FANUC 0系统报警代码一览表
发那科数控系统报警代码表
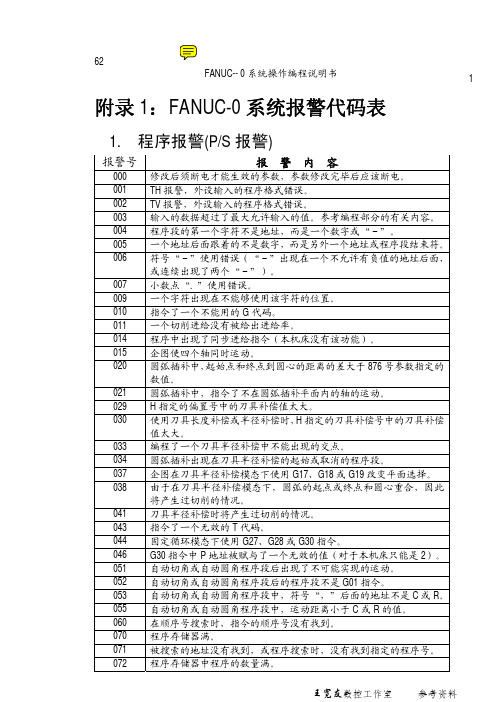
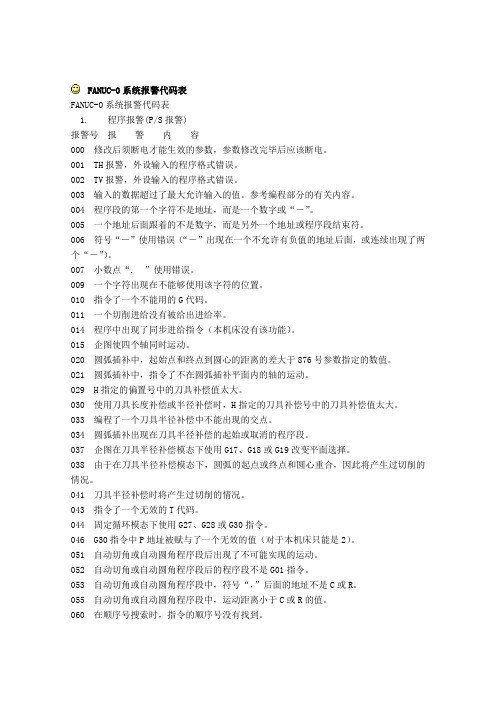
1 附录1:FANUC-0系统报警代码表1. 程序报警(P/S报警)报警号报警内容000 修改后须断电才能生效的参数,参数修改完毕后应该断电。
001 TH报警,外设输入的程序格式错误。
002 TV报警,外设输入的程序格式错误。
003 输入的数据超过了最大允许输入的值。
参考编程部分的有关内容。
004 程序段的第一个字符不是地址,而是一个数字或“-”。
005 一个地址后面跟着的不是数字,而是另外一个地址或程序段结束符。
006 符号“-”使用错误(“-”出现在一个不允许有负值的地址后面,或连续出现了两个“-”)。
007 小数点“. ”使用错误。
009 一个字符出现在不能够使用该字符的位置。
010 指令了一个不能用的G代码。
011 一个切削进给没有被给出进给率。
014 程序中出现了同步进给指令(本机床没有该功能)。
015 企图使四个轴同时运动。
020 圆弧插补中,起始点和终点到圆心的距离的差大于876号参数指定的数值。
021 圆弧插补中,指令了不在圆弧插补平面内的轴的运动。
029 H指定的偏置号中的刀具补偿值太大。
030 使用刀具长度补偿或半径补偿时,H指定的刀具补偿号中的刀具补偿值太大。
033 编程了一个刀具半径补偿中不能出现的交点。
034 圆弧插补出现在刀具半径补偿的起始或取消的程序段。
037 企图在刀具半径补偿模态下使用G17、G18或G19改变平面选择。
038 由于在刀具半径补偿模态下,圆弧的起点或终点和圆心重合,因此将产生过切削的情况。
041 刀具半径补偿时将产生过切削的情况。
043 指令了一个无效的T代码。
044 固定循环模态下使用G27、G28或G30指令。
046 G30指令中P地址被赋与了一个无效的值(对于本机床只能是2)。
051 自动切角或自动圆角程序段后出现了不可能实现的运动。
052 自动切角或自动圆角程序段后的程序段不是G01指令。
053 自动切角或自动圆角程序段中,符号“,”后面的地址不是C或R。
(完整版)FANUC-0系统报警代码一览表

附录4:FANUC 0系统报警代码一览表(M系统)·后台编辑报警注意:采用后台编辑功能时,在MDI操作B中可能显示后台报警。
·串行脉冲编码器(SPC )报警注:串行脉冲编码器3n 9号报警的详细情况串行脉冲编码器3n 9号报警的详细情况在诊断地址(760~767号,770~777号)中显示: CSA :串行脉冲编码器出故障。
需更换。
BLA :电池电压太低,更换电池。
该报警与串行脉冲编码器报警无关。
PHA :串行脉冲编码器或反馈电缆出故障。
更换串行脉冲编码器或反馈电缆。
RCA :串行脉冲编码器出故障。
需更换。
BZA :串行脉冲编码器首次供电。
确保电池电缆连接良好。
将电源断开,再接通执行一次返回参考位置。
该报警与串行脉冲编码器报警无关。
CKA :串行脉冲编码器出故障。
需更换。
SPH :串行脉冲编码器或反馈电缆出故障。
需更换串行脉冲编码器或反馈电缆。
DTE :串行脉冲编码器发生通信错误。
