固态高频焊管电源电路分析
固态高频焊接电源的双闭环整流控制技术
了设备 的恒 功率 输 出 。 自动 控制 理论 角度来 说 , 从 采
用 什 么物 理 量作 为 反 馈 就 能 自动 稳 定该 物 理 量 , 因 此 双 闭 环 P 调 节 器 对实 现 稳 压 、稳 流 功 能 是 真 正 I
A
B
z
.
z
一
。 丰( 0
. ..
维普资讯
第 3卷 2 第9 期
重珲梭
Elc r ed n a h n e t c W lig M c ie i
2O 02年 9月
V0 . 2 No9 1 3 . Sp 2 0 eL02
_蠢蠢曩舞羹毫l-曩_ 繁囊接一接i l 《
—— —— ——]
u 广 —— ——— —]
u d广 — — — — — — ]
广— ——— —]
O广 ——— 一
交流输入目 整流器 口 滤波器 电 源 基 本 结 构 及 典 型 波 形
L d
- -
内环 的双 闭环 P 调 节 电路 , I 克服 了上 述 缺 点 , 证 保
Ke o d : ih fe u n y we d n ; Ic n r l r d u l l s d lo c n t n o r v l g / u r n e t c i n y w r s h g r q e c l i g P o to l ; o b e c o e —o p; o sa tp we ; o t ec r e t sr t e a r i o
Ab ta t I hspp rh e cso o vni a cnrl ehd o d ci et gpw rsp l sp it u, ep m r s c :n ti a e, ed f t f n et n l o t to sfri u t n hai o e u pyi o e oth r ay r t e c o om n o n nd t i
250kW固态高频焊机技术方案
直缝焊管生产线250kW固态高频焊机技术方案保定四方三伊电气有限公司2015年4月目录一、固态高频焊机技术说明 (1)1.新一代串联型固态高频焊机特点 (1)2.串联型固态高频焊机型号说明 (1)3.串联型固态高频焊机工作原理 (1)3.1 串联型固态高频焊机主电路结构 (1)3.2 串联型固态高频焊机的定角控制技术 (2)4.技术参数 (4)5.控制与保护核心技术介绍 (4)6.固态高频焊机主要元器件清单 (5)二、固态高频焊机组成及简介 (6)1.固态高频焊机组成 (6)2.固态高频焊机简介 (6)2.1 开关整流柜 (6)2.2 逆变输出柜 (6)2.3 连接光纤 (6)2.4 水-水冷却系统 (7)2.5 中央控制台 (7)2.6 机械调整装置 (7)三、设备使用要求 (7)1.使用环境要求 (7)2.电网电压要求 (7)3.外配水池水质要求 (7)四、供货清单 (8)五、供货范围 (8)1.供方供货范围 (8)2.需方负责提供 (8)一、固态高频焊机技术说明1.新一代串联型固态高频焊机特点①固态高频焊机选用德国IXYS 公司IXFN38N100Q2 38A/1000V 大功率MOSFET 和DSEI 2×61-12B 60A/1200V 快恢复二极管组成串联型逆变电路。
②固态高频焊机采用模块化设计,结构更加紧凑,维护更趋简便,更易实现大功率化。
③具有独特的分桥过流保护技术,保证固态高频焊机使用的安全性。
④融合了国际上同类产品先进的控制理念,采用定角锁相控制、上/下限频率失锁保护等先进控制技术,使设备运行更加稳定、效率更高,对焊管生产中的感应器短路及开路故障的保护更加准确有效。
⑤固态高频焊机的进线端不需要升压/降压整流变压器,与电子管焊机或并联型焊机相比,具有明显的节能效果(与电子管焊机相比,在同等焊接条件下,节电≥30%)。
2.串联型固态高频焊机型号说明G GP [ ] — [ ] — H [ ]固态高频焊接用设计输出频率(MHz )标称功率(kW )C-串联型,B-并联型3.串联型固态高频焊机工作原理3.1 串联型固态高频焊机主电路结构串联型固态高频焊机主电路结构如图1所示,它是一种典型的AC -DC -AC 变频结构。
固态高频构造及工作原理

固态高频构造及工作原理1 前言目前,我国设计与制造的高频焊管设备都是采用电子管振荡器的单回路高频设备,通过调节电子管阳极电压大小,达到调节高频输出功率的目的。
电子管高频焊管设备不仅效率低,体积大,而且存在使用前需要预热,电子管使用寿命短等诸多缺点。
因此采用功率MOSFET构成高频逆变器的固态高频电源在容量和频率两方面都得到很大提高,除在一些特殊应用领域(如高频介质加热等行业)外,固态高频电源完全能取代电子管高频电源,而成为新一代感应加热电源的代表。
大容量、高频化的固态高频电源主要应用领域是高频焊管行业,由于我国高频焊管行业存在感应器开路、感应器与钢管短路等突变恶劣工况,同时高频焊管电源基本属于满负荷长期工作制,因此固态高频电源在焊管行业中的应用代表了固态高频电源设计与制造的最高水平。
