压力容器外观几何尺寸检验报告.doc
【证明书】压力容器产品质量证明书

【关键字】证明书
压力容器产品质量证明书
篇一:压力容器产品质量证明书(样本)
产品主要受压元件使用材料一览表
(含焊接材料)
审核人:填表人:年月日
产品焊接试板力学和弯曲性能检验报告
理化责任师:填报人:年月日
篇二:压力容器安装质量证明书范本
压力容器安装质量证明书
安装单位:容器名称:产品编号:日期:
年月日
压力容器安装合格证
工程名称:使用单位:设备名称:产品编号:制造单位:竣工日期:年月日
本压力容器经质量检验符合《压力容器安全技术检察视程》、设计图纸及相关标准要求。
质量检查员:年月日
质量检查专用(公章)年月日
压办容器安装技术特性
压力容器安
装质量检验报告
2、该质量证明书一式两份。
压力容器安装质量检查记录一览表
注:1、在相应检查项目的序号栏中划“√”
(1)压力容器安装技术资料审查记录
篇三:压力容器产品质量证明书
压力容器
产品质量证明书
产品名称:产品编号:
质量保证工程师(签章):单位法定代表人(签章):质量检验专用公章:
压力容器质量证明书目录
产品合格证
制造单位石家庄工大化工设备有限公司制造许可证编号产品名称类别类外设计单位设计批准书编号图号订货单位产品编号制造编号制造完成日期年月日
本压力容器产品经质量检验符合设计图样和技术条件的要求。
质量总检验员签字年月日
质量检验专用(公章)年月日
产品技术特性
产品编号
年月日
压力容器外观及几何尺寸检验报告产品编号
此文档是由网络收集并进行重新排版整理.word可编辑版本!。
压力容器产品安全性能监督检验项目表
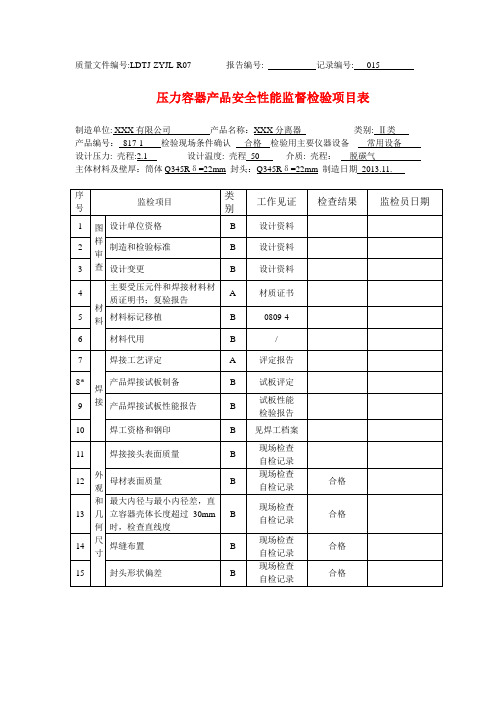
监检项目
类别
工作见证
检查结果
监检员日期
1
图样审查
设计单位资格
B
设计资料
2
制造和检验标准
B
设计资料
3
设计变更
B
设计资料
4
材料
主要受压元件和焊接材料材质证明书;复验报告
A
材质证书
5
材料标记移植
B
0809-4
6
材料代用
B
/
7
焊
接
焊接工艺评定
A
评定报告
8*
产品焊接试板制备
B
试板评定
9
产品焊接试板性能报告
序号
监检项目
类别
工作见证
检查结果
监检员日期
16
无损检测
无损检测报告
B
检测报告
合格
17
射线探伤底片抽查
B
底片抽查
合格18Leabharlann 热处理B/
/
19
耐压试验
A
现场检查
合格
20
安全附件
B
/
/
21
气密性试验
B
/
/
22
出厂资料
B
资料审查
齐全
23
铭牌
B
现场检查
合格
24
对工厂质保体系运转情况的评价:
记事栏:
监检员:日期:
审核:日期:
B
试板性能
检验报告
10
焊工资格和钢印
B
见焊工档案
11
外观和几何尺寸
焊接接头表面质量
B
现场检查
自检记录
压力容器产品制造监检报告填写说明
压力容器制造监督检验记录及报告检验栏目的填写规定1. 记录填写按本院HNGJ/ZD02-1/0<<技术记录填写规定>>的要求填写,其中包括:数据有效位数的确定及修约、检测数据的取值、数据异常时的处理、计量单位、非法定计量单位数据的转换、测量和非测量数据的读取等具体规定。
本规定中,仅对记录的检验栏目的填写作出规定。
2. 对设备基本信息、签字、日期、数据等栏目的填写应按有关规定和要求如实填写。
3. 在检查情况栏内有口的,在其内打“√”表示有,不填表示无。
4. 对检验栏目中的检验结果的填写,规程标准中有规定的按规定填写,无规定的按以下规定填写:1)、对实测数据栏目,填写“合格”或“不合格”。
2)、对审查、检查栏目,填写“符合”或“不符合”。
3)、如果本次检验的设备没有所列的检验项目,如:胀接,应在该栏中注明“无此项”。
4)、如果对已有的项目本次检验没有进行,则在该栏中划“/”。
5. 检验栏目中的工作见证的填写:根据检验方法(资料核查、实物检查、现场抽查、现场监督)的不同,填写诸如:设计资格证编号、图纸或资料号、记录号、确认签字、资料确认、核查存档、已检查、见单项检验或抽查报告等。
6. 对检验汇总结论的填写:“符合要求”或“某项不符合要求”。
7. 检验栏目记录的填写,原则上照下面的样本填写。
其中,检验栏目中的粗体字为填写格式,括弧内的文字为填写说明。
对设备基本信息、签字、日期、数据等栏目的填写在本规定提供的样本中均被省略。
附件:(1)压力容器制造监督检验记录表填写规则(2)石墨及石墨衬里压力容器制造监督检验记录表填写规则(3)搪玻璃压力容器制造监督检验记录表填写规则(4)《特种设备制造监督检验证书》填写规则压力容器制造监督检验记录表对应证书编号:(填写监检证书编号)制造单位:(填写制造单位名称)产品名称:(填写监检的产品名称)产品编号:(填写监检的产品制造编号)容器类别:(填写监检的产品容器类别)制造日期:(填写产品制造完成日期)监检编号:(填写产品制造厂内流水编号(如2014001))搪玻璃压力容器制造监检专项记录表制造单位:对应证书编号:石墨及石墨衬里压力容器制造专项监检记录制造单位:对应证书编号:(对于搪玻璃压力容器或石墨及石墨衬里压力容器,当监检项目不符合要求时,在对应的监检项目栏填写不合格或不符合,并在存在问题综述栏记录存在的不符合具体情况,并根据严重程度出具《特种设备监督检验联络单》或《特种设备监督检验意见通知书》,对存在问题未有效整改或纠正的,不得出具监检证书。
