电焊机型号说明
电焊机的铭牌及标识介绍
电焊机铭牌及标识介绍1.1电焊机选用时应注意的明示信息为方便用户正确选择和使用电焊机产品,在每台电焊机产品的铭牌上会给出有关产品的输入、输出、防护等级等信息,以及相应的工艺、接地等符号或标志。
现对铭牌上的主要信息和符号简要介绍如下。
1.1.1 产品型号表示1988年GB/T 10249-1988《电焊机型号编制方法》批准发布后,各电焊机生产企业均按该标准编制电焊机产品的型号,所以只要看到产品型号就能知道该电焊机产品的结构、工艺类别、输出电流等信息。
近年来,随着进口产品的增加,多功能焊机的发展,原标准中的型号编制方法确实已不能完全反映产品结构和工艺,并且由于该标准不是强制性标准,所以,部分生产企业未按标准要求编制产品型号。
不过,绝大多数生产企业由于其产品已被用户接受并且按标准编制产品型号能使用户对产品结构和工艺、输出信息等一目了然,因此仍按标准要求编制产品型号。
2010年12月,GB/T 10249-2010《电焊机型号编制方法》发布并替代了GB/T 10249-1988。
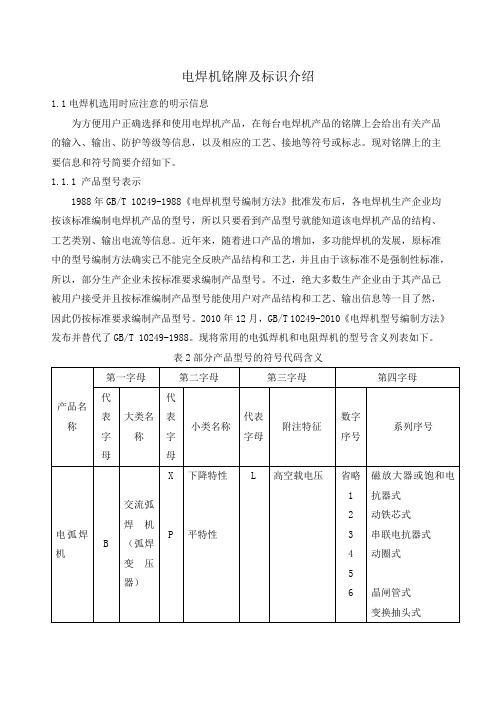
现将常用的电弧焊机和电阻焊机的型号含义列表如下。
表2部分产品型号的符号代码含义表2部分产品型号的符号代码含义(续)1.1.2接地保护标志除机械驱动的电弧焊机外,其余电弧焊机都属于Ⅰ类设备;而大多数电阻焊机也属于Ⅰ类设备。
所谓Ⅰ类设备是指设备的防触电保护不仅靠基本绝缘,还需将能触及的可导电部分与设施固定布线中的保护(接地)线相连接。
一旦基本绝缘失效,由于能触及的可导电部分已与保护(接地)线连接,因而使用人员的安全有了保证。
因此,通常在焊机的外壳上有一保护性导体接线端(俗称接地端),并标有图示符号“”。
在使用焊机时,一定要将输入电缆中的保护性导线(绿、黄双色线)与该接线端相连。
如输入电缆不带保护性导线,则需要将焊机使用场所中的专用绿、黄双色的保护性导线与该接线端相连。
需要注意的是保护性导体接线端不得用于其它目的(例如用来夹紧外壳上的两个零件)。
ZX5-630电焊机使用说明书
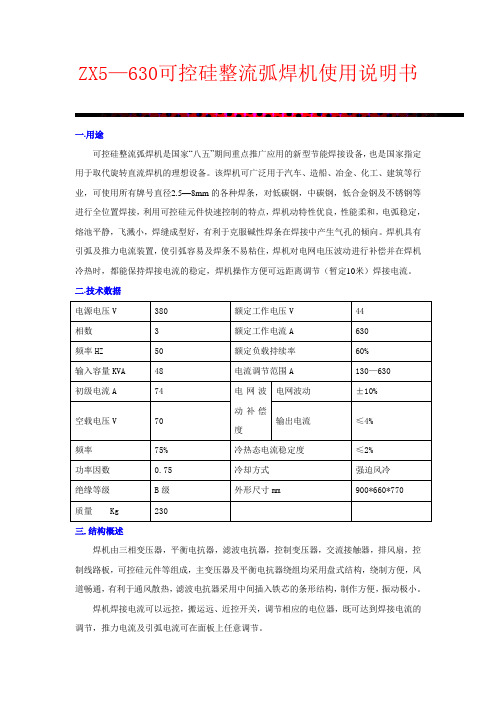
ZX5—630可控硅整流弧焊机使用说明书一.用途可控硅整流弧焊机是国家“八五”期间重点推广应用的新型节能焊接设备,也是国家指定用于取代旋转直流焊机的理想设备。
该焊机可广泛用于汽车、造船、冶金、化工、建筑等行业,可使用所有牌号直径2.5—8mm的各种焊条,对低碳钢,中碳钢,低合金钢及不锈钢等进行全位置焊接,利用可控硅元件快速控制的特点,焊机动特性优良,性能柔和,电弧稳定,熔池平静,飞溅小,焊缝成型好,有利于克服碱性焊条在焊接中产生气孔的倾向。
焊机具有引弧及推力电流装置,使引弧容易及焊条不易粘住,焊机对电网电压波动进行补偿并在焊机冷热时,都能保持焊接电流的稳定,焊机操作方便可远距离调节(暂定10米)焊接电流。
二.技术数据电源电压V380额定工作电压V44相数3额定工作电流A630频率HZ50额定负载持续率60%输入容量KVA48电流调节范围A130—630初级电流A74电网波动补偿度电网波动±10%空载电压V70输出电流≤4%频率75%冷热态电流稳定度≤2%功率因数0.75冷却方式强迫风冷绝缘等级B级外形尺寸mm900*660*770质量 Kg230三.结构概述焊机由三相变压器,平衡电抗器,滤波电抗器,控制变压器,交流接触器,排风扇,控制线路板,可控硅元件等组成,主变压器及平衡电抗器绕组均采用盘式结构,绕制方便,风道畅通,有利于通风散热,滤波电抗器采用中间插入铁芯的条形结构,制作方便,振动极小。
焊机焊接电流可以远控,搬运远、近控开关,调节相应的电位器,既可达到焊接电流的调节,推力电流及引弧电流可在面板上任意调节。
四.电气原理1.ZX5—630可控硅整流弧焊机,采用可控硅元件,在电源变压器的次级贿赂中,既起整流作用又利用触发相位角来改变输出直流电压大小,焊机从直流输出端的分流器上,取出电流信号,做为电流负反馈信号,随着直流输出电流的增加,负反馈亦增加,可控硅的导通角减小,输出直流电压下降,从而获得了下降的外特性。
电焊机型号
电焊机型号
1--动铁
2--动铁
3--动圈
