运用ANSYS对焊缝残余应力及温度场分析
毕业论文使用ANSYS有限元分析软件对不锈钢与紫铜焊接过程温度场应力场分布模拟

Finally, the temperature and stress field indirect coupling method is used to simulate the welding stress field by applying the results of temperature field analysis as temperature loads on the model. After that, the results of stress field simulation are analyzed.
Based on the analysis of stress field anddeformationof welding partsafter welding,the strength anddeformation checkingof welding parts is conducted in this paper. Thechecking resultsare: the welding parts are qualifiedand theweldingisfeasible.
Then, the simulation and analysis of welding temperature field is completed by building a finite element model of welding, using APDL to make programs of heatsource, applying element birth and death technology to simulate the successive generating of welding seamsand adopting "* DO—*ENDDO" language to realize the movement of heat source;
基于ANSYS的焊接温度场和应力的数值模拟研究

基于ANSYS的焊接温度场和应力的数值模拟研究一、本文概述随着现代工业技术的飞速发展,焊接作为一种重要的连接工艺,在航空、汽车、船舶、石油化工等领域的应用日益广泛。
然而,焊接过程中产生的温度场和应力场对焊接结构的性能有着至关重要的影响。
为了深入理解焊接过程中的热-力行为,预测焊接结构的变形和残余应力,进而优化焊接工艺参数和提高产品质量,本文旨在利用ANSYS有限元分析软件,对焊接过程中的温度场和应力场进行数值模拟研究。
本文首先简要介绍了焊接数值模拟的意义和现状,包括焊接数值模拟的重要性、国内外研究现状和存在的问题等。
随后,详细阐述了ANSYS 软件在焊接数值模拟中的应用,包括其基本原理、分析流程、模型建立、参数设置等方面。
在此基础上,本文以某典型焊接结构为例,详细阐述了焊接温度场和应力场的数值模拟过程,包括模型的建立、边界条件的设定、求解参数的选择、结果的后处理等。
对模拟结果进行了详细的分析和讨论,验证了数值模拟方法的准确性和可靠性,为实际工程应用提供了有益的参考。
本文的研究不仅有助于深入理解焊接过程中的热-力行为,为优化焊接工艺参数和提高产品质量提供理论支持,同时也为ANSYS软件在焊接数值模拟领域的应用推广和进一步发展奠定了基础。
二、焊接理论基础焊接是一种通过加热、加压或两者并用,使两块或多块金属在原子层面结合形成永久性连接的工艺过程。
焊接过程涉及复杂的物理和化学变化,包括金属的熔化、凝固、相变以及应力和变形的产生等。
因此,深入了解焊接过程的理论基础对于准确模拟焊接过程中的温度场和应力分布至关重要。
焊接过程中,热源将能量传递给工件,导致工件局部快速升温并熔化。
熔池形成后,随着热源的移动,熔池中的液态金属逐渐凝固形成焊缝。
焊接热源的类型和移动速度、工件的材质和厚度等因素都会影响焊接过程的温度场分布。
为了准确模拟这一过程,需要了解各种热源模型(如移动热源模型、体积热源模型等)及其适用范围,并选择合适的模型进行数值模拟。
《2024年基于ANSYS的焊接温度场和应力的数值模拟研究》范文

《基于ANSYS的焊接温度场和应力的数值模拟研究》篇一一、引言焊接作为一种重要的工艺方法,广泛应用于各种工程结构中。
然而,焊接过程中产生的温度场和应力分布对焊接结构的质量、性能和使用寿命有着重要的影响。
因此,对焊接温度场和应力的研究具有非常重要的意义。
本文将通过ANSYS软件进行焊接温度场和应力的数值模拟研究,以期为焊接工艺的优化提供理论依据。
二、焊接温度场的数值模拟1. 建模与材料属性设定在ANSYS中建立焊接结构的几何模型,设定材料的热学性能参数,如热导率、比热容等。
同时,设定焊接过程中的热源模型,如高斯热源模型等。
2. 网格划分与边界条件设定对模型进行合理的网格划分,以便更好地捕捉温度场的分布情况。
设定边界条件,包括环境温度、对流换热系数等。
3. 求解与结果分析通过ANSYS的瞬态热分析模块进行求解,得到焊接过程中的温度场分布情况。
分析温度场的变化规律,研究焊接过程中的热循环行为。
三、焊接应力的数值模拟1. 建模与材料属性设定在ANSYS中建立与温度场分析相同的几何模型,设定材料的力学性能参数,如弹性模量、泊松比等。
同时,导入温度场分析的结果作为应力分析的初始条件。
2. 网格划分与约束条件设定对应力分析模型进行网格划分,并设定约束条件,如固定支座等。
