手机塑胶表面处理工艺大全
注塑件的表面处理及工艺
注塑件的表面处理及工艺手机目前已成为个人的标准配备,其重要性已超越手表等个人随身携带的物件,因而产品的新技术开发及应用非常快,为满足求新求变的需求,全球厂商均全力投入开发新技术的应用。
在此专题将介绍手机塑胶壳的一些表面处理。
手机塑胶壳的表面处理主要有:电镀,喷涂,表面印刷,IMD,IML 以及机壳的EMI 喷涂或蒸镀。
电镀水镀最常见的电镀方式,是一个电化学的过程,利用正负电极,加以电流在镀槽中进行,镀金,镀银,镀镍,镀铬,镀镉等,电镀液污染很大。
水镀还要分为电镀和化学镀两种,电镀一般作为装饰性表面,因为有高亮度,化学镀的表面比较灰暗,一般作为防腐蚀涂层。
水镀的工艺主要由前处理和电镀两部分组成。
前处理的功能是将原本不导电的塑胶材质变成导电的塑胶材质。
水镀的前处理工艺流程:塑胶壳→ 挂钓→ 整面脱脂(去除表面油污)→ 水洗→ 表面粗化→ 水洗→ 回收→ 水洗→中和除去及还原表面铬酸→ 水洗→ 敏化吸着PD-SV错化物→ 水洗→ 除锡使PD 活化→ 水洗→ 化学镍→ 水洗→ 完成真空蒸镀真空蒸镀法是在高真空下为金属加热,使其熔融、蒸发,冷却后在样品表面形成金属薄膜的方法,镀层厚度为将成形品表面的微小凹凸部分填平,以获得如镜面一样的表面,无任是为了得到反射镜作用而实施真空蒸镀,还是对密接性较低的夺钢进行真空蒸镀时,都必须进行底面涂布处理。
真空蒸镀工艺: 蒸镀用金属为Al、金等表面涂布/硬化处理: 由真空蒸镀所产生的金属薄膜相当的薄,为了利用外界的化学、物理等性能,以达到保护蒸镀膜的目的,有时需要实施表面涂布处理(或过量涂布)。
表面涂布就是使用人们所说透明的涂料,与底面涂布一样,采用与涂布相同的工艺进行涂布、固化。
溅镀溅镀原理: 主要利用辉光放电(glow discharge)将氩气(Ar)离子撞击靶材(target)表面, 靶材的原子被弹出而堆积在基板表面形成薄膜。
溅镀薄膜的性质、均匀度都比蒸镀薄膜来的好,但是镀膜速度却比蒸镀慢很多。
手机表面处理工艺介绍

上挂
清洗
喷砂
检验
后处理
工艺要点
1.玻璃珠砂成本低,砂面美观,但易变形;白钢玉砂成本高, 砂面成多反射角度,不易变形;
2.铝件多采用玻璃砂,白钢玉砂,钢砂等; 3.机械喷砂材料料后0.5mm以上; 4.喷砂工序主要控制砂号和压力; 5.机械喷砂对外观颜色影响小,单喷砂后存在变形;
目前项目JL620,JL628,D5183,D557x均采用玻璃砂;JL610, JL618采用锆砂;
拉丝
通过研磨材料在金属表面机械相对运动和化学腐蚀在金属表面 得到一层粗细分布均匀的宏观粗糙直纹表面;铝合金拉丝在阳极氧 化前完成;
根据拉丝设备不同有尼龙纹,砂带纹和化学拉丝
尼龙纹
成本 成本低
优点 对材料切削少,不易变形
缺点
拉丝面手感较弱,对 缺陷的覆盖能力较差
砂带纹
成本高
拉丝面手感好,对缺陷的覆盖能力较好,
金属产品表面处理工艺
概念
在金属产品表面形成不同的外观表象,使其具有优良的外观以 及性能指标;
分类
在塑胶产品表面形成不同的外观表象,使其具有优良的外观以 及性能指标;
阳极氧化 喷砂 拉丝 CD纹 高光切削 金属腐蚀 镭雕 PVD 螺丝表面处理 喷涂,电镀,电泳
阳极氧化
铝及铝合金外其他金 属及合金也可以阳极 氧化;手机上应用铝
根据工艺不同电镀 分为蒸镀(真空电镀) 和水电镀。
外观表象分类 高光电镀 亚光电镀 珍珠铬 蚀纹电镀 局部电镀 彩色电镀
结构设计相关注意事项
1.基材最好采用电镀级ABS材料,ABS电镀后覆膜的附着力较好,同时价格也比 较低廉;
2.塑件表面质量一定要非常好,电镀无法掩盖注射的一些缺陷,而且通常会使 得这些缺陷更明显;
塑料产品表面处理方法

塑料产品表面处理方法
塑料产品表面处理方法有以下几种:
1. 喷涂:在塑料表面喷涂一层涂料,可以改变塑料产品的颜色、光泽度等表面特性。
2. 喷砂:利用高压气流将细砂颗粒喷射到塑料表面,使其表面粗糙,增加摩擦力和附着力。
3. 热转印:将热转印膜贴在塑料表面,并施加一定的温度和压力,使热转印膜上的图案或文字转移到塑料产品上。
4. 喷涂电镀:在塑料产品表面喷涂一层导电涂层,然后进行电镀,使其表面呈现金属质感。
5. 喷气雾化:利用喷气将化学药液雾化,形成细小颗粒,然后喷洒在塑料表面,实现防腐、防静电等效果。
6. 声波清洗:利用高频、高压的声波将溶剂内的微小气泡振动和爆裂,达到快速清洗塑料表面的目的。
7. 涂层处理:在塑料表面涂覆一层特殊的涂层,如防刮花、耐磨、防紫外线、抗污染等。
8. 抛光:利用机械或化学方法对塑料表面进行抛光处理,使其表面光滑、细腻,增强光泽度。
9. 染色:通过将颜料或染料溶解在溶剂中,浸泡或涂抹在塑料表面,使塑料产品呈现所需的颜色。
需要根据具体的塑料产品以及所需的表面效果选择适合的处理方法。
塑料表面处理工艺

块镜片来控制激光的光线,在承印物上打印
出所要图案或文字的方法。
采用高速打印。
产。也可在每一个产品上分别打印文字或符 号。
1,善长打印细小文字。
口 4,与屏蔽式相比较,可打印的面积较大
口 3,以划线或细小文字为主进展打印时,可
扫描式的优点