在焊管行业中的应用以美国色玛图公司生产的固态高频电源最具代表性,无论在电源功率、频率和配套性等方面都具有世界先进水平。
中国河北保定三伊天星电气有限公司自行设计制造的固态高频焊管设备已在功率60~300KW、频率300~550KHz范围内取得了成熟的运行与设计经验。
本文以保定三伊天星电气有限公司研制的采用功率MOSFET作为逆变开关器件的固态高频焊管为基础,对电源的工作原理及其在高频焊管行业中的应用进行的讨论,并与电子管高频焊管电源和国外固态高频焊管电源进行了比较。
2 固态高频电源的工作原理固态高频电源采用常见的交—直—交变频结构。
三相380V电源经开关柜中的降压变压器和主接触器后,送入电源柜中的整流器,整流器采用三相晶闸管全控整流桥,通过控制晶闸管导通延时角α,达到调节电源输出功率大小的目的,整流后的直流电压经滤波环节送入高频逆变器,由高频逆变器逆变产生单相高频电源送入谐振电路,经焊接变压器和感应器输出高频能量,完成钢管焊接。
高频逆变器可以有串联谐振型和并联谐振型两种,由于并联谐振型逆变器在高频电源应用中有诸多困难,如需要大功率快恢复整流二极管等,因此使其在大容量高频电源中的应用受到限制。
固态高频焊接电源的双闭环整流控制技术
固态高频焊接电源的双闭环整流控制技术今天,随着电子元件在通讯等领域得到快速发展,高频焊接技术变得愈发重要。
焊接电源存在较大的功率波动,比如在焊接过程中,功率可能随时上升和下降,因此,高频焊接电源的控制技术变得特别重要。
本文将对固态高频焊接电源的双闭环整流控制技术进行介绍。
首先,双闭环整流是固态高频焊接电源的控制技术中使用最广泛的技术。
它使用双闭环控制,以确保电流保持在一个稳定的状态,尤其是在负载变化时。
其原理如图1所示,双闭环控制在大范围内可以控制电流,从而实现对焊接电源的精确控制。
此外,双闭环整流控制技术的最大优势是其能够减小纹波幅值,并能够抑制外部电磁干扰,从而降低电流的变化量。
其原理如图2所示,使用双闭环控制,可以抑制外部电磁干扰,使得电流变化量小于0.5mA和电压变化量小于1V。
此外,因为双闭环控制不需要使用大量的电容器,所以整流控制电路就可以精简,并且效率也极高。
此外,双闭环整流控制技术还能够改善焊接稳定性,在负载变化时能够确保电流的稳定,从而避免焊接出现失真的情况。
双闭环整流控制技术还可以调整焊接电流幅值,从而加强焊接质量和稳定性。
总而言之,双闭环整流控制技术是固态高频焊接电源中常用的一种控制技术,其优势有:能够减小纹波幅值,抑制外部电磁干扰,改善焊接稳定性,调整焊接电流幅值,精简电路结构,提高效率等。
因此,双闭环整流控制技术在固态高频焊接电源中得到了广泛的应用。
本文通过介绍固态高频焊接电源的双闭环整流控制技术,指出了
该技术的优势,并简要介绍了其工作原理和应用场景。
希望本文能够为读者提供参考和启发,让他们在高频焊接方面有更多的了解和把握。
焊管机组采用固态高频电源比采用电子管高频电源的节能优势

焊管机组采用固态高频电源比采用电子管高频电源的节能优势焊管机组采用固态高频电源比采用电子管高频电源的优势上海佳艺冷弯型钢厂是一家专业从事冷弯型钢的企业,目前已有七条闭口高频焊管机组,2006年之前共有4条高频焊管机组,都采用电子管高频电源作为焊机进行焊接,2006年至2007年二年时间内又新上了二条高频焊管机组,都采用了国产的固态高频电源作为焊机,2007年至2010年内又陆续把原有的几台电子管高频电源焊机淘汰,改用国产的固态高频电源焊机,电子管高频电源焊机的热效率只有60﹪,而国产的固态高频电源焊机热效率能达到80﹪,2010年新上马的一条高频焊管机组采用了挪威进口的固态高频电源焊机,热效率高达90﹪,2011年至今正在筹建的新机组也已经预定了挪威进口的固态高频电源焊机。
原来的电子管高频电源焊机采用电子管振荡器,通过调节电子管阳极电压大小,达到调节高频输出功率的目的,不仅效率低,体积大,而且存在使用前需要预热,电子管使用寿命短等诸多缺点。
而现在随着大功率半导体器件的发展和微电子技术、控制技术的提高,固态高频电源取得了很大的进展,在容量和频率两方面都得到很大提高,它已取代电子管高频电源,成为新一代感应加热的代表。
大容量、高频化的固态高频电源主要应用领域是高频焊管行业,由于高频焊管行业存在感应器开路,感应器与钢管短路等突变恶劣工况,同时高频焊管电源基本属于满负荷长期工作制,因此,固态高频电源在焊管行业中的应用代表了固态高频电源设计与制造的最高水平。
2010年全厂的年产量在15万吨左右,耗电量在600万度左右,如果高频焊机采用原来的电子管高频电源焊机,那么耗电量在现有的基础上至少增加20﹪左右,也就是耗电量至少增加120万度左右。
由此可见焊管机组采用固态高频电源比采用电子管高频电源的节能优势,间接为企业创造了一定的经济效益。
固态MOSFET电源在高频焊管待业中的应用
Ke r s sl tt hg e u n y h g e u n yp p ed n ; d ci ie w lig y wo d :oi s e ih f q e c ; ihf q e c ie w lig i u t n p p e n d a r r n o d
