PPAP中英文第四版
PPAP 生产件批准程序 第四版

生产件批准程序(PPAP)参考手册第四版前言除非您的顾客另有规定,PPAP第四版取代PPAP第三版,于2006年6月1日生效。
《生产件批准程序》(PPAP)第四版更新了各种要求,以结合与ISO/TS 16949:2002相关联的关注顾客的过程方法和如下所列的其他变化。
PPAP的目的仍然是用来确定组织是否已经正确理解了顾客工程设计记录和规范的所有要求,以及该制造过程是否有潜力在实际生产运行中,依报价时的生产节拍,持续生产满足顾客要求的产品。
第四版PPAP包含以下变化:●PPAP和ISO/TS 16949:2002过程方法相一致的内容包括:◆PPAP的规定和汽车产品的开发及制造过程联系起来;◆增加了一个PPAP的过程流程范例。
●在相应的网站上登载顾客指南,提供现行的顾客要求(例如:OEM网站和IAOB)。
●更新了货车OEM的要求,将其移到附录H。
●PSW(零件提交保证书)修订如下:◆提供了一个更符合逻辑的流程,来描述零件/ 设计的信息;◆供方的地址栏适用于全球范围;◆增加了IMDS的材料报告,以显示报告状态。
●PPAP特殊要求的更新包括:◆设计记录中的材质报告和聚合物标识的要求;◆过程能力指数的使用(C pk和P pk);◆标准目录零件的定义和批准,以及黑盒子零件的定义。
●修订了顾客通知和批准的要求,与OEM的要求相一致。
(例如:删除了PPAP第三版中的1.3.3内容)。
●细化了可通用的附录C、D和E,以符合PPAP报告的要求。
●修订了轮胎附录,允许使用OEM的规范,去除了已在PPAP要求中提到过的重复部分。
●注:轮胎附录不适用于给福特公司供货的组织。
●更新的附录F,强调散装材料检查表的重要性。
●注:福特公司要求,所有给其供应散装材料的组织要遵守PPAP要求。
●修订了词汇表,与本手册更新的内容相一致。
PPAP涉及到以下参考手册;《先期产品质量策划和控制计划》,《潜在失效模式和后果分析》,《测量系统分析》和《统计过程控制》。
PPAP(中英版本)

第二部分 PPAP的过程要求 Section 2 PPAP process requirements
该有效的生产,必须在生产现场使用与量产环境同样的工装、量具、过程、 材料和操作人员。来自每个生产过程的零件,如:可重复的装配线和 /或工作站、一模多腔的模具、成型模、工具或模型的每一个位置, 都必须进行测量,并对代表性零件进行试验。 This significant product run shall be conducted at the production site, at the product rate (see glossary) using the production tooling, production gaging, production process, production materials and production operators. Parts of each unique production process, e.g. duplicate assembly line and/or work cell, each position of a multiple cavity die, mold, tool or pattern, shall be measured and representative parts tested. 对于散装材料:“零件”没有具体数量的要求。提交的样件必须出自“稳 定”的加工过程。 For bulk materials: No specify number of “parts” is required. The submitted sample shall be taken in a manner as to assure that it represents “steady-state” operation of the process.
