钢卷尺检测报告
5m钢卷尺示值误差测量结果不确定度评定(精)
钢卷尺示值误差测量结果不确定度评定报告1.概述1.1测量方法:JJG4-1999《钢卷尺检定规程》。
1.2环境条件:温度(20±5)℃,相对湿度≤75%。
1.3测量标准:标准钢卷尺。
Ⅰ级标准钢卷尺最大允许示值误差为±(0.03+0.03L)mm1.4被测对象:钢卷尺。
Ⅰ级钢卷尺最大允许示值误差为±(0.1+0.1L)mm;Ⅱ级钢卷尺最大允许示值误差为±(0.3+0.2L)mm;本文以5m钢卷尺为例,即而得出不同规格钢卷尺的示值误差测量结果不确定度。
2.数学模型ΔL = Δe式中:ΔL—钢卷尺的示值误差;Δe— 0~5m段钢卷尺在标准钢卷尺所对应的偏差读数值。
3.输入量Δe的标准不确定度的评定输入量Δe的标准不确定来源主要是测量重复性引起的标准不确定度分项u(Δe1);校准钢卷尺时人眼分辨率引起的标准不确定度分项u (Δe2);标准钢卷尺示值误差引起的标准不确定度分项u(Δe3);拉力误差引起的标准不确定度分项u(Δe4);线膨胀系数不同,当温度偏离标准温度20℃时引起的标准不确定度分项u(Δe5);被校准钢卷尺和标准钢卷尺各自线膨胀系数有不确定度,当温度偏离标准温度20℃时引起的标准不确定度分项u(Δe6);钢卷尺和标准钢卷尺温度差引起的标准不确定度分项u(Δe7)。
3.1 测量重复性引起的标准不确定度分项u(Δe1)的评定(采用A 类方法进行评定)将被校准钢卷尺安放在检定台上,使其与标准钢卷尺平行,并使被校准钢卷尺和标准钢卷尺零位对齐,然后读出5m处示值误差,作为一次测量过程。
重复上述过程,在重复性条件下连续测量10次,得一测量列为:5000.3;5000.3;5000.2;5000.2;5000.3;5000.3;5000.3;5000.2;5000.3;5000.3平均值= 5000.27mm单次实验标准差所以u(Δe1)=s=0.049mm3.2 校准钢卷尺时人眼分辨率引起的标准不确定度分项u(Δe2)的评定(采用B类方法进行评定)由于每次测量人眼分辨率大致为0.1mm,包含因子k为,由于一次测量带有两次人眼分辨率误差,故u(Δe2)= = 0.041mm3.3 标准钢卷尺示值误差引起的不确定度分项u(Δe3)的评定(采用B类方法进行评定)。
钢卷尺质量检验记录

刻度不应模糊不清
2
示值误差
1.首次鉴定,标称长度和任意两个非连续刻度之间的尺带允许误差为Δ=±(a+bl)。
2.以零位为起始端面的尺带,由尺带一个端面至任意线纹的允许示值误差,可在第1条的基础上增加以下绝对值,Ⅰ级尺带0.1mm,Ⅱ级尺带0.2mm。
3.使用中的尺带允许示值误差为第2条的允许示值误差的两倍。
0-4.5
0-0.9
0-5.0
检验依据
《钢卷尺》QB/T2443-2011
检验结论
该钢卷尺上述各项技术要求均满足产品质量要求。
检验:审核:检验日期:
钢卷尺质量检验记录
单位:项目:记录编号:
形式
1.自卷式;2.自卷制动式;3.数显式;4.摇卷盒式;5.摇卷架式;6.量油尺
检验类别
1.首次鉴定;2.使用鉴定
尺带规格
m
尺带宽度
弧面;2.平面
检验项目
标准要求
实测结果
符合性评价
1
外观
尺带不应严重弯折
1.符合;2.不符合
4.钢卷尺全长大于标准钢卷尺时,可分段检验,其全长示值误差为各段示值误差的代数和。
被检间隔/m
实际长度/mm
被检间隔/m
实际长度/mm
1.符合;2.不符合
0-0.1
0-1.0
0-0.2
0-1.5
0-0.3
0-2.0
0-0.4
0-2.5
0-0.5
0-3.0
0-0.6
0-3.5
0-0.7
0-4.0
0-0.8
钢卷尺测量结果不确定度评定
钢卷尺测量结果不确定度评定【摘要】本文主要通过实验论证钢卷尺测量结果的不确定度。
【关键词】钢卷尺;不确定度;示值误差钢卷尺是我们厂矿企业和日常生活中经常用到的计量器具,可以说是家喻户晓,现在本文就通过一系列实验来论证钢卷尺示值误差的测量结果不确定度。
1 概述1.1 测量方法依据JJG4-1999《钢卷尺》检定规程。