压力容器定期检验报告

报告编号:压力容器定期检验报告
设备品种:
设备代码:
使用单位:
单位内编号:
检验类别:
检验日期:
(印制检验单位名称)
注意事项
1.本报告为依据《压力容器定期检验规则》(TSG R7001)对在用压力容器进行定检验的结论报告,检验结论代表该压力容器在检验时的安全状况。
2.本报告应当由计算机打印输出,或者用钢笔、签字笔填写,字迹要工整,涂改无效。
3.结论报告无编制、审核、批准人员等签字,以及检验机构核准证号、检验专用章或者公章无效。
4.本报告一式两份,由检验机构和使用单位分别保存。
5.受检单位对本报告结论如有异议,请在收到报告书之日起15日内,向检验机构提出书面意见。
检验机构地址:
邮政编码:
联系电话:
电子邮件:
报告编号:
注:检验结果栏中,打“√”表示无问题或者合格的检验项目,打“×”表示有问题或者不合格的检验项目,填写“无此项”表示实际没有的检验项目,划“—”表示无法检验的项目。
共页第页
注:测厚记录表格不够时,可以按照测厚记录格式增加续页;名义厚度和实测最小厚度的栏目根据实际的测定部位的情况填写。
本附录的有关单项报告、记录的数据栏目不够时,可以按照其相应的报告、记录格式增加续页,以下类似的均同。
共页第页
共页第页
射线检测报告
超声波检测报告
衍射时差法(TOFD)超声检测报告
共页第页
共页第页
声发射检测报告
材料成分分析报告
报告编号:
硬度检测报告
共页第页
金相分析报告
安全附件检验报告。
压力容器产品质量证明书(样本)

产品主要受压元件使用材料一览表(含焊接材料)审核人:填表人:年月日产品焊接试板力学和弯曲性能检验报告理化责任师:填报人:年月日压力容器外观及几何尺寸检验报告产品编号:焊缝射线检测报告产品编号:焊缝射线检测底片评定表产品编号:无损检测位置示意图产品编号:超声波测厚报告书编号:200 年月日审核:测试:压力试验检验报告□水压□气压□气密性产品编号:下面资料为赠送的地产广告语不需要的下载后可以编辑删除就可以,谢谢选择,祝您工作顺利,生活愉快!地产广告语1、让世界向往的故乡2、某沿河楼盘:生活,在水岸停泊3、一江春水一种人生4、某钱塘江边楼盘:面对潮流经典依旧5、海景房:站在家里,海是美景;站在海上,家是美景6、以山水为卖点的楼盘:山水是真正的不动产7、某城区的山腰上的楼盘:凌驾尊贵俯瞰繁华8、某地势较高的楼盘:高人,只住有高度的房子9、某学区房:不要让孩子输在起跑线上10、尾盘:最后,最珍贵11、回家就是度假的生活12、生命就该浪费在美好的事情上我们造城——2、我的工作就是享受生活——3、我家的客厅,就是我的生活名片——4、在自己的阳台看上海的未来——5、公园不在我家里我家住在公园里——6、这里的花园没有四季——7、***,装饰城市的风景——8、***,我把天空搬回家——9、房在林中,人在树下——10、生活,就是居住在别人的爱慕里——11、到〖星河湾〗看看好房子的标准——12、好生活在〖珠江〗——13、爱家的男人住〖百合〗城市岸泊:城市的岸泊,生活的小镇生活之美不缺少,在于发现情趣不在于奢华,在于精彩生活有了美感才值得思考……玫瑰庄园:山地生态,健康人生卓越地段,超大社区一种完整且完善的环境,像原生一样和谐原生景象自然天成人本理念精品建筑知名物业智能安防诚信为本实力铸造比华利山庄:海岸生活——引领世界的生活方式海岸生活——22公里的奢华海岸生活——高尚人生的序曲海岸生活——人与自然的融合苹果二十二院街:人文自然现代铺的蔓伸荣和山水美地:让世界向往的故乡香港时代:时代精英开拓未来领衔建筑,彰显尊贵绿地崴廉公寓:金桥40万平方米德国音乐艺术生活汇都国际:昆明都心,城市引擎财富之都风情之都梦幻之都文化之都商贸之都西部首座巨型商业之城颠峰商圈的原动力,缔造西部财富新领地新江湾城:绿色生态港国际智慧城新江湾城,一座承载上海新梦想的城区上海城投,全心以赴建设知识型,生态型花园城区风和日丽:入住准现楼,升值在望湾区大户,空中花园大格局下的西海岸市中心:市中心少数人的专属颠峰珍贵市中心的稀世名宅正中心城市颠峰领地颠峰勾勒稀世名宅繁华不落幕的居家风景地利皇者尽得先机稀世经典180席阳光国际公寓:阳光金桥来自纽约的生活蓝本钟宅湾:海峡西岸生态人居休闲商务区汇聚国际财富与人居梦想的绝版宝地二十一世纪是城市的世纪,二十一世纪也是海洋的世纪谁控制了海洋,谁就控制了一切站在蓝色海岸的前沿,开启一个新的地产时代东南门户海湾之心海峡西岸生态人居休闲商务区让所有财富的目光聚集钟宅湾,这里每一天都在创造历史上海A座(科维大厦):创富人生的黄金眼掘金上海!创富人生!