f)PPAP生产件批准程序(第四版)

注2:单一的设计记录可以表示多种零件或装配结构,例如:有许多孔的一个支架可以 有不同的用途。
注3:对于定义为黑盒子的零件(见术语表),设计记录要规定和其它件的配合关系和性 能要求。
注2:顾客可以正式放弃对一个组织的PPAP要求。该弃权要求只能由经 授权的顾客代表提出。
注3:请求PPAP弃权的组织或供方,应该联络经授权的顾客代表,以获 得同意弃权的文件。
注4:标准目录内的零件(例如螺栓),通过功能规格或认可的行业标 准来识别和/或定购。
2019/11/16
陈瑞泉
4
生产件批准程序 引言
生产件批准程序(第四版)
2006年3月
Production Part Approval Process
生产件批准程序
引言(目的、适用范围) 第1部分 总则 第2部分 PPAP的过程要求 第3部分 顾客的通知和提交要求 第4部分 向顾客提交:证据的等级 第5部分 零件提交状态 第6部分 记录的保存 附录
2019/11/16
陈瑞泉
2
生产件批准程序 引言
目的 《生产件批准程序》(PPAP)定义了生产件批准
的一般要求,包括生产件和散装材料。进行生产件批 准的目的是用来确定组织是否已经正确理解了顾客工 程设计记录和规范的所有要求,以及该制造过程是否 具有潜力,在实际生产运行中,依报价时的生产节拍, 持续生产满足顾客要求的产品。
2.2.1.1零件材质报告 组织必须提供证据表明已经完成顾客要求的零件材料/物质成
分报告,并且所报告的数据符合所有的顾客特殊要求。 注:该材质报告可以使用IMDS(国际材料数据系统)或顾客规定
生产件批准程序PPAP第四版
理
短期的研究,但是利用控制图来收集和分析数据的规律性仍是
改
十分重要的。
善
注4:对于能够使用于X bar-R图研究的那些特性,应根据
改
善
注:对于散装材料,现有产品的生产情况通常可以用于估计初始过程能
力或新的和类似产品的性能。如果在过去的生产中不存在类似散装材料
创
产品或技术,则在证实过程能力或性能足够的生产量达到之前,可实施
造
遏制计划。
价
值
2019/10/12
9
Ⅰ.2 PPAP的过程要求
Ⅰ.2.2 PPAP要求
供方必须满足所有的规定要求,如:设计记录、规范,
7
Ⅰ.2 PPAP的过程要求
Ⅰ.2.1 重要的生产过程
对于生产件: 用于PPAP的产品必须取自重要的生产
过程。该过程必须是1小时到8小时的生产,且规定
管 的生产数量至少为300件连续生产的部件,除非顾
理 改
客授权的质量代表另有规定。
善 该过程必须在生产现场使用与生产环境同样的工装、
量具、过程、材料和操作工进行生产。来自每一个
值
2019/10/12
22
Ⅰ.2 PPAP的过程要求
Ⅰ.2.2.9.1 总则
注2:估计过程能力或性能的指数将由顾客和供方取得一致同 意。下面对Cpk和Ppk进行描述。对于特定的过程或产品,若经 顾客事前批准,也可采用其它更适用的替代方法。
管
注3:初始过程研究是短期的,且预测不出时间以及人、材 料、方法、设备、测量系统和环境的变差的影响。尽管这些是
供方必须在所有的辅助文件(例如:补充的全尺寸结
果清单、草图、描制图纸、剖面图、CMM检查点结果、
f)PPAP生产件批准程序(第四版)
2021/3/12
陈瑞泉
5
第2部分— PPAP的过程要求
2.1有效的生产 对于生产件,用于PPAP的产品,必须取自有效的生产。
该生产过程必须是1小时到8小时的量产,且规定的生产数 量至少为300件连续生产的零件,除非有经授权的顾客代 表的另行规定。
该有效的生产,必须在生产现场使用与量产环境同样 的工装、量具、过程、材料和操作人员。来自每个生产过 程的零件,如:可重复的装配线和/或工作站、一模多腔 的模具、成型模、工具或模型的每一个位置,都必须进行 测量并对代表性零件进行试验。
实施 “必须”(shall)表示强制的要求。“应该”(should )
表示一种建议。 标有“注”(NOTE)的段落是理解或澄清有关要求的指南。 “注”中的“应该”( should )只有指导性的含义。 ISO/TS16949和PPAP的术语表,均给出了PPAP相关的术语和定
义。
2021/3/12
陈瑞泉
4
第1部分——总则
1.1 PPAP的提交 下列情况,组织必须获得经授权的顾客代表的批准
(见5.2.1): 1、一种新的零件或产品(即:以前未曾提供给某个
顾客的某种零件、材料或颜色)。 2、对以前所提供不符合零件的纠正。 3、由于设计记录、规范或材料方面的工程变更从而
引起产品的改变。 4、第3部分要求中的任一种情况。 注:任何有关生产件批准的问题,请与经授权的顾客代表
2021/3/12
陈瑞泉
13
第2部分— PPAP的过程要求
2.2.4 设计失效模式及后果分析(DFMEA),如果组织有产品设计职责 有产品设计职责的组织,必须按照顾客要求开发设计FMEA。(如, 《潜在失效模式和后果分析》参考手册)。
PPAP生产件批准程序(中英文)

目的It is to guarantee company,s correct understanding over the demands presented in customers,engineering design records and standards and to guarantee those potential abilities to sustainably meet the said demands during executing the real production under required take time.确保公司正确理解顾客工程设计记录和规范的所有要求,并在执行所要求的生产节拍条件下的实际生产过程中,具有持续满足这些要求的潜在能力。