1.2 环境条件温度(20±5)℃(1级),(20±8)℃(2级)1.3 测量标准标准钢卷尺。
1级标准钢卷尺最大允许示值误差为±(0.02+0.02L)mm。
1.4 被测对象钢卷尺。
2 数学模型△L=△e式中:△L—被检钢卷尺的示值误差;△e—0~5m段钢卷尺在标准钢卷尺所对应的偏差读数值。
3 标准不确定度一览表当L=5m时,表1 标准不确定度一览表当L=100m时,4 输入量的标准不确定度的评定4.1 测量重复性引起的标准不确定度分量u(△e1)的评定现对一支5m的钢卷尺进行检测,在重复性条件下连续测量10次,得到一组测量列为(单位:mm):5000.3、5000.35、5000.3、5000.3、5000.35、5000.35、5000.3、5000.3、5000.35、5000.35则:■e1=5000.325mms=■=0.026mmu(△e1)=s=0.026mm4.2 校准钢卷尺时人眼分辨率引起的不确定度分量u(△e2)的评定(采用B类方法进行评定)由于每次测量人眼分辨率a大致为0.1mm,包含因子k为■,由于一次测量带有两次人眼分辨误差,故:u(△e2)=■×■a/■=0.041mm4.3 标准钢卷尺示值误差引起的不确定度分量的评定(采用B类方法进行评定)根据JJG741-1991《标准钢卷尺检定规程》,1级标准钢卷尺最大允许误差为±(0.02+0.02L)mm,半宽a为±(0.02+0.02L)mm,认为其服从正态分布,包含因子k为3,则L以5m代入:u(△e3)=(0.02+0.02L)/3=0.041mm4.4 两者线膨胀系数不同,当温度偏离标准温度20℃时引起的标准不确定度分量u(△e4)的评定(采用B类方法进行评定)钢卷尺的线膨胀系数为(11.5±1)×10-6/℃,而标准钢卷尺的线膨胀系数为(10.8±1)×10-6/℃,两者线膨胀系数中心值之差△a=0.7×10-6/℃,△t在a半宽为2℃范围内服从均匀分布,包含因子k为■,L以5m代入,得:u(△e4)=L×103×a×△a/■=0.004mm4.5 被校准钢卷尺和钢卷尺线膨胀系数都存在不确定度,当温度偏离标准温度20℃时引起的标准不确定度分量u(△e5)的评定(采用B类方法进行评定)由于钢卷尺的线膨胀系数和标准钢卷尺的线膨胀系数在(11.5±1)×10-6/℃和(10.8±1)×10-6/℃的范围内等概率分布,两者膨胀系数之差△a应在(0.7±2)×10-6/℃范围内服从三角分布,该三角分布半宽为2×10-6/℃,包含因子k取■,L以5m代入,△t以2℃代入,得:u(△e4)=L×103×△t×a/■=0.0082mm4.6 标准钢卷尺和被校准钢卷尺温度差引起的标准不确定度分量的评定(采用B类方法进行评定)原则上要求标准钢卷尺和被校准钢卷尺温度达到平衡后进行测量,但实际测量时,两者有一定温度差△t存在,假定a在±0.1℃范围内等概率分布,则该分布半宽为0.1℃,包含因子k为■,L以5m代入,以11.5×10-6/℃代入得标准不确定度分量u(△e6)为:u(△e6)=L×103×a×a/■=0.0033mm4.7 输入量的标准不确定度的计算u(△e)=■=0.064mm5 合成标准不确定度的评定5.1 灵敏系数数学模型△L=△e灵敏系数c=?鄣△L=?鄣△e=15.2合成标准不确定度的计算合成标准不确定度可按下式得:uc2(△L)=[cu(△e)]2uc2(△L)=0.064mm由于被校准钢卷尺规格不同,当长度大于5m时,应分段测量,如100mm 钢卷尺,则应分20段进行检定,此时,u(△e1)=20×0.026=0.52u(△e2)=■×0.041=0.18u(△e3)=20×0.04=0.8u(△e4)=20×0.004=0.08u(△e5)=20×0.082=0.16u(△e6)=20×0.033=0.0666 扩展不确定度的评定当L=5m时,U=2×uc(△e)=2×0.064≈0.1mm当L=100m时,U=2×u(△e)=2×0.99≈2.0mm7 对使用钢卷尺检定装置校准钢卷尺的测量不确定度评估选择一台重复性很好的钢卷尺,在重复条件下连续测量10次,可得到单次实验标准差s=0.026μm。