这些约束条件将影响应力的分布情况。
3. 求解与结果分析通过ANSYS的结构分析模块进行求解,得到焊接过程中的应力分布情况。
分析应力的变化规律,研究焊接过程中的残余应力分布情况。
同时,结合温度场分析结果,研究温度与应力之间的关系。
四、结果与讨论1. 温度场分析结果通过ANSYS的数值模拟,得到了焊接过程中的温度场分布情况。
结果表明,在焊接过程中,焊缝处的温度较高,随着距离焊缝的增大,温度逐渐降低。
同时,随着时间的变化,温度场呈现出明显的热循环行为。
2. 应力分析结果在应力分析中,我们发现焊接过程中会产生较大的残余应力。
这些残余应力主要分布在焊缝及其附近区域,并呈现出一定的规律性。
《2024年基于ANSYS的焊接温度场和应力的数值模拟研究》范文

《基于ANSYS的焊接温度场和应力的数值模拟研究》篇一一、引言随着制造业和工业自动化技术的飞速发展,焊接技术已经成为一种关键的加工手段,被广泛应用于机械、船舶、航空和汽车等领域。
焊接过程中的温度场和应力分布直接影响焊接质量和性能。
因此,通过数值模拟研究焊接过程中的温度场和应力分布具有重要意义。
本文利用ANSYS软件对焊接过程进行数值模拟,分析温度场和应力的变化规律,为优化焊接工艺和提高焊接质量提供理论依据。
二、ANSYS在焊接模拟中的应用ANSYS是一款广泛应用于工程领域的有限元分析软件,具有强大的热-结构耦合分析能力。
在焊接模拟中,ANSYS可以通过建立三维模型、设定材料属性、加载边界条件等方式,对焊接过程中的温度场和应力进行数值模拟。
通过ANSYS软件,我们可以更加直观地了解焊接过程中的温度分布和应力变化,为优化焊接工艺提供理论支持。
三、焊接温度场的数值模拟研究(一)模型建立与材料属性设定在ANSYS中建立焊接过程的有限元模型,设定材料属性,包括热导率、比热容、热膨胀系数等。
根据实际焊接工艺,设定加热速度、焊接速度、电流等工艺参数。
(二)温度场模拟与结果分析在设定的边界条件下,模拟焊接过程中的温度场变化。
通过分析温度场的分布规律,可以得出焊接过程中各部位的加热速度、峰值温度等信息。
结合实际工艺参数,可以优化焊接工艺,提高焊接质量和效率。
四、焊接应力的数值模拟研究(一)模型建立与材料属性设定与温度场模拟类似,在ANSYS中建立焊接过程的有限元模型,并设定材料属性。
考虑到焊接过程中的热-结构耦合效应,需要设定材料的热弹塑性本构关系。
(二)应力模拟与结果分析在模拟过程中,考虑热-结构耦合效应,分析焊接过程中的应力分布和变化规律。
通过分析应力场的分布、大小和变化趋势,可以得出焊接过程中各部位的应力状态和变形情况。
结合实际工艺参数和应力分布规律,可以优化焊接工艺,减少焊接过程中的残余应力和变形。
五、结论本文利用ANSYS软件对焊接过程中的温度场和应力进行了数值模拟研究。
《2024年基于ANSYS的焊接温度场和应力的数值模拟研究》范文

《基于ANSYS的焊接温度场和应力的数值模拟研究》篇一一、引言随着科技的发展,焊接技术作为制造行业中的关键工艺之一,其质量和效率直接关系到产品的性能和寿命。
因此,对焊接过程中的温度场和应力分布进行精确的数值模拟显得尤为重要。
ANSYS作为一种功能强大的工程仿真软件,被广泛应用于焊接过程的数值模拟。
本文将基于ANSYS,对焊接温度场和应力进行数值模拟研究,以期为实际生产提供理论依据。
二、焊接温度场的数值模拟1. 模型建立在ANSYS中建立焊接过程的有限元模型,包括焊件、焊缝、热源等部分。
其中,焊件采用实体单元进行建模,焊缝则通过线单元进行描述。
热源模型的选择对于模拟结果的准确性至关重要,应根据具体的焊接工艺选择合适的热源模型。
2. 材料属性及边界条件根据实际材料,设定焊件和焊缝的热导率、比热容、热扩散率等物理参数。
同时,设定初始温度、环境温度等边界条件。
3. 数值模拟过程根据焊接过程的实际情况,设定加载步和时间步长,模拟焊接过程中的温度变化。
通过ANSYS的热分析模块,得到焊接过程中的温度场分布。
三、焊接应力的数值模拟1. 耦合分析焊接过程中,温度场的变化会导致应力的产生。
因此,在ANSYS中,需要将在热分析中得到的温度场结果作为应力分析的输入条件,进行热-结构耦合分析。
2. 本构关系与材料模型根据材料的本构关系和力学性能,设定材料的弹性模量、泊松比、热膨胀系数等参数。
同时,选择合适的材料模型,如各向同性模型或各向异性模型。
3. 应力分析通过ANSYS的结构分析模块,结合耦合后的温度场结果,进行应力分析。
得到焊接过程中的应力分布和变化情况。
四、结果与讨论1. 温度场结果分析通过ANSYS的后处理功能,可以得到焊接过程中的温度场分布图。
分析温度场的分布情况,可以了解焊接过程中的热传导和热扩散情况,为优化焊接工艺提供依据。
2. 应力结果分析同样,通过后处理功能可以得到焊接过程中的应力分布图。
分析应力的分布和变化情况,可以了解焊接过程中产生的残余应力和变形情况。
基于ANSYS的焊接参数对其温度场的影响分析

基于ANSYS的焊接参数对其温度场的影响分析发表时间:2009-6-2 作者: 李乡武来源: e-works关键字: CAE ansys 焊接温度场本文使用ansys研究了平板堆焊中,焊接速度和高斯有效热源半径对其焊接温度场的影响。
经过计算表明:焊接速度越快,平板在焊接过程中的最高温度越低;热源有效半径越小,平板在焊接过程中的最高温度越高。
这一结论对焊接优化控制参数有着重要的指导意义。
1 引言焊接温度场的准确计算或测量,是焊接冶金分析和焊接应力、应变热弹塑性动态分析的前提。