维普资讯
第3 2卷 第 l 0期 2O O 2年 1 O月
雹珲梭
E e t c W edn c i e lcr i l i g Ma h n
Vo .2 No 1 1 3 .0 0c .0 2 t o 2
● 态
曩 ■ 奄 ■ 黑 黑 ■ 行 蛾 电 藤 暖 用
PENG Yo -o XU Ha - n , A Yue la g ng l ng , iwe XI -i n
f . e t c En i e rn p rme t No h h n l c rc P we i e st Ba d n 71 0 Ch n 2 Ho g i g 1El c r g n e g De a t n , r C i a E e t o r Un v r i i i t i y, o i g 0 0 3, i a; . n x n
■Байду номын сангаас■. _
‘0■一
刖 昌
模 块 化 、 容 量 化 、 压 化 , 电 力 MO F T的 容 量 大 高 使 SE 和开 关 速 度等 性 能提 高很 快 , 目前 3 A/ 0 oV 电 力 6 l0
M0 n『 的 关 断 时 间 已 小 于 7 n , 且 由于 MO F T S r 5 s而 SE
Hih F e u n y E u p n o , t. B o ig 0 0 Chn ) g r q e c q ime tC .L d , a d n 7 0 0, ia 1
新型固态高频焊管电源的开发
(B o igHo g igHihF e u n yE up n C . t. a dn 7 0 0 hn a dn n xn g rq e c q ime t o,Ld,B o ig0 0 ,C ia) 1
Ab t a t Fo e d n ft e s r i htw l i e mo tc mmo l — s d p we o r e t p s t e e e t n c sr c : r w l i g o h ta g e d p p , s o n y u e o rs u c y e i h l c r i o t b o rs p l e t rn u h d s d a t g s a g n r y c n u to u e p we u p y f a u i g s c ia v n a e shi h e e g o s mp i n, h g o t g n h r s r i e lf i h v l e a d s o t e v c ie a o h l c r ni u e ft e e e to c t b .Al n wi e e o me to l c rc p we — e v c l c r n c t c n l g , s ld h g r — og t d v l p n fe e ti o r s r i e e e to i e h o o y h o i i h fe
s e l u e we d n a e n d v l p d b a d n n x n g e u n y E i me tC . L d t e b — l i g h s b e e e o e y B o i g Ho g i g Hi h Fr q e c qu p n o , t .De c i e n t s rb d i
固态高频焊机技术方案
直缝焊管生产线100kW固态高频焊机技术方案保定四方三伊电气有限公司2015年4月目录一、固态高频焊机技术说明 (1)1.新一代串联型固态高频焊机特点 (1)2.串联型固态高频焊机型号说明 (1)3.串联型固态高频焊机工作原理 (1)3.1 串联型固态高频焊机主电路结构 (1)3.2 串联型固态高频焊机的定角控制技术 (2)4.技术参数 (4)5.控制与保护核心技术介绍 (5)6.固态高频焊机主要元器件清单 (5)二、固态高频焊机组成及简介 (6)1.固态高频焊机组成 (6)2.固态高频焊机简介 (6)2.1 开关整流柜 (6)2.2 逆变输出柜 (6)2.3 连接光纤 (6)2.4 水-水冷却系统 (7)2.5 中央控制台 (7)2.6 机械调整装置 (7)三、设备使用要求 (7)1.使用环境要求 (7)2.电网电压要求 (7)3.外配水池水质要求 (7)四、供货清单 (8)五、供货范围 (8)1.供方供货范围 (8)2.需方负责提供 (8)一、固态高频焊机技术说明1.新一代串联型固态高频焊机特点①固态高频焊机选用德国IXYS 公司IXFN38N100Q2 38A/1000V 大功率MOSFET 和DSEI 2×61-12B 60A/1200V 快恢复二极管组成串联型逆变电路。
②固态高频焊机采用模块化设计,结构更加紧凑,维护更趋简便,更易实现大功率化。
③具有独特的分桥过流保护技术,保证固态高频焊机使用的安全性。