4--晶体管
5--可控硅
6--抽头式
7--逆变
BX 中的B表示交流。
ZX 中的Z表示直流。
X表示降特性,另外有P表示平特性。
二、NBC表示CO2气体保护焊机,其中C表示CO2(二氧化碳)。
三、另外有WSM,WS,TIG的型号,这是钨极气体保护焊机,属于非融化极气体保护焊。
WSM功能:手工焊(MMA),钨极,脉冲。
WS功能:手工焊(MMA),钨极。
TIG功能:钨极。
四、型号后面的数字,如BX1-400中的400,则按国标表示焊机的焊接电流大小。
如ZX7-300,ZX7-315,BX1- 500等。
但是也有些厂商会对它们进行虚标,这个在购买的时候需要注意。
汉萨品牌不同焊机的使用对象区别
(1)交流手工弧焊机:主要焊接2.5MM上以钢板。
(2)氩弧焊机:焊接2MM以下的合金钢。
(3)直流焊机:焊接生(汉萨)铁和有色金属。
(4)二氧化碳保护焊机:焊2.5MM以下的薄材料。
(5)埋弧焊机:焊接H钢、桥架等大型钢材。
(6)对焊机:以焊索链等环型材料为主。
(7)点焊机:以点击方式将二块钢板焊接。
(8)高频直逢焊机:以焊接管子直逢如水管等为主)。
(9)滚焊机:以滚动形式焊接罐底等。
(10)铝焊机:专门焊接铝材。
(11)闪光压焊机:以焊铜铝接头等材料。
(12)激光焊机:可以焊接三极管内部接线。
比特利器电焊机说明书

比特利器电焊机说明书第一章:产品概述比特利器电焊机是一种高性能的电焊设备,适用于金属材料的焊接和修复。
本产品采用先进的比特利器技术,具有稳定可靠的性能和高效的焊接效果。
本说明书将为用户详细介绍本产品的特点、使用方法和注意事项。
第二章:产品特点1. 高效节能:比特利器电焊机采用节能技术,功率利用率高,能耗低。
2. 稳定可靠:产品具有稳定的输出电流和电压,焊接效果稳定可靠。
3. 多功能:本产品支持多种焊接方式,包括手工焊接、自动焊接和半自动焊接。
4. 易于操作:本产品采用智能化设计,操作简便,适用于各类用户。
5. 安全可靠:本产品具有过载保护和短路保护等安全功能,使用过程中更加安全可靠。
第三章:产品规格1. 输入电压:220V±10%2. 频率:50/60Hz3. 额定输入功率:5.5kVA4. 额定输出电流范围:20-200A5. 额定输出电压范围:20-25V6. 重量:10kg7. 外形尺寸:300mm×150mm×250mm第四章:使用方法1. 准备工作:a. 确保电源接地良好,避免触电危险。
b. 检查输入电压和频率是否与产品要求一致。
c. 确保工作环境通风良好,避免产生有害气体。
2. 连接电源:a. 将电焊机的电源线插入标准的电源插座。
b. 检查电源线是否接触良好,避免电流不稳定。
3. 设置焊接参数:a. 根据焊接要求,选择适当的电流和电压。
b. 使用调节旋钮或按钮,设置所需的焊接参数。
4. 进行焊接:a. 将焊接材料正确接触到电极和工件上。
b. 按下焊接开关,开始焊接操作。
c. 注意焊接过程中的安全事项,避免触电和烫伤。
第五章:注意事项1. 在使用电焊机前,应仔细阅读本说明书,并按照要求正确操作。
2. 在焊接过程中,应佩戴防护眼镜、手套和防护服,确保人身安全。
3. 电焊机工作时会产生高温,应避免触碰焊接部位,防止烫伤。
4. 在使用电焊机时,应保持工作环境通风良好,避免产生有害气体。
电王HW310发电电焊机使用说明书
!
� 直流电源断路器处在“开”上时,切不可拔下或插上插座。 � 本机直流电源绝对不可与其他电网连接,否则会引起触电、火灾或线路故障。 重 要
�
� 不可超负荷使用(3KW,13.7A)。 � 直流电源断路器自动跳闸时,务必进行检查,减少负荷后再使用。
7. 定期点检维护
为了保持本机的最高性能、安全、顺利、经济的使用,请按以下要领切实做 好日常的点检维护工作。 7-1 日常点检维护 1. 检查接线和螺栓连接部位有无松动、脱落。 2. 排净燃油箱内的垃圾。 3. 检查机油的油量和污浊程度。 4. 检查电瓶液面、接触和腐蚀情况。 5. 排除燃油滤芯中的水。 6. 检查各螺栓连接部位有无松动、脱落。 7-2 最初维护(使用 8 小时后)
-30 粘 度 (S A E 分类)
30
40
SAE10W—30 SAE15W—40
注
意
!