关于焊接热过程的分析,苏联科学院的助Rykalin院士对焊接过程传热问题进行了系统的研究,建立了焊接传热学的理论基础。
为了求热传导微分方程的解,他把焊接热源简化为点、线、面三种形式的理想热源,且不考虑材料热物理性质随温度的变化以及有限尺寸对解的影响。
实际上焊接过程中除了包含由于温度变化和高温引起的材料热物理性能和变化而导致传热过程严重的非线性外,还涉及到金属的熔化、凝固以及液固相传热等复杂现象,因此是非常复杂的。
由于这些假定不符合焊接的实际情况,因此所得到的解与实际测定有一定的偏差,尤其是在焊接熔池附近的区域,误差很大,而这里又恰恰是研究者最为关心的部位。
本文利用ansys建立了平板焊接的三维模型,并研究焊接速度和高斯热源的有效半径对其温度场的影响。
为实际的焊接工程了提供了一定的指导意义。
2 模型建立与计算讨论模型尺寸为100mm×50mm×6mm,材料为20号钢,电弧沿焊件中心移动。
由于模型的对称性,本文只选取半模型进行计算,其有限元模型图图1所示。
图1 平板焊接的有限元模型图2 有限元模型中考察的点本文使用solid70单元来模拟焊接过程的动态温度场,为了提高计算的精度又要节省计算时间,在靠近焊缝中心处即从焊缝中心到距离其5mm的区域内网格控制在1mm,然后其网格密度一次减小;在厚度方向划分为两层。
计算参数:焊接的电压U=20;焊接电流I=160;热效率为0.7。
T型接头焊接温度场ANSYS仿真分析
焊缝凝固过程的温度场分析初始条件:焊接件的初始温度为25度,焊缝温度为3000;对流边界条件:表面传热系数为5e-4,比热容0.2,材料密度0。
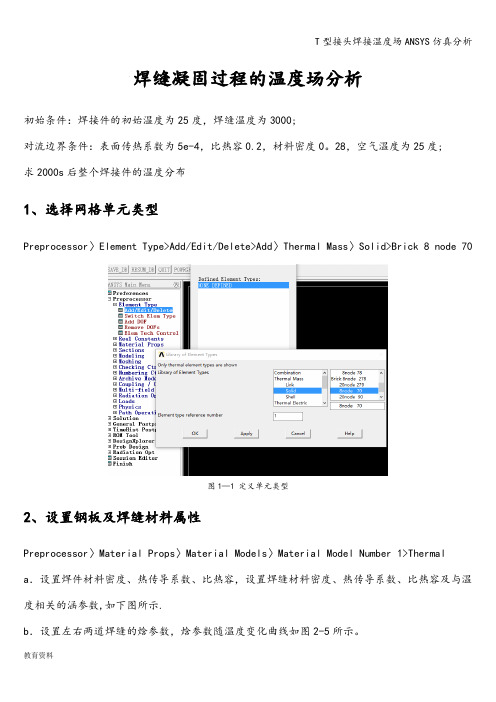
28,空气温度为25度;求2000s后整个焊接件的温度分布1、选择网格单元类型Preprocessor〉Element Type>Add/Edit/Delete>Add〉Thermal Mass〉Solid>Brick 8 node 70图1—1 定义单元类型2、设置钢板及焊缝材料属性Preprocessor〉Material Props〉Material Models〉Material Model Number 1>Thermal a.设置焊件材料密度、热传导系数、比热容,设置焊缝材料密度、热传导系数、比热容及与温度相关的涵参数,如下图所示.b.设置左右两道焊缝的焓参数,焓参数随温度变化曲线如图2-5所示。
图2—1 钢板热导率设置图2—2 设置钢板比热容图2-3 设置钢板密度图2—4 焊缝焓参数设置图2—5 左右焊缝焓参数3、建立几何模型Preprocessor〉Modeling>Create>Volumes>Block〉By Dimensions 建立焊件几何模型。
Preprocessor〉Modeling>Create〉Volumes>Cylinder>By Dimensions 建立焊缝几何模型。
建模过程如图3-1所示。
图3—1 几何模型建模过程1图3-2 几何模型建模过程2通过Reflect建立完整的几何模型,之后运用布尔运算中glue使整个模型成为一个整体,如图3-3所示.焊接模型几何参数:横板:2*1.2*0。
4竖板:0。
4*1.2*1焊缝:R0.2*1。
2图3-3 焊件几何模型设置焊件及左右焊缝网格属性Preprocessor〉Meshing>Mesh Attributes〉Picked 选择焊件或是焊缝,分别对其进行设置。
基于ANSYS的平板对焊的残余应力分析

基于ANSYS 的平板对焊的残余应力分析摘要:本文建立了薄板焊接有限元模型,采用高斯热源并利用ansys 软件对焊接过程做了模拟。
计算表明,焊接后的最大的残余应力分布在焊缝处,这为实际的焊接过程控制提供了一定的指导。
关键字:焊接,ansys ,模拟1、引言焊接结构一个很明显的特点是有较大的焊接应力和变形。
由于焊接生产中,绝大部分焊接方法都采用局部加热,所以不可避免地将产生焊接应力和变形。
焊接应力和变形不但可能引起热裂纹、冷裂纹、脆性断裂等工艺缺陷,而且在一定条件下将影响结构的承载能力,如强度,刚度和受压稳定性。
除此以外还将影响到结构的加工精度和尺寸稳定性。
以往,对焊接温度场、应力和变形的分析都是通过实验的方法测量并采集数据,进行定量的分析。
由于受实验各方面的限制,所得数据的精确度并不高而且浪费大量的人力、物力和时间。
虽然这类问题可通过解析方法,求解某些特定的微分方程组来进行定量计算,然而,只有在十分简单的情况下并且作许多简化的假设,才有可能求得这些方程闭和的解析解。
而实际的焊接问题多种多样,边界条件十分复杂,用解析方法来求解这类微分方程是十分困难的。
在高速电子计算机发展的今天,大多采用数值模拟的方法。
因此,在设计和施工时充分考虑焊接应力和变形这一特点是十分重要的。
可见,对焊接应力和变形进行计算和分析有很重要的现实意义。
本文针对低碳钢薄板焊接时,应用高斯分布热源模型,建立了三维薄板堆焊的温度场有限元数值分析模型,并以此为基础考虑了材料的非线性采用热弹塑性有限单元法,得到了薄板的焊接过程的瞬态温度场、瞬态热应力和残余应力。
2、焊接模拟相关理论2.1 非线性热传导分析的基本原理焊接是一个局部快速加热到高温,并随后快速冷却的过程。
随着热源的移动,整个焊件的温度随时间和空间急剧变化,材料的热物理性能也随温度剧烈变化,同时还存在熔化和相变时的潜热现象。
因此,焊接温度场分析属于典型的非线性瞬态热传导问题。
