国产汽动鼓风机组在大高炉上的应用实践
安阳钢铁高炉汽轮鼓风机自动控制应用
科技信息2008年第27期SCIENCE&TECHNO LO GY INFORMATION1.前言随着安阳钢铁向千万吨级钢铁强厂步伐的迈进,2200m3高炉生产是否顺畅对公司产量有着举足轻重的作用,而汽轮鼓风机组是高炉生产工艺的关键设备,机组是否能稳定运行就显得极其重要。
AV80机组用的是陕西鼓风机厂的风机,带动它转动的是杭州汽轮机厂的汽轮机。
控制系统方面,采用施奈德的Quantum过程控制系统。
2.连锁、控制原理现将汽轮风机运行时连锁控制程序作如下说明。
2.1润滑油交流油泵启、停连锁油压低(压力开关三取一)或手动按启动按钮并且泵在自动位置方可启动交流泵;油压高于0.12M Pa,转速在3690~4305之间,泵在自动位置,手动按停止按钮,这四个条件同时满足可停泵;或泵离开自动位置也可停泵。
2.2润滑油直流油泵启、停连锁润滑油直流油泵启、停连锁条件与上面润滑油交流油泵启、停连锁条件相同。
2.3动力油泵启、停连锁动力油泵启、停连锁条件与润滑油交流油泵启、停连锁条件相同。
唯一不同的是动力油泵停止没有转速正常(3690-4305)和压力高停泵。
2.4防喘调节防喘阀调节采用的是单回路PID调节系统。
调节器为下位机编程软件中功能块,主要参数有风机排气压力测量值、给定值、PID值和调节量程。
设定值的确定:风机在运行前都要做喘振线,坐标系的横坐标为风机喉差,纵坐标为风机排气压力,喘振线就是这个坐标系中的一根曲线。
即取风机在临近喘振时的五个排气压力点,确定与之相对应的五个风机吼差,便在坐标系中找到这五个点并连成线,这就是防喘线。
风机进气温度%400214测值范围是≥-10℃而≤50℃,风机吼差1% 400104经温度补正(1.2+273.15)×%400104/(%400214+273.15)后输出%400402,%400402经功能块运算后输出%400404,%400404×0.9后得到调节线%400410,此值就是防喘调节的设定值,即风机排气压力设定值。
高炉鼓风系统中拨风装置的应用

在高炉鼓风机组运行制度中, 一般采用单机对单炉的运行方式, 一旦运行鼓风机出现故障,则迅速启动备用鼓风机,继续维持高炉运 行。 如果运行鼓风机系统因故障突然停机或突然停止向高炉供风,而 备 用 鼓 风 机 启 动 时 间 较 长 (冷 态 机 组 启 动 时 间 在 4~6h),这 将 造 成 高 炉坐料、风口灌渣等恶性事故的发生,将对高炉生产带来巨大的损失。
4 拨风系统的运行
在鼓风系统正常工作时,拨风系统始终处于热备用状态,只有当 鼓风系统出现紧急断风时,拨风系统才投入运行。 4.1 热备用 鼓风系统的的各种停机保护复杂,涉及的辅助 设 备 多 , 当其中任何一个因素出现故障,均可造成鼓风机停机或停止向高炉供 风,因此拨风系统必须随时处于热备用状态。 在上图中的 #2 电动拨风 阀始终处于全开状态,气动拨风阀处于关闭位置(随时可以开启);为 了在拨风过程中,保证故障机组所对应的高炉不发生风口灌渣这种恶 性事故,同时还要保证拨风风源对应的高炉不受太大影响,经过多次 的调试后最终确定将 #1 电动拨风阀的阀位控制在 25°。
SCIENCE & TECHNOLOGY INFORMATION
○百家论剑○
科技信息
高炉鼓风系统中拨风装置的应用
关馨 (宝钢集团八钢分公司能源中心热电分厂 新疆 乌鲁木齐 830022)
【摘 要】阐述了拨风系统对高炉稳定运行的重要性,并对钢铁厂高炉拨风系统的工艺组成、运行情况及需要解决的问题进行了探讨。 【关键词】高炉;鼓风系统;拨风系统
3 拨风系统的设置
在 A、B 高炉供风母管间设拨风装置, 实现各鼓 风 系 统 风 量 及 风 压的调配,可防止运行鼓风机组故障时高炉突然断风,避免高炉坐料、 风口灌渣等恶性事故的发生。 3.1 拨风工艺
汽动引风机在大型火力发电机组中的应用分析

汽动引风机在大型火力发电机组中的应用分析随着我国经济的快速发展,我国的环保工作也进行得如火如荼,成效显著。
但我国产业结构仍处于高能耗模式当中,且主要工业能源是煤炭,不利于我国环境治理工作的顺利开展。
为了优化我国产业结构,协调环境保护工作,要求在火力发电机组中通过引进先进的技术或设备,进一步降低产业能耗,提高供电效率,实现产业结构优化,使企业与环境双向效益达到最大化。
标签:汽动引风机;火力发电;应用在传统的火力发电机组中,电动引风机是定转速静叶调节,在低负荷时引风机入口节流损失大,造成风机效率低,厂用电率上升等不利影响。
为适应时代潮流,许多发电企业通过技术创新以及引进先进设备来达到降低生产能耗的目的。
文章就某厂引进的汽动引风机在大型火力发电机组中的应用及可能出现的问题进行了全面的分析。
1 汽动引风机的概述文章以某厂一期工程2×660MW超超临界机组为实例,对汽动引风机进行一个简要的概述。
该引风机型号为HA46048-8Z,属于汽动引风机中的节能型流通风机,风机调节装置型号为A460T,设计功率为4.5MW,额定转速为5195r/min,调速范围为3000~5528r/min。
小机额定进汽压力为5.05MPa,温度为505℃;额定排汽压力为1.396MPa,温度为351.1℃,额定流量为49.21t/h。
2 汽动引风机在生产中的应用该厂汽动引风机进汽采用低温再热器出口和高压缸排气两路汽源,在高负荷时用低再出口汽源驱动引风机,可保证运行的经济性;在低负荷时则采用两路汽源并用来降低小机排气温度,以实现机组运行的安全性;小机排气可通过背压机对热网供热,进一步降低供电煤耗,提高上网电量。