� 若不使用防噪火花塞,收音机等电气产品会出现干扰或杂音。 � 检查焊接端子以及各部件的紧固状况。若有松弛会引起剧热导致火灾。 7-5-1 空气滤芯的清扫 � 滤芯应取出清扫,如果特别脏应及时更换。 � 固定滤芯的蝶状螺丝必须旋紧,否则赃物吸入,会导致活塞磨损,引起出力不 足。 7-6 每 200 小时的维护 7-6-1 检查发电机的绝缘电阻 1. 把直流电负荷或焊接负荷卸下,再卸下电瓶。 2. 拆下连接发电机的所有接线。 3. 发电机的绝缘电阻:各线圈与机框架之间用 500V 的摇表,应测得 1MΩ 为正常。 危 险
前
言
首先,感谢您对本公司发电电焊机的厚爱。 这本《使用说明书》将告诉您怎样安全、正确的使用机器,所以,务请认真阅 读,在完全理解设定、运行、点检、维修的知识后再启动机器。 关于发动机部分的详细说明,请参照所附的《发动机说明书》。 以上《说明书》阅读后请妥善保存,以便随时查阅。由于机器的技术改良,会 有一些地方与说明书不一致,不再另作说明。如有疑问,请向本公司代理联系。
ZX7系列 逆变式直流电焊机 说明书

焊接设备类-I
006逆变式直流电焊机 系列焊机是一种高效、节能直流焊接电源,具有特有的静特性及良好的动特性,具有动态响应
快、性能可靠、焊接电弧稳定、成型美观、飞溅小、噪音低、节能等特性。
该机可广泛适用于油气管道、钻井平台、船坞、铁路、桥梁、矿山、建筑施工及设备维修等需要频繁移动的场合。
手工直流电焊机适应各种焊条,用于不锈钢、低、中碳钢及普通低合金钢结构的焊接。
ZX7
额定输入电源额定输入容量(kVA)电流调节范围(A)额定负载持续率(%)额定空载电压(V)额定焊接电流(A)绝缘等级防护等级冷却方式单相220V±10%, 50Hz 3.6~51606095160F IP21单相220V±10%, 50Hz 4.55~2006095200F IP21三相380V±10%, 50Hz 10.520~2506065~75250F IP2113.520~3156065~75315F IP21三相380V±10%, 50Hz 17.1~204006065~75400F IP21三相380V±10%, 50Hz 21.7~4050060~6575500F IP21三相380V±10%,
50Hz
强迫风冷ZX7系列Z X 7-□
额定焊接电流(A)
变频式
下降特性
弧焊整流器
订货单位须注明的型式特征,电压等级,电流等级,极数,操作方式及数量等,特殊订货请咨询我公司技术部门。
例如:ZX7-500 380V 10台
焊机1 适用范围2 型号及含义
3 主要参数及技术性能
4 订货须知
强迫风冷强迫风冷强迫风冷强迫风冷强迫风冷。
东成电焊机说明书
东成电焊机说明书摘要:一、电焊机的简介1.电焊机的定义2.电焊机的作用二、东成电焊机的性能特点1.东成电焊机的分类2.东成电焊机的主要性能指标3.东成电焊机的优势三、东成电焊机的使用方法1.使用前的准备工作2.操作步骤3.安全使用注意事项四、东成电焊机的维护与保养1.日常维护2.定期检查与保养3.故障排除五、结论1.东成电焊机在我国的应用现状2.未来发展趋势正文:一、电焊机的简介电焊机,又称电弧焊机,是一种利用电能转换成热能进行金属焊接的设备。
电焊机通过焊接电源产生电弧,将填充材料(焊条)熔化并与工件相结合,从而实现金属连接。
电焊机广泛应用于建筑、机械、船舶、桥梁、石油化工等各个领域。
二、东成电焊机的性能特点1.东成电焊机分类:东成电焊机根据焊接方法、焊接电流和焊条直径等多种因素进行分类,为不同行业和焊接需求提供针对性产品。
2.东成电焊机的主要性能指标:东成电焊机具备稳定的焊接性能、高效节能、操作简便等特点。
此外,东成电焊机还具备良好的安全性能,确保操作人员的人身安全。
3.东成电焊机的优势:东成电焊机在我国市场具有较高的知名度和口碑,凭借其优质的性能、完善的售后服务和合理的价格,赢得了广大用户的一致好评。
三、东成电焊机的使用方法1.使用前的准备工作:确保电焊机放置在通风、干燥的环境中,避免阳光直射和雨淋。
操作人员需熟悉电焊机的结构、性能和操作方法。
2.操作步骤:按照电焊机的使用说明书进行操作,注意焊接过程中的电流、电压、焊接速度等参数的调节,确保焊接质量。
3.安全使用注意事项:操作人员需佩戴防护设备,如绝缘手套、绝缘鞋、防护眼镜等。
在焊接过程中,注意防止触电、火灾和爆炸等事故的发生。
四、东成电焊机的维护与保养1.日常维护:定期清理电焊机内外部的灰尘和污垢,保持设备整洁。
检查电缆接头、插头等连接部位是否牢固,发现问题及时处理。
2.定期检查与保养:每隔一定时间,对电焊机进行详细检查,包括电源线、插头、开关、变压器等主要部件。
电焊机技术参数
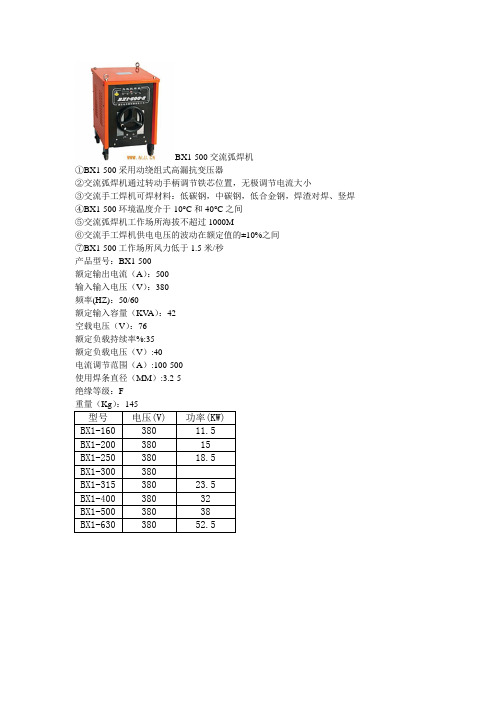
