塑料挑战重要的位置,并且不推荐使用oxo 类降解塑料。
韩国添加剂包装采用含5%再生PE 袋韩国松原实业有限公司与德国包装专家RPC bpi nordfolien 合作,开发了20公斤的聚乙烯包装袋,用于包装其添加剂产品。
这款包装袋使用了来自不同废物流的可回收PE 材料,包括已经使用过的工业印刷袋。
脱墨所需的所有溶剂也在闭环过程中不断循环。
在松原,可持续发展受到重视,该公司承担着根据联合国17个可持续发展目标制定新的、更可持续的解决方案的责任。
在过去的12个月里,可回收的20公斤环保袋成功地在不同的客户身上试用,以确保它们符合松原的质量标准,以及客户在强度、颜色稳定性和搬运方面的标准。
在接下来的几个月里,松原将继续向新的可回收包装平稳过渡。
松原的全球业务经理Main AO’s 评论道:“这次合作让松原处于一个最佳位置,可以更好地帮助我们的客户实现他们自己的可持续发展目标。
我们也非常有兴趣从我们的客户那里听到更多关于可持续发展的倡议,以及松原该如何支持这些工作。
”松原是第一家使用这种高回收材料含量的包装膜制作PE 包装袋的化工企业。
RPC bpi nordfolien 的大客户经理/化学工业业务部门Christian Knappik 说:“我们很高兴与他们分享我们的专业知识,并帮助扩大这类技术的应用范围,以便为保护我们所有人的环境做出贡献。
伊之密注塑机辅机产品系列说明书

轻合金及高分子复合材料模压成型工艺的广泛应用,改变了近代的工业制造模式,使低成本大批量生产成为可能。
今天,以铝、镁、锌为代表的轻合金,及以塑料、橡胶为代表的高分子复合材料,已成为工业制品和消费产品不可或缺的重要组成原料,从而带动相关的模压成型装备的飞速发展。
2002年,公司在佛山市顺德区容桂镇四基生产出第一台伊之密塑料注射成型机,随后,伊之密相继推出铝、镁、锌合金压铸机、橡胶注塑机和机器人自动化集成系统,并得到了越来越多模压成型行业知名客户的认可和信赖。
现在,在中国市场,伊之密注塑机已经位列业内前三名,压铸机、橡胶机均位列行业前二。
2015年1月23日,伊之密成功登陆深交所A 股市场,开启企业发展的新征程。
伊之密一直致力于让中国装备技术与世界同步,着力提高自身的技术实力、产品品质和服务。
上市后,伊之密继续朝着这个方向努力,锁定“成为所在领域的世界级企业”的新目标,围绕模压成型专用机械设备领域多元化地延伸产品,创新产品研发和企业运营方式,积极布局全球市场,最终让全球的客户和同行都认可伊之密的产品和品牌。
2今天,伊之密除了拥有占地80000m 的顺德高新区生产基地外,顺德五沙生产基地(占地233213m )已全面投产,满足伊之密未来五到十年的发展需要。
另外,伊之密在全球市场运行“伊之密”和“北美、印度设立生产基地,开拓和巩固伊之密的国外市场。
为进一步把产品做到精益求精,伊之密引入IPD 产品集成研发管理模式,从客户需求出发,以严谨的流程开发产品,完善产品升级换代。
投入累计超过1.2亿元人民币,打造属于伊之密自己的精密制造平台,并投资建设恒温计量与检测中心,全力升级产品质量。
为客户创造更大价值及更佳的投资回报,是我们存在的意义。
今后,我们将在节能技术、自动化技术、精密控制技术、产品无故障技术等领域作更大投入,持续保证产品的先进性和可靠性。
同时,我们还将致力建设业内更佳服务体系,提供快速、准确的服务,为提高全球客户竞争力不懈努力。
伊之密注塑机射台锁模装配故障排除经验

伊之密注塑机锁模射台装配故障排除经验汇总1、过胶垫圈装反,造成什么后果?有一台UN200A落料慢,甚至不下料,有人拆开。
①怀疑过胶垫圈装反,重装后还是下料慢。
②怀疑螺杆后部有胶包住螺杆,造成后面的胶不能往前走,拆下螺杆,重新除去螺杆尾部熔化粘在螺杆上的胶。
2、有一台机,下料时螺杆转一点反而又反转一点,造成螺杆转不动。
原因:熔胶油管前有一个单向阀的接头,此接头装反。
3、有一台机锁模到底后,有磨擦的“唧”响声。
①怀疑机铰相互磨擦所发出的声音,拆下几个大销轴,都能转动,观察其它地方,也没有磨擦的痕迹。
②通过上述,机铰正常,后来怀疑响声为油缸所发出,拆下油缸放在一起听,也有声音,确定为油缸所发出。
4、有一台机,开锁模时有异响。
仔细观察,机铰正常,此声音不为机铰声。
怀疑锁模电子尺所发出,松掉螺丝(固定电子尺后)声音消除。
5、有一台UN160A开模不到底分析开模不到底的原因:①有可能勾胶磨尾板,仔细观察无磨擦的痕迹。
②通过再次观察发觉长铰装反。
6、锁模到底后,十字头不是垂直于导杆上,机铰未伸直。
锁模时,十字头走到2/3处,机铰伸直,再往前走,机铰又不直了,后发现勾胶装反。
UN480机7、UN160A调模不动①采用40BAR的压力,松开头板螺母,还是调模不动。
②松滑脚螺丝,还是不动。
③松头板固定螺丝M20*110,还是不动。
④证明导柱和螺母拉毛了,模导柱无毛剌,再调几次,导柱上出现拉毛现象,修理一根导柱,调模一会又是这样。
(左下角一根)⑤拆开调模压板,检查拉毛了的导柱,其螺母用手可拧动。
⑥怀疑有其它地方的导柱有问题,用手模上面一根导柱,发现坏牙,修理烂牙后正常。
经验总结:①调模不动,松开头板导柱螺母,还是调不动,证明导柱和调模螺母拉毛。
②修好毛剌,还是调不动,可能有别外一根拉毛。
如果头拆螺母松开,在调模时,导柱转动面调模不动,证明转动的导柱与调模螺母拉毛。
8、UN650调模不动(新机试制时)①松开头板螺母,调模不动,用70BAR,有左边两根导柱不转动(在调模时)②怀疑导柱和螺母烧死,在头板处转动导柱四根全能转动,排除此原因。
