螺栓紧固预紧力和预紧力矩
螺栓紧固预紧力和预紧力矩

螺栓紧固预紧力和预紧力矩Preload Fv and tightening torque MA screws and bolts1范围本标准适用于零部件螺栓装配预紧力和预紧力矩作一规定。
2 引用标准下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文。
本标准出版时所示版本均为有效。
所有标准都会被修订,使用本标准的各方应探讨使用下列标准最新版本的可能性。
3 预紧力和预紧力矩数值表在零部件装配中,为了防止紧固螺栓出现松动现象,其预拧紧力Fv、预紧力矩Ma应有一定规范要求。
对零部件装配图中未明确标注出螺栓拧紧力矩要求的情况下,可按下表所规定的数值进行预紧。
估算摩擦系数μges=0.14 3)螺 栓 8.8级 10.9级 12.9级规 格 Fv M A Fv M A Fv M A1) 2) 1) 2) 1) 2)M5 6.4 6.2 5.9 9.08.7 8.3 10.810.5 10.0 M6 9.0 10.5 9.9 12.715 14 15.217.5 16.5 M8 16.5 25 24 23.236 34 28.043 40 M10 26.5 50 47 37 70 66 44.584 79 M12 38.5 86 82 54 121 115 65 145 140 M16 73 215 200 102300 280 123360 340 M20 113 410 390 160580 550 192700 660 M24 164 710 670 2301000 950 2751200 1140 M30 260 1400 1350 3702000 1900 4402400 2250注:8.8、10.9、12.9 — 螺栓等级Fv — 螺栓预紧力(KN)M A— 螺栓预紧力矩(Nm)1) 用力矩扳手拧紧2) 用气动工具拧紧3) 对于其它摩擦系数力矩MA估算数值为:μges 0.125=MA减8%μges 0.1 =MA减20%。
拧紧力矩与预紧力

1、引言家用电器厂在生产某型产品时,经常出现批头、电批套筒或风批套筒被打断的现象。
原因是一些重要零部件如发热管、R型弹簧等的固定都需要用很大的扭力矩来旋紧螺钉,而批头、电批套筒或风批套筒的极限扭力矩不能达到螺钉拧紧的拧紧力矩要求,致使其超过能够承受的最大拧紧力矩而折断。
但是,螺钉的拧紧力矩到底需要多大?目前尚没有一个确切的或者令人信服的标准来衡量。
那么,有没有办法给定螺钉比较准确的标准值呢?答案是肯定的。
下面以某产品弹性元件固定螺钉PM5×10为例,来计算它的拧紧力矩。
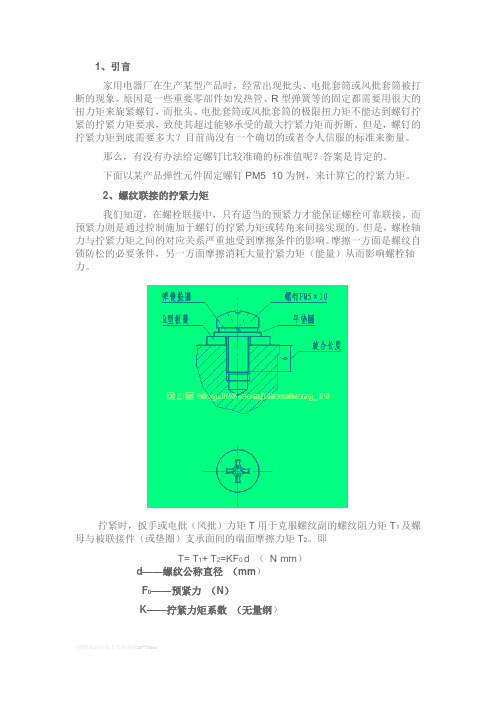
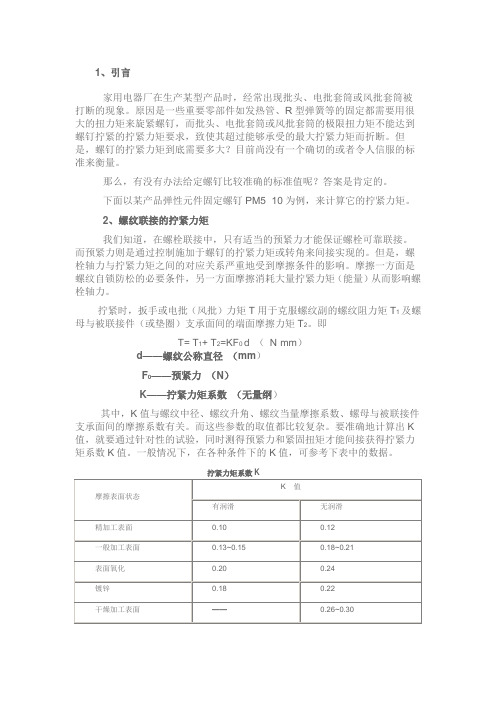
2、螺纹联接的拧紧力矩我们知道,在螺栓联接中,只有适当的预紧力才能保证螺栓可靠联接。
而预紧力则是通过控制施加于螺钉的拧紧力矩或转角来间接实现的。
但是,螺栓轴力与拧紧力矩之间的对应关系严重地受到摩擦条件的影响。