非线性瞬态热传导问题的控制方程为:Q zT z y T y x T x t T c +∂∂∂∂+∂∂∂∂+∂∂∂∂=∂∂)()()(λλλρ(1) 式中: c 为材料比热容;ρ为材料密度;λ为导热系数;T 为温度场分布函数; Q为内热源;t 为传热时间。
基于ANSYS的焊接过程模拟分析方法研究_安超
(1)在 “File’ ’ 菜单中, 选择Export命令。 (2)在 “Export Data” 对话框中输入所要输出的PostScript文 件名。 (3)在FiIes of列表框框中选择Encapsulated PS(: }: . eps), 然 后单击Tools下拉按钮中的Options选项, 激活 “PostScript Out Options” 对话框, (4)在 “PostSc邱t Out Options’ ’ 对话框中, 确定所要绘制的 内容(What to plot区)、 是否包含预视图像(Preview区)、 使用的单 位(Size Units区)、 输出的大小比例(Scale区) (5)单击Save按钮, 退出对话框。
图 3 焊接 30s 时温度场模拟图
图 2 模型的网格划分 (3)热源的加载。 在此选用高斯热源, 并用分步加载的方法进行 加载 (热源是随着电弧的移动逐渐加载上去的) , 利用 “单元生死” 技 术来模拟焊道的焊接情形。 通过定义生热率来模拟电弧的移动过 程, 并随着时间和空间加载。
3.2 求解结果
图 1 V 形坡口的两块钢板
3.1 建模
焊接过程为对称分布, 故取焊缝的一半进行分析。 (1)定义单元类型。 本例分析整个焊接过程中的温度场和应力 场情况,因此采用能够进行瞬态非线性分析的单元类型。 在这里选 用A N S Y S 单元类型库中的平面热实体单元P L A N E 7 7 和空间热实
作者简介: 安超, 男 , 1 9 8 9 年 2 月生, 研究生学历 (研二) , 研究方向: 机械动态仿真与优化设计。
3 实例分析
如图1为V形开口的两块钢板, 钢板材料为20钢。 现把两者焊接 起来, 焊缝为三层单道焊缝。
流为正。 (3)第三类边界条件: 物体在某些边界上的对流条件为已知。 Qs = h(Te − Ts ) (4) 式中 h 是对流系数, Te 是流体参照温度。
基于ANSYS的厚板多道焊焊接残余应力模拟_张晓飞
焊接残余应力 σx 和 σy 的 分 布 云 图 如 图 6、 图7 所示,由于焊接残余应力研究主要集中在垂直 焊缝方向的残余应力,因此主要对 x 方向的焊接残 余应力 σx 模拟结果进行详细说明。由图 6 可知, x 方向残余应力 σx 最大值发生在边界处,这主要 是受边界固定的影响,在四个角上产生了应力集 中现象。除此以外,σx 在熔合线附近达到最大,并 沿焊缝对称,在熔合线附近以外的地方应力值很小。
ZHANG Xiao-fei (Zhenjiang Watercraft College,Zhenjiang 212003,China)
Abstract:In this paper,using the ANSYS parametric finite element analysis of APDL language procedures,simulates the butt -
图 4 多道焊焊接顺序
3.3 焊接应力场模拟
焊接应力场数值模拟的流程为:(1)将有限元模 型的热分析单元 SOILD70 通过 ANSYS 中的 ETCHG 命令直接转换成相应的结构分析单元 SOILD45,原 先划分的网格形式不变;(2)计算焊接应力场时将四 个角点固定;(3)将得到的温度场结果文件,取适当 的步长作为温度载荷读入,同时再一次利用生死单 元技术,依次激活度冷却后整个平板 的残余应力分布。
图 1 焊接残余应力模拟流程框图
2 焊接残余应力模拟实例
以 30 mm 中厚板平板对接焊为例进行模拟分 析,为简化计算和减少计算量,在不影响计算精度 的情况下,模拟时采用直焊缝进行简化计算研究 。 钢板材质为 980 钢,尺寸 125 mm×250 mm×30 mm, 考虑船厂焊接实际,给定平板的初始温度及环境温 度为 25 ℃,焊缝为双面 X 型坡口,焊缝尺寸 10 mm× 250 mm×30 mm。焊接工艺参数:焊接电流23 A,焊接
焊接过程模拟与焊接变形 焊接Ansys应力 元分析

焊接过程模拟与焊接变形、焊接Ansys应力有限元分析1.1 焊接变形与焊接应力焊接时,加热和冷却循环总会导致一定程度的变形,焊接变形对尺寸稳定性以及结构力学性能都有很大的影响,控制焊接变形在焊接加工中是一个关键的任务。
在钢结构焊接中,焊接工艺会使构件温度场产生不均匀变化,从而在构件中产生复杂的残余应力分布。
残余应力是一种自相平衡的力系,当构件承受荷载时,如受拉、受压等,荷载引起的应力将与截面残余应力相叠加,从而使构件某些部位提前达到屈服强度,并发生塑性变形,故会严重降低构件的刚度和稳定性以及结构疲劳强度。
对构件进行焊接,在焊件上产生局部高温的不均匀温度场,焊接中心处温度可达1600℃,高温区的钢材会发生较大程度的膨胀伸长,但受到相邻钢材的约束,从而在焊件内引起较高的温度应力,并在焊接过程中,随时间和温度而不断变化,称其为焊接应力。
焊接应力较高的部位,甚至将达到钢材的屈服强度而发生塑性变形,因而钢材冷却后将有残存于焊件内的应力,称为焊接残余应力。
并且在冷却过程中,钢材由于不能自由收缩,而受到拉伸,于是焊件中出现了一个与焊件加热方向大致相反的内应力场。