计量标准技术报告钢卷尺
计量标准技术报告计量标准名称钢卷尺标准装置建立计量标准单位扬州市计量所计量标准负责人筹建起止日期1990年4月说明1、申请建立计量标准应填写《计量标准技术报告》。
计量标准考核合格后由申请单位存档。
2、《计量标准技术报告》由计量标准负责人填写。
3、《计量标准技术报告》用计算机打印或墨水笔填写,要求字迹工整清晰。
目录一、计量标准的工作原理及其组成 (1)二、选用的计量标准器及主要配套设备 (2)三、计量标准的主要技术指标 (3)四、环境条件 (3)五、计量标准的量值溯源和传递框图 (4)六、计量标准的测量重复性考核 (5)七、计量标准的稳定性考核 (6)八、测量不确定度评定 (7)九、计量标准的测量不确定度验证 (11)十、结论 (12)十一、附加说明 (12)13467则可得到 u(1e ∆)=s p =0.07mm自由度 ν(1e ∆)=10-1=93.2 检定钢卷尺时人眼分辨率引起的标准不确定度分项u(2e ∆)的评定由于每次测量人眼分辨率a 大致为0.1mm ,包含因子K 为3,由于一次测量带有2次人眼分辨率误差,故u(2e ∆)=2×321a =0.041mm估计其相对不确定度为20%,则其自由度为ν(2e ∆)=25。
3.3 标准钢卷尺示值误差引起的不确定度分项u(3e ∆)的评定根据JJG741-1991 《标准钢卷尺规程》,Ⅰ级标准钢卷尺最大允许示值误差为±(0.02+0.02L)mm ,半宽a 为(0.02+0.02L)mm ;认为其服从正态分布,包含因子K 为3,则L 以5m 代入:u(3e ∆)=302L)(0.02+=0.04mm考虑其相当可靠,则自由度ν(3e ∆)→∞.3.4 由拉力误差给出的标准不确定度分项u (e 4)的评定 由拉力引起的误差为:=L 103×))(8.9(mm F E p ⨯⨯∆式中 :L- 钢卷尺的长度 ,以m 为单位取值 ;- 拉力偏差 ,由JJG741-1991《标准钢卷尺检定规程》知5.0≤∆p N ;E - 弹性系数 ,E=200002mm kg ;F - 钢卷尺的横截面积 ,改尺的横截面宽度为12mm ,其厚度为0.22mm(F=12×0.22mm 2)则: )(1066.94mm L -⨯=δ拉力误差p ∆以相等的概率出现在半宽为0.5N 的区间 ,认为其服从均匀分布 ,包含因子k 取3.由于被检验钢卷尺和标准钢卷尺都需加一定的拉力 ,故拉力误差在5m 测量过程中影响两次.u(4e ∆)=23δ=2⨯0.0027mm=0.004mm(标称长度小于5m 的弧形尺带卷尺张紧力不作规定)估计其相对不确定度为20%,则其自由度为ν(2e ∆)=25。
钢卷尺检测报告

钢卷尺检测报告一、检测目的本次钢卷尺检测的目的是确定被检测钢卷尺的计量性能是否符合相关标准和使用要求,以保证其测量结果的准确性和可靠性。
二、检测依据1、《钢卷尺检定规程》(JJG 4-1999)2、相关产品标准和技术文件三、检测环境条件1、温度:(20 ± 5)℃2、相对湿度:≤ 80%四、检测设备1、标准钢卷尺:精度等级为Ⅰ级,量程不小于被检钢卷尺的量程,经过计量检定合格,并在有效期内。
2、游标卡尺:精度为002mm,经过计量检定合格,并在有效期内。
3、拉力计:测量范围为(0 ~ 50)N,精度为 1N,经过计量检定合格,并在有效期内。
五、被检测钢卷尺的基本信息1、生产厂家:_____2、型号规格:_____3、量程:_____4、分度值:_____5、编号:_____六、检测项目及检测方法1、外观检查用目力观察钢卷尺的尺带表面,应平整、清洁,无锈迹、划痕、裂纹等缺陷。
尺带的刻度线应清晰、均匀,数字应完整、清晰。
尺钩应牢固,无变形、松动现象。
尺盒应完整,无破损、变形现象。
2、线纹宽度及刻度值误差检测将被检钢卷尺与标准钢卷尺平铺在检验台上,使其零刻度线对齐,并施加规定的拉力。
在全长范围内,用游标卡尺测量被检钢卷尺的刻度线宽度,应符合相关标准的要求。