摩擦一方面是螺纹自锁防松的必要条件,另一方面摩擦消耗大量拧紧力矩(能量)从而影响螺栓轴力。
拧紧时,扳手或电批(风批)力矩T用于克服螺纹副的螺纹阻力矩T1及螺母与被联接件(或垫圈)支承面间的端面摩擦力矩T2。
即T= T1+ T2=KF0 d (N·mm)d——螺纹公称直径(mm)F0——预紧力(N)K——拧紧力矩系数(无量纲)其中,K值与螺纹中径、螺纹升角、螺纹当量摩擦系数、螺母与被联接件支承面间的摩擦系数有关。
而这些参数的取值都比较复杂。
要准确地计算出K 值,就要通过针对性的试验,同时测得预紧力和紧固扭矩才能间接获得拧紧力矩系数K值。
一般情况下,在各种条件下的K值,可参考下表中的数据。
盘铝合金基材上,铝合金的硬度较低,摩擦力较大。
故按干燥加工表面无润滑取值,则K值的取值范围是0.26~0.30,取最小值K=0.26。
螺纹联接的预紧力螺纹联接预紧力的大小,要根据螺钉组受力和联接的工作要求决定。
设计时首先要保证所需的预紧力,又不应使联接的结构尺寸过大。
一般规定拧紧后螺纹联接件的预紧力不得大于其材料屈服强度σs的80%。
螺栓标准扭矩及预紧力
螺栓标准扭矩及预紧力螺栓是机械装置中常见的连接元件,其使用的扭矩和预紧力对于连接的可靠性和安全性至关重要。
本文将介绍螺栓标准扭矩及预紧力的相关知识,帮助读者更好地了解和应用螺栓连接技术。
螺栓标准扭矩。
螺栓标准扭矩是指在螺栓连接中,需要施加的扭矩大小。
扭矩的大小直接影响到螺栓的紧固力,过小会导致螺栓松动,过大则可能导致螺栓断裂。
螺栓标准扭矩的确定需要考虑到螺栓的材料、直径、螺纹类型等因素,一般可以通过螺栓制造商提供的标准表格或计算公式来确定。
螺栓预紧力。
螺栓预紧力是指在螺栓连接中,由扭矩产生的拉力。
预紧力的大小直接影响到螺栓连接的紧固性能,过小会导致松动,过大则可能导致螺栓和螺母的损坏。
螺栓预紧力的计算需要考虑到螺栓材料的弹性模量、螺纹摩擦系数、螺栓直径等因素,一般可以通过标准公式或专业软件进行计算。
螺栓标准扭矩和预紧力的关系。
螺栓标准扭矩和预紧力之间存在着密切的关系。
一般情况下,螺栓标准扭矩越大,产生的预紧力也越大。
因此,在实际应用中,需要根据设计要求和实际情况来确定螺栓的标准扭矩,以达到所需的预紧力。
螺栓标准扭矩及预紧力的影响因素。
螺栓标准扭矩和预紧力的大小受到多种因素的影响,主要包括螺栓材料、螺栓直径、螺纹类型、螺栓表面状态、螺栓和螺母的摩擦系数等。
在实际应用中,需要综合考虑这些因素,选择合适的螺栓标准扭矩和预紧力,以确保螺栓连接的可靠性和安全性。
结语。
螺栓标准扭矩及预紧力是螺栓连接中非常重要的参数,直接影响到连接的可靠性和安全性。
正确地确定螺栓标准扭矩和预紧力,对于提高螺栓连接的性能至关重要。
希望本文能够帮助读者更好地理解和应用螺栓连接技术,确保螺栓连接的可靠性和安全性。
螺栓扭矩预紧力对照表

螺栓扭矩预紧力对照表螺栓扭矩预紧力对照表在机械领域,螺栓的紧固是最基本的操作之一,它能够将运动构件紧密固定,保证机器的稳定性和安全性。
而螺栓的紧固程度主要与它的扭矩预紧力有关。
因此,为了保证机器的性能和安全,必须按照规定的扭矩预紧力进行紧固。
下面,本文将为您介绍螺栓扭矩预紧力对照表,希望对您有所帮助。