1.2 Ansys有限元焊接分析为通过对焊接过程的三维有限元模拟分析以及焊接后构件变形及残余应力分布分析,为评估焊接对焊件的影响提供更加合理、有效、可靠的分析数据,并为焊接工艺提供一定的指导,为采用的焊接过程提供一定的分析依据,采用大型有限元计算软件Ansys作为分析工具对焊接过程与焊件的变形与残余应力进行了分析。
ANSYS有2种方式来考虑热分析与力学分析之间的耦合,即直接耦合和间接耦合。
间接耦合法的处理思路为先进行温度场的模拟,然后将求出的结点温度作为体载荷施加在结构中,计算焊接残余应力与变形。
即:(1)使用热分析的手段进行热分析,根据需要可采用瞬态分析与稳态分析模型,此处为瞬态分析。
(2)重新进入前处理中,将热分析单元转换为相应的结构分析单元,设置结构分析中材料属性,如弹性模量、泊松比、热膨胀系数等。
有限元在材料科学与工程中的应用剖析

实例2---焊缝的残余应力及温度场分析本实例说明瞬态热结构耦合问题及死活单元的运用,其命令流方式给出了多级焊缝模式(完全模拟焊接这一连续的过程,但不考虑结构分析的瞬态效应,而只考虑热分析的瞬态效应),GUI操作方式给出了两级焊缝模式(操作上两级焊缝与多级焊缝本质一致。
均利用载荷步和死活单元)。
该实例的难度稍大,建议读者要在对ANSYS求解热结构耦合问题以及非线性问题(主要指塑性问题)有一定的了解之后学习;否则很难真正弄明白。
7.6.1问题描述如图7-85所示为焊缝的剖面示意图,用铝焊将钢和铜接在一起,求在焊接后的焊接残余应力以及在焊接过程中的温度变化。
假定没有对流和辐射,结构左面固定约束,左右两边界均给定20℃的温度约束。
从左至右的材料了依次是钢、铝和铜。
其中钢和铜的初始温度是环境温度20℃,铝是1500℃。
图7-85 焊缝模型简图各种材料的属性见表7-4材料摄氏温度℃弹性模量Pa屈服强度Pa切变模量Pa材料密度kg/m3泊淞比传热系数W/(m℃)线胀系数1/℃比热容J/(k g℃)钢20 1.93e11 1.2e9 1.93e10 8030 0.29 16.3 1.78e-5 502 500 1.5e11 0.933e9 1.5e101000 0.7e11 0.435e9 0.7e101500 0.1e11 0.07e9 0.1e102000 0.01e11 0.007e9 0.01e10铜20 1.17e11 0.9e9 1.17e10 8900 0.3 393 1.66e-5 385 500 0.9 e11 0.7e9 0.9 e101000 0.3 e11 0.23e9 0.3 e101500 0.05e11 0.04e9 0.05 e102000 0.005e110.004e9 0.005 e10铝20 1.02e11 0.8e9 1.02e10 4850 0.3 7.44 9.36e-6 544 500 0.5e11 0.4e9 0.5e101000 0.08e11 0.07 e9 0.08e101500 0.001e110.001 e9 0.001e102000 0.0001e11 0.0001 e9 0.0001e17.6.2GUI操作方式1、定义工作文件名及工作标题(1)定义工作文件名:执行Utility Menu /File /Change Jobname对话框中输入文件名Weld,单击OK按钮。
ANSYS焊接残余应力有限元分析技术研究报告
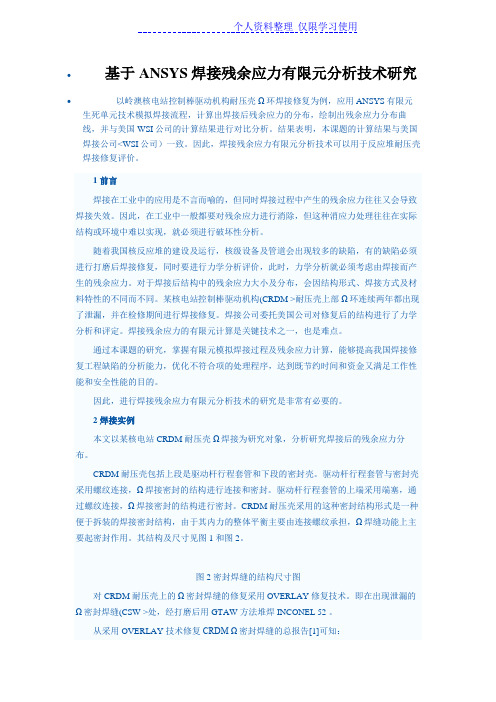
∙基于ANSYS焊接残余应力有限元分析技术研究∙以岭澳核电站控制棒驱动机构耐压壳Ω环焊接修复为例,应用ANSYS有限元生死单元技术模拟焊接流程,计算出焊接后残余应力的分布,绘制出残余应力分布曲线,并与美国WSI公司的计算结果进行对比分析。
结果表明,本课题的计算结果与美国焊接公司<WSI公司)一致。
因此,焊接残余应力有限元分析技术可以用于反应堆耐压壳焊接修复评价。
1 前言焊接在工业中的应用是不言而喻的,但同时焊接过程中产生的残余应力往往又会导致焊接失效。
因此,在工业中一般都要对残余应力进行消除,但这种消应力处理往往在实际结构或环境中难以实现,就必须进行破坏性分析。
随着我国核反应堆的建设及运行,核级设备及管道会出现较多的缺陷,有的缺陷必须进行打磨后焊接修复,同时要进行力学分析评价,此时,力学分析就必须考虑由焊接而产生的残余应力。
对于焊接后结构中的残余应力大小及分布,会因结构形式、焊接方式及材料特性的不同而不同。
某核电站控制棒驱动机构(CRDM >耐压壳上部Ω环连续两年都出现了泄漏,并在检修期间进行焊接修复。
焊接公司委托美国公司对修复后的结构进行了力学分析和评定。
焊接残余应力的有限元计算是关键技术之一,也是难点。
通过本课题的研究,掌握有限元模拟焊接过程及残余应力计算,能够提高我国焊接修复工程缺陷的分析能力,优化不符合项的处理程序,达到既节约时间和资金又满足工作性能和安全性能的目的。
因此,进行焊接残余应力有限元分析技术的研究是非常有必要的。
2 焊接实例本文以某核电站CRDM 耐压壳Ω焊接为研究对象,分析研究焊接后的残余应力分布。
CRDM 耐压壳包括上段是驱动杆行程套管和下段的密封壳。
驱动杆行程套管与密封壳采用螺纹连接,Ω焊接密封的结构进行连接和密封。
驱动杆行程套管的上端采用端塞,通过螺纹连接,Ω焊接密封的结构进行密封。
CRDM 耐压壳采用的这种密封结构形式是一种便于拆装的焊接密封结构,由于其内力的整体平衡主要由连接螺纹承担,Ω焊缝功能上主要起密封作用。
基于ANSYS的焊接温度场和应力的数值模拟研究
基于ANSYS的焊接温度场和应力的数值模拟研究基于ANSYS的焊接温度场和应力的数值模拟研究摘要:本文通过使用ANSYS仿真软件,针对焊接过程中的温度场和应力进行了数值模拟研究。