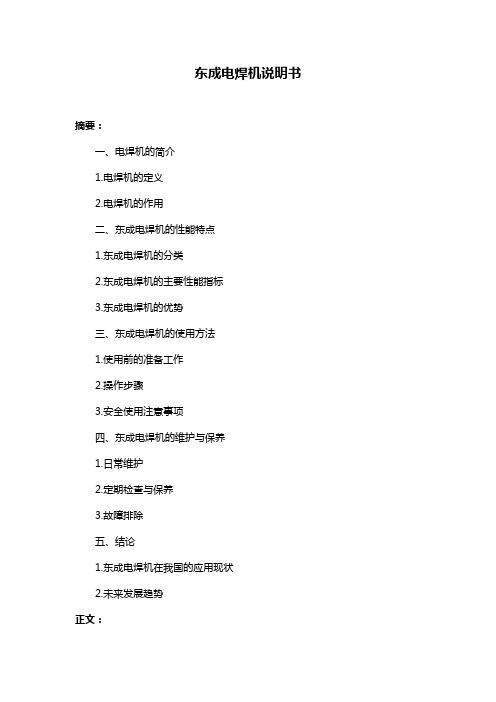
BX1-500交流弧焊机
①BX1-500采用动绕组式高漏抗变压器
②交流弧焊机通过转动手柄调节铁芯位置,无极调节电流大小
③交流手工焊机可焊材料:低碳钢,中碳钢,低合金钢,焊渣对焊、竖焊
④BX1-500环境温度介于-10°C和40°C之间
⑤交流弧焊机工作场所海拔不超过1000M
⑥交流手工焊机供电电压的波动在额定值的±10%之间
⑦BX1-500工作场所风力低于1.5米/秒
产品型号:BX1-500
额定输出电流(A):500
输入输入电压(V):380
频率(HZ):50/60
额定输入容量(KV A):42
空载电压(V):76
额定负载持续率%:35
额定负载电压(V):40
电流调节范围(A):100-500
使用焊条直径(MM):3.2-5
绝缘等级:F
型号电压(V) 功率(KW)
BX1-160 380 11.5
BX1-200 380 15
BX1-250 380 18.5
BX1-300 380
BX1-315 380 23.5
BX1-400 380 32
BX1-500 380 38
BX1-630 380 52.5。
电焊机型号说明
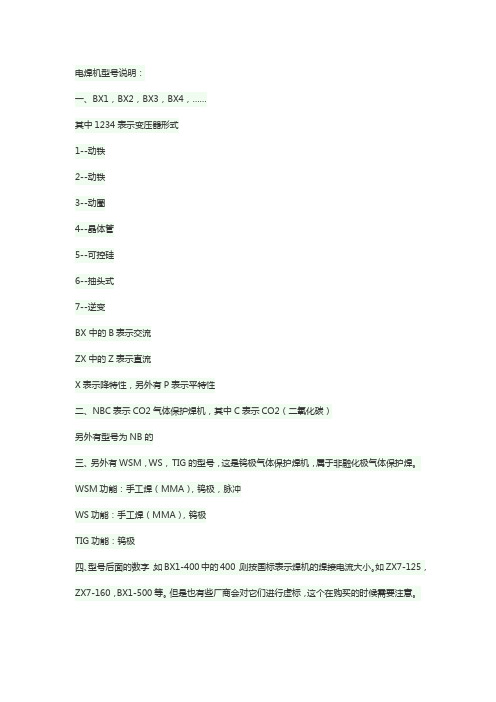
电焊机型号说明:
一、BX1,BX2,BX3,BX4,……
其中1234表示变压器形式
1--动铁
2--动铁
3--动圈
4--晶体管
5--可控硅
6--抽头式
7--逆变
BX 中的B表示交流
ZX 中的Z表示直流
X表示降特性,另外有P表示平特性
二、NBC表示CO2气体保护焊机,其中C表示CO2(二氧化碳)
另外有型号为NB的
三、另外有WSM,WS, TIG的型号,这是钨极气体保护焊机,属于非融化极气体保护焊。
WSM功能:手工焊(MMA),钨极,脉冲
WS功能:手工焊(MMA),钨极
TIG功能:钨极
四、型号后面的数字,如BX1-400中的400,则按国标表示焊机的焊接电流大小。
如ZX7-125,ZX7-160,BX1-500等。
但是也有些厂商会对它们进行虚标,这个在购买的时候需要注意。
[电焊机型号]电焊机型号的代表字母(符号)
![[电焊机型号]电焊机型号的代表字母(符号)](https://img.taocdn.com/s3/m/13ffa501af1ffc4fff47ac37.png)
[电焊机型号]电焊机型号的代表字母(符号)序号第一字位第二字位第三字位第四字位第五字位代表字母大类名称代表字母小类名称代表附注特征数字序号系列序号代表字母基体规格字母1 A 弧焊发电机X 下降特性(省略)电动机驱动(省略)直流A额定焊接电流P 平特性 D单纯弧焊发电机1交流发电机整流式D 多特性Q汽油机驱动2 交流C柴油机驱动T拖拉机驱动H 汽车驱动2Z 弧焊整流器X 下降特性(省略)一般电源(省略)磁放大器饱和电抗器式A额定焊接电流P 平特性M 脉冲电源动铁心式D 多特性L高空载电压1 动线圈式E交直流电源2 晶体管式3 晶闸管式4交换抽头式5 逆变式673 B 弧焊变压器X 下降特性(省略)磁放大器或饱和电抗器式A额定焊接电流P 平特性动铁心式1串联电抗器式2 动线圈式3 晶闸管式4交换抽头式564M 埋弧焊机Z 自动焊(省略)直流(省略)焊车式A额定焊接电流B 半自动焊J 交流 1 横臂式U 堆焊 E 交直流 2 机床式D 多用M 脉冲 3 焊头悬挂式95W TIG焊机Z 自动焊(省略)直流(省略)焊车式A额定焊接电流S 手工焊J 交流 1全位置焊车式D 点焊E 交直流 2 横臂式Q 其他M 脉冲 3 机床式4旋转式焊头式5 台式6焊接机器人7 变位式8真空充气式6NMIG/MAG焊机Z 自动焊(省略)氩气及混合气体保护焊直流(省略)焊车式A额定焊接电流B 半自动焊氩气及混合气体保护焊脉冲1全位置焊车式D 点焊M二氧化碳保护焊2 横臂式U 堆焊 3 机床式G 切割 C 4旋转式焊头式5 台式6(焊接机器人7 变位式7H 电渣焊机S 丝极A额定焊接电流B 板极D 多用极R 熔嘴8 D 点焊机N 工频省略)一般点焊(省略)垂直运动式KVA额定容量R电容贮能直流冲击波K 快速点焊 1圆弧运动式J最大贮能量J 次级整流W 网状点焊 2 手提式KVA额定容量Z 低频 3 悬挂式KVA额定容量D 变频 6 焊接机器人KVA额定容量B。
电焊机命名规则
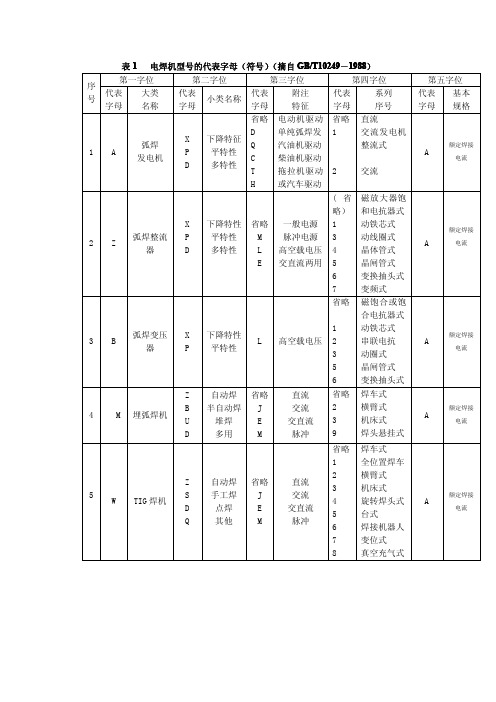