注塑机品牌大全

注塑机品牌大全
1。
欧洲注塑机品牌:
恩格尔engel(奥地利)耐司特(瑞士)德国,巴顿菲尔battenfeld(威猛),克罗斯玛菲(KRAUSS-MAFFEI),德玛格demag,米拉克郎,雅宝(arburg),新德多(意大利)BOY。
欣欣那提(美国)REMU,SIG。
哈斯基husky主要是热流道
2。
日本注塑机品牌:
日精nissei,日钢jsw,发那克fanuc,宇部,东洋toyo,东芝toshiba,川口KAWAGUCHI,川刚,三菱mitsubishi,住友sumitomo,新泻niigata,沙迪克(Sodick),菱屋,
3。
韩国及台湾注塑机品牌:
宇进,LG,台湾亚塑,台湾震雄,台中精,全力发,富强鑫,超群,华嵘,义展,舜展,TMC,群基,南嵘,今机,宗伟,华钦,精机,联塑,台塑,
4。
香港注塑机品牌:
震雄,东华,恒生,宝源,亿利达,业勤,颐光,百特灵,伊之密,全盛,
5。
国产注塑机品牌:
胜岳,震德,海天,华大,格兰,博创,宏大,王牌,东方,涌太,海泰,精力,力马,宏天,宏太,力广,弘力,海星,海鹰,海达,涌江,三顺,金星,浙江塑机总厂,柳塑,申达,双马,三元等等
购买注塑机作为一种生产工具,需要平时的精心维护和不定期的保养,售后和客服方面显得尤为重要。
建议大家在保证好质量的前提下,按就近购买的原则还是比较明智的。
伊之密、光大同创、兴业科技

2023年第23期兴业科技002674永新光学603297伊之密300415光大同创301387行业·公司Industry·Company公司是模压成型设备国内领先企业,注塑+压铸双赛道成长,下游广泛应用于汽车、家电、3C 、包装及建材等领域。
公司在行业下行期逆势扩产,2022年购建固定资产等支付现金达4.52亿元,同比增长52.06%,已为下一轮注塑机景气周期及一体化压铸新业务做好充分的产能储备。
注塑机行业当前已处于自2021年下半年以来下行周期的底部位置,预计2024-25年有望迎来回暖,在此背景下,公司2023年上半年注塑机营收同比+2.07%已回落企稳,明后年受益库存周期向上有望提速成长。
公司2021年已推出全新中高端LEAP 系列压铸机,推动公司产品升级打开更大空间,同时积极布局一体化压铸机,2022年已获10台批量订单,有望充分受益新能源汽车大发展带来的成长机遇。
2023年三季度,公司业绩边际改善。
2023Q1-Q3,公司实现营业收入7.05亿元,同比-7.79%;实现归母净利润0.87亿元,同比-5.82%;实现扣非归母净利润0.78亿元,同比-28.22%。
2023年单三季度,公司实现营业收入2.78亿元,同比+4.70%,同比增速年内首次回正;实现归母净利润0.34亿元,同比-4.10%,增速跌幅较前两个季度有所收窄。
公司专注于消费电子防护类、功能性产品的研发、生产与销售,近期消费电子行业景气转暖,有望带动公司整体业绩回升。
公司与联想集团、立讯精密、纬创资通等知名消费电子行业公司均建立了良好的合作关系,联想是公司第一大客户,22年上半年联想集团贡献公司47.3%的营收。
此外公司碳纤维业务近年来发展迅速,伴随新增产能的有序释放,有望打造公司业绩第二增长极。
公司主要从事天然牛皮革的研发、生产与销售。
主要产品为鞋面用皮革、汽车内饰用皮革、包袋用皮革、家具用皮革以及特殊功能性皮革等。
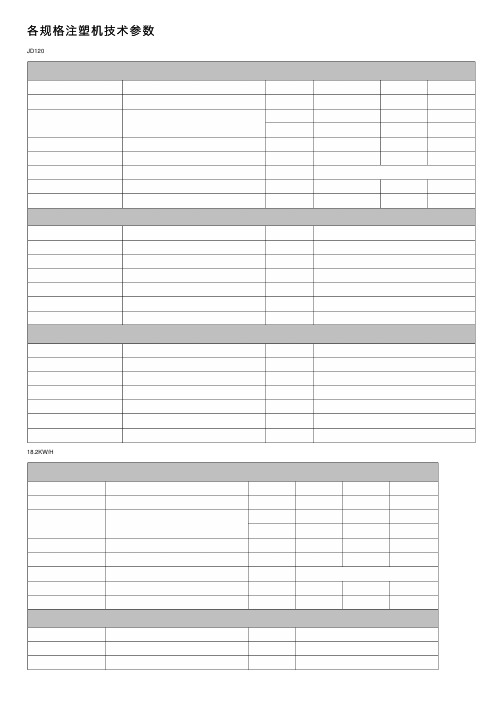
各规格注塑机技术参数

JD120型技术参数表
合计功率为:18.2Kw/H JD160型技术参数表
其他OTHERS
JD90
合计功率为:15.5Kw/H
海天HTF120J/TJ注塑机总功率为:20.75 Kw/H(120吨)
海天HTF160J/TJ注塑机总功率为:24.75 Kw/H (160吨)
注塑机生产电耗:油压机,机器前二个小时内为全负荷运作,二个小时后耗电量为额定功率的65%左右,电动机则为50%左右。
如果采用伺服电机会更省电,一般注塑机都是步进电机。
通过以上机器参数可以得出,80吨新注塑机一天的253度电(以最大功率机器计算),120吨新注塑机一天的约 338度电(以最大功率机器计算),160吨新注塑机一天的约424度电(以最大功率机器计算)。
中国注塑机品牌_国内注塑机品牌新

中国注塑机品牌_国内注塑机品牌经过多年的技术引进和技术创新,中国塑机行业告诉发展,制造水平已经与发达国家相差无几,加上劳动力价格的优势,使得中国的注塑机出口世界。
近年来由于汽车、建筑、家用电器、食品、医药等产业对注射制品日益增长的需要,推动了注射成型技术水平的发展和提高。
中国生产注塑机的厂家较多,据不完全统计已超过3000家。
国产注塑机品牌有哪些?中国注塑机品牌有哪些?震德,海天,佳明,伊之密,上海纪威,上海光塑,格兰,博创,宏大,王牌,东方,涌太,海泰,精力,力马,宏天,宏太,利广,弘力,海星,海鹰,海达,涌江,三顺,金星,浙江塑机总厂,柳塑,申达,双马,三元,海明,海雄,胜岳等等中国国产注塑机品牌——震德塑料机械有限公司(震德)震德塑料机械有限公司位于人杰地灵的广东省佛山市顺德区,诞生于1986年,目前为香港震雄集团独资企业,是中国注塑机行业最具规模的注塑机生产基地之一。
震德公司目前占地面积13万多平方米,拥有超亿元固定资产和精良设备,现有员工1000多人。