分别在不同位置读取被检钢卷尺和标准钢卷尺的刻度值,计算其差值,即为刻度值误差。
3、示值误差检测在规定的检测点上,将被检钢卷尺与标准钢卷尺平铺在检验台上,使其零刻度线对齐,并施加规定的拉力。
读取被检钢卷尺和标准钢卷尺在检测点上的刻度值,计算其差值,即为示值误差。
检测点的选择应均匀分布在钢卷尺的全长范围内,包括起点、终点和中间若干点。
4、尺带挺直度检测将被检钢卷尺平放在检验台上,使其一端固定,另一端自由下垂。
用直尺测量尺带在自由状态下的弯曲度,应符合相关标准的要求。
5、尺带伸缩性检测将被检钢卷尺拉伸至全长,然后松开,观察尺带的回缩情况。
重复拉伸和松开操作若干次,检查尺带是否有明显的伸缩现象。
金属卷尺检测报告

金属卷尺检测报告
1. 检测目的
本报告旨在对金属卷尺进行全面检测,验证其性能和质量,以确保其符合相关标准和要求。
2. 检测方法
本次检测采用以下方法和准则:
- 检测工具:金属卷尺、水平仪、数字测量仪等。
- 检测准则:国家标准 XXXXX。
3. 检测项目及结果
3.1 外观检测
- 检测项目:外观完整性、刻度清晰度、刻度长度等。
- 检测结果:金属卷尺外观完好,刻度清晰且长度准确。
3.2 测量误差检测
- 检测项目:测量精度、测量误差等。
- 检测结果:经过测量测试,金属卷尺的测量精度高,误差较小,符合要求。
3.3 材质检测
- 检测项目:材质稳定性、耐磨性等。
- 检测结果:金属卷尺采用稳定的材质制作,具有良好的耐磨性和耐用性。
4. 检测结论
根据本次检测结果,金属卷尺符合相关标准和要求,具有良好的性能和质量。
5. 建议
在使用金属卷尺时,请注意以下几点:
- 避免将金属卷尺过度弯曲,以免影响测量精度;
- 定期清洁金属卷尺,保持刻度的清晰度和准确性;
- 存放金属卷尺时,应放置在干燥、避免阳光直射的地方,以
防生锈。
6. 检测人员及日期
- 检测人员:XXX
- 检测日期:XXXX年XX月XX日
该报告仅对金属卷尺进行检测,如有其他问题或需进一步了解,请联系相关部门或厂家进行咨询。
注:本报告仅基于可确认的信息,不涉及法律问题。
卷尺检验报告

卷尺检验报告
一、检验目的
本次卷尺检验旨在验证该卷尺的测量精度及误差是否符合相关标准要求,以确定其可靠性和适用性。
二、检验对象
本次检验对象为一款长度为5m、宽度为19mm、主体材料为不锈钢的卷尺。
三、检验方法
1. 检验装置:使用高精度激光尺进行检测。
2. 检验过程:
(1)以激光尺测定出标准长度,做出相应标记。
(2)使用卷尺逐渐测量标准长度,记录读数。
(3)将卷尺读数与标准长度读数对比,计算误差值。
(4)按照相关标准要求,进行误差的加减修正,并确定该卷尺的真实测量精度。
4.检验分析:通过对检验结果的分析,得出该卷尺测量误差较小,符合相关标准的结论。
四、检验结果
该卷尺的误差值在检验时分别为0.05mm、0.04mm、0.06mm、0.03mm、0.04mm,平均误差值为0.04mm。
根据国家标准《测量工具误差限》GB/T 14899-1993规定,该卷尺的误差控制在±0.10mm范围内符合相关标准要求。
五、结论
通过本次卷尺检验,结果表明该卷尺符合国家标准的测量误差控制要求,可使用于不同的测量环境和场合,具有可靠性和适用性。
六、检验记录
序号测量值(mm)误差值(mm)
1 4999.95 0.05
2 5000.04 0.04
3 5000.06 0.06
4 5000.03 0.03
5 5000.04 0.04
检验人:XXX
检验时间:XXXX年XX月XX日
检验地点:XXX。
钢卷尺检测报告

钢卷尺检测报告一、检测目的。
本次检测旨在对钢卷尺的精度和准确性进行评估,以确保其符合相关标准和要求,保障产品质量。
二、检测对象。
本次检测对象为公司生产的钢卷尺产品,共计1000把,规格为3米。
三、检测方法。
1. 静态检测,采用标准长度的物体与钢卷尺进行对比测量,评估其读数准确性;2. 动态检测,通过拉伸和收缩钢卷尺,检测其弹簧是否灵敏,长度是否准确。
四、检测过程。