脉冲编码器、反馈电缆或反馈接收电路出故障,更换脉冲编码器反馈电缆或NC 轴板。
CRC :串行脉冲编码器发生通信错误。
脉冲编码器、反馈电缆或反馈接收电路出故障,更换脉冲编码器反馈电缆或NC 轴板。
STB:串行脉冲编码器发生通信错误。
脉冲编码器、反馈电缆或反馈接收电路出故障。
注意:如果在刚性攻螺纹中出现主轴误差过大的报警,则会显示攻螺纹进给轴误差过大的报警号。
·4n 4号伺服报警详情:4n 4号伺服报警的详细说明被显示在轴顺序的720~727号诊断号中OVL :产生了一个过载报警(该位引起400、402、406/490号伺服报警);LV : 在伺服放大器中产生了低电压报警。
检查LED ;OVC :在数字伺服内部产生了一个过电流报警;HCAL :在伺服放大器内产生了一个异常电流报警。
检查LED ;HVAL :在伺服放大器内产生了一个过电压报警。
检查LED ;DCAL :在伺服放大器中产生了再生放电电路报警。
FANUC 0MD报警表

FANUC 0MD体系报警阐明FANUC 0MD系统报警阐明1. 程序报警(P/S报警)报警号报警内容000修改后须断电才干生效的参数,参数修正结束后应当断电。
001TH报警,外设输入的程序格局错误。
002TV报警,外设输入的程序格式错误。
003输入的数据超过了最大许可输入的值。
参考编程局部的有关内容。
004程序段的第一个字符不是地址,而是一个数字或“-”。
005一个地址后面随着的不是数字,而是另外一个地址或程序段停止符。
006符号“-”使用错误(“-”出当初一个不容许有负值的地址后面,或持续出现了两个“-”)。
007小数点“. ”使用错误。
009一个字符出现在不可能使用该字符的位置。
010指令了一个不能用的G代码。
011一个切削进给没有被给出进给率。
014程序中出现了同步进给指令(本机床没有该功能)。
015企图使四个轴同时运动。
020圆弧插补中,起始点和终点到圆心的距离的差大于876号参数指定的数值。
021圆弧插补中,指令了不在圆弧插补平面内的轴的运动。
029H指定的偏置号中的刀具补偿值太大。
030使用刀具长度补偿或半径补偿时,H指定的刀具补偿号中的刀具补偿值太大。
033编程了一个刀具半径补偿中不能涌现的交点。
034圆弧插补出现在刀具半径补偿的起始或撤消的程序段。
037打算在刀具半径弥补模态下应用G17、G18或G19转变平面抉择。
因为在刀具半径补偿模态下,圆弧的出发点或终点跟圆心重合,因而将发生过切削的情形。
041刀具半径补偿时将产生过切削的情况。
043指令了一个无效的T代码。
044固定轮回模态下使用G27、G28或G30指令。
046G30指令中P地址被赋与了一个无效的值(对本机床只能是2)。
051主动切角或自动圆角程序段后呈现了不可能实现的活动。
052自动切角或自动圆角程序段后的程序段不是G01指令。
053自动切角或自动圆角程序段中,符号“,”后面的地址不是C或R。
055自动切角或自动圆角程序段中,运动距离小于C或R的值。
FANUC-0系统报警代码一览表

FANUC-0系统报警代码一览表附录4:FANUC 0系统报警代码一览表(M系统)·后台编辑报警注意:采用后台编辑功能时,在MDI操作B中可能显示后台报警。