同时汽动引风机可以实现变转速调节负荷,减少节流损失,避免了电动引风机对厂用电系统的电压冲击。
从汽动引风机实际运行情况来看,汽动引风机具备低能耗、高效率的优点,能为企业带来巨大的经济利益和环保效益,对企业的产业结构优化具有促进作用,意味着其逐步取代传统电动机驱动型引风机将成为一种趋势,在发电产业中具有良好的发展前景。
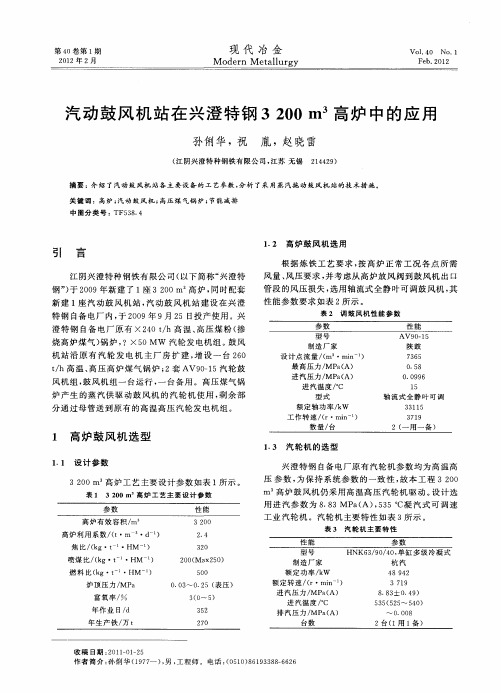
汽动鼓风机站在兴澄特钢3200m 3高炉中的应用
型 号
新 建 1座汽 动鼓 风 机 站 , 汽动 鼓 风 机站 建 设在 兴 澄
特 钢 自备 电厂 内 , 2 0 于 0 9年 9 2 月 5日投 产使用 。兴
澄特 钢 自备 电厂原 有 ×2 0th高 温 、 压煤 粉 ( 4 / 高 掺 烧 高炉 煤气 ) 锅炉 , ?×5 0Mw 汽 轮发 电机组 。 鼓风
引 言
江阴兴 澄特种 钢铁 有 限公 司( 以下 简称“ 澄特 兴 钢 ” 于 20 ) 0 9年新建 了 1座 32 01。 0 I 高炉 , T 同时 配套
1 2 高 炉 鼓 风 机 选 用 .
根 据 炼铁 工 艺要 求 , 高炉 正 常 工况 各 点 所 需 按 风 量 、 压要 求 , 考虑从 高炉 放风 阀到鼓 风 机 出 口 风 并 管 段 的风压 损失 , 选用轴 流式 全静 叶可调 鼓风 机 , 其 性 能参 数要 求如表 2所示 。
表 1 32 0i 炉 工 艺 主 要 设 计 参 数 0 高 n 参 数 性 能
32 00
兴 澄特 钢 自备 电厂 原有 汽轮机 参数 均为 高温 高 压 参数, 为保 持 系统参 数 的一致 性 , 本 工程 32 0 故 0 m。 高炉 鼓风 机仍 采用高 温高压 汽轮 机驱 动 。 设计 选 用进 汽参 数 为 8 8 a A) 5 5。 汽式 可 调 速 . 3MP ( ,3 C凝
第1 期
孙俐 华 , : 动鼓 风 机 站 在 兴 澄 特 钢 32 0m。 炉 中 的 应用 等 汽 0 高
2 3
高, 而高 炉鼓 风 除湿对高 炉生产 有 降低焦 比 、 高喷 提
2 蒸 汽 锅 炉选 型
AV100-18高炉鼓风机节能改造实践
AV100-18高炉鼓风机节能改造实践李泉;陈亚军;魏英豪;马金龙【摘要】首钢股份AV100-18高炉鼓风机机组设计裕量偏大,为高炉送风时,需要打开10%以上的防喘振阀门进行放散调节,能耗损失严重且存在安全隐患.通过详细分析与论证后制定措施,将原AV100-18轴流压缩机进行节能改造,达到了节能降耗的目的.【期刊名称】《冶金动力》【年(卷),期】2019(000)002【总页数】3页(P41-43)【关键词】高炉鼓风机;改造;节能【作者】李泉;陈亚军;魏英豪;马金龙【作者单位】北京首钢股份有限公司设备部;北京首钢股份有限公司能源部,河北迁安,064404;北京首钢股份有限公司能源部,河北迁安,064404;北京首钢股份有限公司能源部,河北迁安,064404【正文语种】中文【中图分类】TH44引言高炉鼓风机是钢铁生产的关键设备,同时也是耗能最大的设备,北京首钢股份公司共有4套AV100高炉鼓风机组,运行方式为三用一备,分别为3座高炉供风,根据统计高炉鼓风机耗电量占首钢股份公司总耗电量的30%以上,在目前环京地区钢铁企业环保限产形势日趋严峻压缩企业盈利空间的今天,如何通过降低高炉鼓风机能耗来提升企业经济效益成为一个新的课题。
1 问题的提出首钢股份公司4#高炉鼓风机是2010年投用的陕鼓AV100-18全静叶可调轴流压缩机组,为首钢股份三期4000 m3高炉供风,最大风量9300 m³/min,出口风压0.6 MPa,配套主电机功率50 MW,运行实践中发现如下问题:1)该风机原始设计裕量大,正常生产运行时为确保高炉鼓风机设备运行安全,一个防喘振阀门需要打开10%以上,另一个电动风门需要打开7%以上进行放散调节,两个风门合计开度17%左右,造成大量的能源损失。
2)长期调节防喘阀导致设备存在严重安全隐患。
防喘阀是保护风机的重要安全设施,正常运行时绝对不允许有任何操作。
而在实际运行中由于频繁调整防喘阀门开度,液压阀杆长期小范围内操作,局部磨损形成台阶,近年曾经发生因此而造成卡涩使防喘阀操作失灵的情况,因此一旦发生持续逆流无法打开防喘阀放散保护,将给高炉鼓风机设备造成重大伤害。
高炉的“心脏”—鼓风机原理及问题处理案例分析
高炉的“心脏”—鼓风机原理及问题处理【案例概述】鼓风机通过吸进大量空气经过加压,增大了空气的压力,从而形成一定的压力和流量的气体。
经过风压以及风量调节之后,输入到高炉的一种动力机械。
鼓风机的作用:高炉冶金生产中需要大量的氧气作为化学反应的原料,从而为高炉中的烧结矿料能充分燃烧。
鼓风机通过吸入大量空气进行加压,形成一定的风压和风量,最终输入高炉中燃烧。
高炉鼓风机是高炉生产运行的关键,从高炉的英文名称“BlastFurnace”可以看出,Blast指的就是鼓风的意思。
可以说,高炉鼓风机就是高炉的心脏,为高炉运行提供源源不断地动力。
实际生产中经常说的“有风才有铁”就是这个道理。
按照目前的国内高炉实际运行情况估计,国内高炉保守数量900座,风机数量与高炉数量比例1.2,那么鼓风机数量在1080台左右。
提高鼓风机的效率、稳定率对于国内炼铁工业的稳定和成本控制具有十分关键的意义。
一、分类鼓风机的类型很多,按照鼓风机的动力类型、气流方向等进行划分,可以分为以下几种:1.驱动类型:对大容量高炉鼓风机组,通常分为汽动机组和电动机组,电动鼓风机组由电动机驱动风机运转,对厂区电力系统的稳定性要求较高;汽动鼓风机组由汽轮机驱动风机运转,对汽轮机、锅炉及其辅机系统的稳定性要求较高。