2,绘图数据由电脑控制,适用于少批量生
扫描式的缺点遇到粗体字或涂布图形时,打印所需的时间
口 PU 烤漆操作流程
PU 漆配比:主剂:P790硬化剂: H-300-50UN稀释剂:C27917稀释比率:主剂:硬化剂:稀释剂=4 :1:2~4 〔重量比〕膜厚: 15~20 um枯燥条件:静放5分钟后,70℃×30分钟以上烘干(到达完全硬化,还需在20 ℃ 环境下放置7天左右)注:有些厂商采取强制枯燥的方法,只要3 ~ 6 小时即可完成完 全硬化,缩短了时间
本钱低、见效快。
适应不规那么承印物外表的印刷。
、附着力强、着墨性好。
墨层厚实、立体感强。
耐旋旋旋旋光性强、成色性好。
印刷对象材料广泛。
印刷幅面大。
丝网印刷的特点
曲面印刷(移印)
简介作为在塑料成型品的外表进展文字或图案的印刷方法,曲面印刷法常常被采用。曲面印 刷是指用一块柔性橡胶,将需要印刷的文字、 图案,印刷至含有曲面或略为凹凸面的塑料 成型品的外表。
丝网印刷原理
其印刷的根本原理是:丝网印版的局部网孔能够透过油墨,漏 印至承印物上;印版上其余局部的网孔堵死,不能透过油墨,在承印物上形成空白。传统的制版方法是手工的,现代普遍使 用的是光化学制版法。这种制版方法,以丝网为支撑体,将丝 网绷紧在网框上,然后在网上涂布感光胶,形成感光版膜,再 将阳图底版密合在版膜上晒版,经曝光、显影,印版上不需过 墨的局部受光形成固化版膜,将网孔封住,印刷时不透墨;印 版上要过墨的局部的网孔不封闭,印刷时油墨透过,在承印物 上形成墨迹,印刷时在丝网印版的一端倒入油墨,油墨在无外 力的作用下不会自行通过网孔漏在承印物上,当用刮墨板以一 定的倾斜角度及压力刮动油墨时,油墨通过网版转移到网版下的承印物上,从而实现图像复制。
塑胶面处理工艺大全
塑胶面处理工艺大全塑胶面处理工艺大全其实是一个非常庞大的主题,包含了多种不同的工艺方法和技术。
下面列举了一些常见的塑胶面处理工艺,供参考。
1. 喷涂:喷涂是一种常见且普遍使用的塑胶面处理方法。
它可以保护塑胶表面,改变颜色和提供额外的装饰效果。
常用的喷涂材料包括漆,涂料和油漆。
喷涂过程可以手工完成,也可以使用自动喷涂机来加快速度。
2. 印刷:印刷是将图案、标志或文字印在塑胶制品表面的方法。
它可以通过传统的屏印或数码印刷技术来实现。
印刷能够为塑胶制品增加个性化和定制化的设计效果。
3. 硅胶镀膜:硅胶镀膜是一种常见的塑胶面处理技术,用于增加塑胶表面的光泽和保护层。
硅胶涂层可以提高塑胶制品的耐磨性和抗刮割性,并增加其表面的防水性能。
4. 涂层:涂层是在塑胶表面形成一层薄膜的工艺方法。
涂层可以改变塑胶的外观和质感,并提供额外的保护层。
常用的涂层材料包括聚氨酯、丙烯酸和聚酯。
5. 电镀:电镀是将金属涂层镀在塑胶表面的方法,常用的金属包括铬、镍和铜。
电镀能够提供高光泽和装饰效果,并增加塑胶制品的耐用性和耐腐蚀性。
6. 喷砂:喷砂是通过高压喷射激光将细小的砂粒喷射到塑胶表面,以形成一种糙砂的效果。
喷砂可以改变塑胶表面的外观和质感,并提供增加防滑、耐磨的功能。
7. 染色:染色是将颜料或染料溶解在溶剂中,然后将其涂在塑胶表面的方法。
染色可以改变塑胶制品的颜色,并提供抗UV、抗老化的保护。
总结而言,塑胶面处理工艺有很多种,每种都有其独特的效果和用途。
选择合适的处理方法取决于所需的效果和应用环境。
以上列举的仅是一些常见的工艺方法,实际上还有很多其他的塑胶面处理方法,需要根据具体需求进行选择。
继续介绍塑胶面处理工艺的相关内容,我们可以深入对每种工艺方法进行详细的描述和分析。
8. 真空镀膜:真空镀膜是一种将金属蒸发或溅射到塑胶表面的工艺方法。
通过在真空环境中蒸发或溅射金属,形成一层金属镀膜。
真空镀膜不仅可以提供高光泽和装饰效果,还可以增强塑胶制品的耐磨性和耐腐蚀性。
塑胶手机外壳注塑加工的操作步骤流程介绍

塑胶手机外壳注塑加工的操作步骤流程介绍现在大多数手机外壳采用的是abs材产,它的流通性介入ps与pc中间,其流通性与打针溫度和工作压力常有关系,所以手机壳ABS塑料注塑加工工艺都会选用注射压力以减少溶体黏度,提升手机壳注塑加工充模特性。
下面兄辉小编介绍一下具体的操作步骤:1.塑料的解决ABS的含水率大概为0.2%-0.8%,针对通常级別的ABS,生产加工前要烘干箱以80-85℃烘2-4钟头或用干躁料仓以90℃烘1-2钟头。
针对含PC双组分的耐高温级ABS,风干溫度适度调大至100℃,实际风干時间能用对空挤出确定,再生颗粒的应用占比不可以超出30%,电镀工艺级ABS不可以应用再生颗粒。
2.注塑机采用可采用的规范塑料机(挤出机螺杆长径比20:1,压缩比超过2,注射压力超过1500bar)。
假如选用色母粒或工艺品外型规定料高,可采用小一級直徑的挤出机螺杆。
锁模力依照4700-6200t/m2来明确,实际需依据塑料等級和工艺品规定而定。
3.模具及浇口设计方案磨具溫度应设为60-65℃。
过流道直徑6-8mm。
进胶口宽约3mm,薄厚与工艺品相同,进胶口长短要低于1mm。
排出气孔宽4-6mm,厚0.025-0.05mm。
4.熔胶溫度的等级能用对空注射法精确判断。