·串行脉冲编码器(SPC )报警注:串行脉冲编码器3n 9号报警的详细情况串行脉冲编码器3n 9号报警的详细情况在诊断地址(760~767号,770~777号)中显示:CSA :串行脉冲编码器出故障。
需更换。
BLA :电池电压太低,更换电池。
该报警与串行脉冲编码器报警无关。
PHA :串行脉冲编码器或反馈电缆出故障。
更换串行脉冲编码器或反馈电缆。
RCA :串行脉冲编码器出故障。
需更换。
BZA :串行脉冲编码器首次供电。
确保电池电缆连接良好。
将电源断开,再接通执行一次返回参考位置。
该报警与串行脉冲编码器报警无关。
CKA :串行脉冲编码器出故障。
需更换。
SPH :串行脉冲编码器或反馈电缆出故障。
需更换串行脉冲编码器或反馈电缆。
DTE :串行脉冲编码器发生通信错误。
脉冲编码器、反馈电缆或反馈接收电路出故障,更换脉冲编码器反馈电缆或NC 轴板。
CRC :串行脉冲编码器发生通信错误。
脉冲编码器、反馈电缆或反馈接收电路出故障,更换脉冲编码器反馈电缆或NC 轴板。
STB:串行脉冲编码器发生通信错误。
脉冲编码器、反馈电缆或反馈接收电路出故障。
注意:如果在刚性攻螺纹中出现主轴误差过大的报警,则会显示攻螺纹进给轴误差过大的报警号。
·4n 4号伺服报警详情:4n 4号伺服报警的详细说明被显示在轴顺序的720~727号诊断号中 OVL :产生了一个过载报警(该位引起400、402、406/490号伺服报警); LV :在伺服放大器中产生了低电压报警。
检查LED ;OVC :在数字伺服内部产生了一个过电流报警;HCAL :在伺服放大器内产生了一个异常电流报警。
检查LED ;HVAL :在伺服放大器内产生了一个过电压报警。
检查LED ; DCAL :在伺服放大器中产生了再生放电电路报警。
FANUC-0系统报警代码表
FANUC-0系统报警代码表FANUC-0系统报警代码表1. 程序报警(P/S报警)报警号报警内容000 修改后须断电才能生效的参数,参数修改完毕后应该断电。
001 TH报警,外设输入的程序格式错误。
002 TV报警,外设输入的程序格式错误。
003 输入的数据超过了最大允许输入的值。
参考编程部分的有关内容。
004 程序段的第一个字符不是地址,而是一个数字或“-”。
005 一个地址后面跟着的不是数字,而是另外一个地址或程序段结束符。
006 符号“-”使用错误(“-”出现在一个不允许有负值的地址后面,或连续出现了两个“-”)。
007 小数点“. ”使用错误。
009 一个字符出现在不能够使用该字符的位置。
010 指令了一个不能用的G代码。
011 一个切削进给没有被给出进给率。
014 程序中出现了同步进给指令(本机床没有该功能)。
015 企图使四个轴同时运动。
020 圆弧插补中,起始点和终点到圆心的距离的差大于876号参数指定的数值。
021 圆弧插补中,指令了不在圆弧插补平面内的轴的运动。
029 H指定的偏置号中的刀具补偿值太大。
030 使用刀具长度补偿或半径补偿时,H指定的刀具补偿号中的刀具补偿值太大。
033 编程了一个刀具半径补偿中不能出现的交点。
034 圆弧插补出现在刀具半径补偿的起始或取消的程序段。
037 企图在刀具半径补偿模态下使用G17、G18或G19改变平面选择。