远东大厦:花小公司的钱,做大公司的事未来城:无可挑战的优势无可限量的空间绿地集团:居住问题的答疑者,舒适生活的提案人茶马驿栈:精明置业时机享受附加值财富最大化雪山下的世外桃源茶马古道上千年清泉之乡金地格林春岸:城市精英的梦想家园繁华与宁静共存,阔绰身份不显自露建筑覆盖率仅20%,令视野更为广阔占据最佳景观位置,用高度提炼生活完美演绎自然精髓,谱写古城新篇章创新房型推陈出新,阔气空间彰显不凡365天的贴身护卫,阔度管理以您为尊金地格林小城:心没有界限,身没有界限春光永驻童话之城我的家,我的天下东渡国际:梦想建筑,建筑梦想齐鲁置业:传承经典,创新生活比天空更宽广的是人的思想创新远见生活嘉德中央公园:一群绝不妥协的居住理想家完成一座改变你对住宅想象的超越作品极至的资源整合丰富住家的生活内涵苛求的建造细节提升住家的生活品质地段优势,就是永恒价值优势设计优势,就是生活质量优势景观优势,就是生命健康优势管理优势,就是生活品味优势空中华尔兹:自然而来的气质,华尔兹的生活等级享受,没有不可逾越的极限所谓完美的习惯,是舒适空间的心情定格!临江花园:经典生活品质风景中的舞台美林别墅:源欧美经典纯自然空间住原味别墅赏园林艺术淡雅怡景温馨自然钱江时代:核心时代,核心生活核心位置创意空间优雅规划人文景观财富未来城市精神,自然风景,渗透私人空间泰达时尚广场:是球场更是剧场城市经济活力源时尚天津水舞中国未来都会休闲之居创意时尚天天嘉年华健康快乐新境界商旅新天地缔造好生意城市运营战略联盟,参与协作,多方共赢华龙碧水豪园:浪漫一次,相守一生东方莱茵:品鉴品位宜家宜人建筑一道贵族色彩品鉴一方美学空间品位一份怡然自得荡漾一股生命活力坐拥一处旺地静宅体会一种尊崇感受常青花园(新康苑):新康苑生活感受凌驾常规大非凡生活领域成功人士的生活礼遇拥有与自己身份地位相等的花园社区在属于自己的宴会餐厅里会宾邀朋只与自己品味爱好相同的成功人士为邻孩子的起步就与优越同步酒店式物管礼遇拥有[一屋两公园前后是氧吧]的美极环境水木清华:住在你心里福星惠誉(金色华府):金色华府,市府街才智名门——释放生命的金色魅力真正了解一个人,要看他的朋友,看他的对手。
空压工段压力容器年度检验报告
(标题)(正文)一、检验目的根据国家相关规定和标准,对空压工段压力容器进行年度检验,确保其安全可靠运行,保护工人和设备安全。
二、检验范围本次年度检验主要针对空压工段压力容器进行,包括:检查容器的外观、压力容器设施和附件的密闭性以及安全阀的性能是否符合要求等。
三、检验时间本次年度检验的时间为xxxx年xx月xx日。
四、检验方法1.外观检查:对压力容器的外观进行全面检查,包括容器壁的腐蚀、变形、裂纹等情况的检验。
2.密闭性检验:检验容器的密闭性能,使用相应的探测仪器进行检测,确保容器能够保持良好的密封状态。
3.安全阀性能测试:对安全阀进行测试,确保其在规定的压力范围内能够正常启闭,保护容器不过压。
4.设备附件检验:对设备的附件进行检查,包括传感器、压力表、温度计等,确保其完好无损,并能准确反映容器的状态。
五、检验结果根据以上检验方法和标准,我们对空压工段压力容器进行了全面的检查和测试。
经过检验,压力容器的外观无明显腐蚀、变形、裂纹等情况,容器的密闭性能良好,安全阀能够正常启闭,并在规定的压力范围内工作。
设备附件完好无损,能够准确反映容器的状态。
六、存在问题及建议经过本次年度检验,我们发现空压工段压力容器存在以下问题:1.部分设备附件出现轻微磨损,建议进行更换或维修;2.部分安全阀存在启闭不灵敏的情况,建议及时调整或更换;3.容器壁存在部分微小的腐蚀点,建议进行修补,并对整个容器进行喷涂防腐层。
七、维护措施针对存在的问题和建议,我们提出以下维护措施:1.对设备附件进行维修或更换,确保其工作正常;2.对安全阀进行调整或更换,保证其能够在规定压力范围内正常启闭;3.对容器壁的腐蚀点进行修补,并进行喷涂防腐层,防止进一步腐蚀。
八、总结通过本次年度检验,我们对空压工段压力容器进行了全面的检查和测试,发现并解决了存在的问题,并提出了相关的维护措施。
相信在大家的共同努力下,空压工段压力容器将能够继续安全可靠地运行,保障工人和设备的安全。
压力容器主体几何尺寸控制
压力容器主体几何尺寸控制中国寰球设备制造分公司祝京路[摘要]压力容器产品在生产制作过程中,容易出现主体几何尺寸与图样要求及标准规范不一致,且误差超出图样及标准规范规定的情况。
有的可通过难度较大的娇形来纠正,有的则无法改变,只能成为不合格品而造成浪费。
所以,对压力容器主体几何尺寸的控制要引起高度重视,必须认真制定并切实遵守制造工艺,确保压力容器制造质量符合图样和标准规范的要求。
本文对压力容器在制造过程中的简体周长偏差、筒体圆度、焊缝对口错边量和棱角度及筒体直线度等关键点的控制作了简要论述。
[关键词]压力容器主体几何尺寸控制1 筒体周长偏差的控制影响筒体周长偏差的因素主要有下料偏差、刨边(复合钢、不锈钢容器)造成的偏差和纵缝组对间隙偏差及焊缝横向收缩量等。
我公司主要采用半自动火焰切割机、数控火焰切割机和数控制条切割机进行下料,在使用半自动火焰切割机进行切割时需要分清轨道线与切割线,轨道摆放是否平直并考虑风线的补偿量。
下料尺寸要考虑切割余量、边缘加工余量、焊缝横向收缩量和筒体卷制时的延伸量。
刨边时注意钢板装夹是否平直,刨刀的装夹角度。
纵缝组对间隙根据实际周长与理论周长的偏差可适当调整,但要满足焊接工艺要求,不能盲目增大或缩小间隙。
焊缝横向收缩量与破口形式、组对间隙、钢板厚度、焊接工艺等有关。
只要在下料、刨边、组对和焊接等工艺过程中,严格按照本公司《容器制造工艺流转卡》的规定进行,焊接纵缝后筒体周长偏差基本在±5mm以内,还是比较容易控制在标准值范围以内的。