首先,对焊接过程进行了理论分析,分析了焊接过程中的热传导、热传递和热辐射等因素对焊接温度场的影响。
然后,利用ANSYS软件对三维焊接模型进行了建模,并对焊接过程进行了数值模拟,得到了焊接过程中的温度场和应力分布。
最后,通过对模拟结果的分析和讨论,总结了焊接温度场和应力分布的特点,并提出了一些改进措施,以提高焊接过程的质量和效率。
一、引言焊接作为常用的结合工艺,广泛应用于制造业和建筑业等领域。
在焊接过程中,温度场和应力分布的研究对于保证焊接接头的质量和可靠性非常重要。
传统的试验方法需要大量的时间和成本,而且难以观察到焊接过程中的内部情况。
因此,使用数值模拟方法对焊接过程进行研究具有重要意义。
二、焊接温度场的理论分析焊接过程中的温度场受到多种因素的影响,包括热传导、热传递和热辐射等。
热传导是由于焊接电弧产生的热量在焊缝和近场区域内的传递。
热传递是由于焊接电弧产生的热量在远场区域内的传递。
热辐射是由于高温熔池表面辐射的热量在焊接过程中的传递。
在理论分析中,需要考虑这些因素对温度场的影响,并建立相应的数学模型。
三、焊接温度场的数值模拟为了研究焊接过程中的温度场,我们使用ANSYS软件对三维焊接模型进行建模,并对焊接过程进行数值模拟。
首先,我们需要确定焊接材料的物理参数和边界条件。
然后,我们建立焊接模型,并进行网格划分。
接下来,我们通过设置焊接电弧的功率和时间来模拟焊接过程。
最后,我们得到了焊接过程中的温度场分布。
四、焊接应力场的理论分析焊接过程中的应力分布受到多种因素的影响,包括热应力、冷却应力和残余应力等。
热应力是由于焊接过程中的温度差异引起的,冷却应力是由于焊接材料的收缩引起的,残余应力是由于焊接材料的变形引起的。
在理论分析中,需要考虑这些因素对应力场的影响,并建立相应的数学模型。
ANSYSMechanical在焊接仿真中的应用

ANSYSMechanical在焊接仿真中的应用ANSYSMechanical在焊接仿真中的应用1前言焊接作为现代制造业必不可少的工艺,在材料加工领域一直占有重要地位。
焊接是一个涉及到电弧物理、传热、冶金和力学等各学科的复杂过程,其涉及到的传热过程、金属的融化和凝固、冷却时的相变、焊接应力和变形等是企业制造部门和设计人员关心的重点问题。
焊接过程中产生的焊接应力和变形,不仅影响焊接结构的制造过程,而且还影响焊接结构的使用性能。
这些缺陷的产生主要是焊接时不合理的热过程引起的。
由于高能量的集中的瞬时热输入,在焊接过程中和焊后将产生相当大的残余应力和变形,影响结构的加工精度和尺寸的稳定性。
因此对于焊接温度场合应力场的定量分析、预测有重要意义。
传统的焊接温度场和应力测试依赖于设计人员的经验或基于统计基础的半经验公式,但此类方法带有明显的局限性,对于新工艺无法做到前瞻性的预测,从而导致实验成本急剧增加,因此针对焊接采用数值模拟的方式体现出了巨大优势。
ANSYS作为世界知名的通用结构分析软件,提供了完整的分析功能,完备的材料本构关系,为焊接仿真提供了技术保障。
文中以ANSYS为平台,阐述了焊接温度场仿真和热变形、应力仿真的基本理论和仿真流程,为企业设计人员提供了一定的参考。
2焊接数值模拟理论基础焊接问题中的温度场和应力变形等最终可以归结为求解微分方程组,对于该类方程求解的方式通常为两大类:解析法和数值法。
由于只有在做了大量简化假设,并且问题较为简单的情况下,才可能用解析法得到方程解,因此对于焊接问题的模拟通常采用数值方法。
在焊接分析中,常用的数值方法包括:差分法、有限元法、数值积分法、蒙特卡洛法。
差分法:差分法通过把微分方程转换为差分方程来进行求解。
对于规则的几何特性和均匀的材料特性问题,编程简单,收敛性好。
但该方法往往仅局限于规则的差分网格(正方形、矩形、三角形等),同时差分法只考虑节点的作用,而不考虑节点间单元的贡献,常常用来进行焊接热传导、氢扩散等问题的研究。
基于ANSYS的焊接温度场和应力的数值模拟研究
武汉理工大学硕士学位论文基于ANSYS的焊接温度场和应力的数值模拟研究姓名:谢元峰申请学位级别:硕士专业:机械制造及其自动化指导教师:肖汉斌20060401茎堡望三查兰堡主兰焦垒奎——————————————_-_——_————————————●——--_____——————————————————————一中,对流系数这一参数它综合体现了焊接过程外界环境因素的影响。
3.2.2焊接速度在实际焊接操作过程中,焊接速度是影响焊接质量的一个重要的工艺参数,它虽然由焊接工艺本身确定,但在利用ANSYS进行有限元分析时,这一参数对模拟结果有着重要的影响。
对于同样的焊接热源加载形式,由于所采用的焊接速度的不同,导致了焊接能量的差异,进而影响到焊接温度场的分布。
以下几种不同的速度下的焊接温度场分布状况。
图3.5焊接速度v一0.008Ⅱl/s电弧有效半径r=0.006m时的温度场分布云图图3.6焊接速度v=0.01m/s电弧有效半径r=0.006m时的温度场分布云图些堡里三盔兰堡主堂垡垒奎通过上图3.5和图3.6可以看出,采用相同的焊接热物理参数,当焊接热源的功率一定时,改变焊接速度,等温线的范围也随之发生变化,焊接速度增加,等温线的范围变小,在焊缝横截面方向上温度梯度大,故而温度场变得细长,焊缝区温度下降。
3.2.3电弧有效半径在ANSYs中进行焊接热过程模拟时,焊接电弧有效半径的大小对模拟结果的精确性有着直接的影响。
电弧有效半径与前章介绍的高斯分布热源有着密切关系,是指加载热源所形成的有效圆形作用区域的半径。