038 由于在刀具半径补偿模态下,圆弧的起点或终点和圆心重合,因此将产生过切削的情况。
041 刀具半径补偿时将产生过切削的情况。
043 指令了一个无效的T代码。
044 固定循环模态下使用G27、G28或G30指令。
046 G30指令中P地址被赋与了一个无效的值(对于本机床只能是2)。
051 自动切角或自动圆角程序段后出现了不可能实现的运动。
052 自动切角或自动圆角程序段后的程序段不是G01指令。
053 自动切角或自动圆角程序段中,符号“,”后面的地址不是C或R。
FANUC系统常见报警中文对照及解决方法
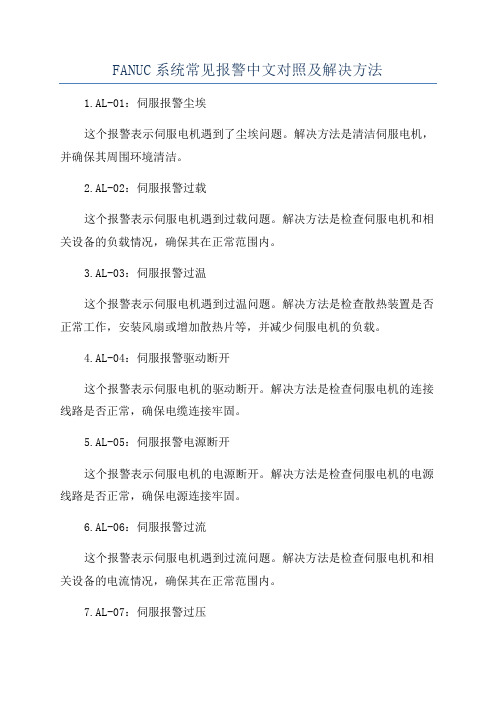
FANUC系统常见报警中文对照及解决方法1.AL-01:伺服报警尘埃这个报警表示伺服电机遇到了尘埃问题。
解决方法是清洁伺服电机,并确保其周围环境清洁。
2.AL-02:伺服报警过载这个报警表示伺服电机遇到过载问题。
解决方法是检查伺服电机和相关设备的负载情况,确保其在正常范围内。
3.AL-03:伺服报警过温这个报警表示伺服电机遇到过温问题。
解决方法是检查散热装置是否正常工作,安装风扇或增加散热片等,并减少伺服电机的负载。
4.AL-04:伺服报警驱动断开这个报警表示伺服电机的驱动断开。
解决方法是检查伺服电机的连接线路是否正常,确保电缆连接牢固。
5.AL-05:伺服报警电源断开这个报警表示伺服电机的电源断开。
解决方法是检查伺服电机的电源线路是否正常,确保电源连接牢固。
6.AL-06:伺服报警过流这个报警表示伺服电机遇到过流问题。
解决方法是检查伺服电机和相关设备的电流情况,确保其在正常范围内。
7.AL-07:伺服报警过压这个报警表示伺服电机遇到过压问题。
解决方法是检查伺服电机和相关设备的电压情况,确保其在正常范围内。
8.AL-08:伺服报警欠压这个报警表示伺服电机遇到欠压问题。
解决方法是检查伺服电机和相关设备的电压情况,确保其在正常范围内。
9.AL-09:伺服报警过热这个报警表示伺服电机遇到过热问题。
解决方法是检查散热装置是否正常工作,安装风扇或增加散热片等,并减少伺服电机的负载。
10.AL-10:伺服报警驱动电流异常这个报警表示伺服电机驱动电流异常。
解决方法是检查伺服电机的驱动器和电缆连接是否正常,并确保电缆连接牢固。
数控各种维修报警对照表
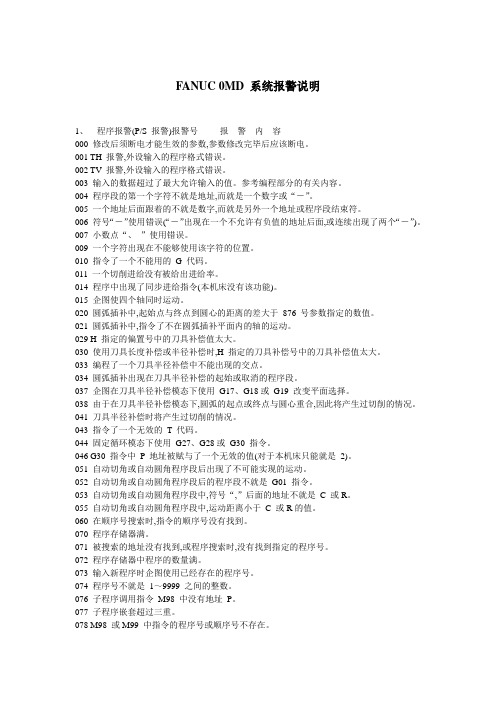
FANUC 0MD 系统报警说明1、程序报警(P/S 报警)报警号报警内容000 修改后须断电才能生效的参数,参数修改完毕后应该断电。
001 TH 报警,外设输入的程序格式错误。
002 TV 报警,外设输入的程序格式错误。
003 输入的数据超过了最大允许输入的值。
参考编程部分的有关内容。
004 程序段的第一个字符不就是地址,而就是一个数字或“-”。
005 一个地址后面跟着的不就是数字,而就是另外一个地址或程序段结束符。
006 符号“-”使用错误(“-”出现在一个不允许有负值的地址后面,或连续出现了两个“-”)。
007 小数点“、”使用错误。
009 一个字符出现在不能够使用该字符的位置。
010 指令了一个不能用的G 代码。
011 一个切削进给没有被给出进给率。