震德作为中国注塑机行业的顶尖制造商之一,年生产规模达到24000单位台,向用户提供注射量44克—62845克各型中英文电脑全自动精密注塑机,并根据客户需要提供个性化的产品,得到了社会各界广大用户的充分肯定和大力支持。
为了满足震德公司高速发展的需要,公司新注册成立震德精密机械有限公司,厂址在顺德大良凤翔工业区,于2011年已全部投入使用。
中国国产注塑机品牌——浙江德库玛机械有限公司(德库玛)浙江德库玛机械有限公司隶属西诺控股集团旗下,是台州最大最具发展潜力的注塑机生产厂家,是一家集研发、生产、销售与服务于一体的注塑机生产基地。
公司拥有资深设计团队,引进德国注塑机的领先技术,通过有限元和运动学仿真技术,对注塑机整机的机构和运行控制进行分析与优化,确保机器的运行可靠性与寿命,为客户提供完美的产品解决方案。
目前,德库玛可生产50T-3300T注塑机,主打特色产品为5H高速机及中大型伺服节能注塑机。
各规格注塑机技术参数

JD120型技术参数表合计功率为:18.2Kw/H JD160型技术参数表合计功率为:26Kw/H JD90型技术参数表外形尺寸Machine Dimension (LxWxH)M*M*M 4.0*1*1.74合计功率为:17.5Kw/HHDX 78 T技术参数SPECIFICATION规格项目(Description)单位(UHDX 78 Tnit)螺杆直径(Screw Diameter)mm343640螺杆长径比(Screw L/D Ratio)L/D21.22018最大理论射胶容积(Max.Theoretical Injection Capacity)cm3110125154最大注射量(Shot Weigh PS)g100114140最大射胶压力(Max.Injection Pressure)MPa180160130螺杆转速(Screw Speed Range)r.p.m10-230最大锁模力(Max.Clamping Force)ton78最大开模行程(Max.Opening Stroke)mm300哥林柱内距(Space Between The Bars“V×H”)mm330×330容模量(Min-Max Mould Thickness)mm150-300顶针推力/行程(Ejector Force/Stroke)Kn/mm25 / 80油泵最大压力(Pump P.Max)MPa16油泵电动机功率(Pump Motor Power)kw9电加热功率(Heating Capacity)KW 6.5外形尺寸(Machine Size“L×W×H”)m 3.9×1.1×1.9重量(Machine Weight)ton 2.5模具定位圈直径(Mold Location Recess Diameters)mm100喷嘴圆球半径(Nozzle Radius)mm SR10合计功率为:15.5Kw/H海天牌注塑机技术参数:海天HTF86/TJ注塑机总功率为:13.7 Kw/H(86吨)海天HTF120J/TJ注塑机总功率为:20.75 Kw/H(120吨)海天HTF160J/TJ注塑机总功率为:24.75 Kw/H(160吨)海天HTF200J/TJ注塑机总功率为:32.75 Kw/H(200吨)海天HTF250J/TJ注塑机总功率为:38.65 Kw/H(250吨)注塑机生产电耗:油压机,机器前二个小时内为全负荷运作,二个小时后耗电量为额定功率的65%左右,电动机则为50%左右。
Sumitomo全电动双射注塑机SE200D-CI说明书

SUMITOMO ALL ELECTRIC DOUBLE SHOT INJECTION MOLDING MACHINESumitomo has successfully shortened cycles compared to earlier machines, by improving per formance of mold rotating unit and mold opening-closing unit. Moreover, Sumitomo is helping to enhance productivity by increasing the standard clamp force to enable use with a wider range of molded products.Clamp force sensor is set on tie bar as standard of SEHS-CI. SEHS-CI has stable clamp force with closed loop control by using clamp force sensor.●Keep optimum clamp force.●Display actual clamp force on the screen for quality controlStable clamp force with clamp force closed loop controlN9 ControllerTough rotation stopper of high repeated accuracyA mold plate return signal unit (dual circuits) comes standard.ConnectororiginalNew mold protection Previousmold protectionFor customers who seek improvement …2Standard EquipmentN9 controllerN9 controller , which is 12.1 inch LCD touch panel. N9 controller has the latest technology and easy operation.