下面是本试件在三种不同电弧有效半径时得温度场分布云图。
(其它参数相同)从上图3.7~图3.9中可以看到,三种不同的电弧有效半径,最高温度相差748℃。
可见采用不同的电弧有效半径面对焊接温度场的影响很大,焊接半径越小,热量相对集中,焊接区域的温度越高,则焊接熔池的熔深变大,但熔宽变小;反之亦然。
图3.7电弧有效半径r;0.05焊接速度V=O.008m/s时的温度云图武汉理工大学硕士学位论文图3-8电弧有效半径r=O.06焊接速度v=0.008州s时的温度云图图3—9电孤有效半径r=O.07焊接速度v=O.008m,s时的温度云图3.3温度场、应力的求解通过前面的建模和确定热源模型,接下来介绍温度场和应力场的求解过程。
运用ANSYS对焊缝残余应力及温度场分析

( 4) 通过对异种材料钢铜连接处的铝焊缝的数 值模拟,能 够 比 较 直 观 地 显 示 残 余 应 力 分 布,为 焊 后热处理工艺提供指导。
参考文献
3 结论
通过 有 限 元 软 件 ANSYS 中 生 死 单 元 技 术 和 热 - 结构耦合技术[4],对异种材料钢铜连接处的铝 焊缝进行了焊接过程中的温度场模拟,并得出过程 中温度场的分布情况,同时将温度场作为载荷施加 在结构中,进 而 得 出 过 程 中 的 应 力 分 布 情 况,由 以 上计算结果及后处理得出以下结论:
同时对于 钢、铜、铝 材 料 各 个 温 度 下 的 材 料 密 度、泊松比、传热系数、线膨胀系数、比热容,设定为 常数,如表 2 所示。
160
科学技术与工程
11 卷
表 2 钢、铜、铝的物理常数
材料密度 材料
/ ( kg·m - 3 )
传热系数 / 线膨胀系数 比热容 /
泊松比 [w·( m - 1 · / ( 1·℃ - 1 ) ( kg·℃ )
图 4 焊接过程中内部应力的分布情况
( 3) 图 5 为选取的节点 1、节点 2、节点 16、节点 23、节点 36 的温度随时间变化历程图,节点 1 是钢板 与焊料铝交界边界线的上端,节点 16 位于焊缝低端,
图 5 温度随时间变化曲线
图 6 残余应力随时间变化曲线
2. 2 焊接残余应力分析 焊接后,焊缝处的残余应力是引起开裂故障的
GAO Ming-bao,LI Shi-yun,ZOU Yun-he
( Department of Mechanical and Electronic Engineering,Kunming University of Science and Technology,Kunming 650093,P. R. China)
《2024年基于ANSYS的焊接温度场和应力的数值模拟研究》范文
《基于ANSYS的焊接温度场和应力的数值模拟研究》篇一一、引言随着制造业和机械工程领域的不断发展,焊接技术已成为生产制造过程中重要的工艺手段。
在焊接过程中,温度场和应力的变化对焊接质量、产品性能及使用寿命具有重要影响。
因此,对焊接过程中的温度场和应力进行准确预测和控制,对于提高产品质量和优化生产过程具有重要意义。
本文基于ANSYS软件,对焊接过程中的温度场和应力进行数值模拟研究,旨在为实际生产过程中的焊接工艺优化提供理论依据。
二、焊接温度场的数值模拟1. 模型建立首先,根据实际焊接过程,建立三维有限元模型。
模型中应考虑焊缝、母材等关键部分的几何形状和材料属性。
同时,为提高计算效率,可对模型进行合理简化。
2. 材料属性及热源模型在模拟过程中,需要输入材料的热导率、比热容、热扩散率等热物理参数。
此外,选择合适的热源模型也是关键。
本文采用高斯热源模型,该模型能较好地描述焊接过程中的热输入分布。
3. 数值求解利用ANSYS软件的热分析模块,对焊接过程中的温度场进行数值求解。
通过设定合理的初始条件和边界条件,求解出焊接过程中的温度分布。
三、焊接应力的数值模拟1. 模型转换在得到温度场分布后,将热分析结果作为应力分析的初始条件。
将热分析模型转换为应力分析模型,并设定相应的材料属性。
2. 应力分析利用ANSYS的应力分析模块,对焊接过程中的应力进行数值模拟。
考虑焊缝收缩、母材约束等因素对应力的影响。
通过求解,得到焊接过程中的应力分布。
四、结果与讨论1. 温度场分析通过数值模拟,可以得到焊接过程中的温度场分布。
分析温度场的变化规律,可以了解焊接过程中的热输入、热传导及热扩散等情况。
同时,还可以预测焊接过程中的潜在问题,如热裂纹、热变形等。
2. 应力分析根据应力分布结果,可以了解焊接过程中产生的残余应力。
残余应力对产品的性能和使用寿命具有重要影响。
通过分析残余应力的分布和大小,可以为优化焊接工艺提供依据。
此外,还可以考虑采用相应的工艺措施,如焊后热处理、优化焊接顺序等,以降低残余应力。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
,
为了得出残余应力在结构中的变化情
况
,
取路径
path1
,
如图
1
中箭头所示
,
利用后处理
post1
,
绘制出焊接过程中最后一步残余应力沿路径
的的变化曲线
(
如图
1
箭头所示
),
如图
7
所示
。
图
1
中沿着箭头
,
路径
1
从左往右总长为
1.3m
,
,
本
文对热源加载这一过程简化处理
,
直接将焊料金属
温度初始温度假定为某一定值
(
1500℃
),
1
对焊缝
单元进行顺序加载
。
(
2
)
利用
DO
循环将焊料区的单元按其形心
Y
坐标排序
,
排好的单元存放在定义的数组中
,
这一
过程可用
APDL
语言程序实现
,
保证了模拟焊料由
2
.