值得一提的是,厚度较厚的筒体卷制时的延伸量与卷板机的实际性能参数和操作手的操作习惯有关,要结合实际情况来确定延伸量,更正下料尺寸,使筒体周长控制在标准范围内。
2 筒体圆度的控制简体的圆度控制重点是卷板时圆度的控制、焊接工艺的选择和焊接防变形措施。
采取这些措施后仍然没有办法控制筒体圆度的话,只能对对筒节进行校圆。
只要筒节校圆后圆度达到标准要求,在组焊及开孔等制造工艺过程中严格执行正确的工艺路线,简体的圆度就能符合GBl50—98的规定。
压力容器产品质量证明书
压力容器质量证明书产品名称:__________________产品编号:_________________质量保证工程师(签章): ____________________ 单位法定代表人(签章): ____________________ 质量检验专用公章: __________________________压力容器质量证明书目录产品合格证制造单位石家庄工大化工设备有限公司_________ 制造许可证编号TS2210681-2011 __________________ 产品名称_____________ 类别_______ 类夕卜设计单位_____________ 设计批准书编号________________ 图号________________ 订货单位________________________ 产品编号_____________ 制造编号____________________ 制造完成日期年月日本压力容器产品经质量检验符合设计图样和技术条件的要求。
质量总检验员签字质量检验专用(公章)产品技术特性日压力容器外观及几何尺寸检验报告精品文档产品主要受压元件使用材料一览表(含焊接材料)填表人:审核人:随意编辑精品文档产品制造编号:试压部位压力表精度等级压力表编号氯离子含量(mg/L)设计要求压力试验曲线压力试验检验报告产品名称试验日期压力表量程压力表表盘直径(mm)环境温度(C)匚水压工艺过程卡编号压力表检定日期试验介质介质温度(C)精品文档实际压力试验曲线结论:本产品经MPa试验,无渗漏;无可见的异常变形;无异常响声;试验结论:合格。
检查员:年月日压力试验责任师:年月日监检员:年月日压力试验检验报告□产品制造编号:产品名称气密性无损检测(RT)报告委托单位:报告编号:共页第页报告人:审核人:无损检测(RT)报告(序页)委托单位:报告编号:共页第页报告人:审核人:_____________ 检测部位示意图委托单位:报告编号共页第页绘制人:审核人:渗透检测报告委托单位: 报告编号: 共页第页渗透检测报告(序页)共页第页委托单位:报告编号______ PT _____ 检测部位示意图委托单位:报告编号共页第页绘制人: 审核人:委托单位: 磁粉检测报告报告编号:共页第页磁粉检测报告(序页)页________ MT ___ 检测部位示意图委托单位:报告编号:共页第页绘制人:审核人:。
压力容器类检验报告及原始记录填写说明

压力容器类检验报告及原始记录填写说明Last revision on 21 December 20200、记录和报告填写的一般要求检验记录必须用纯黑、篮黑、篮色的钢笔,签字笔填写;检验记录上字迹应清楚、整洁;填写应完整、签名齐全、文字精洁、用词确切、数据准确。
原始记录如有涂改处检验人员应在原始记录错误处划上一横杠,再填写正确项,并签上自己的姓名及更改日期。
不应有的东西不应在记录上。
报告中不得有涂改处。
表格中不能有空项,测厚、硬度、无损检测、理化试验、化学成分分析、金相检测等报告的数据、内容终结端应填写“以下空白”字样。
没有或未进行的检查项目在检查结果栏打“—”;无问题或合格的检查项目在检查结果栏打“√”;有问题或不合格的检查项目在检查结果栏打“×”,并在备注中说明。
有测量(试验)数据的,应在结果栏或单项报告中记载实际数据;发现缺陷需要由图才能表示其位置、性质、尺寸的,应当在报告中附图描述缺陷的位置、性质及尺寸。
记录(报告)编号:原始记录与报告编号使用同一个编号。
使用单位:设备使用单位全称。
单位地址:设备使用单位所在地的详细地址。
管理人员:设备使用单位负责人或特种特备安全管理人员。
联系电话:联系管理人员的电话。
邮政编码:设备使用单位所在地的详细地址的邮政编码。
设备名称:图纸或质量证明书上的设备全称。
单位内编号(使用编号):填写使用单位内部的设备编号(使用单位无内部编号打“—”或“无”)。
使用证号:使用设备所在地安全监察机构给予此设备注册的证号。
设备代码:按设备编码规则由设备制造厂生成的设备唯一的标识码。
也可使用设备所在地安全监察机构给予此设备注册的20位注册代码。
单位代码:设备使用单位的组织机构代码。
检验日期:受检设备检验结束或某项目检验结束的日期。
测量仪器(设备)型号:为检测时所使用的仪器(设备)型号,按仪器出厂资料填写。
测量仪器(设备)编号:为该仪器(设备)在本所内的仪器设备编号,每台仪器设备有且只有唯一编号。
压力容器检测报告)