一、螺栓扭矩预紧力的定义螺栓扭矩预紧力是指在给定的扭矩下,螺栓所受到的预紧力,也是螺栓紧固的重要参数之一。
在实际生产中,根据机器的实际需要,需要按照一定的标准来选择合适的扭矩预紧力。
二、螺栓扭矩预紧力的计算方法螺栓扭矩预紧力的计算方法一般分为两种:设计法和试验法。
设计法主要是根据螺栓的使用要求和材料等参数,采用公式计算螺栓的预紧力。
试验法则是通过试验的方式获得预紧力,一般使用测力计等仪器进行测试。
根据不同的需求和实际情况,可以灵活运用以上两种方法来计算预紧力。
三、螺栓扭矩预紧力的选择及对照表在选择螺栓的扭矩预紧力时,需要考虑机器的实际使用情况、技术参数和工作环境等因素。
以下是螺栓扭矩预紧力对照表,提供参考:(注:以下数据仅供参考,具体扭矩预紧力应按照机器使用手册或技术要求为准。
)螺纹钢性公称直径(mm) 钢性铆接螺纹插销级数A2-70 A4-70 A2-80 A4-80 NO NO NOM3 2.0 1.6 / / 1.3 / /M4 3.5 2.8 / / 2.2 / /M5 6.0 5.0 5.3 4.4 3.7 / /M6 10.1 8.5 9.0 7.5 6.3 2.3 2.5M8 22.0 18.5 20.0 16.5 14.0 5.0 5.0M10 39.0 33.0 35.0 29.0 24.5 10.0 10.0M12 62.0 52.0 55.0 46.0 39.0 16.0 16.0M14 90.0 75.0 80.0 67.0 56.0 28.0 28.0M16 120.0 100.0 106.0 88.0 74.0 45.0 40.0M20 226.0 190.0 200.0 165.0 140.0 / /M24 370.0 310.0 330.0 275.0 230.0 / /四、总结正确选择螺栓扭矩预紧力是机器性能和安全的保证之一。
m2.5螺栓预紧力
标题:M2.5螺栓预紧力的重要性及计算方法引言:M2.5螺栓是一种常见的紧固件,广泛应用于机械设备、电子产品、汽车等领域。
预紧力是指在螺栓紧固过程中施加在螺栓上的力,它对于保证螺栓连接的可靠性和工作性能至关重要。
本文将介绍M2.5螺栓预紧力的重要性以及计算方法。
一、预紧力的重要性1.1 提高连接的可靠性预紧力可以使螺栓与被连接零件之间产生摩擦力,从而增加连接的紧密度和摩擦阻力,防止松动和滑动。
这对于保证连接的可靠性、提高耐久性非常重要。
1.2 分担工作负荷预紧力可以使螺栓与被连接零件之间形成有效的摩擦面积,将工作负荷均匀分散到各个螺栓上,避免单个螺栓承受过大的负荷,确保连接的稳定性和安全性。
1.3 防止松动和振动预紧力可以提高连接点的刚度,减小螺栓在工作过程中受到振动和冲击的影响,有效防止螺栓松动、失效或断裂,保证设备的正常运行。
二、M2.5螺栓预紧力的计算方法2.1 确定预紧力系数预紧力系数是根据连接零件的材料、摩擦系数和紧固力矩确定的。
通过实验或参考相关标准可以得到预紧力系数的值。
2.2 计算预紧力预紧力的计算公式为:Fp = K × T其中,Fp表示预紧力,K表示预紧力系数,T表示紧固力矩。