④融合了国际上同类产品先进的控制理念,采用定角锁相控制、上/下限频率失锁保护等先进控制技术,使设备运行更加稳定、效率更高,对焊管生产中的感应器短路及开路故障的保护更加准确有效。
⑤固态高频焊机的进线端不需要升压/降压整流变压器,与电子管焊机或并联型焊机相比,具有明显的节能效果(与电子管焊机相比,在同等焊接条件下,节电≥30%)。
2.串联型固态高频焊机型号说明G GP [ ] — [ ] — H [ ]固态高频焊接用设计输出频率(MHz )标称功率(kW )C-串联型,B-并联型3.串联型固态高频焊机工作原理3.1 串联型固态高频焊机主电路结构串联型固态高频焊机主电路结构如图1所示,它是一种典型的AC -DC -AC 变频结构。
高频焊管的电路原理
高频焊管的电路原理高频焊管是一种利用高频电流产生热量来焊接或加热管道的设备。
它的电路原理可以分为主电源电路、中频电源电路、控制电路以及输出电路等几个部分。
主电源电路主要由变压器、整流电路以及电源保护电路组成。
变压器起到降低或提高电压的作用,并将电源电压输出给整流电路。
整流电路主要包括整流桥、滤波电容器以及改流电感等元件,它们的组合形成一个直流电源,为后续中频电源电路提供稳定的供电。
电源保护电路则主要负责保护主电源,如过载保护、电源倒相保护等。
中频电源电路是高频焊管的核心部分,主要由中频变压器、电容器、功率管以及频率调节电路等组成。
中频变压器起到涉及高压电源和焊接电源之间的耦合作用,通过变压器的匹配使得功率管工作在最佳电流工作范围。
电容器则用于存储电能,提供给工作中的电弧和电感等元件。
功率管是中频电路的关键元件,其作用是将低频电流变换为高频电流,从而产生高热量。
频率调节电路则用于调节中频电源的输出频率,以适应不同的焊接工艺需求。
控制电路主要包括控制板、控制元件以及传感器等。
控制板是焊机的核心,它将焊接工艺参数转换为控制信号,并通过控制元件控制中频电源的输出功率。
控制元件主要包括继电器、电子开关等,用于实现对中频电源的开关控制。
传感器则用于采集焊接过程中的各种信号,如电流、电压、温度等,并反馈给控制板进行实时监测和调节。
输出电路主要由输出电缆、焊接头以及接地电缆等组成。
输出电缆用于将中频电源的高频电流输送到焊接头,而焊接头则通过电极或者电极夹臂将电流传递给焊接工件。
接地电缆则用于将焊接工件与地面连接,确保焊接过程的安全性。
总的来说,高频焊管的电路原理是通过主电源电路提供稳定的供电,中频电源电路将电能转换为高频电流,控制电路对焊接工艺参数进行监测和调节,输出电路将电流传递给焊接头,并将焊接工件接地,以实现高频焊接和加热的目的。
在实际应用中,各个部分的电路会存在一定的差异和扩展,以适应不同的工艺和需求。
焊管机组操作规程(高频部分)(定稿1)
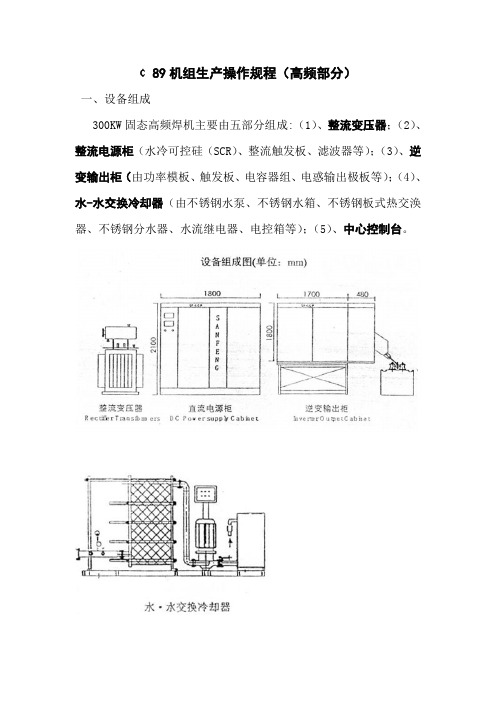
¢89机组生产操作规程(高频部分)一、设备组成300KW固态高频焊机主要由五部分组成:(1)、整流变压器;(2)、整流电源柜(水冷可控硅(SCR)、整流触发板、滤波器等);(3)、逆变输出柜(由功率模板、触发板、电容器组、电惑输出极板等);(4)、水-水交换冷却器(由不锈钢水泵、不锈钢水箱、不锈钢板式热交涣器、不锈钢分水器、水流继电器、电控箱等);(5)、中心控制台。
二、工作原理1、固态高频焊机工作原理如上图所示,三相380V电压经整流变压器降至200V,然后经三相全控桥(水冷SCR)整流成脉动直流,再经两路LC滤波,滤除6脉波整流的特征谐波,使直流电流变为平稳直流。
(虚线后为逆变输出柜部分),经C1、C2、L2、L3滤除高频成份后,四个逆变桥臂交替工作,将直流电逆变为高频电流。
经槽路混合选频网络选出基频送至负载感应器。
L4、L5、L6为负载匹配网络,可通过逆变柜上的主令开关(SA1、SA2)调整与负载(钢管、磁棒)的匹配,使高频电源始终工作在最佳输出状态。
2、高频感应焊管工作原理如下图所示,感应圈可看成是一个变压器的初级线圈;管坯则可看成是变压器的次级线圈;管坯呢,既是铁芯,又是次级线圈。
当逆变柜输出的高频电流通过感应圈时,根据法拉利电磁感应定律,在管坯中就会感应出高频电流(涡流);由于高频电流的趋肤效应和邻近效应等特点,使得感应电流大部分沿管坯V形开口和外表面形成有用回路而加热管坯边缘,这部分电流称为焊接电流;少部分感应电流沿管坯内表面形成无用的循环电流,它使管坯周边加热而造成热损失。
为了增大磁场,加强电磁感应效应,从而增强感应电流和减少无用的分流损耗,需要在管坯中合理放置磁棒阻抗器。
三、开机程序(停机程序反序)(一)、配合电气原理图理解的开机程序1、确认机械及工艺设备工作准备就绪,带钢已按工艺要求引到位,中心控制台上的拖动调速电位器和高频调功电位器已归零位等。
2、合上电源整流柜空开QM1(电源指示灯HL1亮),合上空开QM2,电源接通。
固态高频感应器的制作与安装对焊接的影响