压力容器检测报告)压力容器检测报告)附录2报告编号:压力容器全面检验报告使用单位:容器名称:单位内编号:使用证号:设备代码:检验日期:(印制检验机构名称)注意事项1.本报告书为依据《压力容器定期检验规则》对在用压力容器进行检验的结论报告。
2.报告书应当由计算机打印输出,或用钢笔、签字笔填写,字迹要工整,涂改无效。
3.本报告书无检验、审核、批准人员签字和检验机构的核准证号、检验专用章或者公章无效。
4.本报告书一式二份,由检验机构和使用单位分别保存。
5.受检单位对本报告结论如有异议,请在收到报告书之日起15日内,向检验机构提出书面意见。
单位地址:邮政编码:联系电话:压力容器全面检验报告目录报告编号:序号123456789101112131415161718检验项目压力容器全面检验结论报告压力容器资料审查报告压力容器宏观检查报告(1)压力容器宏观检查报告(2)壁厚测定报告壁厚校核报告射线检测报告超声波检测报告磁粉检测报告渗透检测报告声发射检测报告材料成分分析报告硬度检测报告金相分析报告安全附件检验报告耐压试验报告气密性试验报告附加检查、检测报告页码附页、附图扩展阅读:附录2:压力容器全面检验报告(正式)特种设备安全技术规范TSGR7001-202*附录2报告编号:压力容器全面检验报告使用单位:容器名称:单位内编号:使用证号:设备代码:检验日期:(印制检验机构名称)63--特种设备安全技术规范TSGR7001-202*注意事项1.本报告书为依据《压力容器定期检验规则》对在用压力容器进行检验的结论报告。
2.报告书应当由计算机打印输出,或用钢笔、签字笔填写,字迹要工整,涂改无效。
3.本报告书无检验、审核、批准人员签字和检验机构的核准证号、检验专用章或者公章无效。
4.本报告书一式二份,由检验机构和使用单位分别保存。
5.受检单位对本报告结论如有异议,请在收到报告书之日起15日内,向检验机构提出书面意见。
单位地址:邮政编码:联系电话:特种设备安全技术规范TSGR7001-202*压力容器全面检验报告目录报告编号:序号123456789101112131415161718检验项目压力容器全面检验结论报告压力容器资料审查报告压力容器宏观检查报告(1)压力容器宏观检查报告(2)壁厚测定报告壁厚校核报告射线检测报告超声波检测报告磁粉检测报告渗透检测报告声发射检测报告材料成分分析报告硬度检测报告金相分析报告安全附件检验报告耐压试验报告气密性试验报告附加检查、检测报告页码附页、附图-65-特种设备安全技术规范TSGR7001-202*压力容器全面检验结论报告报告编号:使用单位单位地址管理人员容器名称设备代码使用证号单位内编号单位代码容器品种结构形式邮政编码联系电话主要检验依据:《压力容器定期检验规则》检验发现的缺陷位置、程度、性质及处理意见(必要时附图或附页):经检验本台压力容器的安全状况等级评定为级。
压力容器全面检验报告1
报告编号:FQDI2012-1123压力容器全面检验报告使用单位:市永丰鞋业容器名称:储气罐使用单位部编号:1# 使用单位部编号: 容1LC闽B33050 设备注册代号:016检验日期:2012 年11 月23 日到2012 年11 月23 日锅炉压力容器检验所制报告编号:FQDI2012-1123共8 页第2 页报告编号FQDI2012-1123省锅炉压力容器检验所制共8页第3页压力容器资料审查报告编号:FQDI2012-1123 单位部编号:1# 注册代码:016省锅炉压力容器检验所制共8页第4页报告编号:FQDI2012-1123 单位部编号:1# 设备注册代码:016检查结果:合格。
检验:日期:2012年11月23日审核:日期:2012年11月23日注:没有或进行检验项目在检查结果栏打:“一”,无问题或检验合格的项目在检查结果栏打“ V”;有问题或不合格的检验项目在检查栏打“X ”,并且在备注中说明。
省锅炉压力容器检验所第8 页第5页报告编号:单位部编号:设备注册代码:省锅炉压力容器检验所第8 页第 6 页安全附件检验报告单位部编号:1# 报告编号:FQDI2012-1123设备注册代码:016其他阀门、附件检验合格。
备注:检查结果:1、安全阀检验合格。
2、压力表未超过期且校验合格。
3、安全附件检验合格或未超过校验合格有效期,改承压设备可以投入使用。
检验:日期:2012年11月23日审核:日期:2012年11月23日注:没有或进行检验项目在检查结果栏打:“一”,无问题或检验合格的项目在检查结果栏打“ V”;有问题或不合格的检验项目在检查栏打“X ”,并且在备注中说明。
省锅炉压力容器检验所第8 页第7页壁厚测定报告报告编号:FQDI2012-1123单位部编号:1# 设备注册代码:016注:没有或进行检验项目在检查结果栏打:“一”,无问题或检验合格的项目在检查结果栏打“ V”;有问题或不合格的检验项目在检查栏打“X ”,并且在备注中说明。
压力容器产品质量证明书(样本)
□合格□不合格
24
补强圈
符合图样及标准
25
主要内件位置及尺寸
符合图样及标准
□符合□不符合
□合格□不合格
26
容器内外表面质量
符合图样及标准
□符合□不符合
□合格□不合格
27
铭牌安装位置及拓印图
符合图样及标准
□符合□不符合
□合格□不合格
28
标志、油漆、包装
符合图样及标准
□符合□不符合
□合格□不合格