2.3 确定紧固力矩紧固力矩是指施加在螺栓上的力矩,它可以通过手动或机械工具进行施加。
在紧固过程中,应根据设计要求和相关标准确定合适的紧固力矩。
2.4 确定摩擦系数摩擦系数是指连接零件之间的摩擦力与法向力之间的比值,它与连接材料、表面状态、润滑条件等有关。
通过实验或参考相关资料可以得到摩擦系数的值。
2.5 实际应用中的注意事项在实际应用中,需要注意以下几点:(1)遵循设计要求和相关标准,合理选择螺栓和连接零件。
(2)严格控制紧固力矩,避免过紧或过松。
(3)定期检查和维护连接点,确保预紧力的有效性和稳定性。
结论:M2.5螺栓预紧力是保证连接可靠性、提高工作性能的重要因素。
通过正确计算预紧力,并合理选择螺栓和连接零件,可以确保连接的稳定性和安全性。
拧紧力矩与预紧力
1、引言家用电器厂在生产某型产品时,经常出现批头、电批套筒或风批套筒被打断的现象。
原因是一些重要零部件如发热管、R型弹簧等的固定都需要用很大的扭力矩来旋紧螺钉,而批头、电批套筒或风批套筒的极限扭力矩不能达到螺钉拧紧的拧紧力矩要求,致使其超过能够承受的最大拧紧力矩而折断。
但是,螺钉的拧紧力矩到底需要多大?目前尚没有一个确切的或者令人信服的标准来衡量。
那么,有没有办法给定螺钉比较准确的标准值呢?答案是肯定的。
下面以某产品弹性元件固定螺钉PM5×10为例,来计算它的拧紧力矩。
2、螺纹联接的拧紧力矩我们知道,在螺栓联接中,只有适当的预紧力才能保证螺栓可靠联接。
而预紧力则是通过控制施加于螺钉的拧紧力矩或转角来间接实现的。
但是,螺栓轴力与拧紧力矩之间的对应关系严重地受到摩擦条件的影响。
摩擦一方面是螺纹自锁防松的必要条件,另一方面摩擦消耗大量拧紧力矩(能量)从而影响螺栓轴力。
拧紧时,扳手或电批(风批)力矩T用于克服螺纹副的螺纹阻力矩T1及螺母与被联接件(或垫圈)支承面间的端面摩擦力矩T2。
即T= T1+ T2=KF0 d (N·mm)d——螺纹公称直径(mm)F0——预紧力(N)K——拧紧力矩系数(无量纲)其中,K值与螺纹中径、螺纹升角、螺纹当量摩擦系数、螺母与被联接件支承面间的摩擦系数有关。
而这些参数的取值都比较复杂。
要准确地计算出K 值,就要通过针对性的试验,同时测得预紧力和紧固扭矩才能间接获得拧紧力矩系数K值。
一般情况下,在各种条件下的K值,可参考下表中的数据。
盘铝合金基材上,铝合金的硬度较低,摩擦力较大。
故按干燥加工表面无润滑取值,则K值的取值范围是0.26~0.30,取最小值K=0.26。
螺纹联接的预紧力螺纹联接预紧力的大小,要根据螺钉组受力和联接的工作要求决定。
设计时首先要保证所需的预紧力,又不应使联接的结构尺寸过大。
一般规定拧紧后螺纹联接件的预紧力不得大于其材料屈服强度σs的80%。
预紧力与与预紧力矩之间的简化关系

预紧力与预紧力矩之间的简化关系一、引言预紧力与预紧力矩是工程领域中重要的概念,它们在机械连接和结构设计中起着至关重要的作用。
在本文中,我们将探讨预紧力与预紧力矩之间的简化关系,旨在帮助读者更好地理解这两个概念之间的联系。
二、预紧力与预紧力矩的定义让我们先来了解一下预紧力与预紧力矩的定义。