●Various graphicsIt is easy to access the screen by large fonts. It is easy to set values because actual and setting values are shown at the same screen.Main items are set at the same screen.[OVERALL screen]Injection profiles display functions.[ANALYSIS screen]●One-touch changeover of 3 languagesStandard languages: Japanese, English and Chinese Options: Korean, French, German and CzechBecause of the difficulty in tightening internal bolts of the second mold and the complicated method for attaching molds, double-shot machines take more time to set up than single-color machines.Sumitomo has teamed up with clamp manufacturers KOSMEK and PASCAL to offer as an option a magnetic clamp connection circuit that is safe to use and reduces setup work to about half of what was required by conventional manual tightening. Sumitomo can also propose other ways than this to shorten setup time.Consult Sumitomo for more information.USB interface●SE-DU can store 200 molding conditions in machine. Moreover you can store molding conditions by USB memory.●You can save screen copy, logging data, setting list and so on in USB memory. You can make reports more easily.●You can take print-outs of screen, logging data, setting list and so on by using USB printer*.(* : PCL3 control code is required.)Popular ever since its launch, Sumitomo’s CI series of two-material molding machines continues to grow to meet global needs.3Installed record of Pascal systemsStandard EquipmentSpecial order optionThe temperature control piping of the moving mold reversing unit has been upgraded to support 4 rather than just 2 systems as before, which shortens molding cycle. And, options such as a core tractor, mold clamp or heater controller can be easily added on.※For combination of the options, please contact Sumitomo.SEHS-CI series are equipped with Center Press Platens known for their extremely low warping, on both the stationary and mobile sides. Because surface pressure on the mold is kept consistent, flash at the center and short-shots around the perimeter are eliminated at the same time. Furthermore, molding is possible with 20~30% less the clamp force of earlier machines.The plasticizing