固态高频感应器的制作与安装对焊接的影响固态高频焊管设备能够适应的最高工作频率代表设备制造水平,这与控制技术、主电路器件选择、工艺水平等密切相关。
从焊管工艺来说,小口径、薄壁钢管需要较高的焊接频率,否则由于焊接频率过低,一方面造成焊缝热熔区过宽,所需的焊接功率增加,影响焊接效率和钢管焊接后的美观性;另一方面由于焊接变压器(空芯)效率受频率影响较大,焊接频率降低,焊接变压器耦合效率降低,从而影响整机效率。
固态高频焊机的感应器的制作工艺与安装位置、方法对焊接效率的影响非常大。
标签:固态高频焊机;感应器;焊接效率;磁棒;焊接频率;挤压辊The effects of solid state high frequency welding machine sensor manufacturing and installment for weldSU Xue-ling(Baosteel Group,BayiSteel Co .,Ltd.,Metal Products Co .,Ltd.,Urumchi,830022)【Abstract】the representative of equipment manufacture level is agree to depend on the maximum working frequency the equipment can adapt to ,and it also have closely relation to control technology、the main circuit component selection and the technological level and so on. for the welded pipe technology,the small diameter thin wall steel tube need higher welding frequency,otherwise due to the welding frequency is too low,on the one hand it result in hot melt welding seam area is too wide,the required welding power increase,and affect the welding efficiency and the beautiful sex of steel after welding;On the other hand,due to the welding transformer (tubular)efficiency are greatly influenced by the frequency,reduced the frequency of welding,welding transformer coupling efficiency is reduced,thus affect the whole efficiency of solid state high frequency welding machine. it will have a very big influence on the efficiency of the welding due to the production technology of the sensors、installation location and the method.【Key Words】solid state H.F. welder ;sensor ;welding efficiency ;magnetic bar;Weld frequency;squeeze roller1 前言目前在直縫焊管行业,主要应用电子管高频焊机和固态高频感应焊机。
固态高频焊接电源的双闭环整流控制技术
固态高频焊接电源的双闭环整流控制技术随着近年来焊接工艺及技术的发展,越来越多的企业开始采用固态高频焊接电源来满足市场的需求。
固态高频焊接电源是一种能够把电能转换成适宜的高频电流的设备。
焊接电源的设计比较复杂,其中最重要的是整流控制。
而双闭环整流控制由于具有更高的精度和稳定性,已越来越受到企业的重视。
双闭环整流控制技术是一种新型的固态高频焊接电源控制技术,它包括两个独立的反馈回路。
一个反馈回路是采用反馈控制的锥形变压器,另一个则是直接控制自动调节负载的整流回路,双闭环技术使焊接电源的负载形变精度大大提高。
首先,它的锥形变压器可以保证焊接电源的输出精度。
锥形变压器使用反馈控制,可以设置不同的反馈率,根据负载形变率来精确控制电压输出,从而实现焊枪和工件之间的精确控制。
其次,整流回路的控制可以实现电流的精确控制。
整流回路使用自动调节负载控制,可以自动调节电流,从而实现对焊接工件的精确控制。
此外,双闭环整流控制技术还可以充分提高固态高频焊接电源的稳定性和可靠性。
整流反馈控制可以有效的抑制电流的波动,防止发生过失调现象。
另外,它还可以有效的抑制因环境温度变化而引起的输出电压降低的现象,从而有效的保证焊接电源的正常工作。