表1电焊机型号的代表字母(符号)(摘自GB/T10249-1988)序号第一字位第二字位第三字位第四字位第五字位代表字母大类名称代表字母小类名称代表字母附注特征代表字母系列序号代表字母基本规格1A弧焊发电机XPD下降特征平特性多特性省略DQCTH电动机驱动单纯弧焊发汽油机驱动柴油机驱动拖拉机驱动或汽车驱动省略12直流交流发电机整流式交流A额定焊接电流2Z 弧焊整流器XPD下降特性平特性多特性省略MLE一般电源脉冲电源高空载电压交直流两用(省略)134567磁放大器饱和电抗器式动铁芯式动线圈式晶体管式晶闸管式变换抽头式变频式A额定焊接电流3B 弧焊变压器XP下降特性平特性L高空载电压省略12356磁饱合或饱合电抗器式动铁芯式串联电抗动圈式晶闸管式变换抽头式A额定焊接电流4M埋弧焊机ZBUD自动焊半自动焊堆焊多用省略JEM直流交流交直流脉冲省略239焊车式横臂式机床式焊头悬挂式A额定焊接电流5W TIG焊机ZSDQ自动焊手工焊点焊其他省略JEM直流交流交直流脉冲省略12345678焊车式全位置焊车横臂式机床式旋转焊头式台式焊接机器人变位式真空充气式A额定焊接电流6N MTG/MAG焊机ZBDUG自动焊半自动焊点焊堆焊切割MC氩气及混合气体保护焊脉冲二氧化碳保护焊省略234567焊车式横臂式机床式旋转焊头式台式焊接机器人变位式A额定焊接电流7H电渣焊机SBDR丝极板极多用极熔嘴A额定焊接电流8D点焊机NRJZDB工频电容贮能次级整流直流冲击波低频变频(省略)KW一般点焊快速点焊网状点焊(省略)1236垂直运动式圆弧运动式手提式悬挂式焊接机器人KVAJKVAKVAKVA额定容量最大贮能量额定容量额定容量额定容量9T凸焊机NRJZ工频电容贮能直流冲击波次级整流垂直运动式KVAJKVAKVA额定容量最大贮能量额定容量额定容量10F缝焊机NRJZDB工频电容贮能直流冲击波次级整流低频变频(省略)YP一般缝焊挤压缝焊垫片缝焊(省略)123垂直运动式圆弧运动式手提式悬挂式KVAJKVAKVAKVA额定容量最大贮能量额定容量额定容量额定容量11U对焊机N R JZ D B 工频电容贮能直流冲击波次级整流低频变频(省略)B Y G C T一般对焊薄板对焊异面截面对焊钢窗闪光对焊自行车轮圈对焊链条对焊(省略)123固定式弹簧加压式杠杆加压式悬挂式KVA J KVA KVA KVA额定容量最大贮能量额定容量额定容量额定容量12L等离子弧焊机和切割机G H U D切割焊接堆焊多用A13S超声波焊机D F 点焊缝焊省略2固定式手提式KW发生器输入功率14E电子束焊机Z D B W 高真空低真空局部真空真空外省略Y静止式电子枪移动式电子枪省略1二极枪三极枪KW×mA mA加速电压×电子束流电子束流表2电弧焊和气焊用焊接材料型号和牌号中的代号代号含义举例备注1.焊条型号E 碳钢焊条E4303,E5016GB/T5117-1995低合金钢焊条E5515,E7018GB/T5118-1995不锈钢焊条E209-15,E308MoL -26GB/T983-1995ED 堆焊焊条EDPCrMo ―A 2―16,EDCrNi -B -15GB/T984-1985EZ 铸铁焊条EZCQ ,EZNiFe -2GB/T10044-1988ENi 镍及镍合金焊条Eni -1EniCrFe -1-15GB/T13814-1992ECu 铜及铜合金焊条ECu ,ECuZn -B GB/T3670-1995,旧标准为“TCu ”TAI 铝及铝合金焊条TAISi ,TAIMn GB/T3669-19832.焊条牌号J(结)结构钢焊条J422(结422),J506GM 我国20世纪70年代由焊条制造行业统一编制的焊条牌号,R (热)钼及铬钼耐热钢焊条R107(热107),R817W (温)低温钢焊条W707(温707),W907Ni至今仍有些制造厂家的牌号前加上该生产厂的代号。
松下焊机型号

【唐山松下焊机型号说明】先说说松下焊机型号的定义,先给8个实例。
YM-350GR3HGE YD-350GR3HGEYE-315TX2HGE YC-315TX2HGEYD-400SS3HGE YK-305AA2HGEYP-060PSHGE YR-350SA2HGWYM:CO2/MAG/MIG焊机全套(包括电源、焊枪、流量计)YD:直流电源(包括CO2/MAG/MIG焊机和直流手工电弧焊机)YE:TIG焊机全套(包括电源、焊枪、流量计)YC:TIG焊接电源YK:交流手工电弧焊机电源(附件另配)YP:等离子切割机全套YR:交流电阻焊机全套以YD-350GR3HGE为例,350表示额定电流350A。
GR为系列号,3表示该系列产品的第3代(如果没有则是第1代),HGE表示这是标准型号。
以YK-305AA2HGE为例,305表示额定电流300A,5表示适用外电50Hz,如350GR3则是50Hz60Hz 兼用。
AA为系列号,2表示该系列产品的第2代,HGE表示这是标准型号。
HGF或HGW等等则代表特殊型号(用户定制)。
还有水箱(YX)、自动填丝装置(YJ)等等,不多说了。