2.气体流动方向分为罗茨式鼓风机、轴流式鼓风机、离心式鼓风机。
二、风机选型目前国内外的高炉鼓风机均采用叶片式风机,主要有离心式和轴流式两大类。
离心鼓风机具有结构简单,运行可靠,设计点效率高,噪声较小等优点;轴流式鼓风机具有结构紧凑、体积小、重量轻、负荷调节性好、使用范围宽、风机转动惯量小、电机易启动等特点,所以在大型化和现代化高炉上被广泛使用。
离心式鼓风机结构简单,安全可靠,但其体积庞大,转子特重,安装和维护不方便,电机的启动也非常困难。
另外还要附加盘车等辅助装置,使成本提高,所以在大型高炉上通常不采用该种风机。
但是,使用离心式鼓风机可以比使用轴流式风机少用一台风机和电机,减少设备的一次性投入,运行3年左右即可收回购买轴流式风机多支出的投资。
BPRT鼓风机组在高炉炼铁的应用
BPRT鼓风机组在高炉炼铁的应用佚名【摘要】简述了高炉BPRT鼓风机组的工作原理,系统由高炉鼓风机、煤气透平机、电控系统、润滑动力系统及软件监控等组成。
系统投入运行后,高炉高压鼓风机运行电流由900 A减小为400 A,吨铁节约成本8.7元,提高能源利用率4.2%左右。
【期刊名称】《山东冶金》【年(卷),期】2015(000)004【总页数】2页(P76-77)【关键词】高炉;BPRT鼓风机;透平机【正文语种】中文【中图分类】TF321.8鼓风机是实现高炉鼓风的重点设备,其作用是根据炉况的需要,不断给高炉吹入一定压力和流量的风量,以保障高炉中燃烧的焦炭和喷吹的燃料所需要的氧气,克服料柱的阻力,确保炉顶保持一定的炉顶压力[1]。
可见,鼓风机是高炉的心脏和动力所在。
因高炉鼓风系统所耗用的能量相当大,随着高炉的发展和节能环保的应用,高炉鼓风系统不断优化,节约了大量能源,逐渐形成了TRT和BPRT两大系统。
本文主要介绍BPRT系统在高炉炼铁方面的应用。
BPRT是指煤气透平与电机同轴驱动的高炉鼓风能量回收成套机组。
该机组将高炉鼓风机和高炉煤气余压回收透平装置串联在同一轴系上,充分利用以往高炉减压阀组浪费掉的煤气余压余热能量,使其通过煤气透平机做功转化为机械能,并将此部分能量直接补充到高炉鼓风机中,避免了能量转换中的损失,使驱动鼓风机的电机电流大为降低,从而达到节能的效果[2]。
BPRT机组原理见图1。
BPRT成套机组不但节约了设备占地空间和资金投入,而且有效解决了煤气能源再利用和环保问题,提高了能量回收的效率,经济效益可观,在高炉炼铁行业得到快速推广,具有广阔的应用前景。
BPRT系统主要由10个子系统组成:鼓风机系统、透平机能量回收系统、高精度炉顶智能稳压系统、输配管网与大型阀门系统、自动化仪表控制系统、高低压电气系统、液压伺服控制系统、润滑油控制系统、氮气密封系统、冷却水系统。
2.1 硬件组成1)高炉鼓风机。
5000m3级高炉鼓风机组的优化设计
5000m3级高炉鼓风机组的优化设计刘波;王毅;朱凡;谢建中;王仪田;强科;孙标;吴广;陈江辉;田渭蓉【摘要】介绍了在5000 m3级大型高炉鼓风机组国产化研制过程中,通过开发新叶型、流道优化、新型轴向进气结构等技术,提高鼓风机性能,增大调节工况范围;通过叶片防腐蚀、防喘振、防阻塞等优化提高鼓风机组可靠性;通过脱湿鼓风系统研究、微压保持技术应用拓宽了系统性设计,同时提高了鼓风机调节控制精度.应用于宝钢(湛江)国产化第一套5050 m3高炉鼓风机组,鼓风机组综合性能良好,各项指标达到国际先进水平.【期刊名称】《冶金动力》【年(卷),期】2018(000)010【总页数】6页(P41-45,50)【关键词】高炉鼓风机;高性能;可靠性;调节控制;设计【作者】刘波;王毅;朱凡;谢建中;王仪田;强科;孙标;吴广;陈江辉;田渭蓉【作者单位】宝钢湛江钢铁股份有限公司,广东湛江 524000;中冶赛迪工程股份有限公司, 重庆 404100;宝钢湛江钢铁股份有限公司,广东湛江 524000;宝钢湛江钢铁股份有限公司,广东湛江 524000;西安陕鼓动力股份有限公司,陕西西安 710075;西安陕鼓动力股份有限公司,陕西西安 710075;西安陕鼓动力股份有限公司,陕西西安710075;西安陕鼓动力股份有限公司,陕西西安 710075;西安陕鼓动力股份有限公司,陕西西安 710075;西安陕鼓动力股份有限公司,陕西西安 710075【正文语种】中文【中图分类】TH44前言鼓风机组是大型高炉的重要动力设备,而以前国内的5000 m3级大型高炉鼓风机全部进口。
对标国际先进水平,立足于“可靠性”、“系统性”和“先进性”,笔者联合攻关大型高炉鼓风机组中的包括高性能、可靠性以及高精度控制调节等关键技术,填补国内技术空白。
如图1所示,国产研制的首套5000 m3高炉鼓风机组应用于宝钢湛江,采用AV100-17轴流压缩机,设计最大点风量9410 m3/min,排气压力660kPa,最大轴功率51946 kW,采用55 MW同步电动机直联驱动,轴向进气,径向排气结构,设计点多变效率>91%;定流量下调节精度达到50 m3/min,定压力调节精度达到7 kPa。
国产超大功率高压变频器在炼铁高炉鼓风机中的应用

国产超大功率高压变频器在炼铁高炉鼓风机中的应用国产超大功率高压变频器在炼铁高炉鼓风机中的应用摘要:本文结合6500kW/10kV高压变频器实际运行工况,介绍了国产超大功率高压变频器在高炉鼓风机上的应用。
通过改造,实现了高炉的工艺优化,也体现了国产基于单元级联式多电平高压变频器的制造能力。
关键词:高压变频器高炉鼓风机单元级联式多电平1 引言山西永恒工贸有限公司始建于____年,是由原“稷山县地方国营炼铁厂”改建而成,属于私营股份制企业。