2.0 Scope 范围This procedure is applicable to all related products and when customers require to submit approval report or to amend approval report.本程序适用于本公司提供给顾客的所有产品,也适合顾客要求递交批准报告或其变更批准报告的其它场合。
3.0 Definitions 定义3.1 PPAP: Production Part Approval ProcessPPAP:指生产件批准程序的英文简称3.2 Production Part: Parts used for Production Part Approval should be from effective productionprocess. Typically, this process involves one hour to one shift with a stated production of 300pieces at least, except other written statement from customers.生产件:对于用作生产件批准的零件应取得有效的生产过程。
PPAP手册(第四版)
第三版前言
本次发布的《生产件批准程序(PPAP)》的第三版对以下内容进行了修订:
·使用了“便于审核的”语言和与QS-9000一致的格式,以便于第三方审核;
·为与典型的过程流向一致,对PPAP要求重新进行排序;
·将“初始(Preliminary)过程能力要求”修改为“初始(Initial)过程研究”,目的是根据现有数据的总量和类型,既可使用Cpk,又可使用Ppk,与统计过程控制参考手册保持一致;
※修订了顾客通知和批准的要求,与OEM的要求相一致。(例如:删除了PPAP第三版中的1.3.3内容)。
※细化了可通用的附录C、D和E,以符合PPAP报告的要求。
※修订了轮胎附录,允许使用OEM的规范,去除了已在PPAP要求中提到过的重复部分。
注:轮胎附录不适用于经福特公司供货的组织。
※更新了附录F,强调散装材料检查表的重要性。
《生产件批准程序》(PPAP)第四版更新了各种要求,以结合与ISO/TS16949:2002相关联的关注顾客的过程方法和如下所列的其他变化。
PPAP的目的仍然是用来确定组织是否已经正确理解了顾客工程设计记录和规范的所有要求,以及该制造过程是否有潜力在实际生产运行中,依报价时的生产节拍,持续生产满足顾客要求的产品。
※PSW(零件提交保证书)修订如下:
·提供了一个更符合逻辑的流程,来描述零件/设计的信息;
·供方的地址栏适用于全球范围;
·增加了IMDS的材料报告,以显示报告状态。
※PPAP特殊要求的更新包括:
·设计记录中的材质报告和聚合物标识的要求;
·过程能力指数的使用(Cpk和Ppk);
·标准目录零件的定义和批准,以及黑例子零件的定义。
PPAP第四版
PPAP要求提交的18项内容 9 全尺寸测量结果
组织必须确定其中一件被测量的零件指定为标准样件 (见2.2.15)。
注1:可使用附录C中的全尺寸测量结果表,以记录图示、几何尺寸与 公差[GD&T]的表格。也可以在零件图上清楚的标注测量结果的检查图, 包括剖面图、扫描图、草图
注2:通常全尺寸测量结果不适用于散装材料。
标准样品
检查辅具 顾客的特殊要求 零件提交保证书(PSW)
9
1.1零件材质报告 组织必须提供按顾客要求完成的材质报告,并且数据 符合所有顾客的要求。 注:该数据报告可以使用IMDS(国际材料数据系 统)或顾客规定的其他系统/方法。 1.2聚合物的标识 适 当 时 , 组 织 必 须 按 ISO 要 求 标 注 聚 合 物 , 如 ISO11469“ 塑 料 的 鉴 别 和 塑 料 产 品 的 标 识 ” 和 ISO1629“ 橡胶和网状物 --- 专业用语”的要求。必须按 下列重量准则确定是否使用打印要求: l 塑料件重量至少100克(ISO11469/1043-1) l 合成橡胶件的重量至少200克(ISO11469/1629)
31
PPAP要求提交的18项内容 11.5 单边公差或非正态分布的过程 对于单边公差或非正态分布的过程,组织必须 与经授权的顾客代表一起确定替代的接受准则。
注1:前边提到的接受准则(11.3)是基于正态分布和双边规范 (目标位于中心)的假设。如果该假设不成立,使用这种分析可能 会导致不可靠信息。这里提到的替代性接受准则可能要求一种不 同类型指数或某种数学变换的方法。关键是应该了解非正态分布 的原因(如:过程经过一定时间后是否稳定?)和如何处理变差。 更多解释清参阅《统计过程控制》参考手册。
PPAP 4 英文版勘误表
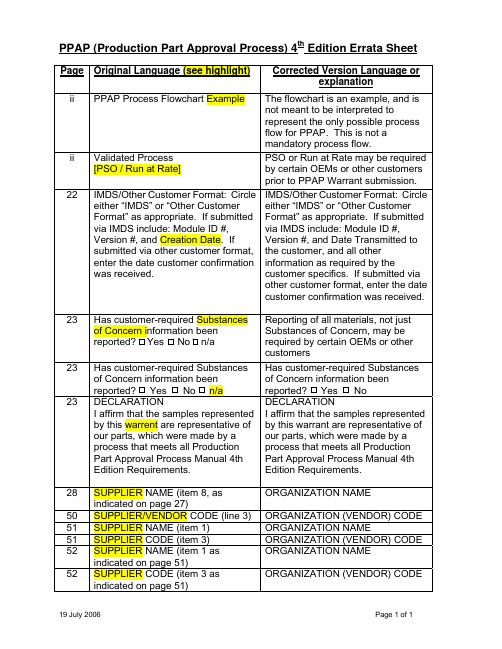
ii
22