1. 对每把钢卷尺进行静态检测,分别在0米、1米、2米、3米处进行对比测量,记录读数;2. 对每把钢卷尺进行动态检测,拉伸至最大长度并收缩,检测弹簧的灵敏度,并与标准长度进行对比。
五、检测结果。
经过检测,共有20把钢卷尺的读数存在偏差,其中10把偏差在±0.5毫米以内,另外10把偏差在±1毫米以内;在动态检测中,有5把钢卷尺的弹簧灵敏度不达标,拉伸后长度存在较大偏差。
六、结论。
1. 钢卷尺的静态测量准确性较高,但仍有部分产品存在偏差,需要进一步优化生产工艺和质量控制;2. 部分钢卷尺的弹簧灵敏度和长度准确性未达标,存在一定质量隐患,需要及时调整生产工艺和提升质量管理水平。
七、改进措施。
1. 对存在偏差的钢卷尺进行重新校准,并对生产工艺进行优化,提升产品精度;2. 对弹簧灵敏度和长度不达标的钢卷尺进行淘汰,加强对原材料和生产过程的监控,确保产品质量。
八、建议。
1. 加强对生产工艺的管理和控制,确保每一道工序的质量可控;2. 定期对产品进行抽检,及时发现和解决质量问题,提升产品质量和市场竞争力。
以上为钢卷尺检测报告内容,如有疑问或需要进一步了解,请随时与我们联系。
CNAS M0052钢卷尺校准能力验证结果报告
中国合格评定国家认可委员会 二〇一三年六月
组织机构:中国合格评定国家认可委员会 能力验证负责人/报告签发人:韩京城 技术高管/报告审核人:田玲 联系人/领域主管:张鹏杰 联系电话:010-67105293 联系地址:北京市东城区南花市大街 8 号 邮政编码:100062 传真:010-67105055 职务:副处长
CNAS M0052
CNAS-WI21-01/07-B/2
1
前言
本报告是对 CNAS M0052“钢卷尺校准”能力验证计划结果的总结,由中国计量科学研
究院负责起草,中国合格评定国家认可委员会(CNAS)秘书处审核并批准发布。 CNAS M0052“钢卷尺校准”能力验证计划由 CNAS 组织,中国计量科学研究院负责协 调及实施。 CNAS 依据 ISO/IEC17043:2010《合格评定 能力验证的通用要求》运作能力验证计划。 申请认可和获准认可的合格评定机构必须通过参加能力验证活动(包括 CNAS 组织实施 或承认的能力验证计划、实验室间比对和测量审核)证明其技术能力。选择能力验证计划及 利用能力验证结果(含对不满意结果的纠正措施)的相关要求和政策见 CNAS-RL02《能力验 证规则》 。
第 1 页 共 43 页
CNAS M0052
CNAS-WI21-01/07-B/2
尺带温度线膨胀系数为 14.0×10-6℃-1; 分度值 1mm,整米线纹宽度(0.39~0.41)mm; 各校准点示值稳定性优于(0.03mm+5× 10-6L) 。 为确保样品稳定性能够满足能力验证的要求,样品在传递前、传递过程中以及传递结束 后,中国计量科学研究院(参考实验室)均对样品进行了稳定性监控,样品制备和稳定性评 价详见附录 B。 2.5 计划日程 本次计划的日程安排如表 1 所示。
钢卷尺直尺直角尺原始校准记录

钢卷尺内部校准原始记录校准基准:JJG4-2015 钢卷尺检定规程Array校准依据:钢卷尺内部校准规程基准尺名称:钢卷尺基准尺编号:/基准尺规格:5m基准尺证书编号:长字第号基准尺有效期:年月日检定日期:年月日至年月日记录编号:至型号规格比对段(m)不少于3段,按每米逐段比对。
Ep:0-3.5m (0-1)m、(1-2)m(2-3)mEP:0-5m (0-1)m、(1-2)m、(2-3)m、(3-4)m、(4-5)mEP:0-10m (0-2)m、(2-4)m、(4-6)m、(6-8)m、(8-10)m、EP:0-15m (0-3)m、(3-6)m、(6-9)m、(9-12)m、(12-15)mEP:0-20m (0-4)m、(4-8)m、(8-12)m、(12-16)m、(16-20)m钢卷尺内部校准原始记录钢直尺内部校准原始记录校准依据:钢直尺内部校准规程基准尺名称:钢直尺基准尺编号:/基准尺规格:1m基准尺证书编号:长字第号基准尺有效期:年月日检定日期:年月日至年月日记录编号:至型号规格比对段(cm)不少于3段,逐段比对。