等級不一样,熔胶溫度亦不一样,提议设置给出:抗冲级:220℃-260℃,以250℃为宜电镀工艺级:250℃-275℃,以270℃为宜耐高温级:240℃-280℃,以265℃-270℃为宜阻燃性级:200℃-240℃,以220℃-230℃为宜透明级:230℃-260℃,以245℃为宜玻璃纤维提高级:230℃-270℃针对表层规定高的工艺品,选用较高的熔胶溫度和模温。
5.注射速率防火安全级得用慢速,耐高温级用迅速。
如工艺品表层规定较高,则得用髙速及多用注塑加工的弹速操纵。
6.背压通常状况下背压越低越高,常见的背压是5bar,染色剂料要用较高的背压令其混合色匀称。
注塑件的表面处理及工艺
注塑件的表面处理及工艺手机目前已成为个人的标准配备,其重要性已超越手表等个人随身携带的物件,因而产品的新技术开发及应用非常快,为满足求新求变的需求,全球厂商均全力投入开发新技术的应用。
在此专题将介绍手机塑胶壳的一些表面处理。
手机塑胶壳的表面处理主要有:电镀,喷涂,表面印刷,IMD,IML 以及机壳的EMI 喷涂或蒸镀。
电镀1.1 水镀最常见的电镀方式,是一个电化学的过程,利用正负电极,加以电流在镀槽中进行,镀金,镀银,镀镍,镀铬,镀镉等,电镀液污染很大。
水镀还要分为电镀和化学镀两种,电镀一般作为装饰性表面,因为有高亮度,化学镀的表面比较灰暗,一般作为防腐蚀涂层。
水镀的工艺主要由前处理和电镀两部分组成。
前处理的功能是将原本不导电的塑胶材质变成导电的塑胶材质。
水镀的前处理工艺流程:塑胶壳→ 挂钓→ 整面脱脂(去除表面油污)→ 水洗→ 表面粗化→ 水洗→ 回收→ 水洗→中和除去及还原表面铬酸→ 水洗→ 敏化吸着PD-SV错化物→ 水洗→ 除锡使PD 活化→ 水洗→ 化学镍→ 水洗→ 完成1.2 真空蒸镀真空蒸镀法是在高真空下为金属加热,使其熔融、蒸发,冷却后在样品表面形成金属薄膜的方法,镀层厚度为0.8-1.2uM.将成形品表面的微小凹凸部分填平,以获得如镜面一样的表面,无任是为了得到反射镜作用而实施真空蒸镀,还是对密接性较低的夺钢进行真空蒸镀时,都必须进行底面涂布处理。
真空蒸镀工艺: 蒸镀用金属为Al、金等表面涂布/硬化处理: 由真空蒸镀所产生的金属薄膜相当的薄,为了利用外界的化学、物理等性能,以达到保护蒸镀膜的目的,有时需要实施表面涂布处理(或过量涂布)。
表面涂布就是使用人们所说透明的涂料,与底面涂布一样,采用与涂布相同的工艺进行涂布、固化。
1.3 溅镀溅镀原理: 主要利用辉光放电(glow discharge)将氩气(Ar)离子撞击靶材(target)表面,靶材的原子被弹出而堆积在基板表面形成薄膜。
手机整机常用工艺
手机结构工艺第一部分:机壳类:塑胶壳、塑胶装饰件、塑胶电池盖一、材料:1、常用GE的PC?ABS-1200HF和电镀级ABS塑胶料。
PC?ABS这种材料的特性是韧性、密封性好,高机械强度,耐化学腐蚀,有质感,流动性高,易于注塑成型;电镀级ABS强度比PC?ABS低,主要用于电镀装饰件。
目前已经有一种GE的PC?ABS (型号1300HF)既可以喷涂,又可以电镀。
2、其他可使用的材料还有:PC、玻纤加强的PC?ABS、LG和三星的PC?ABS。
二、表面处理工艺:喷涂?UV、电镀、丝印、蚀纹、贴皮革1、喷涂工艺:(1)、材料包括油漆、UV(加硬表面,起保护作用)、稀释剂。
工厂(或油漆厂)根据客户的需求进行调漆,形成各种配色方案。
喷涂方式有手喷和机喷(自动喷涂线)两种,手喷主要是用于给客户打样,确认配色方案,要注意的是,手喷的颜色效果会与机喷存在色差。
机喷则是在量产时使用。
自动喷涂线一般在80-400米长之间(两喷两涂、三喷三涂),产能在5000-200000件/圈。
(2)、颜色控制:A、油漆稀释比例、喷漆厚度、UV的光亚度(即通常说的几分消)对颜色效果的影响比较大;B、素材的影响---原则上浅色油漆用浅色素材,深色油漆用深色素材;C、某些特殊颜色必须先喷两次不同的底漆,再过UV,才能体现出好的颜色效果,如红色,一般先喷银漆,再喷红漆。
D、浅色油漆喷涂的问题---浅色油漆的遮光率很低,直接喷在机壳上的话,素材的本色会透出来从而影响颜色效果(尤其是黑色素材),同时容易让主板上的灯光透映出内部结构的阴影;所以浅色油漆一般都要喷两次底漆。
(3)喷涂的不良问题:流平---喷涂面积越大,流平越差;沉点---灰尘(不同颜色油漆对缺陷的放大作用不同,如高光黑特别明显);积油---与结构有关。
2、电镀工艺:(主要针对装饰件的水镀)(1)电镀颜色一般有亮银色、枪色。
对手机外壳而言,枪色易磨损刮花,且其加工的污染很大。
另外,大结构件的电镀对手机信号的干扰非常大,需要采取适当的措施加以避免。
数码产品设计中的表面处理工艺
数码产品成品表面处理总结1.塑胶产品表面处理1.1 印刷若需在工程塑料的表面上印字或图案时,有以下几种方法。
丝网印刷、曲面印刷、渗透印刷、蚀刻印刷,电化铝烫印激光印字(镭雕)。
A. 丝网印刷1.简介丝网印刷是一种古老,而又应用很广的印刷方法。
根据印刷对象材料的不同可以分为:织物印刷,塑料印刷,金属印刷,陶瓷印刷,玻璃印刷,彩票丝印,广告板丝印,不锈钢制品丝印,丝印版画以及漆器丝印等。