现在有450m3炼铁高炉一座,220m3炼铁高炉两座,烧结机两台,JN4340型焦炉一座,水泥生产线一条。
年生产生铁90万吨。
近年来,公司积极响应国家产业政策,加快技术进步的同时,积极进行节能减排,实现废气(物)循环再利用,形成了煤—焦—化和煤—焦—铁—电(水泥)两条循环生产线。
永恒工贸450m3炼铁高炉风机采用6500kW/10kV三相异步电动机,定子串水电阻方式启动,启动时冲击电流大,持续时间长。
而且受电网容量的限制,在每次启动时均需将厂内其它所有用电设备停掉,在此台高炉风机起动后才能起动其他设备,操作比较麻烦,因此有些时候在设备检修不出铁的时候也是尽量不停高炉风机,且风量调节采用风门调节,这样就造成了电能的浪费。
由于变频器具有软启动、软停止功能,启动电流小,可解决高炉风机启动时的大问题,再就是变频器可以节约电能,因此山西永恒工贸有限公司厂领导决定实行变频改造。
2 高炉鼓风机工艺高炉因具有炼铁技术经济指标良好,工艺简单,生产量大,劳动生产效率高,能耗低等优点,这种方法生产的铁占世界铁总产量的绝大部分。
高炉为炼铁环节中最主要的设备,它为横断面为圆形的炼铁竖炉,生产时从炉顶装入铁矿石、焦炭、造渣用熔剂(石灰石),从位于炉子下部的风口吹入经预热的空气。
在高温下焦炭中的碳同鼓入空气中的氧燃烧生成的一氧化碳和氢气,在炉内上升过程中除去铁矿石中的氧,从而还原得到铁。
铁水从铁口放出,生成的炉渣,从渣口排出。
武钢炼铁厂5号高炉实习报告
武钢炼铁厂5号高炉实习目的毕业实习是我们专业重要的教学环节,是专业课教学的一个组成部分。
通过在实习厂主要岗位的生产劳动、现场参观、现场教学和讨论,培养和锻炼我们在生产现场独立工作的能力,分析问题的方法和解决问题的能力,理论联系实际的能力及科学的思维方法。
在牢固掌握专业理论知识的基础上,我们深入到武汉钢铁集团炼铁厂5号高炉,详细了解炼铁工艺流程及其主要设备,收集毕业设计所需的参数等相关资料。
在学习工程技术人员和工人师傅在长期实践中积累的丰富知识和经验的同时,我们还要学习他们勤奋工作的精神和实事求是的工作作风,学习他们的生产实际知识和为“四化”勤奋工作的精神,增强热爱专业,热爱劳动的思想。
为毕业设计的顺利进行以及以后踏上工作岗位奠定坚实的基础。
实习时间共两周,即20xx年x月x日—20xx年x月xx日实习地点武钢炼铁厂5号高炉1 武钢炼铁厂简介武钢股份公司炼铁总厂于2008年6月成立,包括烧结分厂、炼铁分厂,是武钢生产烧结矿和制钢生铁、铸造生铁的首道工序厂,具有精良的生产装备和先进的技术优势,主要经济技术指标在国内外同行业中处于领先地位。
炼铁分厂(原炼铁厂)于1957年破土动工,1958年建成投产。
经过50年的建设、改造和发展,已拥有8座现代化大型高炉,其中3200 m3的有3座, 3800m3的有1座(暂未投产),年生产能力超过1500万吨,是我国生铁的主要生产基地之一。
炼铁分厂坚持走引进、消化与自主开发之路,无料钟炉顶、软水密闭循环、环保型INBA炉渣处理系统、薄炉衬铜冷却壁、高炉专家系统等一大批当代先进的炼铁工艺广泛应用于高炉生产之中,高炉利用系数进入国际一流、国内领先水平。
武钢炼铁厂5号高炉是武钢自行投资建成的一座集国内外十余种先进技术于一身的特大型现代化高炉,于1991年10 月19日点火投产。
高炉有效容积3200 m3,共有32个风口,皮带上料,环形出铁场,设有4个出铁口,对称的两个铁口出铁,另两个检修备用,日产生铁7000t以上。
BPRT项目在高炉的应用和节能分析

BPRT项目在高炉的应用和节能分析1前言BPRT系统是陕鼓集团公司拥有自主知识产权的新一代高炉鼓风机与煤气透平双能源驱动的能量回收机组,为国际首创。
通过安装BPRT机组后,不仅能回收高炉炉顶煤气所具有的压力能和热能,降低煤气输配管网的流动噪声,而且通过采用具有国际领先水平的BPRT系统技术对高炉顶压、高炉鼓风机、煤气透平进行高智能控制,可升高高炉顶压,增大高炉送风的质量流量,从而提高高炉的冶炼强度,提高产量。
2应用BPRT技术的意义我公司现有的3座505m3高炉,炼铁生产过程中采用提高热风温度、风压和富氧鼓风、喷煤等手段,提高高炉利用系数,由于风压提高,炉顶煤气压力提高,目前为了降到煤气用户所需要的压力,采用了减压阀组节流降压,损失了大量能源。
为了节能降耗,公司决定实施建设高炉煤气余压透平装置(BPRT)项目,本项目是利用高炉煤气的余压和显热,在透平机内膨胀做功,将动能转化为旋转机械能,同轴驱动轴流风机向高炉送风。
本项目拟在1#高炉和2#高炉采用共用型GBPRT机组,即2座高炉共用一套透平机组,顶压调节系统各自独立设置;3#高炉采用单机型BPRT机组,顶压调节系统独立设置。
从而回收利用高炉煤气的压力能,同时解决噪音、震动、粉尘污染等问题。
3BPRT项目系统组成BPRT系统区别于传统的TRT装置和高炉鼓风机组。
在传统TRT装置和高炉鼓风机组的基础上,专门合并集成了高精度顶压智能稳定装置。
高炉鼓风机的调节控制,功能不减,安全裕度不减。
该系统主要由十大子系统组成:①高炉鼓风主机系统。
②能量回收透平主机系统。
③高精度顶压智能稳定系统。
④管网输配与大型阀门系统。
⑤自动化仪表控制系统。
⑥高低压电气系统。
⑦液压伺服控制系统。
③润滑油控制系统。
⑨氮气密封系统。
⑩冷却水系统。
3.1同步离合器:3.1.1功能:机械同步离合器,是一种通过齿轮元件传递功率的全自动型单向超越离合器。
自动同步离合器能够根据输入、输出端转速的高低自动进行切换:当输入端相对输出端升速时,离合器自动啮合;当输入端相对输出端降速时,离合器自动脱开,独立于外部控制,啮合后同步机械完全卸载,当接合时成为一个齿轮联轴器;自动脱开时,相当于两个独立的旋转设备,相互不传递任何转矩。