【以下是唐山松下各系列号的说明】GR3:全数字CO2/MAG焊机(经典机型)GM3:全数字CO2/MAG焊机(与GR3的不同是没有采用编码送丝电机,采用普通送丝电机,更适用)GE2:全数字脉冲MIG/MAG焊机AG2:微电脑逆变脉冲MIG/MAG焊机KR2:晶闸管CO2/MAG焊机(经典机型)KA1:微电脑晶闸管CO2/MAG焊机KH2:晶闸管CO2/MAG焊机(只有600A规格)KF2:晶闸管CO2/MAG焊机(送丝机内置)SL7:动芯式CO2/MAG焊机(只有180A规格)CL5:晶闸管CO2/MAG焊机(经典机型、船厂专用)TX2:逆变直流氩弧焊机(经典机型)WX4:逆变交、直流氩弧焊机TSP:晶闸管直流氩弧焊机(曾经的经典机型)WP5:晶闸管交、直流氩弧焊机TM:晶闸管直流氩弧焊机(只有150A规格)BL1:逆变直流氩弧焊机(只有200A规格)AT3:逆变直流手弧焊机(经典机型,有N多种特殊型号)SS3:晶闸管直流手弧焊机(630A的可以做气刨)FL4:动芯式交流手弧焊机(经典机型)AA2:动芯式交流手弧焊机(经典机型)。
电焊机型号的代表字母

第一字位 序号 代表字母 大类名称 代表字母 小类名称 字母 X 下降特性 (省略) 电动机驱动 单纯弧焊发 P 平特性 D 电机 1 A 弧焊发电机 D 多特性 Q C T H 汽油机驱动 柴油机驱动 拖拉机驱动 汽车驱动 磁放大器饱 X 下降特性 (省略) 一般电源 (省略) 和电抗器式 P D 平特性 多特性 M L E 2 Z 弧焊整流器 3 4 5 6 7 磁放大器或 X 下降特性 (省略) 饱和电抗器 式 额定焊接电 3 B 弧焊变压器 P 平特性 动铁心式 串联电抗器 1 式 2 动线圈式 A 流 晶闸管式 交换抽头式 逆变式 脉冲电源 高空载电压 交直流电源 1 2 动铁心式 动线圈式 晶体管式 A 流 额定焊接电 2 1 整流式 额定焊接电 交流 A 流 (省略) 直流 交流发电机 第二字位 第三字位 代表 附注特征 数字序号 系列序号 代表字母 基体规格 第四字位 第五字位
R 流冲击波 8 D 点焊机 J Z D B 次级整流 低频 变频
K
快速点焊
1
圆弧运动式
J
最大贮能量
W
网状点焊
2 3 6
手提式 悬挂式 焊接机器人
KVA KVA KVA
额定容量 额定容量 额定容量
3 4 5 6 Z B 4 M 埋弧焊机 U D 自动焊 半自动焊 堆焊 多用 (省略) J E M 直流 交流 交直流 脉冲 (省略) 1 2 3 9 Z 自动焊 (省略) 直流 (省略)
晶闸管式 交换抽头式
焊车式 横臂式 额定焊接电 机床式 焊头悬挂式 A 流
焊车式 全位置焊车
S
手工焊
J
交流
1 式
台式 焊接机器人 变位式 真空充气式
二相电焊机规格型号及编号和额定功率

二相电焊机规格型号及编号和额定功率一、引言二相电焊机是一种常见的焊接设备,用于在工业生产和维修中进行金属材料的连接。
本文将介绍二相电焊机的规格型号、编号和额定功率等相关信息。
二、二相电焊机的定义和原理2.1 定义二相电焊机是一种使用交流电源的焊接设备,可以将电能转化为电弧能,从而产生高温和高能量的电弧,用于焊接金属材料。
2.2 原理二相电焊机的原理是利用交流电源产生的电弧能量进行焊接。
它包括一个变压器、电极夹和接地夹等组成部分。
交流电源经过变压器的升降压作用,形成适合焊接的电压和电流。
电极夹和接地夹分别与焊条和工件连接,形成电流回路。
电流通过焊条和工件之间的间隙产生电弧,从而产生高温和高能量的焊接电弧。
三、规格型号及编号3.1 规格型号二相电焊机的规格型号通常由制造商根据设备的性能和功能进行命名。
常见的规格型号有ZX200、ZX300、ZX400等。
3.2 编号每台二相电焊机都有一个独特的编号,用于标识设备的唯一性和追溯。
编号通常由制造商根据一定的规则进行编制,包括生产日期、生产批次和设备序列号等信息。
四、额定功率额定功率是指二相电焊机在正常工作条件下所能提供的最大功率。
它通常由制造商在设备上标注,并用于指导用户选择合适的焊接参数。
额定功率取决于电焊机的设计和性能,一般在100W到1000W之间。
五、选择二相电焊机的注意事项在选择二相电焊机时,需要考虑以下几个因素: 1. 额定功率:根据焊接的需求确定所需的额定功率。
2. 规格型号:根据工作场景和焊接要求选择合适的规格型号。
3. 品牌和质量:选择知名品牌和具有良好口碑的产品,确保设备的质量和可靠性。
4. 价格和性价比:根据预算和性能需求选择性价比较高的产品。
六、二相电焊机的应用领域二相电焊机广泛应用于以下领域: 1. 建筑施工:用于焊接钢结构、管道和金属构件等。
2. 汽车维修:用于焊接车身和零部件等。
3. 金属加工:用于焊接金属制品和工艺品等。
380v单相电焊机技术参数

380v单相电焊机技术参数
380V单相电焊机是一种常见的工业设备,它通常用于焊接金属工件。
以下是一些可能包括在技术参数中的信息:
1. 输入电压,380V.