The flowchart is an example, and is not meant to be interpreted to represent the only possible process flow for PPAP. This is not a mandatory process flow. Validated Process PSO or Run at Rate may be required [PSO / Run at Rate] by certain OEMs or other customers prior to PPAP Warrant submission. IMDS/Other Customer Format: Circle IMDS/Other Customer Format: Circle either “IMDS” or “Other Customer either “IMDS” or “Other Customer Format” as appropriate. If submitted Format” as appropriate. If submitted via IMDS include: Module ID #, via IMDS include: Module ID #, Version #, and Creation Date. If Version #, and Date Transmitted to submitted via other customer format, the customer, and all other enter the date customer confirmation information as required by the was received. customer specifics. If submitted via other customer format, enter the date customer confirmation was received. Has customer-required Substances of Concern information been reported? Yes No n/a Has customer-required Substances of Concern information been reported? Yes No n/a DECLARATION I affirm that the samples represented by this warrent are representative of our parts, which were made by a process that meets all Production Part Approval Process Manual 4th Edition Requirements. SUPPLIER NAME (item 8, as indicated on page 27) SUPPLIER/VENDOR CODE (line 3) SUPPLIER NAME (item 1) SUPPLIER CODE (item 3) SUPPLIER NAME (item 1 as indicated on page 51) SUPPLIER CODE (item 3 as indicated on page 51) Reporting of all materials, not just Substances of Concern, may be required by certain OEMs or other customers Has customer-required Substances of Concern information been reported? Yes No DECLARATION I affirm that the samples represented by this warrant are representative of our parts, which were made by a process that meets all Production Part Approval Process Manual 4th Edition Requirements. ORGANIZATION NAME ORGANIZATION (VENDOR) CODE ORGANIZATION NAME ORGANIZATION (VENDOR) CODE ORGANIZATION NAME ORGANIZATION (VENDOR) CODE
PPAP培训第四版
1 设计记录(续)
2)零件材料成分的报告 必须提供材料/物质成分的证据,报告的数据与顾客规 范的要求一致。 注:材料报告必须填写IMDS (International Material Data System)或其它顾客指定的系统/方法。 3)聚合物标识要求 如果适用,组织必须用ISO符号识别出聚合物,如: 塑料:ISO1149所列,橡胶: ISO1629所列。 如果符合下列标识的产品要求,该产品的重量标准为: 塑料件:至少100g(应用ISO11469/1043-1) 橡胶件/弹性体:至少200g(应用ISO11469/1629)
PPAP-生产件批准程序 Production Part Approval Process
PPAP第4版取代了第3版,并于下述日期开始 生效: 除非你的顾客另有特别规定。
PPAP的适用对象
PPAP必须适用于散装材料、生产材料、生产
件或维修件的内部和外部组织现场。
生产件、维修件和散装材料的区别
生产件、维修件和散装材料的区别
维修件 一般为不直接安装在汽车上的部件和总成。 如:随车出售的机油、备用轮胎等。
散装材料 略
PPAP流程示意图
PPAP讲义
第一部分
基础知识
• PPAP提交时机
• PPAP提交等级
何时提交?
顾客提交要求 顾客通知
(Ⅰ) (Ⅱ)
何时提交?--顾客提交要求(Ⅰ)
注1:对于任何可销售的产品、零件或部件,无论谁具有设计 责任,应只有唯一的设计记录。设计记录可引用其它的文件 来形成该设计记录的部分。 注2:对于散装材料,设计记录可以包括原材料的识别、配方、 加工步骤和参数,以及最终产品的规范或接收准则。如果尺 寸结果不适用,那么CAD/CAM的要求也不适用。