韶钢高炉2号风机改造实践

生铁产量,t309303154931237333753321233147333433451433515利用系数,t/
(
m3?d
)2.8512.9092.9773.1773.0613.0633.1763.1813.097冶炼强度,t/(
(
1
)由于采用了“全可控涡”节能压缩机转子
技术,其风量达到75000m3/h,风压达到0.18MPa,基本上满足了4号高炉的供风要求。(
2
)降低了机组的噪声。(
3
)极大地挖掘了设备的潜力。(
4
)在同等条件下,电耗大大降低。(
5
)提高了高炉的冶炼强度、产量。4号高炉
能压缩机转子技术对其进行改造,用三元叶轮取代
了原来的叶轮,在隔板制造中,改变了国内厂家传统
的结构和工艺,将隔板的叶盘由铸造件改为钢板焊
接件,扩压器叶片采用数控加工,回流叶片采用新的压型工艺,这样气流经过的整个通道表面均为加工面,克服了原铸造通流部件外观不佳、表面粗糙度大
的缺陷,使得流动阻力损失大大减少,同时,也改善
安装工作符合技术要求时,对基础进行二次灌浆。
原动力改造性能参数见表3。
?1
5?表3 2号风机原动力改造前后的性能参数 项 目改造前改造后
型号YKZ-250-2YK4000-2/1250额定电压,kV66额定电流,A275433功率,kW25004000转速,r/min298529883 改造效果
5?
型号GY350-2888/1.864GJR350-4500/2.07中心距,mm350350速比1.8642.07许用功率,kW288845002.3 原动力的改造在保留原来的地基的基础上,重新以增速箱为
高炉鼓风机控制系统的设计和应用

浙江大学硕士学位论文
第二章工艺流程及控制系统介绷
匿2.1高炉炼铁工艺流程
高炉炼铁的化学反应过程及公式如下,
C+02=C02 C+C02=2CO
(2.1)
G-2)
当CO气体与矿石相遇在高温下将产生还原作用, 再经加热在炉底形成铁水
靼炉渣【5】。
3Fe203+CO=2Fe304+C02 Fe304+CO=3Fe+C02
浙江大学硕士学位论文
第二章工艺流程殿控制系统介绍
高炉鼓风机的主要性能参数有风量、排风压力、转速、静时角度、效率等, 描绘这些参数之间关系的曲线称为特性曲线。在一定转速(或静叶角度)下,最小 的风量受喘振边界的限制,最大风量受鼓风机阻塞线的限制。从喘振边界到阻塞 线的范围称为稳定工况区,高炉鼓风机必须在稳定工况区内运行。 高炉鼓风机能否稳定的工作童接影响着高炉的芷常生产,如果高炉鼓风杌在 冶炼过程中突然由于故障而停车,将导致高炉中的铁水和矿料由于没有风压而下 落进丽凝结在炉内,这就是炼铁工艺中所说的高炉灌渣现象。高炉灌渣将会给企 业造成巨大损失并对高炉本身产生很大的损伤。
一关键词:鼓风机,喘振,解耦,通讯,PLC
llI
2.髓e des主萨of Con昀l嫩odel泌con觚l system
C0n胁ol system adopt
a
lot of adV锄ced con缸.0ltechnology搬d
conn舫l恻ng,
s诫ona黟blade
such越v翻匠拍le鲥n黼垃・su习弦删ustnl熊t,deco叩le con昀l
少。 (2)
离心式。离心风机是通过离心力的作用,通过叶轮叶片对空气做功,使 空气的箍力和动能得以升高,离心式鼓风机的工作效率较低,但是由予 其价格低及对空气过滤的要求不高,所以仍普遍采用。
特大型高炉鼓风高效节能装置技术使用计划方案
特大型高炉鼓风高效节能装置技术使用计划方案一、实施背景特大型高炉是钢铁行业中的主要设备之一,其生产效率和能源消耗直接影响到企业的经济效益和环保形象。
而鼓风系统是高炉生产中最为关键的部分之一,其鼓风效率和能源利用率直接决定了高炉的生产效率和能源消耗。
因此,采用高效节能装置技术对高炉鼓风系统进行改造和升级,成为了当前钢铁企业提高生产效率和节能减排的重要途径。
二、实施计划步骤1.确定改造目标和方案首先需要对高炉鼓风系统进行全面的调研和分析,确定改造目标和方案。
根据高炉的实际情况和生产需求,选择适合的高效节能装置技术,如变频调速技术、气动阀门技术、智能控制系统等。
2.制定改造计划和实施方案根据改造目标和方案,制定详细的改造计划和实施方案,包括改造时间、改造内容、设备选型、工艺流程等。
同时,需要考虑到改造期间的生产安全和生产效率,制定安全措施和生产保障措施,保证生产的正常进行。
3.进行设备安装和调试按照实施方案,对设备进行安装和调试,确保设备正常运行和效果达到预期。
同时,对工艺流程进行调整和优化,提高生产效率和节能效果。
4.进行改造效果评估和优化改造完成后,需要对改造效果进行评估和优化。
通过数据分析和实际效果检测,确定改造效果是否达到预期,对效果不理想的地方进行进一步优化和调整。
三、工作原理高效节能装置技术主要包括变频调速技术、气动阀门技术和智能控制系统等。
这些技术的工作原理如下:1.变频调速技术变频调速技术是通过控制电机的转速,实现鼓风机的鼓风量调节。
通过调节鼓风机的电机转速,可以实现鼓风机的鼓风量实时调节,从而达到节能降耗的效果。
2.气动阀门技术气动阀门技术是通过控制气动阀门的开度,实现鼓风系统的鼓风量调节。
通过调节气动阀门的开度,可以实现鼓风系统的鼓风量实时调节,从而达到节能降耗的效果。
3.智能控制系统智能控制系统是通过对鼓风系统的各个参数进行实时监测和控制,实现鼓风量的智能调节。
通过智能控制系统的优化,可以实现鼓风量的最优化配置,从而达到节能降耗的效果。