Ep:0-15cm (0-5)cm、((5-10)cm、(10-15)cmEP:0-30cm (0-10)cm、((10-20)cm、(20-30)cmEP:0-50cm (0-10)cm、((10-20)cm、(20-30)cm、(30-40)cm、(40-50)cmEP:0-100cm (0-20)cm、(20-40)cm、(40-60)cm、(60-80)cm、(80-100)cm钢直尺内部校准原始记录直角尺内部校准原始记录校准依据:直角尺内部校准规程基准尺名称:钢直角尺基准尺编号:/基准尺规格:500mm基准尺证书编号:长字第号基准尺有效期:年月日检定日期:年月日至年月日记录编号:至宽度直角尺内部校准原始记录。
钢卷尺检定仪技术报告
) ) ) ) ) ) ) ) ) ) ) )
一、建立计量标准的目的 钢卷尺是长度测量最普遍、最基本的计量量具之一,保证其测量的准确性 对产品生产具有重大意义;建立钢卷尺检定装置的计量标准,能保证钢 卷尺的测量的准确性以及量值传递的统一性,从而达到指导生产的作 用,因此,本公司特建立此项标准。
二、计量标准的工作原理及其组成 工作原理:钢卷尺检定在钢卷尺检定台上用经检定合格的标准钢卷尺与被 检钢卷尺进行比较测量,即按每米逐段连续读取各段和全长误差。 组成:标准钢卷尺、被检尺、砝码、读数显微镜
读 数 显 微 JC10 镜
0-6mm 20X
准确度 0.01mm
XX 公司
主 要 配 套 设 备
专用法码
5KG
49N
最大允许误差 XX 公司 250mg
XX 计 量 1 年 测试 研究 院 XX 计 量 1 年 测试 研究 院
四、计量标准的主要技术指标 该装置可检测项目:1 级, 2 级普通钢卷尺。 测深钢卷尺(量油尺)。 纤维卷尺。 测绳等卷尺类大量程量具。 1. 检定台外形长度:5.3m(总长约 5.9m,可根据用户要求按照每 5m 段任 意接长至 50m) 2. 有效检测长度:5m(采用分段法检测测量范围: (5—200)m) 。 3. 标准钢卷尺准确度:±(0.03+0.03L)mm 4. 检定台导规直线度:≤0.3mm/m 5. 检定台整体静摩擦力:≤4N 6. 仪器最小分辨力:0.01mm 7. 仪器自带照明装置 8. 读数显微镜: 20X 0.01mm
计 量 标 准 技 术 报 告
计 量 标 准 名 称 5 米钢卷尺检定装置 计量标准负责人 建标单位名称(公章) 填 写 日 期
目
录
一、建立计量标准的目的…………………………………………………… ( 二、计量标准的工作原理及其组成 …………………………………… ( 三、计量标准器及主要配套设备………………………………………… ( 四、计量标准的主要技术指标………………………………………( 五、环境条件…………………………………………………………… ( 六、计量标准的量值溯源和传递框图……………………………………… ( 七、计量标准的重复性试验………………………………………………… ( 八、计量标准的稳定性考核……………………………………………………( 九、检定或校准结果的测量不确定度评定………………………………… ( 十、检定或校准结果的验证………………………………………………… ( 十一、结论…………………………………………………………………… ( 十二、附加说明…………………………………………………………………(
卷尺检定报告书
卷尺检定报告书tape Inspection Report
报告编号Report Code:
表格编号Report Code:QMR-07-13-010
量具编号Gauge Code:
规格(长度)Speection:New
使用中( ) In Use
修理后(
规格(长度)Spec:
CM
检定类别:新购置( ) Inspection:New
使用中( ) In Use
修理后(
)
Mended
NO
检定项目Item
检定状况Result
1
外观Appearance
2
性能capability
检定结果Result:
合格贴绿色贴Green label for qualified( )
)
Mended
NO
检定项目Item
检定状况Result
1
外观Appearance
2
性能capability
检定结果Result:
合格贴绿色贴Green label for qualified( )
部分功能合格贴黄色贴Yellow label for partly qualified( )
不合格贴红色标贴Red label for unqualified( )
Inhouse tempHeurmaitduirtey
检定人: Inspector
批准人: Approved by 版本:A/1
检定室温度:
湿度:
Inhouse temperature Humidity
检定人: Inspector
批准人: Approved by 版本:A/1
钢卷尺检定证书
北京市电子工业中心计量站 第 1 页 共 2页Electronic Calibration Laboratory of Beijing Page 1 of 2校 准 证 书委托单位Customer: 天津海纳天成景观工程有限公司 地 址Address: 天津 被校设备Equipment Calibrated: 皮尺 型 号/规 格Type: 50M 出 厂 编 号 No: 9003 制造商Manufacturer: 天津 校准结论Statement of Compliance: 合格 校准日期: 2011年 01 月 27 日Calibration Date Year Month Day建议下次校准日期: 2012 年 01 月 26 日The Next Cal. Date Recommended Year Month Day批准人:Approved by _________审核人: 校准专用章:Checked by __________ stamp校准人:Operator ____________地址Address :北京市崇文区广渠门内大街9号 No.9 Guangqumen Inner Street, Chongwen District, Beijing 邮政编码Post Code :100062 联系电话:(010)67111794,81620279传真Fax :(010)67111794 电子信箱 Email :***************Certificate of Calibration 证书编号Certificate No: XL0908证书编号Cert.No:XL0908 第2页共2页Page 2 of 2本站是经“中国合格评定国家认可委员会”认可的实验室。
实验室认可证书号:CNAS L2670校准中使用的主要测量设备:Measurement standards Used名称型号/规格出厂编号证书编号Name Type S/N Certificate No标准卷尺 ZY-BG50 2351 XB090525校准所参照的技术文件或校准方法:Reference documents or methods for calibrationJJG4 1999钢卷尺检定规程校准地点及环境条件:Location and Environment Condition at Calibration校准地点: 温度:相对湿度:Location 本校准实验室 Temperature 12 ℃ Relative Humidity 48%校准结果可溯源于: 国家计量基准This Calibration is traceable to校准结果Results of Calibration1、线纹宽度:0.15~0.5mm2、零值误差:≤±0.5mm3、任意500mm两线纹间误差:±0.4mm示值误差测量结果的扩展不确定度:U=0.12mm, k=2注:1、本站仅对加盖“北京市电子工业中心计量站校准专用章”的完整《校准证书》负责;2、本证书的校准结果仅对所校准的计量设备有效;3、计量设备维修后,请重新进行校准。
钢卷尺测量不确定度评定报告
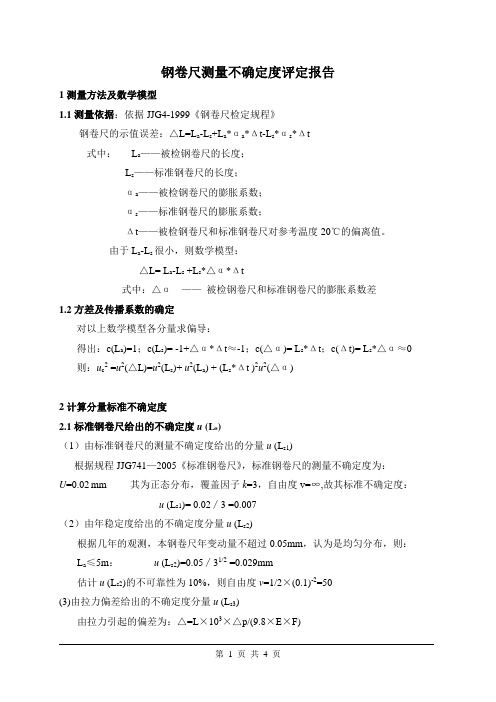