2. 塑料丝网印刷塑料件的丝印,是塑料制品的二次机工(或称再加工)中的一种。
塑料制品的种类繁多,但就印刷的方法而言,片材及平面体用平面丝印法;可展开成平面的弧面体用曲面丝印法;异形制品则用间接丝印法。
塑料制品固树脂、添加剂及成型方法的不同,其表面性能的差别很大,尤其是表面的平滑性、极性及静电等问题。
塑料丝网印刷的应用范围:1.ABS塑料的丝网印刷。
ABS树脂塑料,是一种工程塑料。
近年来广泛应用于电视机、计算器等产品以及国民经济许多领域。
2.电子产品塑料部件的外观面的丝网印刷。
电子产品特别是数码相机、MP4、电视机等,对于外观的要求很高的。
塑料丝印开发以后,为电子产品的装饰带来了方便。
3.塑料标牌的丝网印刷。
近年来,塑料标牌及塑料成型后进行丝印图形文字的装饰部件发展很快。
4.软质、硬质塑料件的丝网印刷。
5.仪器面板的丝网印刷。
6.彩色涤纶标牌的丝网印刷。
3.丝网印刷原理其印刷的基本原理是:丝网印版的部分网孔能够透过油墨,漏印至承印物上;印版上其余部分的网孔堵死,不能透过油墨,在承印物上形成空白。
传统的制版方法是手工的,现代普遍使用的是光化学制版法。
这种制版方法,以丝网为支撑体,将丝网绷紧在网框上,然后在网上涂布感光胶,形成感光版膜,再将阳图底版密合在版膜上晒版,经曝光、显影,印版上不需过墨的部分受光形成固化版膜,将网孔封住,印刷时不透墨;印版上要过墨的部分的网孔不封闭,印刷时油墨透过,在承印物上形成墨迹,印刷时在丝网印版的一端倒入油墨,油墨在无外力的作用下不会自行通过网孔漏在承印物上,当用刮墨板以一定的倾斜角度及压力刮动油墨时,油墨通过网版转移到网版下的承印物上,从而实现图像复制。
第56问:塑胶产品九种表面处理方法
第56问塑胶产品九种表面处理方法有哪些?常见的塑胶产品表面处理方法有以下9种:表面喷涂(普通着色、PU级光油、UV级光油)、电镀(水电镀、真空离子镀)、印刷(丝网印刷、水印刷、曲面印刷、热转印、移印)、表面拉丝工艺、镭雕(雕刻、标记、切割、内雕、打码、打孔)、覆膜(包括:烫金、IMD、OMD)、喷砂喷粉、抛光、涂层、咬花等。
一、表面喷涂(塑料件):1、喷涂特点:空气喷涂是目前油漆涂装施工中采用得比较广泛的一种涂饰工艺。
空气喷涂是利用压缩空气的气流,流过喷枪喷嘴孔形成负压,负压使漆料从吸管吸入,经喷嘴喷出,形成漆雾,漆雾喷身到被涂饰零部件表面上形成均匀的漆膜。
空气喷涂可以产生均匀的漆,涂层细腻光滑;对于零部件的较隐蔽部件(如缝隙、凹凸),也可均匀地喷涂。
此种方法的涂料利用率较低大约在50%~60%左右。
塑料制件喷涂后,产品可获得如下效果:1)可遮盖成型后制件的表面缺陷;2)因塑料本身着色比较困难,可利用喷涂获得多种色彩;3)使塑料的静电性能得到改善,减少灰尘吸附;4)增强了塑料的硬度和耐擦伤性;5)提高了塑料的耐候性;6)使塑件表面的光泽任意调整;7)砂纹漆、绒毛漆等一些特殊漆,可获得较好的外观及手感。
另外,塑料成型后表面状态对外观质量有很大的影响。
要求成型后的表面平整光滑,均匀一致,不应有划伤、飞边、毛刺、凹坑、斑点、气泡和明显的熔接线。
2、塑料喷涂工艺流程:退火→除油→消除静电→除尘→喷涂→烘干。
1)退火:塑料成型时易形成内应力,涂装后应力集中处易开裂。
可采用退火处理或整面处理,消除应力。
退火处理是把ABS塑料成型件加热到热变形温度以下,即60℃,保温2h。
由于采用此种工艺需要大量的设备投资,因此,可采用整面处理的技术,即配置能够消除塑件内应力的溶液在室温下对塑件表面进行15~20min的处理即可。
2) 除油:塑料件表面常沾有油污、手汗和脱模剂,它会使涂料附着力变差,涂层产生龟裂、起泡和脱落。
塑胶表面处理及工艺汇总
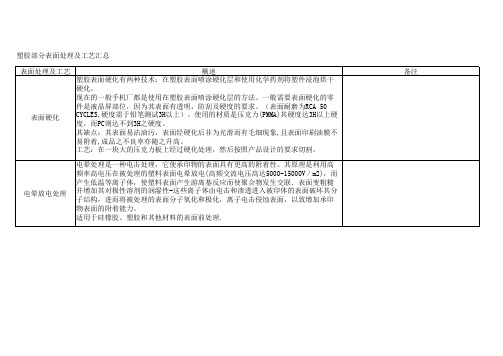
塑胶部分表面处理及工艺汇总真空镀膜在真空条件下,采用物理方法,将材料源-固体表面气化成气体原子、分子或部分电离成离子,并通过低压气体(或等离子体)过程,在基体表面沉积具有特殊功能薄膜的技术。
蒸发镀:加热靶材使表面组分以原子团或离子形式被蒸发出来,并且沉降在基片表面,形成薄膜。
溅射:利用电子或高能激光轰击靶材,并使表面组分以原子团或离子形式被溅射出来,并沉积在基片表面,最终形成薄膜。
蒸发镀与溅射:1、与蒸发镀膜不同,溅射镀膜不受膜材熔点的限制,可溅射W、Ta、C、Mo、WC、TiC等难熔物质。
2、溅射化合物膜可用反应溅射法,即将反应气体O、N、硫化氢、甲烷等加入Ar气中,反应气体及其离子与靶原子或溅射原子发生反应生成化合物(如氧化物、氮化物等)而沉积在基片上。
如表面需有金属光泽时,有以下几种方法:电镀(真空电镀、水电镀)、喷镀、金属喷涂、电化铝烫印。
水镀水镀的目的是在基材上镀上金属镀层,改变基材表面性质或尺寸。
其镀层能增强基材的抗腐蚀性(镀层金属多采用耐腐蚀的金属)、增加硬度、防止磨耗、提高导电性、润滑性、耐热性、和表面美观等。
电镀是指在含有欲镀金属的盐类溶液中,以被镀基体金属为阴极,通过电解作用,使镀液中欲镀金属的阳离子在基体金属表面沉积出来,形成镀层的一种表面加工方法。