capacity of C250 2 cannot be coupled with other injection units.ModelPlasticizing unitScrew Diameter (mm)Injection Speed MAX. (mm/S)SEHS-CIExample of surface pressures measured (12 cavities cup molds measured with pressure-sensitive paper)Surface pressure HighSurface pressure LowA more uniform surface pressure distribution is provided.4Temperature control piping of moving platen rotating unitStandard EquipmentOptional EquipmentHigh speed injection and high load injection further expand the possibilities of 2-material molding. C160 : Supports injection speeds of 800 mm/sec C250 : Supports injection speeds of 500 mm/sec and high load injectionMolding exampleProduct : Nail design parts Num. of cavities: 10F side injection speed : 500mm/sec R side injection speed : 800mm/sec F side resin (Transparency) : PC R side resin (White) : ABSThe SEDU-CI employs the CPP (Central Press platen) Because clamp force remains consistent around the mold, molding can be done at lower clamp forcesthan before.ModelPlasticizing unitScrew Diameter (mm)Injection Speed MAX. (mm/S)SED -CIT he machine can carry the single-shot and double-shot types, allowing existing molds to be used. It is of easy-to-use design featuring the wide tie-bar space, the mold adaptable capacity, the temperature-control block considered for convenience in mold mounting and demounting.●Mold adaptable capacity (Movable side)SE30D-CI :100kg SE75D-CI :400kg SE130D-CI :500kgCapable of complying to "2in-one" type of moldConventional type■Cooling water block5Standard EquipmentSpecial order optionSE130DU-CI only【Note 1】The maximum injection pressure and the maximum holding pressure are calculated values. These values indicate not the resin pressure but the output of the unit.【Note 2】The maximum injection pressure and the maximum holding pressure are not values that can be sustained continuously.【Note 3】The plasticization capacity value indicates the capacity when the SD screw is loading.【Note 4】The full length of the machine is the measurement taken when the smallest screw is loaded at the forward position of the injection unit.【Note 5】Mold opening stroke when the ejector brake is equipped is limited to 350mm and daylight is 800mm.【Note 6】The stroke become 91 when option (Reversal table internal ejector rod) is chosen. (The protrusion in this case becomes 82.)