高炉鼓风机控制系统的设计和应用探讨

高炉鼓风机控制系统的设计和应用探讨【摘要】在国内改革开放的带动下,国内钢铁行业开始了快速、稳定的发展,随着能源紧缺,国家倡导绿色、循环经济发展的趋势,采用先进的科学技术对传统钢铁行业进行技术改造成为国内钢铁发展的新要求。
通过扩大炉体容积,提高高炉炉顶压力,可有效减少污染物质的排放,节约原材料,提高高炉产量。
因此,对高炉进行扩容,是钢铁产业适应国家发展绿色能源、进行节能减排的主要举措。
鼓风机是高炉工作的动力中心,为应对高炉扩容带来的对风量、压力的新需求,必须对鼓风机系统进行重新设计与应用。
【关键词】鼓风机;控制系统;软件1 高炉鼓风控制控制系统概要高炉冶炼工艺过程主要是依靠催化剂在高温下将矿石材料还原成钢铁材料的过程,整个生产工艺都是在高炉中进行的。
高炉主要有耐火材料筑成圆筒形炉体,因其体积庞大以及工作过程中温度需求、压力需求,送风系统中的鼓风机成为工作过程中的中枢。
鼓风机的正常工作与否影响着高炉钢水、铁水等的生产、压力支撑等工作,一旦发生风量压力不足的情况,高炉中矿石燃料就会下落凝结在炉体空间内,形成高炉灌渣现象,给企业造成巨大损失。
鼓风机也称为压缩机,主要用来增加密闭空间压力,并完成气体输送任务,为保证鼓风机的正常工作,避免出现阻塞、喘振、旋转失速等工况,一套优良的控制系统成为其良好工作的重要保证。
鼓风机控制系统主要分为连续控制、逻辑控制、监视管理操作控制三方面。
连续控制主要实现对风量风压的调节控制,依据不同的鼓风机、对其主要参数进行控制调节来实现定风量定风压的工作过程。
连续控制还应包括防喘振控制系统,因喘振对鼓风机造成的破坏难以估量,甚至能够导致鼓风机叶片全部烧毁,因此必须对风量进行严格的限制,防止喘振的发生。
逻辑控制系统主要实现对鼓风机机组启动条件进行连锁功能、对工作过程中可能出现的逆流现象进行安全防护、对重大故障进行紧急停机、设备闭锁操作以及对辅助设备的进行工作流程逻辑的控制。
鼓风机机组涉及的电气设备种类繁多,操作复杂,对不同的电气设备信号进行互锁,以期达到只有在外部条件满足的情况下才能实现风机机组的启动条件,在发生重大事故时,能通过连锁系统实现整体设备的停机,防止更大的财产损失与人员伤亡。
浅谈西门子s7-300在高炉鼓风机的应用
浅谈西门子s7-300在高炉鼓风机的应用摘要随着宝钢集团八钢公司近几年快速的发展,设备产能的提高,对设备稳定可靠的运行提出了更高的要求。
380高炉鼓风机是给高炉供风的关键设备,而原1#鼓风机PLC(浙大中控PLC系列)控制系统不能满足生产需求,需对其进行升级改造,通过控制系统实现生产系统设备的控制、数据的检测和对重要生产工艺参数的实时检测和调节。
关键字高炉鼓风机系统设备软件控制380高炉鼓风机是给高炉供风的关键设备,而原1#鼓风机PLC(浙大中控PLC系列)控制系统不能满足生产需求,需对其进行升级改造,通过控制系统实现生产系统设备的控制、数据的检测和对重要生产工艺参数的实时检测和调节。
本文笔者参与了此项改造的设计联络、工程施工、电气调试的全过程,此条机组主要电控设备全部采用SIEMENS公司的产品,自动化控制系统由可编程控制器( PLC)和工业微机(HMI)组成,并且做到电气和仪表专业的PLC设备一体化,具有设备先进、自动化程度高、控制精度高、可靠性高等诸多优点。
一、系统控制功能1.鼓风机系统工艺流程。
高炉鼓风机是高炉最重要的动力设备。
它不但直接提供高炉冶炼所需的氧气,并通过加压提高空气压力,形成具有一定压力和流量的高炉鼓风,再根据高炉炉况的需要进行风压、风量调节后将其输送至高炉,鼓风机系统是给高炉供风的主要设备,鼓风机抽风后提升压力后送入到热风炉系统,给高炉供风。
其主要控制有风机放风口阀位开度大于50%,风机吸风口阀位开度小于10%,风机滑油进口压力1和风机滑油进口压力2大于0.08MPa,且风机蝶阀关到位时风机允许输出启动风机。
风机启动后对各类温度、风压、震动、风量、电流等进行监控,保证给高炉提供合格的风压,同时保证风机系统稳定运行。
鼓风机的操作工艺框图如下:2.控制功能。
为了能够监测设备的工作状态和风压、风量的变化情况,保证设备的稳定运行和风量、风压供应,实现该设备的集中监控,提出如下控制功能:(1)采用可靠性高的SIEMENS S7-300PLC进行控制。
本特利3500在高炉鼓风机系统中的应用

本特利 3500在高炉鼓风机系统中的应用摘要:在炼铁高炉生产中,鼓风机系统是高炉生产最为重要的一部分,机组的安全运行直接保证了高炉的稳定顺行,振动位移系统的应用直接反映了机组中转子的运行状态及负荷大小,为机组诊断故障和分析提供了数据的支撑。
关键词:本特利3500高炉鼓风机应用1应用随着高炉生产中对稳产、高产的不断追求,鼓风机系统运行精度要求也是越来越高,测量保护系统的精准性、稳定性在生产过程中影响也越来越大,设备运行参数的采集对设备的运行状况的分析发挥着越来越重要的作用。
本特利3500系统提供连续、在线监测功能,具有其它系统所不具备的多种功能和先进功能。
2 3500基本知识2.1 系统工作流程从现场取得的传感器输入信号提供给3500监测器框架内的监测器和键相位通道,数据被采集后,与报警点比较并从监测器框架送到一个地方或多个地方处理。
3500框架中模件的共同特征是带电插拔和内部、外部接线端子。
任何主模件(安装在3500框架前端)能够在系统供电状态中拆除和更换而不影响相关模块的工作,如果框架有两个电源,插拔其中一块电源不会影响3500框架的工作。
2.2 3500硬件组成1)系统框架:用于安装所有的监测器模块和框架电源。
2)电源模块:3500电源是半高度模块,必须安装在框架左边特殊设计的槽口内。