化学镀是一种在无电流通过的情况下,金属离子在同一溶液中还原剂的作用下通过可控制的氧化还原反应在具有催化表面(催化剂一般为钯、银等贵金属离子)的镀件上还原成金属,从而在镀件表面上获得金属沉积层的过程,也称自催化镀或无电镀。
挂镀工艺:脱脂(弱碱)→水洗→电解脱脂→水洗→酸盐洗→水洗→预镀(碱铜)→水洗→酸性镀铜→水洗→半光镍(哑光镍)→水洗→光镍→水洗→镀铬→水洗→超声波水洗→烘干此工艺适用于结构复杂,材质较软有料带连接的产品,对于没有料带的产品要选择合适的挂点。
滚镀工艺:强酸洗→水洗→脱脂→水洗→酸洗→水洗→镀碱铜→水洗→镀镍→水洗此工艺适用于结构简单,材质较硬的产品。
手机表面处理工艺(绝密)

1. 表面处理工艺1.1 适用于塑胶零件工艺1.1.1 原色(表面没有做任何工艺)优点:省喷涂费用(前后壳、电池盖需3-5块钱)1.1.1.1 光面模具省光,模具电镀 缺点:产品表面不耐磨1.1.1.2 幼纹面模具上晒纹(蚀纹),晒纹的样式是根据纹板1.1.1.3 粗纹面1.1.2 丝印即丝网印刷,移印(厚度0.01)(承印物为不规则的异形表面)1.1.2.1 丝印先做菲林1.1.2.1.1 一次只能印刷一种颜色1.1.2.1.2 两个颜色的图案及字符可选用丝印(印2次)多个图案的采用转印(例如丝印6次,如果第六次出现不良品,前面5次就白印了) 1.1.2.1.3 丝印后会过光油及UV,否则容易脱落金属丝印或者移印需在100-150°高温下干固45分钟1.1.2.1.4 可丝印圆柱形状1.1.2.2 移印由于其在小面积、凹凸面的产品上面进行印刷具有非常明显的优势,弥补了丝网版印刷工艺的不足1.1.2.2.1 移印定义适用于在曲面和平面上印刷,但油墨成本较丝印而言较高 1.1.3 普通喷涂(产品表面越光附着力越差)1.1.3.1 普通喷涂(厚度0.02)1.1.3.2 高光漆1.1.3.3 哑光漆1.1.3.4 流程1.1.3.4.1 除尘(除脂)1.1.3.4.2 底漆1.1.3.4.3 烘干1.1.3.4.4 面漆1.1.3.4.5 烘烤1.1.4 UV漆(高光UV,亚光UV。
底漆+UV厚度≈0.02)为了增加涂层表面的耐磨性,通常产品外表面喷涂底漆后再喷涂一层紫外固化的UV涂料1.1.4.1 UV工艺在手机中的应用UV工艺在手机中应用得最多的是-UV上光油,而且主要目的是保护上一道工序中漆层或镀层;增强外观效果;以及部件真空镀后产品表面的固化等作用。
1.1.4.2 UV漆特点1.1.4.2.1 硬度高。
最高硬度可达5~6H手机壳一般做1~2H左右,太高了胶塑性减弱 1.1.4.2.2 耐磨、耐酸碱、耐盐雾、耐汽油1.1.4.2.3 表面光亮1.1.4.2.4 固化速度快,生产效率高普通喷涂需要烘烤1.1.4.2.5 胶件不易变形1.1.4.2.6 环保1.1.4.3 UV漆缺点1.1.4.3.1 生产设备贵1.1.4.3.2 生产环境要求高10000级以上防尘车间1.1.4.4 普通底漆+UV漆喷涂流程工件表面的清洁→普通底漆喷涂烘干→UV光油的开稀过滤→喷涂施工→55°C~65°C流平3~7分钟→UV灯固化→检验,成品1.1.4.5 UV工艺常见问题及解决1.1.4.5.1 麻点现象 a.油墨发生了晶化现象 b.表面张力值大,对墨层润湿作用不好1.1.4.5.2 条痕和起皱现象 a.UV油太稠,涂布量过大,主要出现在辊涂中1.1.4.5.3 气泡现象 a.所用UV油质量不高,UV油本身含有气泡,多发生在用丝网上光中1.1.4.5.4 桔皮现象 a.UV油粘度高,流平性差。
塑胶之表面处理技术

曲面印刷,水转印,热转印
曲面印刷最早应用于汽车之饰板,如核桃 木纹之中央控制面板,门把饰板,其利用印 刷将木纹或其他纹饰印刷于一PVC薄膜,利 用PVC之高可塑性将其表面印刷纹路转印 于塑料材质上,于转印素材喷涂适当媒介 以利油膜附着,经高温烘烤完成成品,但其 因工件大容易于表面产生皱折,印刷良品 不高,而开发利用水压之平均压力,治具简 易而以水转印取代之,目前之水转印技术 为日本传入,但及表面易因薄膜拉伸而使 纹路变粗,第二代之水转技术为克服此缺 点由台湾厂商(正清国际)发展出可得细致 纹路,更新颖但其表面抗耐磨,及抗化学性 均无法达到,世界级大厂为能使其机壳能 有更换性而发展出热转印技术,有名之例 子为瑞典易利信(ERICSSON)所推出之
UV Light
UV Curing
• After curing the hard coat surface is scratch resistant • XtraForm and Aquatex need UV cure • AutoForm and HiForm do not
Process
Injected, mold opened
UV Painting
另一方面另类喷涂技术正于研发中, 虽未被手机三大厂承认中但其产品以 于市场中可以看见,为UV COATTING相 较前段介绍之PUCOATTING最大不同为 其面漆为UV紫外线照射才能达硬化但 其硬化速度只需30分钟较PU硬化反应 需七天,来得有效率但其目前尚有其 困难其表面无法达到PU类似金属之感 觉,相信在厂商之不断创新开发不久 将来即可见到.