1
温度场及应力分析
焊接热作用的模拟计算完全按照实际多级焊
缝焊接过程进行
,
采用生死单元技术
,
当所有单元
被激活后
,
完成计算过程
。
接着利用
ANSYS
软件对
焊接的温度场及残余应力进行计算
,
通过通用后处
理器
(
Post1
)
和时间一历程后处理器
(
Post26
Vol.11No.1Jan.2011
2011Sci.Tech.Engng.
运用
ANSYS
对焊缝残余应力及温度场分析
高明宝李世芸邹云鹤
(
昆明理工大学机械工程学院
,
昆明
650093
)
摘要
在焊接过程中
,
高温移动热源及之后的快速冷却
,
使得在焊缝及其附近区域产生了残留的拉应力
10000.90.50.9
15000.20.070.2
20000.010.0070.01
铜
301.030.91.03
5000.840.70.84
10000.230.250.23
15000.020.0380.02
20000.0020.0040.002
铝
301.020.81.02
5000.50.40.5
应力分布情况图中可以看出在焊接过程中焊缝左
右边界处应力均是不断增大
,
且焊缝左边界处应力
变化幅度较大
[
3
]
。
从最终的温度场与应力场图知
道焊接后材料内部最大残余应力发生在与钢接触
的焊缝边缘
,
位于边缘低端
,
大小为
S
=940MPa
,
由
此使结构产生变形
,
最大变形量
,
由此产生热应
力场和残余应力
。
为预测焊接变形
,
采用有限元软件
ANSYS
中生死单元技术和热
-
结构耦合技术对异种材料钢铜连接处的
铝焊缝进行数值分析
,
得出焊缝焊接残余应力
、
温度场分布情况
,
进而为制定正确的焊接工艺
、
改善焊缝性能等实际生产和使
用提供理论依据
。
关键词
.
武
汉
:
武汉理工大学硕士学位论文
,
2006
:
37
—
45
4
高耀东
,
何雪
.
基于
ANSYS
单元生死技术的焊接模拟
.
热处理
技术与装备
,
2010
;
31
(
1
):
52
—
54
TheAnalysisoftheTemperatureEnvironmentandthe
沿着箭头
(
0
—
0.35
)
m
位置为纯钢板区域
,
此从图
7
得出残余应力逐渐升高
,
后又逐渐降低
,
而
(
0.35
—
0.65
)
m
是钢与铝的交界处
,
此区域残余应
力一下子升高
,
后保持稳定
。
在焊缝低谷处残余应力
达到最大
,
最大值为
7200MPa
,
接着在路径
图
7
最后一步残余应力沿路径
path1
的变化曲线
3
结论
通过有限元软件
ANSYS
中生死单元技术和
热
-
结构耦合技术
[
4
]
,
对异种材料钢铜连接处的铝
焊缝进行了焊接过程中的温度场模拟
,
并得出过程
中温度场的分布情况
,
同时将温度场作为载荷施加
在结构中
,
进而得出过程中的应力分布情况
)
可
对焊接结构的温度场分布以及残余应力的分布情
况进行分析
。
(
1
)
从图
3
温度场云图可以看出
,
在焊接过程
中
,
由于焊料
(
铝
)
焊上去时的初始温度是
1500℃
,
因此焊缝区及熔合区温度极高
,
梯度大
,
焊接过程
中远离焊缝的温度随着热源的移动缓慢增加
,
无温
度场集中现象
多
,
且最大是位于焊缝低端处
,
即节
点
16
处
,
并且可以看出靠近钢的焊缝节点
36
的残
余应力大于对应的靠近铜的焊缝节点
23
。
正好验
证了由应力场图得知的最大残余应力发生在与钢
接触的焊缝边缘
。
图
6
残余应力随时间变化曲线
2
.
2
焊接残余应力分析
焊接后
,
焊缝处的残余应力是引起开裂故障的
。
图
3
焊接过程中内部温度场分布情况
0
6
1
科学技术与工程
11
卷
========================================第3页========================================
(
2
)
从图
4
的焊接过程中温度场所对应的焊缝
,
由以
上计算结果及后处理得出以下结论
:
(
1
)
焊接过程中在焊缝区及熔合区温度极高
,
远离焊缝的温度随着热源的移动缓慢增加
,
无温度
场集中现象
。
(
2
)
利用
ANSYS
软件对焊接过程中焊缝内部
温度场的分布情况进行分析
,
并得出结构内部的应
力和变形量
(
见图
4
),
节点
23
、
节点
36
的温度随时间变化历程图
,
节点
1
是钢板
与焊料铝交界边界线的上端
,
节点
16
位于焊缝低端
,
节点
36
位于节点
1
、
16
连线的中点处
,
而节点
2
、
23
与节点
1
、
36
对称分布
。
从图
5
中可以看出整个焊接
过程中
,
各点的温度变化是十分不均匀的
表
2
钢
、
铜
、
铝的物理常数
材料
材料密度
/
(
kg
·
m
-3
)
泊松比
传热系数
/
[
w
·
(
m
-1
·
℃
-1
)]
线膨胀系数
/
(
1
·
℃
-1
)
比热容
/
(
kg
·
℃
)
钢
78000.316.3
1.06×10
-5
502
铜
89000.33.93
(
0.65
—
1.3
)
m
处为铜铝交界处及铜板上缘