框架可装有一个或两个电源都可给框架供电。
3)框架接口模块:框架接口模块是3500框架的基本接口,必须放在框架中的第一个槽位。
组态钥匙锁:用来设定3500框架处于“运行"模式或“编程”模式。
4)键相器模块:用来为3500框架中的监视器模块提供键相位信号,每个键相模块有2个输入通道。
5)振动、位移监测器:接受本特利振动、位移传感器的输入,对信号进行处理后生成各种测量值,并将处理后的信号与编辑的报警值进行比较,驱动报警系统,从而达到保护机器的目的。
2.3 3500系统上电基本步骤1)送电前将机柜内除电源模块、通讯模块外的其他模块输入输出端子全部脱开,以确保机柜卡件的稳定性。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
国产汽动鼓风机组在大高炉上的应用实践研制报告1.项目背景公司三步走以后,安钢钢铁联合生产系统中的铁水供应面临不足,5座300m3级高炉同时面临国家产业政策的淘汰,根据产能和结构调整需要,公司在2009年决定启动铁前配套系列工程,作为大高炉配套的鼓风站经过考察、开会研究等全面论证,综合2200m3和2800m3汽动鼓风机组的应用情况,新建3#高炉热电鼓风站,采用两炉两机模式,站内配置两台240t/h高温高压全燃高炉煤气锅炉及一台60MW汽轮发电机组,一台汽轮机驱动的静叶可调AV100-18鼓风机组。
AV100-18鼓风机组鼓风机组采用国产设备,高温高压蒸汽驱动。
2.工艺技术实施的可行性研究2.1、针对安钢新上3#大高炉鼓风系统设备配置和选型,到兄弟单位实地考察,主要考察大高炉鼓风系统的配置和使用,国产、高温高压汽动鼓风机组在大高炉上的应用情况。
2.1.1、2009年9月1日—2009年9月5日,动力厂到唐山钢铁公司、鞍山钢铁公司进行实地考察,考察交流情况:1)唐山钢铁公司唐钢南区现有1座3200m3高炉,配1座鼓风机站,2007年9月投产。
主设备为电动鼓风机,电机为Siemens电机,功率46000kW,轴流压缩机为陕鼓AV100-17系列,E点工况压力0.57MPa(G),风量7160Nm3/min,功率34000kW左右;A点工况压力0.57MPa(G),风量8130Nm3/min,功率43000kW左右。
现况:供应风压0.37MPa(G),风量6000Nm3/min左右,运行良好。
备机采用从北区拆移过来的汽动鼓风机,汽机:广汽斯柯达。
风机:德国GHH,风量供应能力4000-5000Nm3/min,风压0.33MPa(G),风机采用布袋空气过滤器。
唐钢北区现有2座2000m3高炉,配1座鼓风机站,2台AV71系列风机;现有1座3200m3高炉,配1座鼓风机站,2008年3月投产。
主设备为中温中压汽动鼓风机NK63/90,功率47557kW左右,轴流压缩机为陕鼓AV90-15系列,转速3720rpm,E点工况压力0.57MPa(A),吸入风量7241m3/min,现运行稳定。
站内设备用AV80-14风机1台,为三座高炉备用。
风机采用负压、内滤、大气反吹机械振动清灰式布袋空气过滤器。
2)鞍山钢铁公司鞍山钢铁公司本部现有5座2580m3高炉,配1座汽动鼓风机站,站内设7台风机,GHH 风机1台,供应风量7000m3/min,风压0.49MPa(G),Sulzer风机AV90-18系列3台,供应风量6000m3/min,风压0.45MPa(G),陕鼓风机AV80-15系列3台,供应风量6500m3/min,风压0.47MPa(G),5开2备。
现有3座3200m3高炉,配3台电动鼓风机,配置相同,1#风机2004年投产,2#3#2005年底投产。
我们参观了1#电动鼓风机站,主设备电机为Siemens 电机,轴流压缩机为 Man公司AV100-17产品,E点工况压力0.56MPa(G),风量7710Nm3/min。
风机采用自洁式空气过滤器。
现况:电机有功25.4MW,静叶开度54°,供应风压0.38MPa,进口风量5800m3/min左右,排气温度219℃,机组轴振最大54μ,运行良好。
鲅鱼圈厂区现有2座4000m3高炉,配2台电动鼓风机,配置与3200m3高炉基本相同,据Man公司介绍E点工况压力0.56MPa(G),风量7700Nm3/min左右。
2.1.2、2010年4月22日—2010年4月27日,动力厂到首钢迁安钢铁公司进行实地考察,考察交流情况:迁钢现有2座2650m3高炉,1座4000m3高炉,配1座电动鼓风机站,站内设4台机组,开3备1。
4000m3高炉鼓风机驱动方式为两极、同步电动机驱动,调节方式为全静叶可调式,额定转速3000r/min。
轴流压缩机为陕鼓AV100-18产品,E点工况进气温度11.1℃,送风压力0.58135MPa(A),进口风量8000Nm3/min,功率37669kW左右;轴流压缩机电机为Siemens电机,功率50MW。
现况:电机有功功率31.6MW,静叶角度47.8°,送风压力405kPa,风量6421Nm3/min左右,轴流压缩机轴振最大24.2μm,轴承温度最大89.5℃;电机轴振最大36.5μm,轴承温度最大64.2℃。
风机采用布袋式空气过滤器。
虽为电动鼓风,但风机运行处于良好状态。
2.1.3、汽轮机—国内杭汽工业汽轮机较为出色,国内3200m3高炉汽动鼓风站用工业汽轮机做过3台,功率最大做到48942kW,并且在可以满足使用要求。
业绩表见下表:流情况:兴澄特钢1座3200m3高炉,汽轮机(杭汽)HNK63/90+风机(陕鼓) AV90-15,1开1备, E点工况进气温度15.2℃,送风压力0.58MPa(A),进口风量7365Nm3/min,功率33115kW。