2. 额定输入功率,通常以千瓦(kW)为单位。
3. 电流范围,通常以安培(A)为单位,这表示电焊机可以提供的最大电流范围。
4. 焊接电压范围,电焊机能够提供的焊接电压范围。
5. 阻断电流,电焊机的阻断电流能力。
6. 工作周期,通常以百分比表示,表示在一定时间内,电焊机可以连续工作的时间比例。
7. 保护等级,电焊机的防护等级,例如IP码。
8. 重量和尺寸,电焊机的重量和尺寸,方便用户搬运和安装。
9. 其他特殊功能,例如过载保护、温度保护等。
这些技术参数对于选择合适的电焊机非常重要,因为不同的工作需要不同规格的电焊机。
希望这些信息能够帮助到你。
BX电焊机参数
500
630
电流调节范围(A)
75-200
60-250
70-315
105-400
130-500
175-630
额定负载持续率(%)
20
35
35
35
35
35
冷却方式
风冷Wind-cooling
外形尺寸
长×宽×高(mm)
600×365
×590
645×405
×635
670×434
×725
700×454
×745
740×494
×805
740×494
×805
重量(kg)
50
67
72
78
96
110
BX1-250-2
BX1-315-2
BX1-400-2
BX1-500-2
BX1-630-2
额定输入电压(V)
220/1~380
1~380
1~380
1~380
1~380
1~380
额定输入容量(kVA)
12.6
17
22.8
30
38
47
空载电压(V)
60
63
70
42
42
42
额定输出电流(A)
200
250
315
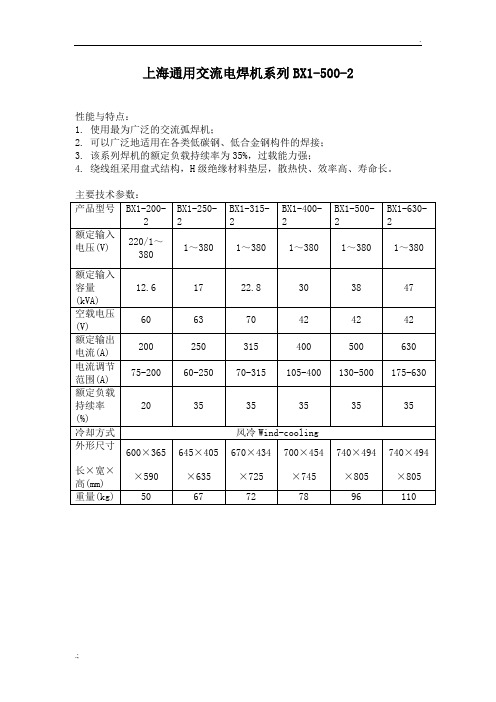
产品型号bx1200额定输入电压v220138013801380138013801380额定输入容量kva12617228303847空载电压606370424242额定输出电流a200250315400500630电流调节范围a752006025070315105400130500175630额定负载持续率203535353535冷却方式风冷windcooling外形尺寸高mm600365590645405635670434725700454745740494805740494805重量kg5067727896110
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
二、焊条手工焊基础知识
手弧焊是各种电弧焊方法中发展最早、目前仍然应用最厂的一种焊接方法。它是以外部涂有涂料的焊条作电极和填充金属,电弧是在焊条的端部和被焊工件表面之间燃烧。涂料(焊药)在电弧热作用下一方面可以产生气体以保护电弧,另一方面可以产生熔渣覆盖在熔池表面,防止熔化金属与周围气体相互作用。熔渣更重要的作用是与熔化金属产生物理化学反应或添加合金元素,改善焊缝金属性能。
2..J506(7)焊条代表什么意思?可以焊接什么材料?应该使用哪一种电焊机焊接?
答:J506(7)焊条就是俗称的中碳钢焊条或者碱性低氢型焊条;型号代表:J结构钢焊条;50代表焊缝金属抗拉强度每平方毫米不小于50公斤力;6(7)代表低氢钾或低氢钠型药皮;此种焊条一般适用于焊接要求稍高的场合(相比J422焊条更高的抗拉强度和耐磨性),同时由于碱性药皮的稳弧性较差,同时由于工频交流电是50HZ,也就是说:在一秒钟内,电流有一百次过零点,然后重新引弧的过程,而有时过零点后如果没有重新引燃就会产生断弧,所以在使用交流电焊机焊接碱性焊条时容易出现断弧、喘息、粘条等现象,所以一般要求使用直流焊接电源施焊,而且使用过程中要求直流反接。(506焊条为低氢钾型,使用交流焊接尚能勉强施焊,507为低氢钠型药皮,使用交流焊接几乎无法施焊。)
ZX6型机器采用了类似于BX6型的电流调节方式,在通过三相降压变压器后,使用三相桥式整流电路整流,但由于其电流调节的不方便的原因,限制了其的使用范围,也属于直流电焊机中最为低档的机型,基本适应民用场合。
目前工业企业使用比较广泛的直流机型为ZXG、ZX5型电焊机,ZXG型采用控制饱和电抗器的饱和程度控制输出电流,ZX5型使用
磁偏吹:直流电弧焊时,因受到焊接回路所产生的电磁力或磁场的作用而产生的电弧偏吹。
熔滴:弧焊时,在焊条(或焊丝)端形成的并向熔池过渡的液态金属滴。
熔滴过渡:熔滴通过电弧空间向熔池转移的过程。有粗滴过渡、短路过度、喷射过渡等。
极性:直流电弧焊或电弧切割时,焊件与电源输出端正、负极的接法。有正接法和反接两种。
电焊机型号说明:
一、BX1,BX2,BX3,BX4,……
其中1234表示变压器形式
1--动铁
2--动铁
3--动圈
4--晶体管
5--可控硅
6--抽头式
7--逆变
BX 中的B表示交流
ZX 中的Z表示直流
X表示降特性,另外有P表示平特性
二、NBC表示CO2气体保护焊机,其中C表示CO2(二氧化碳)
1.J422焊条代表什么意思?能焊接什么材料?应该使用哪一种电焊机焊接?
答:J422型号代表:J结构钢焊条;42代表焊缝金属抗拉强度每平方毫米不小于42公斤力;2表示钛钙型药皮,最适应直流反接电流焊接(即如果使用直流电焊机时,焊把钳接直流电焊机正极);因为J422焊条药皮中添加了稳弧剂,所以熔渣流动性良好,脱渣容易,电弧稳定,焊波整齐,适用于全位置焊接,适应焊接大多数的低碳钢(熟铁),和部分焊接要求不高的中碳钢结构。并且交流,直流正接和直流反接都能取得比较好的焊接效果。
直流电焊机中的ZXE1、ZXG、ZX6、ZX5、ZX7、AX等系列中,AX系列旋转直流发电机由于线路复杂,用材多,耗电多,噪音大的缺点,现在国家已经明令建议淘汰,目前国内已经没有生产的厂家,仅仅在用户库存还可以见到。
ZXE1型交直流两用机型,是采用BX1型电焊机的降压和调节电路,然后加上一个单相的桥式整流电路,因此结构简单且能无级调节电流,但由于其采用的仍然是两相的380V电源,不利于电网的三相平衡,所以限制了其的使用范围。
3.什么是直流电焊机?直流电焊机是使用直流电源吗?它的使用范围是什么?什么是交流电焊机?它的使用范围是什么?