PU Painting
喷漆喷涂因受制于塑料材质,而因应材质有不同底漆使其与素材紧 密结合,之后再喷涂面漆,面漆为透明漆料两液型(化学反应型),主 要为防止漆面受化学药剂,磨擦,刮伤作用.为能争取全球手机喷涂 之用漆,全球漆厂掀起一场革命,使其开发之新漆种能附合喷涂规 格且其价格具有优势之竞争力.但因其技术之困难度并非想象之轻 易,目前紧有两大厂其漆品附合此规格,一为日本Cashew ASCOAT及 法國AKZONOBELEgyptian可以通过测试,但其底漆(base coating) 技术略有不同法國AKZONOBELEgyptian因欧洲对于环保规格较严而 为一液型非反应型可于微生物反应槽被分解,而日本系列之底漆为 两液型但具有快干之特性喷涂容易而较受喷涂厂之使用.即便如此 其它漆厂亦寻求其他管道,市场上90%以上之换壳面板均为其它漆 厂涂料所瓜分因其不能达到也无法达到规格而转战战场,但其获利 并未必比两大品牌漆厂低.
手机常用工艺简介

手机常用工艺简介(塑胶篇)电镀1.1 水镀最常见的电镀方式,是一个电化学的过程,利用正负电极,加以电流在镀槽中进行,镀金,镀银,镀镍,镀铬,镀镉等,电镀液污染很大。
水镀还要分为电镀和化学镀两种,电镀一般作为装饰性表面,因为有高亮度,化学镀的表面比较灰暗,一般作为防腐蚀涂层。
水镀的工艺主要由前处理和电镀两部分组成。
前处理的功能是将原本不导电的塑胶材质变成导电的塑胶材质。
水镀的前处理工艺流程:塑胶壳→ 挂钓→ 整面脱脂(去除表面油污)→ 水洗→ 表面粗化→ 水洗→ 回收→ 水洗→中和除去及还原表面铬酸→ 水洗→ 敏化吸着PD-SV错化物→ 水洗→ 除锡使PD 活化→ 水洗→ 化学镍→ 水洗→ 完成1.2 真空蒸镀真空蒸镀法是在高真空下为金属加热,使其熔融、蒸发,冷却后在样品表面形成金属薄膜的方法,镀层厚度为0.8-1.2uM.将成形品表面的微小凹凸部分填平,以获得如镜面一样的表面,无任是为了得到反射镜作用而实施真空蒸镀,还是对密接性较低的夺钢进行真空蒸镀时,都必须进行底面涂布处理。
真空蒸镀工艺: 蒸镀用金属为Al、金等表面涂布/硬化处理: 由真空蒸镀所产生的金属薄膜相当的薄,为了利用外界的化学、物理等性能,以达到保护蒸镀膜的目的,有时需要实施表面涂布处理(或过量涂布)。
表面涂布就是使用人们所说透明的涂料,与底面涂布一样,采用与涂布相同的工艺进行涂布、固化。
1.3 溅镀溅镀原理: 主要利用辉光放电(glow discharge)将氩气(Ar)离子撞击靶材(target)表面, 靶材的原子被弹出而堆积在基板表面形成薄膜。
溅镀薄膜的性质、均匀度都比蒸镀薄膜来的好,但是镀膜速度却比蒸镀慢很多。
新型的溅镀设备几乎都使用强力磁铁将电子成螺旋状运动以加速靶材周围的氩气离子化,造成靶与氩气离子间的撞击机率增加, 提高溅镀速率。
一般金属镀膜大都采用直流溅镀,而不导电的陶磁材料则使用RF 交流溅镀,基本的原理是在真空中利用辉光放电(glow discharge)将氩气(Ar)离子撞击靶材(target)表面,电浆中的阳离子会加速冲向作为被溅镀材的负电极表面,这个冲击将使靶材的物质飞出而沉积在基板上形成薄膜。
讲透智能手机表面处理工艺!

讲透智能手机表面处理工艺!导语:智能手机从外观、质感和功能方面都是十分考究的,而这些功能的实现都离不开表面处理工艺。
一般作为高端通讯产品来说,要想提现产品的价值感,应选用视觉上精细的处理工艺,和体现数码感的处理工艺,为此本篇文章将为读者详细介绍。
表面处理是在基体材料表面上人工形成一层与基体的机械、物理和化学性能不同的表层的工艺方法。
其目的是满足产品的耐蚀性、耐磨性、装饰或其他特种功能要求。
对于金属铸件,比较常用的表面处理方法是,机械打磨、化学处理、表面热处理、喷涂表面,表面处理就是对工件表面进行清洁、清扫、去毛刺、去油污、去氧化皮等。
当前表面处理分类① 模具内表面处理:方法有光面处理、饰纹面/咬花、喷砂处理。
特点为高亮度、光泽感强;缺点是有拉花现象且不易脱模,配合件花纹及光泽度不同,所咬花纹规格与预期差异较大,咬花不均匀,能够体现产品的价值感。
② 塑胶件表面处理:方法有喷涂+UV、电镀、烫金、丝印、贴纸、IMD。
具有高亮度、高硬度、色泽丰富色泽均匀金属感强,但镀层较薄,耐磨差,能够体现产品的价值感等特点。
IMD具有效率高,工艺简单等特点。
③ 金属表面处理:方法有喷涂、氧化着色、电镀、拉丝等。
特点有高亮度、高硬度、色泽丰富,能够体现产品的价值感,提现产品的数码感,能够体现产品的价值感。
常用的基体材料进行表面处理种类如下:① 碳钢、合金钢进行电镀、化学氧化、磷化、化学镀、热浸镀、喷漆等表面处理;② 不锈钢电镀;③ 铜及其合金的电镀、钝化、化学氧化、喷漆、喷粉表面处理;④ 铝及其合金的阳极氧化着色,化学氧化、电镀、化学镀、喷漆、喷粉表面处理;⑤ 锌及其合金电镀、化学镀、钝化、喷漆、喷粉表面处理;⑥ 塑料产品的喷漆及部分电镀处理。