质量总检验员签字年月日
质量检验专章(公章)年月日
产品技术特性
产品编号:
技
术
参
数
设计压力:设备内常压MPa
设计温度:设备内50℃
工作介质:设备内
操作压力:设备内MPa
结构型式:□单层□多层(□热套□绕带□包扎)
换热面积:/m2容积:/m3重量:/kg
规格:内径mm壁厚mm□总长□总高mm
压
力
试
验
耐压实验:壳程(壳体)/MPa管程(夹套)/MPa
供应值
3.93
112.95
46.51
32.9
1.9
695
50
84.5/84.5
复验值
人孔
法兰
7
oCr18Ni9
30
C3800352
太钢
热轧
C210-017
供应值
2.3
105
56
27
1.1
540
59.5
84.5/84.5
复验值
人孔
法兰盖
7
oCr18Ni9
30
C3800352
太钢
最新压力容器外观及几何尺寸检验报告(GB151)

产品质量证明书CERTIFICATE OF THE PRODUCT QUALITY产品编号Product No.:设备位号Item No. :产品名称Product Name:制造日期年月Date of Manufacture:厂名英文厂名产品质量证明书目录Contents1.产品合格证Certificate of Compliance2.产品技术特性Technical Characteristic of Product3.产品主要受压元件使用材料一览表Material of Main Pressure Parts of the Product4.产品焊接试板力学和弯曲性能检验报告Mechanical Properties and Bend Test Report for the Welding Test Plate ofProduct5.压力容器外观及几何尺寸检验报告Visual and Geometric Dimensions Examination Report of the Pressure Vessel 6.焊缝射线检测报告Radiographic Examination Report for Welds7.焊缝射线检测底片评定表Radiographic Examination Film Interpretation Sheet of Welds8.焊缝超声检测报告Ultrasonic Examination Report for Welds9.渗透检测报告Liquid Penetrate Examination Report10.磁粉检测报告Magnetic Particle Examination Report11.热处理检验报告Heat Treatment Examination Report12.压力试验检验报告Pressure Test Report13.钢板锻件超声波检测报告Ultrasonic Examination Report for Steel Plate and Forging压力容器外观及几何尺寸检验报告Visual and Geometric Dimensions Examination Report of the Pressure Vessel 产品编号(Product No:)。
压力容器外观及几何尺寸检验报告
□符合□不符合
□合格□不合格
21
法兰螺栓孔与设备主轴中心线位置
□对中□跨中
□对中□跨中
□合格□不合格
22
支座位置与地脚螺栓孔间距
符合图样及标准
□符合□不符合
□合格□不合格
23
管口方位及尺寸
符合图样及标准
□符合□不符合
□合格□不合格
24
补强圈
符合图样及标准
25
主要内件位置及尺寸
符合图样及标准
年月日
质量责任师:
年月日
□合格□不合格
15
焊缝余高
单面坡口mm
□合格□不合格
双面坡口mm
பைடு நூலகம்□合格□不合格
16
焊缝外观质量
符合图样及标准
□符合□不符合
□合格□不合格
17
角焊缝质量
符合图样及标准
□符合□不符合
□合格□不合格
18
端盖开合及联锁
符合图样及标准
19
法兰面垂直于接管和筒体
符合图样及标准
□符合□不符合
□合格□不合格
20
法兰密封面质量
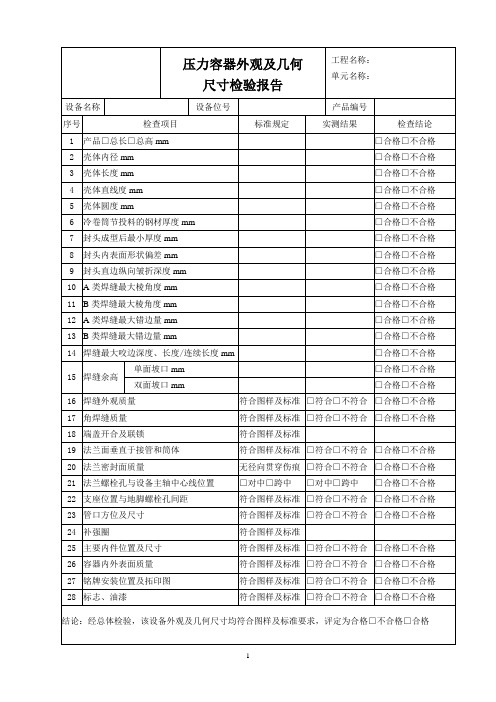
压力容器外观及几何
尺寸检验报告
工程名称:
单元名称:
设备名称
设备位号
产品编号
序号
检查项目
标准规定
实测结果
检查结论
1
产品□总长□总高mm
□合格□不合格
2
壳体内径mm
□合格□不合格
3
壳体长度mm
□合格□不合格
4
壳体直线度mm
□合格□不合格
5
壳体圆度mm
□合格□不合格
压力容器产品质量证明书doc
压力容器产品质量证明书
篇一:压力容器产品质量证明书(样本)
产品主要受压元件使用材料一览表
(含焊接材料)
审核人:填表人:年月日
产品焊接试板力学和弯曲性能检验报告
理化责任师:填报人:年月日
篇二:压力容器安装质量证明书范本
压力容器安装质量证明书
安装单位:容器名称:产品编号:日期:
年月日
压力容器安装合格证
工程名称:使用单位:设备名称:产品编号:制造单位:竣工日期:年月日
本压力容器经质量检验符合《压力容器安全技术检察视程》、设计图纸及相关标准要求。