预紧力是指在螺栓或螺钉连接中施加的力,它的作用是通过将连接件拉伸来增加摩擦力和连接的紧固性能。
而预紧力矩则是指在预紧力作用下,螺栓或螺钉所受到的扭矩,它是预紧力施加后产生的力矩。
三、预紧力与预紧力矩的关系预紧力与预紧力矩之间存在着密切的关系,它们之间的简化关系可以用数学公式来描述。
当施加预紧力时,螺栓或螺钉会产生弹性变形,在这个过程中会产生预紧力矩。
根据弹性力学的理论,预紧力和预紧力矩之间的关系可以用以下公式简化表示:M = K * F * d其中,M表示预紧力矩,K表示螺栓或螺钉的摩擦系数,F表示预紧力,d表示螺栓或螺钉的直径。
这个公式说明了预紧力与预紧力矩之间的简化关系,通过预紧力,可以间接产生预紧力矩,从而增加连接的紧固性能。
四、预紧力与预紧力矩的应用在工程领域中,预紧力与预紧力矩的应用是非常广泛的。
它们不仅可以用于机械连接,还可以应用于各种结构的设计和施工中。
通过合理施加预紧力,可以增加连接的承载能力和抗疲劳性能,从而提高结构的安全性和稳定性。
五、结论与展望预紧力与预紧力矩之间存在着密切的简化关系,通过预紧力,可以产生预紧力矩,从而增加连接的紧固性能。
这种简化关系在工程设计和施工中具有重要的意义。
在未来的研究中,我们可以进一步探讨预紧力与预紧力矩之间的精确关系,以及其在各种工程领域中的应用。
个人观点:预紧力与预紧力矩是工程领域中非常重要的概念,它们对于机械连接和结构设计起着决定性的作用。
在实际工程中,我们需要深入理解预紧力与预紧力矩之间的关系,才能更好地应用于工程实践中。
通过不断学习和实践,我们可以不断完善对预紧力与预紧力矩的理解,从而为工程领域的发展做出更大的贡献。
螺栓预紧力的计算方法
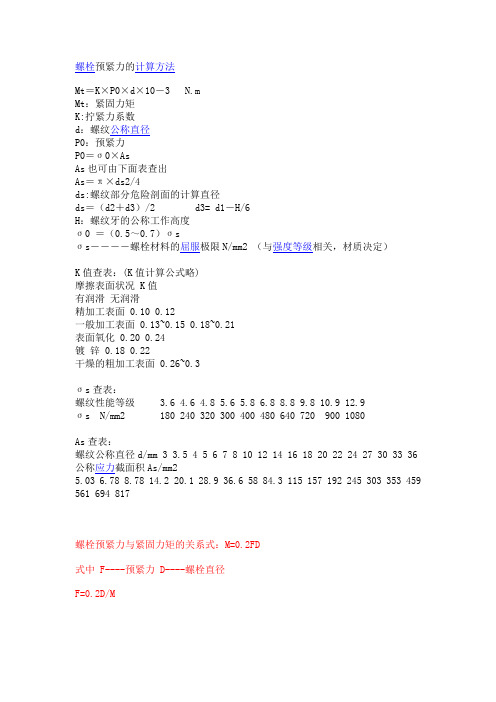
式中 F----预紧力 D----螺栓直径
F=0.2D/M
As=π×ds2/4
ds:螺纹部分危险剖面的计算直径
ds=(d2+d3)/2d3= d1-H/6
H:螺纹牙的公称工作高度
σ0 =(0.5~0.7)σs
σs――――螺栓材料的屈服极限N/mm2 (与强度等级相关,材质决定)
K值查表:(K值计算公式略)
摩擦表面状况 K值
有润滑 无润滑
精加工表面 0.10 0.12
As查表:
螺纹公称直径d/mm 3 3.5 4 5 6 7 8 10 12 14 16 18 20 22 24 27 30 33 36
公称应力截面积As/mm2
5.03 6.78 8.78 14.2 20.1 28.9 36.6 58 84.3 115 157 192 245 303 353 459 561 694 817
一般加工表面化 0.20 0.24
镀 锌 0.18 0.22
干燥的粗加工表面 0.26~0.3
σs查表:
螺纹性能等级3.6 4.6 4.8 5.6 5.8 6.8 8.8 9.8 10.9 12.9
σsN/mm2180 240 320 300 400 480 640 720900 1080
k值计算公式略摩擦表面状况有润滑无润滑精加工表面010012一般加工表面013015018021表面氧化020024018022干燥的粗加工表面02603查表