手机部件常用表面处理工艺①手机外壳喷涂+UV、喷砂、拉丝② 手机按键喷涂、电镀③手机镜片 IMD、贴纸、镭射、烫金④手机装饰件拉丝处理、喷砂、电镀下面从几个维度详细介绍智能手机表面处理工艺:阳极氧化阳极氧化:主要是铝的阳极氧化,是利用电化学原理,在铝和铝合金的表面生成一层Al2O3(氧化铝)膜。
手机塑胶表面处理工艺大全
塗料乾燥的種類
•揮發乾燥(利用稀釋劑蒸發乾燥) •融合乾燥(分子與分子因揮發而相聚合) •氧化乾燥(不飽和脂肪酸與空氣中氧結合) •利用架橋反應而乾燥(利用架橋劑即所謂硬化劑 形成架橋而硬化) •紫外線硬化(不飽和聚脂類加入增感劑後由紫外 線波長300~400nm照射後分子聚合而硬化)
作業條件之比較(一)
稀釋劑及用途
顧名思義就是要稀釋塗料,使塗料稀 釋到可以作業的濃度並可以降低塗料 的成本。
稀釋劑及用途
稀釋劑主要用於稀釋塗料中樹脂,但由於樹脂 的種類不同,所以稀釋劑種類不同;主要成分 有機溶劑中的酮類、酯類、醚酯類。利用有機 溶劑各成分沸點的不同,乾燥速度也不同,可 以製作成適合各種噴塗設備、作業方法及塗膜 不同的表現。
電鍍的基本構成元素
• 外部電路 • 陰極、或鍍件(work)、掛具(rack)。 • 電鍍液(bath solution)。 • 陽極(anode)。 • 鍍槽( plating tank ) • 加熱或是冷卻器(heating or colling coil )
80℃×30分 PU系列塗料
乾燥時間的增長會使塗膜於(化學反應)進行高
分子聚合反應中增加一些不確定變數,容易
造成塗膜的聚合失敗或塗膜不良的表現。
現有機種在噴漆上所遇到的問題點
(1)噴漆層過厚 (2)噴漆粒子過粗 (3)噴漆均勻度差 (4)耐磨性差 (5)噴漆有死角 (6)噴漆底材的運用問題 (7)噴漆影響材質的強度 (8)噴漆表面的髒點
•膜厚
•通過測試規格所需之膜厚
CASHEW
10~15μm
AKZO NOBEL 20~25μm
大世紀
20~25μm
膜厚的增加會增加塗料使用量,成本的增加
注塑件的表面处理及工艺【最新精选】
注塑件的表面处理及工艺手机目前已成为个人的标准配备,其重要性已超越手表等个人随身携带的物件,因而产品的新技术开发及应用非常快,为满足求新求变的需求,全球厂商均全力投入开发新技术的应用。
在此专题将介绍手机塑胶壳的一些表面处理。
手机塑胶壳的表面处理主要有:电镀,喷涂,表面印刷,IMD,IML 以及机壳的EMI 喷涂或蒸镀。
电镀1.1 水镀最常见的电镀方式,是一个电化学的过程,利用正负电极,加以电流在镀槽中进行,镀金,镀银,镀镍,镀铬,镀镉等,电镀液污染很大。
水镀还要分为电镀和化学镀两种,电镀一般作为装饰性表面,因为有高亮度,化学镀的表面比较灰暗,一般作为防腐蚀涂层。
水镀的工艺主要由前处理和电镀两部分组成。
前处理的功能是将原本不导电的塑胶材质变成导电的塑胶材质。
水镀的前处理工艺流程:塑胶壳→ 挂钓→ 整面脱脂(去除表面油污)→ 水洗→ 表面粗化→ 水洗→ 回收→ 水洗→中和除去及还原表面铬酸→ 水洗→ 敏化吸着PD-SV错化物→ 水洗→ 除锡使PD 活化→ 水洗→ 化学镍→ 水洗→ 完成1.2 真空蒸镀真空蒸镀法是在高真空下为金属加热,使其熔融、蒸发,冷却后在样品表面形成金属薄膜的方法,镀层厚度为0.8-1.2uM.将成形品表面的微小凹凸部分填平,以获得如镜面一样的表面,无任是为了得到反射镜作用而实施真空蒸镀,还是对密接性较低的夺钢进行真空蒸镀时,都必须进行底面涂布处理。
真空蒸镀工艺: 蒸镀用金属为Al、金等表面涂布/硬化处理: 由真空蒸镀所产生的金属薄膜相当的薄,为了利用外界的化学、物理等性能,以达到保护蒸镀膜的目的,有时需要实施表面涂布处理(或过量涂布)。
表面涂布就是使用人们所说透明的涂料,与底面涂布一样,采用与涂布相同的工艺进行涂布、固化。
1.3 溅镀溅镀原理: 主要利用辉光放电(glow discharge)将氩气(Ar)离子撞击靶材(target)表面, 靶材的原子被弹出而堆积在基板表面形成薄膜。
ID表面处理工艺大全

DESIGN PU漆 1.定义: 什么是PU漆? PU漆又叫 双组分聚氨酯漆,皮革漆是PU漆的一种 化学组分:甲组分(固化剂)的异氰酸酯基(-NCO)+乙组分(漆)的羟基(-OH)=聚氨酯高聚物(漆膜) 稀释剂(天那水):起调节年度,便于稀释的作用 2.特点:(优缺点) PU漆的性能特点: 漆膜较薄,硬度最高能达到2H 耐黄变 漆膜附着力很强,漆面不容易开裂脱落 光泽匀称,但看上去不是很亮 具有很强的渗透性和柔韧性,能渗透到基材的表层里面 抗重击能力和耐磨性很强 兼具保护性和装饰性 ,可用于高级工艺品、高级木器、钢琴、大型客机等的涂装 漆膜具有优良的耐化学药品性,耐酸、碱、盐、石油产品 能烘干,也能常温或低温固化。
Shanghai Feixun Communication Co.,Ltd.