最后,双闭环整流控制技术还可以有效的降低焊接电源的耗能。
整流反馈控制可以有效的抑制电流的波动,减少了发生在锥形变压器中的电能损失,从而有效的降低了焊接电源的耗能。
以上是固态高频焊接电源的双闭环整流控制技术的基本原理及其特点的介绍,双闭环整流控制技术的使用可以有效的提升焊接电源的性能,为焊接应用带来更高的效率。
它可以根据需要做出精确的控制,在焊接过程中减少能量损耗,以节省能源,保证焊接质量。
总之,双闭环整流控制技术是一种先进而有效的固态高频焊接电源控制技术,它已经成为当今焊接行业焊接电源性能提高及质量控制的重要技术。
固态超高频电源在铜管焊接中的应用
图 1 感应 加热电源框 图 高很快 , 目前 3 /0 0V功率 M SE 8A 10 O F T的关断
时 间 已小于 7 s 而 且 由于 MO F T并 联 容 易 , 5n , SE
诸多困难 , 如需要大功率快恢复整流二极管等 , 因 此使其在大容量高频电源中的应用受到限制。串
收稿 日期 :0 8— 5— 9 20 0 0
编辑 : 谢淑霞
第 3 卷第 6期 l
刘 铭钦 等 : 固态超高频 电源在铜 管焊 接中的应 用
展 和微 电子技 术 、 制技 术 的提 高 , 达 国家在 研 控 发 制 固态高 频 电源方 面取 得 了很 大进展 。 目前 , 频 电 源 功 率 开 关 器 件 主 要 有 功 率 高 MO F T和 ST, SE I 由于 ST存 在 高 通 态 损 耗 ( 作 I 工 于 非饱 和区 ) 制造 工 艺 复 杂 、 本 高 、 格 昂 贵 、 、 成 价 工作 频率 限 制 在 20k z以下 等 缺 陷 , 0 H 因此 欧 美 国家采 用 的高 频 功 率 器 件 以 MO F T为 主 。随 SE 着 MO F T功 率 器 件 的模 块 化 、 容 量 化 、 压 SE 大 高 化, 使功 率 MO F T的容 量 和 开关 速度 等 性 能 提 SE
作者简介 : 艾正青( 90一) 男, 17 , 工程 师 , 长期 从事 冷弯成
型 C D C M 一 体化 技 术 的研 究 和 开 发 工 作 。 A /A
() 2 焊接 质 量 控制 是 开发 复 杂 闭 口截 面 冷 弯 型钢的关键 , 合理 的成 型和焊接工 艺很重要 。 制定 ( )0钢 门框型 材 的成 型工艺 在 实 际生 产 中 35
固态高频焊管说明书_中文_v071230

.........使用说明保定三伊天星电气有限公司GGPXXX-0.X-H 型固态高频焊管设备目录第1章引言 (1)1.1 编写目的 (1)1.2 型号说明 (1)1.3 设备用途 (1)1.4 说明事项 (1)第2章使用条件 (3)2.1 使用环境 (3)2.2 冷却水要求 (3)2.3 电网要求 (4)第3章设备描述技术规范 (5)3.1 外型及结构 (5)3.2 规格型号 (11)3.3 电源连线要求 (12)3.4 开关整流柜与逆变柜动力连接线 (12)3.5 控制技术特点 (13)第4章电气原理 (15)4.1 三相全控桥式整流电路 (15)4.2 单相串联桥式逆变电路 (15)4.3 输出功率调节 (17)4.4 整流侧控制 (17)4.5 锁相环和相角锁定 (18)4.6 驱动电路及开关过程中寄生振荡的抑制 (18)第5章设备安装及使用说明 (21)5.1 设备安装 (21)5.2 使用说明 (21)第6章操作及注意事项 (26)6.1 操作程序 (26)6.2 注意事项 (26)第7章常用器件测量方法 (28)7.1 MOSFET管 (28)7.2 二极管 (28)7.3 电流霍尔元件 (28)7.4 可控硅 (28)第8章感应加热电源设备接零和接地要求 (29)8.1 设备的接零 (29)8.2 设备的接地 (29)8.3 高频机组生产线地线分布示意图 (30)第9章电气原理图及布线图 (31)附:固态焊管人机界面使用手册(V5.0版)11.1 编写目的本使用说明是针对用户操作人员和维护人员编写的,主要目的是为了用户能够正确使用、操作本设备,对设备的异常现象能简单处理,并能向本公司技术人员准确描述,以便本公司能及时准确地做好设备售后服务工作。
因此本使用说明主要描述一般性原理、外围电气结构及简单的调整和维护,不涉及详细的控制电路和深层次的控制原理,有关器件的参数及控制手段均不做详细解释,其原因是众所周知的。
高频焊管锁相电路设计

Ke y wo r d s : h i g h r f e q u e n c y w e l d e d( HF W) p i p e ; p h a s e l o c k ; p a s s f i l t e r ; v o l t a g e — c o n t r o l l e d o s c i l l a t o r ; r e s o n a n c e