螺栓预紧力的计算方法
Mt=K×P0×d×10-3N.m
Mt:紧固力矩
K:拧紧力系数
d:螺纹公称直径
P0:预紧力
P0=σ0×As
As也可由下面表查出
常用高强度螺栓预紧力和拧紧扭矩

常用高强度螺栓预紧力和拧紧扭矩(参考)预紧力Fv(kN)及扭紧力矩MA(N·m)计算方式决定施工高强度螺栓扭矩:Ma=1.1 k Pv d式中: k---扭矩系数,此数据由高强度螺栓制造商提供或在安装前实验得到。
通常k=0.11-0.15,详细数据见供货商的质量报告。
Pv---高强度螺栓预拉力, [kN];d---高强度螺栓直径,mm。
如何确定机螺丝的紧固力矩关于如何紧固螺栓和螺母的文章已经有很多,但如何恰当地紧固机螺丝(Machine Screws)的文章较少。
与如何确保螺栓和螺母的安全连接一样,在紧固机螺丝时,恰当地选择合适的拧紧力矩十分重要。
恰当的、安全的连接直接关系到装配后产品的质量好坏。
因此在紧固机螺丝时,我们应该计算一下合理的拧紧力矩。
紧固机螺丝的这些力矩与紧固螺栓、螺母的力矩相比起来要小得多。
1、机螺丝拧紧力矩的计算常用的计算螺纹紧固件拧紧力矩的公式为:T=D×K×P其中:T:力矩(牛顿?米/英寸?磅1Nm=9 in.1b)D:螺纹的外径(1mm=0.03937 in)K:螺母的摩擦系数(光杆螺栓 K=0.20 镀锌螺栓 K=0.22 上蜡或带润滑螺栓 K=0.10)P:夹紧力(一般是屈服点抗拉强度值的75%)1.1米制机螺丝米制机螺丝(Metric Machine Screws)有不同的强度等级,每个等级都有相应合适的拧紧力矩。
在ISO国际标准中来制机螺丝(Metric Machine Screws)有两个主要的强度等级:4.8级(类似SAE 60M)和8.8级(类似SAE 120M)。
强度等级4.8表示最小的抗拉强度是480MPa,这约等于每英寸70,000磅(即70,000 Psi)。
强度等级8.8表示最小的抗拉强度是880MPa,约等于每英寸127,000磅(127,000Psi)。
米制电镀锌机螺丝拧紧力矩见表1。
1.2 英制机螺丝对于英制机螺丝(Inch Machine Screws)也有不同的强度等级,每个等级都有相应合适的拧紧力矩。
螺栓预紧力标准 -
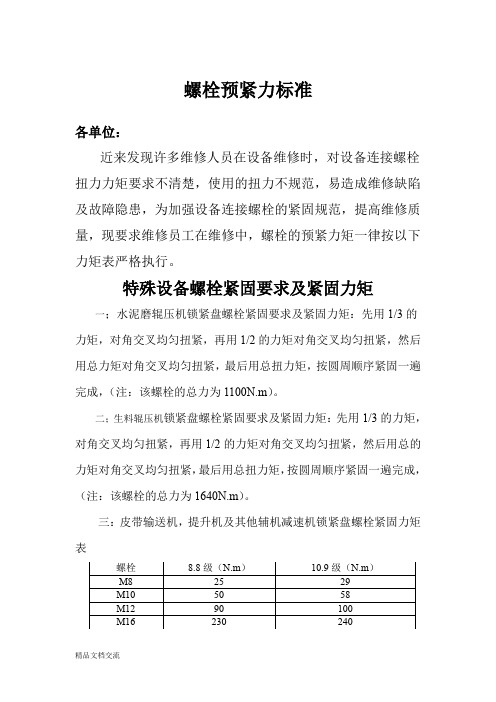
螺栓预紧力标准各单位:近来发现许多维修人员在设备维修时,对设备连接螺栓扭力力矩要求不清楚,使用的扭力不规范,易造成维修缺陷及故障隐患,为加强设备连接螺栓的紧固规范,提高维修质量,现要求维修员工在维修中,螺栓的预紧力矩一律按以下力矩表严格执行。
特殊设备螺栓紧固要求及紧固力矩一;水泥磨辊压机锁紧盘螺栓紧固要求及紧固力矩:先用1/3的力矩,对角交叉均匀扭紧,再用1/2的力矩对角交叉均匀扭紧,然后用总力矩对角交叉均匀扭紧,最后用总扭力矩,按圆周顺序紧固一遍完成,(注:该螺栓的总力为1100N.m)。
二;生料辊压机锁紧盘螺栓紧固要求及紧固力矩:先用1/3的力矩,对角交叉均匀扭紧,再用1/2的力矩对角交叉均匀扭紧,然后用总的力矩对角交叉均匀扭紧,最后用总扭力矩,按圆周顺序紧固一遍完成,(注:该螺栓的总力为1640N.m)。