2.转印方法及工艺
DESIGN
象曲面印刷一样,采用普通的油墨及印刷方法。加热后使其冷却,并必须用溶剂清洗表面上过多的油墨。 各材料的加热时间如下: 夺钢:150 、5分钟左右 Duranex:150 、10分钟左右 Fortron.Vectra:无使用范例
完成
DESIGN 1.表面电镀处理 电镀是表面处理很普遍被采用的方式,为耐蚀、耐磨或装饰等用途,在金属或非金属表面上,利用电气沉积金属的 表面技术。
方式 镀铜 说明 铜暴露在空气中容易失去光泽,机械强度亦不很好,偶而用在反射镜及配电盘零件 外,很少用镀铜为成品,但是铜的上面镀镍及铬很容易密着,且铜质地软,磨光容 易,故常做为镀镍的底层。 镍具有耐磨、耐蚀及保持光泽的特色,镍不易直接附着在铁材上,故先镀铜后镀镍 效果较佳。在工业上镀镍大致分为两种:一是光泽镍,一是无光泽镍,就耐蚀方面 来说,光泽镍比较差,通常用来作镀铬的底层。 金属铬具有银白色的光泽,非常硬,镀铬大别分为两类,即装饰用及工业用,分述 如下:
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Benefits
Clarity Ease of cutting/printing Compatibility with moulding resin
Disadvantages
Form precision (± 0.3mm) Flexibility (embossed switches) Not inherently weatherable Chemical resistance
此制程是先将油墨印刷在一层厚度约0.18 m/m的Film上(材质为PC或PET),经过 forming之后,于射出机台上,靠着模具 定位机构定位,在模内与基材一同成型。
IMF (IN-MOLD BY FILM)
Laminate Hard Coat Polycarbonate Laminate
Remove 2nd surface laminate
现有厂商喷漆制程简介
1. 批次式喷漆线 (Batch Painting Line):喷枪采活动式 2. 连续式喷漆线 (Continuous Painting Line): 喷枪采固定式
儀
器
組裝
室
區
物料室
入 口 室
更衣室
調漆室
前置組裝區
喷漆制程布局 噴 塗 區
烤箱
靜電
底漆BOOTH
除塵
底漆烤箱
喷涂线流线示意图
手机塑胶表面 处理工艺大全
OVERVIEW OF DECORATION PROCESS
Painting (HSG) Electroplating (HSG, LCD CVR) IMD (HSG, CVR) Printing (HSG, LCD CVR) Texture
第一部份 喷漆 (PAINTING)
面漆BOOTH
強 制 冷 卻
面漆靜置區
面漆烤箱
涂料构成四要素
树脂 溶剂 颜料 其它添加剂
涂料的组成
酸醇树脂 胺基树脂 环(碳)氧树脂
涂料用树脂的硅氧种树类脂
•酚树脂 •丙烯树脂 •聚胺基甲酸乙酯 •氟树脂
涂料用颜料,让涂膜显现所想要 的颜色
主要分类如下:
体质颜料 着色颜料
Vacuum
Vacuum
IMF 成形步骤F(o五rm)ing - Thermoforming
UV Light
UV Curing
IMF 成形Af步ter c骤urin(g六the )har(dOcoPatTsuIrOfacNe iAs scLra)tch resistant
PC – 最佳的底材 PMMA - 较易脆裂、但透明度较高 Polyester - 成形性及硬度均佳 Formable PET – Further development大世纪源自80℃× 30分 PU系列涂料
干燥时间的增长会使涂膜于(化学反应)进行高 分子聚合反应中增加一些不确定变数,容易
作业条件之造成比涂较膜的(二聚合) 失败或涂膜不良的表现。
(1)喷漆层过厚 (2)喷漆粒子过粗 (3)喷漆均匀度差 (4)耐磨性差 (5)喷漆有死角 (6)喷漆底材的运用问题 (7)喷漆影响材质的强度
使用PMMA的优缺点
Benefits Excellent flex resistance Excellent chemical resistance Improved formability (form precision not yet determined)
现有机种在(喷8)喷漆漆上表面所的遇脏点到的问题点
第二部分 IMD(IN-MOLD DECORATION) (模 内射出装饰)
所谓IMD即为模内射出装饰之统称,目前依制程 不同可分为IMF及IML两种,其概要程序如下:
薄膜印刷 (IMF, IMR) 高压真空成型 (IMF) 精密3D裁切加工 (IMF) 薄膜射出成型加工(IMF, IMR)
IMF 成形步骤 (一)
IMD Film
IMF 成形Pr步int骤gra(p二hi)cs inks & dry thoroughly
IMD Film
Remove 1st surface laminate
IMF 成形步骤 (三)
HOT AIR
HOT AIR
HOT AIR
IMF 成形步骤 F(四orm) ing - Niebling
使用PC的优缺点 Poor pencil hardness
Benefits
Clarity Good forming behaviour (± 0.15mm) Excellent weathering Pencil hardness
Disadvantages
Brittle (cutting handling problems) Potential adhesion problems to resin Form can relax in moulding tool Chemical resistance
膜厚
通过测试规格所需之膜厚
CASHEW
10~15μm
AKZO NOBEL 20~25μm
大世纪
20~25μm
作业条件膜之厚的比增较加会(一增加) 涂料使用量,成本的增加
作业时干燥时间及所使用涂料种类
CASHEW
60℃× 20分 压克力硅涂料
AKZO NOBEL 80℃× 40分 PU系列涂料
稀释剂及作用业途方法及涂膜不同的表现。
挥发干燥(利用稀释剂蒸发干燥) 融合干燥(分子与分子因挥发而相聚合) 氧化干燥(不饱和脂肪酸与空气中氧结合) 利用架桥反应而干燥(利用架桥剂即所谓硬化 剂形成架桥而硬化) 紫外线硬化(不饱和聚脂类加入增感剂后由紫
涂料干燥外的线波种长类300~400nm照射后分子聚合而硬化)
涂料用颜料的种 特类殊颜料
涂料中添加例如安定剂、分散剂、防沉 剂等助剂;增加涂料的稳定性。
涂料用助剂
顾名思义就是要稀释涂料,使涂料稀 释到可以作业的浓度并可以降低涂 料的成本。
稀释剂及用途
稀释剂主要用于稀释涂料中树脂,但由于树 脂的种类不同,所以稀释剂种类不同;主 要成分有机溶剂中的酮类、酯类、醚酯类。 利用有机溶剂各成分沸点的不同,干燥速 度也不同,可以制作成适合各种喷涂设备、