2 . H e b e i E n g i n e e r i n g S c h o o l o fS c i e n c e a n d T e c h n o l o g y , B a o d i n g 0 7 1 0 0 0 , H e b e i , C h i n a )
a n d d e t a i l e d l y a n a l y z e d d e s i g n . a p p l i c a t i o n . a d j u s t m e n t a n d m a i n t e n a n c e o f p h a s e l o c k i n HF W p i p e p r o d u c t i o n l i n e . P r a c t i c e
1 锁 相 电路 原 理
近 年 来 ,随 着 电力 电 子 器 件 的迅 速 发 展 , 采 用 大 功 率 MO S F E T场 效 应 管 的 固 态 高 频 焊 管 电源 逐 步 取 代 了 电 子 管 高 频 电源 。 锁 相 电 路 的 锁相 环 ( p h a s e . 1 o c k e d l o o p,简 称 P L L)是 固 态 高 频 焊 管 电源 的重 要 组 成 部 分 。在 高 频 焊 管 电 路 中用 C D 4 0 4 6集 成 电 路 作 为 锁 相 控 制 模 块 。
固态高频焊机的基本原理及发展方向
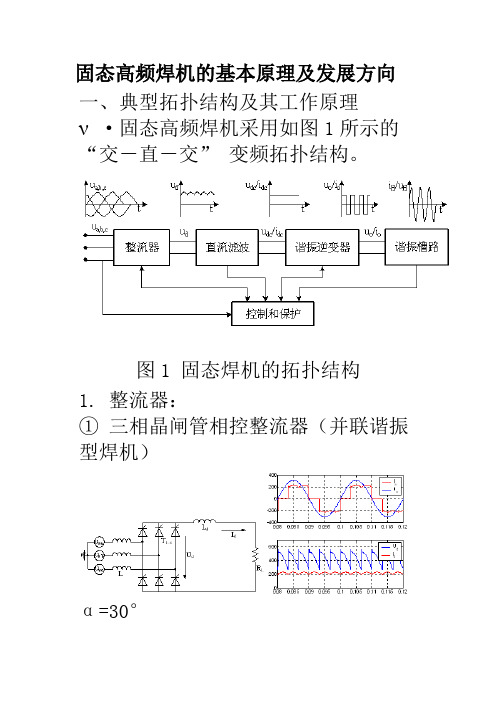
固态高频焊机的基本原理及发展方向一、典型拓扑结构及其工作原理 ·固态高频焊机采用如图1所示的“交-直-交” 变频拓扑结构。
图1 固态焊机的拓扑结构1. 整流器:① 三相晶闸管相控整流器(并联谐振型焊机)α=30°直流侧采用大电感滤波。
λλ直流侧对于逆变器而言相当于恒流源。
网侧功率因数高低由整流器的触发角(直流电压的高低)决定。
λ直流电压:λ图2 三相晶闸管整流器及其输入输出波形(并联型焊机)② 三相晶闸管相控整流器(串联谐振型焊机)α=30°直流侧采用电感和大电容滤波。
λλ直流侧对于逆变器而言相当于恒压源。
网侧功率因数高低由整流器的触发角(直流电压的高低)决定。
λ直流电压:λ图3 三相晶闸管整流器及其输入输出波形(串联型焊机)③ 三相二极管不控整流器(串联谐振型焊机)α=0°直流侧采用电感和大电容滤波。
λλ直流侧对于逆变器而言相当于恒压源。
网侧功率因数高,基本不随负载大小而变化。
λ直流电压:λ图4 三相二极管不控整流器及其输入输出波形(串联型焊机)2. 谐振逆变器:① 串联谐振型逆变器,② 并联谐振型逆变器③ 串联型和并联型谐振逆变器的对偶性表2 串联型和并联型谐振逆变器的对比固态高频焊机的基本原理及发展方向(续)④ 串联型谐振逆变器的零电压换流(ZVS)控制结论(ZVS):1)器件的开通是零电压、零电流,开通损耗为零;2)器件的关断是零电压、非零电流,器件的关断损耗很小;3)线路的杂散电感对逆变器的换流影响较小;4)对MOSET的反并联二极管的反向恢复特性要求低,器件浪涌冲击电压小。
固态高频焊机的基本原理及发展方向(续)二、功率调节1. 对于采用三相晶闸管相控整流器的固态焊机,功率调节采用控制整流器的触发角方式,此时直流电压为:①此时焊机谐振槽路的等效阻抗为:串联谐振槽路:R D=R 并联谐振槽路:②焊机的输出功率为:2. 对于采用二极管不控整流器的固态焊机,功率调节的方法有3种:① 移相调功:通过调节逆变器输出频率来改变槽路的等效阻抗,进而改变逆变器输出电压和电流的角度,实现功率调节。
高频焊接钢管能量转化分析
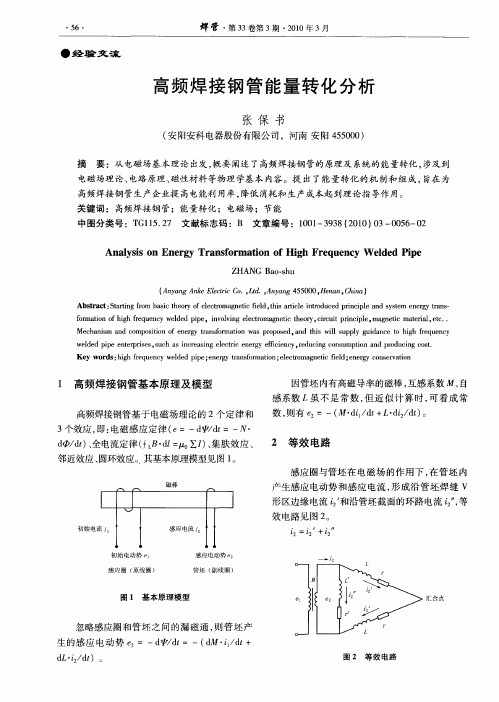
Anay i n e g a f r a i n fHi h Fr qu nc e d d pe l ss o En r y Tr nso m to o g e e y W l e Pi
w l e i e e tr r e ,u h a n ra ig e e t c e e g f ce c ,e u i g c n u t n a d p o u i g c s. ed d p p n ep s s s c si c e sn lc r n r ef in y r d c n o s mpi n r d c n o t i i y i o Ke r s h g r q e c ed d pp ; n r y t n f r t n; lcr ma n t ed; n ry c n ev t n y wo d : i h f u n y w le i e e e g r so mai ee t e a o o g e i f l e e g o s ra i ci o
流 。沿管坯 截 面的环 路 电流 和焊 接 没有 关 系 , 它产生 的热 为 系 统 能 量 损 耗 , 至 过 大 时 , 甚 因