【Note 7】Selectable between A and B【Note 8】When the C250 plasticization device is selected, it is necessary to select both sides.【Note 9】Mold opening stroke when the ejector brake is equipped is limited to 480.【Note 10】The values within { } brackets are only reference fi gures.【Note 11】We appreciate your kind understanding that as a result of our effort to enhance performance, there may be slight modi fi cations to the speci fi cations.【Note 12】The dimensions are Japanese speci fi cation.◇This series originally comply to safety standards of Japan, the US, in addition, also China GB22530 and KC mark.678●Specifications may subject to change without notice for performance improvements.●The export of this product for use for or in development and/or production of massive destruction arms and weapons(nuclear weapons, biological weapons, missiles) or the export of this product to any person, party or corporation engaged or involved in the development and/or production of above described goods is subject to the authorization of the Japanesegovernment pursuant to Foreign Exchange and Foreign Trade Control Law.9101112131415B010EN02-1711KP。
各规格注塑机技术参数
各规格注塑机技术参数JD12018.2KW/H26KW/HJD9017.5KW/HHDX 78 T 技术参数SPECIFICATION 规格项⽬(Description) HDX78T(U nit)螺杆直径(Screw Diameter) mm 34 36 40 螺杆长径⽐(Screw L/D Ratio) L/D 21.2 20 18 最⼤理论射胶容积(Max.Theoretical Injection Cap acity) cm 110 125 154 最⼤注射量(Shot Weigh PS) g 100 114 140 最⼤射胶压⼒(Max.Injection Pressure) MPa 180 160 130 螺杆转速(Screw Speed Range) r.p .m 10-230最⼤锁模⼒(Max.Clamping Force) ton 78最⼤开模⾏程(Max.Opening Stroke) mm 300哥林柱内距(Space Between The Bars “Vx H”)mm 330X 330容模量(Min-Max Mould Thickness) mm 150-300顶针推⼒/⾏程(Ejector Force/Stroke ) Kn/mm 25 / 80油泵最⼤压⼒(Pump P.Max) MPa 16油泵电动机功率(Pump Motor Power) kw 9电加热功率(Heating Capacity) KW 6.5外形尺⼨(Machine Size “Lx WX H” ) m 3.9 X 1.1 X 1.9重量(Machine Weight) ton 2.5莫具定位圈直径(Mold Location Recess Diameters ) mm 100喷嘴圆球半径(Nozzle Radius ) mm SR10合计功率为:15.5KW/H海天牌注塑机技术参数:注射装杆直径INJECTION UNITScrew Diameter A mm B 34 36 C :40 螺杆长径⽐Screw L/D Ratio L/D 21.2 20 18 理论容量Shot Size(Theoretical) cm 131 147 181 注射重量Injection Weight( PS) g 119 134 165 注射压⼒Injectio n Pressure Mpa 206 183 149 螺杆转速Screw Sp eed rpm 0 ?205合模装置CLA MPING UNIT合模⼒Clamp Tonn age KN 860移模⾏程Toggle Stroke mm 310拉杆内距Space Betwee n Tie Bars mm 360x360最⼤模厚Max.Mold