质量检查员:年月日
质量检查专用(公章)年月日
压办容器安装技术特性
压力容器安
装质量检验报告
2、该质量证明书一式两份。
压力容器安装质量检查记录一览表
注:1、在相应检查项目的序号栏中划“√”
(1)压力容器安装技术资料审查记录
篇三:压力容器产品质量证明书
压力容器
产品质量证明书
产品名称:产品编号:
质量保证工程师(签章):单位法定代表人(签章):质量检验专用公章:
压力容器质量证明书目录
产品合格证
制造单位石家庄工大化工设备有限公司制造
许可证编号产品名称类别类外设计单位设计批准书编号图号订货单位产品编号制造编号制造完成日期年月日
本压力容器产品经质量检验符合设计图样和技术条件的要求。
质量总检验员签字年月日
质量检验专用(公章)年月日
产品技术特性
产品编号
年月日
压力容器外观及几何尺寸检验报告
产品编号。
压力容器外观及几何尺寸检验标准

按 GB150《压力容器》7.3.1 规定 A、B 类接头焊缝的余高 e1、e2 按下 表规定;
标准抗拉强度下限值 Rm≥540MPa 的钢材及 Cr-Mo 低合金钢材
其他钢材
单面坡口
双面坡口
单面坡口 双面坡口
e1
e2
e1
e2
e1
e2
e1
e2
13
焊缝余高
0~ 0~
10%δS 且≤3
1.5
0~ 10%δ1 且≤3
a)有热处理要求的螺柱,其试样与试验按 GB150.2-2011 的相关规定;
b)螺母毛胚热处理后应做硬度试验;
c)螺柱应按 JB/T4730 进行表面检测,Ⅰ级合格;
22
支座位置及地 脚螺栓孔间距
按 GB150《压力容器》10.2.4.7 规定直立容器的底座圈、底板上地脚 螺栓通孔应均布,中心圆直径允差、相邻两孔弦长允差和任意两孔弦长 允差均≯±3;
实用文档
15 角焊缝质量
16 焊缝布局要求
端盖开合及联 17 锁
法兰面垂直于 18 接管或筒体 19 法兰密封面质量
法兰螺栓孔与 20 设 备 主 轴 中 心
线位置
检查,不得有表面裂纹、未焊透、未熔合、表面气孔、弧坑、未填满、
夹渣和飞溅物;焊缝与母材应圆滑过度;角焊缝的外形应凹形圆滑过渡;
按 GB150《压力容器》7.3.2 规定 C、D 类接头的焊脚尺寸,在图纸无规
封头内表面形 8 状偏差 mm
封头直边纵向 9 皱折深度 mm
检查壳体的圆度; a) 壳体同一断面上最大内径
与最小内径之差应≯1%Di (对锻焊容器为 1‰), 且≯25; b)当被检断面与开孔中心的 距离小于开孔直径时,则该 断面上最大内径与最小内径 壳体同一断面上最大内径与最小内径之差
压力容器外观及几何尺寸允许偏差

压力容器外观及几何尺寸控制规定序号检查项目标准规定1产品□总长□总高mm卧式容器按总长,立式容器按总高。
2壳体内径mm 按GB/T151-2014《热交换器》8.2.1规定圆筒内直径允许偏差。
a)用板材卷制时,内直径允许偏差可通过外圆周长加以控制,其外圆周长允许上偏差为10;下偏差为0。
b)用钢管作圆筒时,其尺寸允许偏差应符合相应管子的标准要求。
3壳体长度mm 按GB150-2011《压力容器》10.2.4.5规定筒节长度应≤300。
组装时,相邻筒节A类接头焊缝中心线间外圆弧长以及封头A类接头焊缝中心线与相邻筒节A类接头焊缝中心线间外圆弧长应>钢材厚度δ的3倍,且≤100。
4壳体直线度mm 按GB150-2011《压力容器》6.5.4规定除图样另有规定外,壳体直线度允差应≯壳体长度的1‰。
当直立容器的壳体长度>30m时,其壳体直线度允差应≥(0.5L/1000)+15。
注:壳体直线度检查是通过中心线的水平和垂直面,即沿圆周0°、90°、180°、270°四个部位进行测量。
测量位置与筒体纵向接头焊缝中心线的距离≤100。
当壳体厚度不同时,计算直线度时应减去厚度差。
按NB/T47041-2014《塔式容器》表16中的第二条直线度允差。
a)任意3000长度筒体直线度偏差≤3;b)圆筒总长度L≤30000时,总偏差≤L‰;L>30000时,总偏差≤0.5 L‰+15按GB/T151-2014《热交换器》8.2.3规定圆筒直线度允许偏差为≤L‰,且:当L≤6000时,其值≥4.5;L>6000时,其值≥8。
5壳体圆度mm 按GB150-2011《压力容器》6.5.10规定承受内压的容器组装完成后,按要求检查壳体的圆度。
a)壳体同一断面上最大内径与最小内径之差应≯1%Di(对锻焊容器为1‰),且≯25;b)当被检断面与开孔中心的距离小于开孔直径时,则该断面上最大内径与最小内径之差应≯1%Di(对锻焊容器为1‰)与开孔直径的2%之和,且≯25。
压力容器外观及几何尺寸
符合 不符合
20 法兰密封面质量
无径向贯穿伤痕
符合 不符合
21 法兰螺栓孔与设备主轴中心线位置
对中 跨中
对中 跨中
22 支座位置及地脚螺栓孔间距
符合图样及标准
符合 不符合
2Hale Waihona Puke 管口方位及尺寸符合图样及标准
符合 不符合
24 补强圈
符合图样及标准
25 主要内件位置及尺寸
符合图样及标准
符合 不符合
26 容器内外表面质量
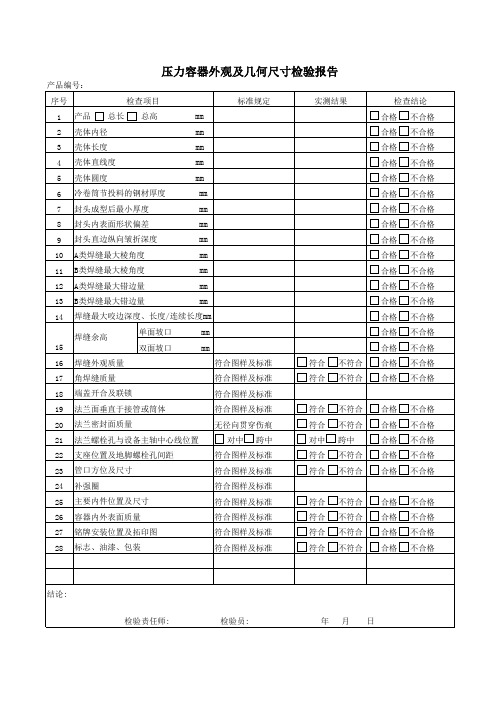
压力容器外观及几何尺寸检验报告