电磁 场理论 、 电路原 理 、 磁性 材料 等物理 学基 本 内容 。提 出 了能量 转化 的机 制 和组 成 , 旨在 为 高频 焊接 钢 管生产 企业提 高 电能利 用率 , 降低 消耗 和 生产成本起 到理论 指 导作用 。 关键词 :高频 焊接钢 管 ;能量转化 ;电磁 场 ;节能
・
5・ 6
焊管 . 3 第3 卷第3 .00 月 期 21 年3
色玛图尔固态高频电源在HFW钢管生产中的应用_周淑军

p 应用与开发色玛图尔固态高频电源在HF W 钢管生产中的应用周淑军,王晓颖,张运河,齐国政(渤海石油装备钢管制造公司扬州分公司,江苏扬州225128)摘 要:对某引进H F W 钢管生产线采用的色玛图尔固态高频电源的工作原理、水冷系统、智能化控制系统以及速度-功率闭环控制系统进行了介绍,总结了色玛图尔固态高频电源在HF W 钢管生产线中的应用情况。
生产实践表明,采用感应焊和接触焊生产的H F W 钢管均符合西气东输二线的技术要求。
关键词:固态高频电源;H F W 钢管;感应焊;接触焊中图分类号:TG434.1 文献标志码:B 文章编号:1001-3938(2010)03-0038-05Application of Ther m atool Solid State H igh Frequency Po werin HF W Steel P ipe ProductionZ HOU Shu -jun ,WANG X iao -y ing ,ZHANG Yun -he ,Q I Guo -zheng(Yangzhou Branch ,S teel P i p e M anufacturing Companyof CNPC Boha iE qu i pm entM anufact ur i ng Co .,L t d.,Yangzhou 225128,J i angsu,China)Abstrac t :It i ntroduced w ork i ng pr i nc i p l e ,w ater cooli ng syste m,intelli g ent contro l sy ste m and s peed -power closed -l oop system o f ther matoo l so li d state h i gh frequency power used in some H F W stee l p i pe producti on li ne ,and su mm arized its app lica ti on inHFW steel p i pe producti on li ne .Practi ce proved t hatHF W stee l p i pe produced adopti ng i nducti on w el d i ng and touch w e l ding can bo t h meet techno l ogy requ irements of the SecondW est to E ast G as P i peli ne P ro ject .K ey word s :so li d state high frequency power ;HFW stee l pi pe ;i nduction w eldi ng ;touch w e l d i ng0 前 言从20世纪80年代起,随着大功率半导体器件的发展和微电子技术、自动控制技术的进步,发达国家在研制固态高频电源方面取得了很大的进展。
固态高频设备在高频焊管生产中的应用

i i h Fr qu n y W e d d Pi e nH g e e c le p
I U _— e J Ih l i
出在 高频 焊 管生产过 程 中, 需进 行 必要 的机 电调整 , 使其 紧密配合 , 能使机 组 达到 最佳状 态 , 才
从 而提 高生 产效 益 , 同时提 出了调 整措施 。
关键 词 :固态高频 ;H W 焊接 ;挤 压辊 ;焊 管机 组 ;感应 圈 F 中图分类 号 :T 4 3 文 献标 志码 :B 文章 编 号 :1 0 — 9 8(0 0 0 0 4 — 6 G3 0 1 3 3 2 1 ) 3— 0 3 0
D C电源 。高质 量 的 D C电源 , 仅能保 证 高频设 不
{ (u/ ) 1 格 s
备本身稳定 可靠 地 工作 , 钢 管 焊缝 的交 流线谐 使 波更 小 , 焊钢管 焊缝更 趋于一 条直线 , 所 同时功率 控制稳 定可靠 。图 3为一 般高频 直流 电源和 固态 高频感 应加 热设 备 直流 电源 的波 形对 比 , 图中 从
f
^
蝗
\
难
\
S
‘
t 1 s格 ) /( u / () a 电子 管式 高 频焊 机
t 1 s 格) /( / () 态高 频 焊机 b固
图 4 电子管式高频焊机和 固态高频焊机的输 出波形对 比
2 固态 高频 与电子 管高频整机效 率对 比
固态高频感应加热设备( 1 , 图 )其变压器效率
可 以看 出 , 固态高 频 感应 加 热设 备 的直 流 电源波