钢卷尺测量不确定度评定报告1测量方法及数学模型1.1测量依据:依据JJG4-1999《钢卷尺检定规程》钢卷尺的示值误差:△L=L a-L s+L a*αa*Δt-L s*αs*Δt式中:L a——被检钢卷尺的长度;L s——标准钢卷尺的长度;αa——被检钢卷尺的膨胀系数;αs——标准钢卷尺的膨胀系数;Δt——被检钢卷尺和标准钢卷尺对参考温度20℃的偏离值。
由于L a-L s很小,则数学模型:△L= L a-L s +L s*△α*Δt式中:△α——被检钢卷尺和标准钢卷尺的膨胀系数差1.2方差及传播系数的确定对以上数学模型各分量求偏导:得出:c(L a)=1;c(L s)= -1+△α*Δt≈-1;c(△α)= L s*Δt;c(Δt)= L s*△α≈0 则:u c2 =u2(△L)=u2(L s)+ u2(L a) + (L s*Δt )2u2(△α)2计算分量标准不确定度2.1标准钢卷尺给出的不确定度u (L s)(1)由标准钢卷尺的测量不确定度给出的分量u (L s1)根据规程JJG741—2005《标准钢卷尺》,标准钢卷尺的测量不确定度为:U=0.02mm其为正态分布,覆盖因子k=3,自由度v=∞,故其标准不确定度:u (L s1)= 0.02∕3 =0.007(2)由年稳定度给出的不确定度分量u (L s2)根据几年的观测,本钢卷尺年变动量不超过0.05mm,认为是均匀分布,则:L a≤5m:u (L s2)=0.05∕31/2 =0.029mm估计u (L s2)的不可靠性为10%,则自由度v=1/2×(0.1)-2=50(3)由拉力偏差给出的不确定度分量u (L s3)由拉力引起的偏差为:△=L×103×△p/(9.8×E×F)其中:L :钢卷尺的长度; △p :拉力偏差,由规程知△p ≤0.5N E :弹性系数; F :钢卷尺的横截面积。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
钢卷尺检测报告
钢卷尺是一种用于测量物体长度的常见工具。
它通常由一个卷尺盘和一个可伸缩的钢带组成,钢带上标有长度刻度。
在使用钢卷尺之前,通常需要对其进行检测,以确保其准确性和可靠性。
钢卷尺的检测通常包括以下几个方面:长度测量准确性、刻度读数准确性、弹性返回性能以及钢带的材质和制造质量。
首先,长度测量准确性是钢卷尺检测的核心内容之一。
我们使用的钢卷尺通常会在钢带上标有毫米、厘米、英尺等长度单位的刻度。
在检测过程中,首先需要确定钢带的实际长度,并与卷尺上的刻度进行比对。
通过一系列测量,可以判断出钢卷尺是否存在长度误差,并将误差值记录下来。
其次,刻度读数准确性是钢卷尺检测的另一个重要内容。
在使用钢卷尺时,我们需要准确读取钢带上的刻度值。
如果刻度读数存在偏差,将会影响到测量的准确性。
因此,在检测过程中,需要测量钢带上不同位置的刻度,并与实际标准值进行比对,以确定刻度读数的准确性。
此外,钢卷尺的弹性返回性能也是值得关注的一个方面。
钢带
通常是可伸缩的,因此在测量完毕后,松开钢带时,它应该能够
自动回缩到原始状态。
如果钢带的弹性返回性能差,将会影响到
后续的测量工作。
检测时,可以通过多次伸缩测试,并观察钢带
的回缩情况,以评估其弹性性能。
此外,钢带的材质和制造质量也是影响钢卷尺性能的重要因素。
钢带通常由不锈钢、铬钢等材料制成,这些材料应具备一定的硬
度和耐腐蚀性。
在检测过程中,需要对钢带进行外观检查,以确
保其表面无明显损伤或腐蚀。
此外,还需要对钢卷尺的制造工艺
进行检测,以提升其质量和可靠性。
综上所述,钢卷尺检测报告涉及到钢卷尺的长度测量准确性、
刻度读数准确性、弹性返回性能以及钢带的材质和制造质量等多
个方面。
通过对这些内容的检测,可以评估钢卷尺的准确性和可
靠性,为日常工作提供准确的尺寸测量工具。
只有经过严格的检
测和质量控制,我们才能确保钢卷尺的可靠性和准确性,为各行
各业的测量工作提供支持。
所以在购买和使用钢卷尺时,应注重
其质量和性能,并且定期进行检测和维护,以确保测量结果的准
确性。