产品编号:
序号
检查项目
标准规定
实测结果
1 产品 总长 总高
mm
2 壳体内径
mm
3 壳体长度
mm
4 壳体直线度
mm
5 壳体圆度
mm
6 冷卷筒节投料的钢材厚度
mm
7 封头成型后最小厚度
mm
8 封头内表面形状偏差
mm
9 封头直边纵向皱折深度
mm
10 A类焊缝最大棱角度
mm
11 B类焊缝最大棱角度
合格 合格 合格 合格 合格
不合格 不合格 不合格 不合格 不合格
合格 合格 合格 合格
不合格 不合格 不合格 不合格
结论:
检验责任师:
检验员:
年月 日
mm
12 A类焊缝最大错边量
mm
13 B类焊缝最大错边量
mm
14 焊缝最大咬边深度、长度/连续长度mm
焊缝余高
单面坡口
mm
15
双面坡口
mm
16 焊缝外观质量
符合图样及标准
符合 不符合
17 角焊缝质量
压力容器外观及几何尺寸检验报告
压力容器外观及几何尺寸检验报告一、引言压力容器是指在使用中承受内外压力的器皿,常见于石化、食品、医药等工业领域。
为确保其工作安全可靠,必须进行外观及几何尺寸检验。
本报告将对压力容器的外观及几何尺寸进行检验。
二、检验目的1.确保压力容器的外观符合设计或制造标准要求;2.检查几何尺寸是否符合设计要求,保证容器结构稳定。
三、检验内容及方法1.外观检验外观检验主要包括容器表面是否存在严重的腐蚀、凹陷、裂纹等缺陷,以及涂层是否完整。
检验方法为目视检查和测量。
2.尺寸检验尺寸检验主要包括容器的内外直径、高度、壁厚等尺寸是否符合设计要求。
检验方法为使用测量工具进行测量。
四、检验过程及结果1.外观检验检验过程:(1)检查容器表面是否存在明显的腐蚀、凹陷、裂纹等缺陷;(2)检查容器涂层是否完整。
检验结果:经过外观检验,容器表面未发现明显的腐蚀、凹陷、裂纹等缺陷,涂层完整。
2.尺寸检验检验过程:(1)使用卡尺对容器的内外直径进行测量;(2)使用壁厚测厚仪对容器的壁厚进行测量。
检验结果:经过尺寸检验,容器的内外直径、高度、壁厚均符合设计要求。
五、结论与建议经过外观及几何尺寸检验,压力容器外观完好,几何尺寸符合设计要求。
因此,该压力容器可以正常使用。
六、验收报告本次外观及几何尺寸检验的结果将被记录在验收报告中,供相关部门参考。
如有需要,还可进行补充检验或提出改进建议。
七、检验记录检验人员:XXX检验日期:XXXX年XX月XX日检验机构:XXX检验中心检验报告编号:XXXXX八、参考标准1.GB/TXXXX-XXXX《压力容器外观检验标准》;2.GB/TXXXX-XXXX《压力容器尺寸检验标准》。
以上为压力容器外观及几何尺寸检验报告的内容,请根据实际情况进行调整。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
容器内外表血质量
符合图样及标准
□符合□不符合
□合格□不合格
27
铭牌安装位置Biblioteka 拓印图符合图样及标准□符合□不符合
□合格□不合格
28
标志、油漆、包装
符合图样及标准
□符合□不符合
□合格□不合格
结论:
检验责任师:检验员:年月 口
磁粉检测报告
产品编号:
工件
位 部 测 检
器材 及参 数
力 提
m
级
准 标 测 检
压力容器外观几何尺寸检验报告
产品编号
序号
检查项H
标准规定
实测结果
检查结论
1
产品口总长口 总高mm
□合格□不合格
2
売体内径mm
□合格□不合格
3
壳体长度mm
□合格□不合格
4
売体真线度価
□合格□不合格
5
壳体圆度mm
□合格□不合格
6
冷卷筒节投料的钢材厚度nun
□合格□不合格
7
封头成型丿订最小厚度血
□合格□不介格
单面坡口mm
□合格□不介格
双面坡口mm
□合格□不合格
16
焊缝外观质量
符合图样及标准
□符合□不符合
□合格□不合格
17
角焊缝质量
符合图样及标准
□符合□不符合
□合格□不合格
18
端盖开合及联锁
符合图样及标准
19
法兰面垂直于接管或筒体
符合图样及标准
□符合□不符合
□合格□不合格
20
法"密封瓯质最
无径向贯穿伤痕
□符合□不符合
8
封头内表面形状偏并mm
□合格□不合格
9
封头肓边纵向皱折深度価
□合格□不合格
10
A类焊缝最大棱角度伽1
□合格□不合格
11
B类焊缝最大错边量nim
□合格□不介格
12
A类焊缝最大错边暈mm
□合格□不合格
13
B类焊缝最大错边量mm
□合格□不合格
14
焊缝故大咬边深度、长度/连续长度mm
□合格□不合格
15
焊缝余高
□合格□不合格
21
法兰螺栓孔与设备主轴中心线位置
□对屮□跨屮
□符合□不符合
□合格□不合格
22
支专位置及地脚螺栓孔间距
符合图样及标准
□符合□不符合
□合格□不合格
23
管口方位尺寸
符合图样及标准
□符合□不符合
□合格□不合格
24
补强圈
符合图样及标准
25
主要内件位置及尺寸
符合图样及标准
□符合□不符合
□合格□不合格
检测部位缺陷情况
序号
缺陷 编号
缺陷 磁痕 尺寸
mm
赵mm
检测结论:
1.本产品符合标准的要求,评定为合格。
2.检测部位及缺陷位置详见检测部位示意图(另附)。
报告人(资格)
年刀 日
审核人(资格)
无损检测专用章
年 月 日