现况:蒸汽流量121.4t/h,静叶角度49°,送风压力427kPa,风量5540Nm3/min 左右,轴流压缩机轴振最大19.8μm,汽轮机轴振最大77.52μm。
(安装问题)综合分析,大高炉上国产陕鼓AV100系列轴流压缩机在用,运行良好。
国产大功率工业汽轮机制造和使用情况均良好,虽然组合在一起在4000m3以上大高炉上采用高温高压汽动鼓风机组国产机组目前没有,但单台机械设备制造和使用技术上是成熟可靠的。
2.2、安钢目前技术基础和实际情况分析安钢目前2200 m3和2800 m3高炉鼓风站现有配置:蒸汽压力:(正常/最大) 3.53/3.63MPa,蒸汽汽温度:(正常/最大) 435/460℃。
2套汽轮机(杭汽)NK63/80+风机(陕鼓) AV80-14机组,工作转速4100rpm,平均功率:19385kW,最大功率:28700kW。
排气压力:3.99bar(G),E点输出流量:4400m3/min。
2005年投运。
1套汽轮机(西门子)NK63/90+风机(陕鼓) AV90-15机组,工作转速3720rpm,平均功率:27693kW,最大功率:34217kW。
排气压力:4.5bar(G),E点输出流量:5880m3/min。
2008年投运。
平时开二备一,AV90-15机组主供2800 m3高炉,1套AV80-14机组主供2200 m3高炉,1套AV80-14机组备用。
经过8年以来的运行观察,动力厂在生产、设备和技术上积累了管理大型汽动鼓风机组的经验,结合安钢场地紧张的情况,若上电动鼓风,多余煤气须再上发电机组,一次性投资大,占地大,能量转换效率低。
从这个角度分析,虽然要付出更多的努力和探索,但是总的来看,3#高炉上马汽动鼓风机组是符合安钢的实际情况的并且是切实可行的。
综合以上分析,3#高炉鼓风机组采用国产设备,高温高压蒸汽驱动,工艺技术是可行的,有保障的。
3.项目的技术关键和技术难点3.1、工艺形式和设备配置选择电拖鼓风机优点:系统简单,故障率低,故障点少,启动时间短;缺点:投资大,运行成本高,富余煤气需要发电或其它形式回收利用。
汽拖鼓风机优点:占地小,投资少,运行成本低;缺点:启动和恢复时间长,系统复杂,故障点多,管理要求高。
结合安钢资金紧张、位置紧张的实际情况,总结我们以前2200 m3和2800 m3高炉汽动鼓风积累的经验,我们计划在大高炉上选择国产汽动鼓风机组,该机组是目前国内高炉功率最大的汽动鼓风机组。
钢铁企业4000 m3以上高炉鼓风多数采用电动鼓风,采用汽动鼓风的机组只有1套,为梅山钢铁全套进口MAN公司的DK100/220R+AV90-15中温中压汽动鼓风机组,E点平均风量7100Nm3/min,轴功率为35799kW,目前安钢计划采用的3#高炉鼓风机组是国内最大的HNK63/90/120+AV100-18高温高压汽动鼓风机组,E点平均风量7615Nm3/min,轴功率为36958kW ,A 点平均风量8777Nm 3/min ,轴功率为46081kW 。
前面可行性研究对机组制造进行了充分考察和论证,现在从经济性来分析,机组采用高温高压蒸汽驱动的必要性,蒸汽循环热效率比中温中压机组循环热效率高13.6%左右,以目前安钢能源介质定价计算,成本降低率为10.24%。
具体分析计算见下面叙述。
3.1.1、蒸汽循环热效率的提高具有很大的经济意义。
首先,它能节约大量的燃料,热效率提高1%,每小时即可节约标准煤200~250kg,同时汽耗率也随之减少,致使设备尺寸和重量减小,金属消耗量减少,制造成本降低。
3.1.2、热效率的公式ηt=h1-h2/h1-h2′热效率ηt 由h1 h2和h2′三个数据决定。
新蒸汽的焓h1由其压力P1和温度t1决定,饱和水的焓h2′由膨胀终了的压力P2(即凝汽器中的压力)决定,参数P1、t1、P2又决定着绝热膨胀终了的焓h2,因此热效率ηt 完全由参数P1、t1、P2来决定。
3.1.3、在进汽压力P1和排汽压力P2保持不变的情况下,提高蒸汽初温t1可以提高循环热效率。
如图1所示朗肯循环1-2-3-4-5-6-1,其进汽温度为t 1(即循环的上限温度),平均放热温度2T ,平均吸热温度为1T 。
若进汽温度由t 1提高到t 1′,则形成另一朗肯循环1′-2′-3-4-5-6-1′,该循环的进汽温度为t 1′,平均放热温度2T ',平均吸热温度为1T '。
由于吸热的上限温度提高(t 1′﹥t 1),平均吸热温度提高(1T '﹥1T ),平均放热温度又未改变(2T =2T '),故新循环比原循环具有更高的热效率。
由此可见,提高进汽温度,可以提高朗肯循环的热效率。
同时从图中看出,提高进汽温度,还可以提高排汽的干度,这对汽轮机的工作极为有利。
3.1.4、在进汽温度t 1和排汽压力P 2保持不变的情况下,提高进汽压力P 1也可以提高循环热效率。
如图2所示朗肯循环1-2-3-4-5-6-1,其进汽压力为P 1,平均吸热温度为1T ,平均放热温度2T 。
若将该循环的进汽压力由P 1提高到P 1′,则形成另一朗肯循环1′-2′-3-4′-5′-6′-1′。
进汽压力提高后的循环的进汽压力为P 1′,平均放热温度2T ',平均吸热温度为1T '。
提高后进汽压力,循环的上限温度t 1和下限温度T 2未改变,主要是蒸发段5-6的蒸汽温度(即饱和温度)提高了,平均吸热温度由1T 提高到1T '(1T '﹥1T )。
因而循环热效率提高。
3.1.5、由此得出,在排汽压力P 2保持不变的情况下,提高蒸汽的初参数P 1、t 1可以大幅度地提高朗肯循环热效率。