014 程序中出现了同步进给指令(本机床没有该功能)。
015 企图使四个轴同时运动。
020 圆弧插补中,起始点与终点到圆心的距离的差大于876 号参数指定的数值。
021 圆弧插补中,指令了不在圆弧插补平面内的轴的运动。
029 H 指定的偏置号中的刀具补偿值太大。
030 使用刀具长度补偿或半径补偿时,H 指定的刀具补偿号中的刀具补偿值太大。
033 编程了一个刀具半径补偿中不能出现的交点。
034 圆弧插补出现在刀具半径补偿的起始或取消的程序段。
037 企图在刀具半径补偿模态下使用G17、G18或G19 改变平面选择。
038 由于在刀具半径补偿模态下,圆弧的起点或终点与圆心重合,因此将产生过切削的情况。
041 刀具半径补偿时将产生过切削的情况。
043 指令了一个无效的T 代码。
044 固定循环模态下使用G27、G28或G30 指令。
046 G30 指令中P 地址被赋与了一个无效的值(对于本机床只能就是2)。
051 自动切角或自动圆角程序段后出现了不可能实现的运动。
052 自动切角或自动圆角程序段后的程序段不就是G01 指令。
053 自动切角或自动圆角程序段中,符号“,”后面的地址不就是C 或R。
fanuc系统报警

fanuc系统报警T WORD ERROR (T 码错误)LOW OIL LEVEL (油位低)SPINPLE FAULT (主轴故障)SPINDLE ALARM (主轴报警)EXTERNAL EMG STOP (急停按钮被按下)AC NOT READY (交流盘未准备好)SPINPLE LUBE FAULT (主轴润滑故障)T CODE ERROR (T代码出错,非法T代码)M CODE ERROR (M代码出错,非法M代码)SERVO NOT READY (伺服未准备好)NC NOT READY(NC没准备好)TURRET FAULT (转塔故障)TURRET LIMIT (转塔限位)DC 24V OPEN (直流24断开)+24V NOT READY(+24V没准备好)GRAR DRIFT (档位漂移)PLEASE AXIS RETURN HOME(轴未回零)PLEASE DRUM RETURN HOME(刀库未回零)AIRPRESSFAILURE(气压故障)UNCL TOOL FALL(松刀失败)AIR PRESSURE DROP (压缩空气压力过低)CLAMP TOOL FALL(夹刀失败)DRUM NOT PARKED(刀库未在原值)X ZERO POINT NOT REACHED (X 轴未回零)Y ZERO POINT NOT REACHED (Y 轴未回零)Z ZERO POINT NOT REACHED (Z 轴未回零)4TH ZERO POINT NOT REACHED (第4轴未回零)X AXIS OVERTRA VL(X轴超限)Y AXIS OVERTRA VL (Y轴超限)Z AXIS OVERTRA VL (Z轴超限)COUNTER SWITCH REEOR (计数开关故障)MASTERT RANSFER OVER TEMP (主变压器过热)Z AXIS NOT AT FIRST REF POSITION (Z轴未在第一参考点)SPINDLE ORIENTATION FALLURE (主轴定向失败)TOOL DESENT OR TOOL DATA REEOR (刀具数据错误)PLEASE UNLOAD THE TOOL ON SPRINELK (请卸下主轴上的刀)PLEASE LOAD TOOL ON APINDLE (请装上主轴上的刀)A AXIS UNCLAMP FAIL (A 轴松开失败)A AXIS CLAMP FAIL (A 轴夹紧失败)DRUM OUT TO APRONDLEIS FALL (刀库摆向换刀位失败)MG SWING OVERLOAD(刀库摆动过载)DRUM BACK PARK IS FALL (刀库摆回原始位失败)TURRENT MOTOR1 OVERLOAD (刀库移动电机过载)COOLANT MOTOR OVERLOAD (冷却泵过载)专业文档供参考,如有帮助请下载。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
附录4:FANUC 0系统报警代码一览表(M系统)
·后台编辑报警
注意:采用后台编辑功能时,在MDI操作B中可能显示后台报警。
·串行脉冲编码器(SPC )报警
注:串行脉冲编码器3n 9号报警的详细情况
串行脉冲编码器3n 9号报警的详细情况在诊断地址(760~767号,770~777号)中显示: CSA :串行脉冲编码器出故障。
需更换。
BLA :电池电压太低,更换电池。
该报警与串行脉冲编码器报警无关。
PHA :串行脉冲编码器或反馈电缆出故障。
更换串行脉冲编码器或反馈电缆。
RCA :串行脉冲编码器出故障。
需更换。
BZA :串行脉冲编码器首次供电。
确保电池电缆连接良好。
将电源断开,再接通执行一次返回参考位置。
该报警与串行脉冲编码器报警无关。
CKA :串行脉冲编码器出故障。
需更换。
SPH :串行脉冲编码器或反馈电缆出故障。
需更换串行脉冲编码器或反馈电缆。
DTE :串行脉冲编码器发生通信错误。
脉冲编码器、反馈电缆或反馈接收电路出故障,
更换脉冲编码器反馈电缆或NC 轴板。
CRC :串行脉冲编码器发生通信错误。
脉冲编码器、反馈电缆或反馈接收电路出故障,
更换脉冲编码器反馈电缆或NC 轴板。
STB
:串行脉冲编码器发生通信错误。
脉冲编码器、反馈电缆或反馈接收电路出故障。
#7 #6 #5 #4 #3 #2 #1 #0
注意:
如果在刚性攻螺纹中出现主轴误差过大的报警,则会显示攻螺纹进给轴误差过大的报警号。
·4n 4号伺服报警详情:
4n 4号伺服报警的详细说明被显示在轴顺序的720~727号诊断号中
OVL :产生了一个过载报警(该位引起400、402、406/490号伺服报警);
LV : 在伺服放大器中产生了低电压报警。
检查LED ;
OVC :在数字伺服内部产生了一个过电流报警;
HCAL :在伺服放大器内产生了一个异常电流报警。
检查LED ;
HVAL :在伺服放大器内产生了一个过电压报警。
检查LED ;
DCAL :在伺服放大器中产生了再生放电电路报警。
检查LED ;
FBAL :产生了一个断线报警(该位引发4n6 号伺服报警);
OFAL :数字伺服内部产生了一个溢出报警。
#7 #6 #5 #4 #3 #2 #1 #0
注:显示硬件故障时带有星号(*)。