Height mm 360最⼩模厚Mi n. Mold Height mm 150顶出⾏程Ejector Stroke mm 100顶出⼒Ejector Tonn age KN 33 顶出杆根数Ejector Number P iece 5 其它OTHERS最⼤油泵压⼒Max. Pump Pressure MPa 17.5 油泵马达Pump Motor Po wer kw 7.5电热功率Heater Po wer kw 6.2外形尺⼨Machi ne Dime nsio n(LxWxH) m 4.5x1.25x1.9 重量Machi ne Weight t 3.45 料⽃容积Hopper Cap acity kg 25油箱容积Oil Tank Cap acity L 230海天HTF86/TJ注塑机总功率为:13.7 Kw/H (86吨)注射装置T径INJECTION UNSCrew Diameter A mm B36 40 C 45 螺杆长径⽐Screw L/D Ratio L/D 23.3 20 18.7 理论容量Shot Size(Theoretical) 3 cm 173 214 270 注射重量Injection Weight (PS) g 157 195 246 注射压⼒Injectio n Pressure Mpa 197 160 126 螺杆转速Screw Sp eed rpm 0 ?195合模装置CLA IMPING UNIT合模⼒Clamp Tonn age KN 1200移模⾏程Toggle Stroke mm 350拉杆内距Space Betwee n Tie Bars mm 410x410最⼤模厚Max.Mold Height mm 430最⼩模厚Mi n. Mold Height mm 150顶出⾏程Ejector Stroke mm 120顶出⼒Ejector Tonn age KN 33 顶出杆根数Ejector Number P iece 5 其它OTHERS最⼤油泵压⼒Max.Pump P ressure MPa 16 油泵马达Pump Motor Po wer kw 11电热功率Heater Po wer kw 9.75外形尺⼨Machi ne Dime nsio n(LxWxH) m 4.92x1.33x1.95 重量Machi ne Weight t 4.56 料⽃容积Hopper Cap acity kg 25油箱容积Oil Tank Cap acity L 240海天HTF120J/TJ注塑机总功率为:20.75 Kw/H (120吨)注射装置直径INJECTION UNIScrew Diameter A mm B 40 45 C 48 螺杆长径⽐Screw L/D Ratio L/D 22.5 20 18.8 理论容量Shot Size(Theoretical) 3 cm 253 320 364 注射重量Injection Weight( PS) g 230 291 331 注射压⼒Injectio n Pressure Mpa 202 159 140 螺杆转速Screw Sp eed rpm 0 ?175合模装置CLA MPING UNIT合模⼒Clamp Tonn age KN 1600移模⾏程Toggle Stroke mm 420拉杆内距Space Betwee n Tie Bars mm 455x455最⼤模厚Max.Mold Height mm 500最⼩模厚Mi n. Mold Height mm 180顶出⾏程Ejector Stroke mm 140顶出⼒Ejector Tonn age KN 33 顶出杆根数Ejector Number P iece 5 其它OTHERS最⼤油泵压⼒Max. Pump P ressure MPa 17.5 油泵马达Pump Motor Po wer kw 15电热功率Heater Po wer kw 9.75外形尺⼨Machi ne Dime nsio n(LxWxH) m 5.4x1.45x2.05 重量Machi ne Weight t 5.2 料⽃容积Hopper Cap acity kg 25油箱容积Oil Tank Cap acity L 320海天HTF160J/TJ注塑机总功率为:24.75 Kw/H (160吨)注射螺杆直径INJECTION UNITScrew Diameter A mm E 1 45 50 C 55 螺杆长径⽐Screw L/D Ratio L/D 22.2 20 18.2 理论容量Shot Size(Theoretical) cm 334 412 499 注射重量Injection Weight( PS) g 304 375 454 注射压⼒Injectio n Pressure Mpa 210 170 141 螺杆转速Screw Sp eed rpm 0 ?165合模装置CLA MPING UNIT合模⼒Clamp Tonn age KN 2000移模⾏程Toggle Stroke mm 470拉杆内距Space Betwee n Tie Bars mm 510x510最⼤模厚Max.Mold Height mm1510 最⼩模厚Mi n. Mold Height mm 1200顶出⾏程Ejector Stroke mm 130顶出⼒Ejector Tonn age KN 62 顶出杆根数Ejector Number P iece 9 