答:直流电焊机系列ZX的意思:Z代表整流,X代表下降特性。表示本机器直流电焊机就是在交流电(220V/380V AC)输入后,先经过变压器把电源的高压变成低压;再经过焊机内整流部分,将交流电整流成为适合焊接的直流电流(DC)输出。一般的硅整流焊机都是直流电焊机,型号一般有ZXE1(交直流两用焊机,使用动铁心无级调节电流)、ZXG(磁放大式无级调节电流)、ZX5(可控硅无级调节电流,可远控调节。)、ZX6(档位调节电流)、ZX7(逆变式直流电焊机,电流无级调节,可远控调节)以及AX系列旋转直流发电电焊机(国家建议淘汰产品,耗电、噪音都比较大。)等系列,其中除ZXE1型号使用两相380V交流电以外,其他都是使用三相380V电源。因直流电焊机的电流流向固定,无交流机的电流方向频频翻转现象,正常焊接时电流不过零点,所以直流焊机可以使用几乎所有牌号的电焊条,而不会产生交流机焊接碱性低氢型焊条时产生的断弧、喘息、粘条等现象,并且能使用非常小的电流稳定的焊接。
另外有型号为NB的
三、另外有WSM,WS, TIG的型号,这是钨极气体保护焊机,属于非融化极气体保护焊。
WSM功能:手工焊(MMA),钨极,脉冲
WS功能:手工焊(MMA),钨极
TIG功能:钨极
四、型号后面的数字,如BX1-400中的400,则按国标表示焊机的焊接电流大小。如ZX7-125,ZX7-160,BX1-500等。但是也有些厂商会对它们进行虚标,这个在购买的时候需要注意。
交流电焊机就是常见的BX1(动铁心无级调节电流)、BX3(动线圈式无级调节电流)、BX6(抽头档位式调节电流)以及常见的手提电焊机系列,B代表变压器,X代表下降特性。通常使用两相380V电源或220V电源。交流电焊机能够使用普通酸性焊条和部分碱性焊条及部分有色金属和合金焊条,但其焊接电流的稳定性较差,所以在有些焊接场合,比如使用碱性低氢型焊条和一些合金焊条时,无法正常应用。但是由于交流电焊机的结构简单,价格低廉,所以目前应用还比较广泛。
弧坑:弧焊时,由于断弧或熄弧时操作不当,在焊道未端形成的金属低洼部分。
电弧稳定性:电弧保持稳定燃烧(不产生断弧、飘移和磁偏吹等)的程度。
电弧挺度:在热收缩和磁收缩等效应的作用下,电弧沿电极轴向挺直的程度。
电弧力:焊接电弧对熔滴、熔池及母材表面的机械作用力。
电弧偏吹:焊接过程中,因气流的干扰、磁场的作用或焊条偏心的影响,使电弧中心偏离电极轴线的现象。
名词解释:
手工弧焊机:DC—输出直流电流 AC—输出交流电流
交流电焊机部分:B—变压器 X—下降特性 1—动铁心式 3—动线圈式 6—抽头式
直流电焊机部分:Z—整流 X—下降特性 3—动线圈式 E1—交直流两用
4、名词解释:
与电弧相关的几个名词:
焊接电压(电弧电压):与在焊机实测过程中的约定电压相对应,是电弧两端(两极之间或者说电极与工件之间)的电压降、包括阴极压降、极压降和弧柱压降。
焊接电流:焊接时,流经焊接回路的电流。
引弧电压:能使电弧引燃的电压。
熔池:焊接时在焊热源作用下,焊件上所形成的具有一定几何形状的液态金属部分。
同时这两种机型的技术也比较成熟,问题比较少。在性能上比较,ZX5要稍微优于ZXG型。由于ZX5采用可控硅整流和电子电路调节,所以ZX5型焊机可实现远控、推力、引弧等功能,选择适当型号,配以专用的焊钳,可以用做碳弧气刨;同时ZX5焊机在体积、重量、及电流动态反应速度等都要优于ZXG型(但是,部分小厂的ZX5机型由于产品原因,做碳弧气刨较差,沪工ZX5型完全可以做碳弧气刨。),但ZXG型机器的售价稍低。
ZX7型电焊机,为目前最先进的逆变电路构成,机内大部分电路由电子元件组成,因为高频逆变的交变电流极易通过变压器,所以变压器可做的极小,因此重量非常轻便,且因为变压器部分的电损较小,所以非常节省电能,一般耗电只需要普通变压器型焊机(ZXE1、ZX6、ZXG、ZX5等都为变压器机型)的50%以下,重量更是变压器机型的几分之一。同时由于其采用先进的逆变式电子电路,所以性能更为先进,可调节引弧电流、推力电流、远控、电流智能控制,重量轻,耗电省,功率因数特别高,目前已经广泛应用于野外作业的行业,同时由于其高效率、低工耗,性能优异,节省制造用材的特点,成为整个焊接行业的一个发展方向。
4.交流系列电焊机中的BX1、BX3、BX6等型号相互之间的比较的优点和缺点是什么?在选择焊接设备时应当注意什么问题?直流焊机系列ZXE1、ZXG、ZX5、ZX6、ZX7、AX等型号电焊机,相互之间比较的优点和缺点是什么?
答:BX1型电焊机,为动铁心式调节电流方式。可以实现电流的无级调节。BX3型电焊机,为动线圈式调节电流方式。BX6式为线圈中间抽头式调节电流,一般有六-七个档位调节。从电焊机的性能来排序:则BX3最好,BX1次之,BX6最差。因为动线圈式调节方式的线路最为复杂,在小电流时可以提高部分空载电压,同时铁心较大,散热效果很好。所以动线圈式焊机无论大小电流的性能都明显优于其他两种交流机。而BX6型焊机的结构比较简单,生产的用材要明显少于其他两种,价格相对低廉。但是由于只有数个档位调节电流,电流调节非常不方便。尤其电流需要精确调节时,BX6型机器无法满足需要。而BX1型焊机无论性能和售价都介于以上两者之间;所以在帮用户选择机型时要注意,如果从性能考虑,则排序的顺序应为:BX3--BX1--BX6。而如果从价格低廉来考虑,则排序的顺序为:BX6--BX1--BX3。一般工业企业在选型时,由于工作量大,焊接要求高,所以尽量采用BX3、BX1型焊机,而在焊接要求不高,不连续工作的场合,可以采用BX6型电焊机,目前由于其价格低廉,且设备比较轻便的原因,广泛应用于小规模制造和维修等民用场合。
1、什么是电弧?
电弧是一种通过气体放电的现象,在两个电极之间的空气间隙中产生持久而强烈的放电现象,称为焊接电弧。电弧是目前我们人类所能直接应用的温度最高的热源,一般自由电弧的弧柱中心温度可达八千度左右,而压缩电弧(等离子电弧)的弧柱中心温度更是高达一万八千度以上。
2、什么是引燃?
第二种方法是先将两电极互相接触,然后迅速拉开至3-4mm的距离来引燃电弧,实际上焊接电弧就是利用为种方法来引燃的。例如:首先将通上焊接电源的焊条未端与焊件表面相接触,然后很快地将焊条拉开至与焊件表面距离3-4mm的间隙,则电弧就在焊条与焊件的间隙中燃烧了。焊接电弧引燃的顺利与否,还与如下几个因素有关:焊接电流强度、电弧中的电离物质、电源的空载电压及其特性等。如果焊接电流大,电弧中又存在容易电离的元素,电源的空载电压高时,则电弧的引燃就容易。