其它OTHERS最⼤油泵压⼒Max .Pump Pressure MPa 17.5油泵马达Pump Motor Po wer kw 18.5电热功率Heater Po wer kw 14.25外形尺⼨Machi ne Dime nsio n(LxWxH) m 5.3x1.6x2.1 重量Machi ne Weight t 6.8 料⽃容积Hopper Cap acity kg 50油箱容积Oil Tank Cap acity L 390海天HTF200J/TJ注塑机总功率为:32.75 Kw/H (200吨)注射装置直径螺杆长径⽐INJECTION UNITScrew DiameterScrew L/D RatioA mmL/DB 50 55C 6022 20 18.3理论容量Shot Size(Theoretical) cm3442 535 636 注射重量Injection Weight( PS) g 402 487 579 注射压⼒Injectio n Pressure Mpa 205 169 142 螺杆转速Screw Sp eed rpm 0 ? 180合模装置CLA MPING UNIT合模⼒Clamp Tonn age KN 2500移模⾏程Toggle Stroke mm 540拉杆内距Space Betwee n Tie Bars mm 570x570最⼤模厚Max.Mold Height mm 570最⼩模厚Mi n. Mold Height mm 220顶出⾏程Ejector Stroke mm 130顶出⼒Ejector Tonn age KN 62顶出杆根数Ejector Number P iece 9HTF250J/TJ 38.65 Kw/H 250注塑机⽣产电耗:油压机,机器前⼆个⼩时内为全负荷运作,⼆个⼩时后耗电量为额定功率的则为50%左右。
机械设备行业专题研究:一体化压铸布局如火如荼,设备厂商大有可为
证券研究报告作者:行业评级:行业报告| 强于大市维持2023年03月08日(评级)分析师李鲁靖SAC 执业证书编号:S1110519050003分析师朱晔SAC 执业证书编号:S1110522080001一体化压铸布局如火如荼,设备厂商大有可为行业专题研究☐新能源车轻量化使得铝合金备受青睐,而最适合铝零部件的加工工艺是压铸提高新能源汽车续航里程主要途径为:1、电池技术发展,2、减轻整车重量。
目前电池技术尚未实现突破性进展,减轻车身重量增加续航里程是新能源汽车发展重要的手段,而使用铝制零部件则是实现新能源车轻量化的主要方向:铝合金相比钢材具有明显的减重效应(根据旭升股份招股说明书,汽车每使用1kg铝,可降低自重2.25kg,特斯拉Model S系列车型中95%采用铝合金材料)。
最适合汽车零件生产且应用最广的是压铸工艺,而铝合金是少数几种可采用所种工艺生产零件的金属,因此新能源车推动了铝压铸件的发展。
☐一体化将传统造车工艺中的冲压、焊接环节合二为一传统造车工艺包括冲压、焊接、涂装和总装四大流程:1)冲压:根据钣件设计要求使用模具冲压成型;2)焊接:将冲压形成的各钣件焊接成白车身;3)涂装:对白车身进行前处理、底涂和面涂;4)总装:将发动机等全部内外饰装配到车身。
汽车白车身制造工艺经历了人工焊接到流水线机器人焊接再到一体化压铸。
一体化压铸将白车身中多个单独、分散零件的复杂结构经过重新高度集成设计,再使用一体化压铸工艺制造出一个零件。
图:汽车白车制造工艺变革趋势图:传统制造工艺和一体化压铸工艺对比1.1. 什么是一体化压铸?与传统钣金焊接结构工艺对比,一体化压铸省了许多组件间的冲压、焊接过程。
根据特斯拉2020 Battery Day,model Y后底板中使用一体化压铸使得零部件数量减少79个,制造成本下降40%。
下一步将应用2-3个大型压铸件替换370个零件组成的整个下车体总成,重量预计将进一步降低10%。
广东伊之密高速包装系统有限公司(企业信用报告)- 天眼查

具设计与制造、模具及机器相 备应用技术咨询;经营本公司产品及
关零配件;经营本公司产品及 技术出口业务。
技术出口业务。(国家限制经
营或禁止进出口商品及技术除
外,涉及许可证的必须凭有效
许可证经营)。 许可经营项
目:无。(一般经营项目可以
自主经营;许可经营项目凭批
准文件、证件经营)
9
股东变更
/
股东发生变更
股东类型
企业 自然人 自然人 自然人 自然人 自然人 自然人 自然人 自然人
投资数额(万元)
/ / / / / / / / /
三、对外投资信息
截止 2018 年 09 月 20 日,根据国内相关网站检索及天眼查数据库分析,未查询到相关信息。不排除因信 息公开来源尚未公开、公开形式存在差异等情况导致的信息与客观事实不完全一致的情形。仅供客户参 考。
责。本报告应仅为您的决策提供参考。因使用该报告而产生的任何后果,天眼查概不负责。
2
一、企业背景
1.1 工商信息
企业名称:
广东伊之密高速包装系统有限公司
工商注册号: 440681000490599
统一信用代码: 91440606081099478Q
法定代表人: 张涛
1.3 变更记录
序号
1
2 3 4 5 6
变更项目
变更前内容
变更后内容
变更日期
住所/经营场所 佛山市顺德区容桂街道办事处 佛山市顺德区大良街道办事处五沙居
高黎社区居民委员会顺德高新 委会顺昌路 9 号之一
区(容桂)科苑三路 22 号之
三
法人股东
股东发生变更
2018-04-28 2018-01-17