三:皮带输送机,提升机及其他辅机减速机锁紧盘螺栓紧固力矩表螺栓8.8级(N.m)10.9级(N.m)M8 25 29M10 50 58M12 90 100M16 230 240M20 440 470M24 760 820M27 1100 1250紧固要求:先用1/2的扭力力矩对角交叉紧固,最后用总扭力按圆周顺序依次紧固。
直到所有的力满为止。
四:斜拉链机连接螺栓更换及使用力矩:在更换齿片时,一定要同时更换相应的紧固件,而且必须使用扭力扳手,头部螺栓力矩为1080N.m ;尾部螺栓为630N.m。
五:钢丝胶带提升机夹板螺栓及料斗螺栓的紧固方式及力矩:胶带夹板紧固力矩表胶带规格315 400 500 630 800 800H 1000 1250 主夹板预紧力(N.m)200 300 4001:防松螺母紧固力100N.m。
2:在操作期间,紧固力矩可减少到200N.m,如果检查时发现低于200N.m,固定螺母应重新紧固到300N.m.3紧固顺序:第一行..........9 5 1 3 7 11第二行.........10 6 2 4 8 12注:提升机调试运行第一年内,必须在带载运行六个阶段12小时,72小时,2周,1个月,3个月,6个月,对带夹连接螺栓进行紧固。
拧紧力矩与预紧力
1、引言家用电器厂在生产某型产品时,经常出现批头、电批套筒或风批套筒被打断的现象。
原因是一些重要零部件如发热管、R型弹簧等的固定都需要用很大的扭力矩来旋紧螺钉,而批头、电批套筒或风批套筒的极限扭力矩不能达到螺钉拧紧的拧紧力矩要求,致使其超过能够承受的最大拧紧力矩而折断。
但是,螺钉的拧紧力矩到底需要多大?目前尚没有一个确切的或者令人信服的标准来衡量。
那么,有没有办法给定螺钉比较准确的标准值呢?答案是肯定的。
下面以某产品弹性元件固定螺钉PM5×10为例,来计算它的拧紧力矩。
2、螺纹联接的拧紧力矩我们知道,在螺栓联接中,只有适当的预紧力才能保证螺栓可靠联接。
而预紧力则是通过控制施加于螺钉的拧紧力矩或转角来间接实现的。
但是,螺栓轴力与拧紧力矩之间的对应关系严重地受到摩擦条件的影响。
摩擦一方面是螺纹自锁防松的必要条件,另一方面摩擦消耗大量拧紧力矩(能量)从而影响螺栓轴力。
拧紧时,扳手或电批(风批)力矩T用于克服螺纹副的螺纹阻力矩T1及螺母与被联接件(或垫圈)支承面间的端面摩擦力矩T2。
即T= T1+ T2=KF0 d (N·mm)d——螺纹公称直径(mm)F0——预紧力(N)K——拧紧力矩系数(无量纲)其中,K值与螺纹中径、螺纹升角、螺纹当量摩擦系数、螺母与被联接件支承面间的摩擦系数有关。
而这些参数的取值都比较复杂。
要准确地计算出K 值,就要通过针对性的试验,同时测得预紧力和紧固扭矩才能间接获得拧紧力矩系数K值。
一般情况下,在各种条件下的K值,可参考下表中的数据。
本例中,因为没有具体的实验参数,K按上表取值。
由于螺钉拧紧在发热盘铝合金基材上,铝合金的硬度较低,摩擦力较大。
故按干燥加工表面无润滑取值,则K值的取值范围是0.26~0.30,取最小值K=0.26。
螺纹联接的预紧力螺纹联接预紧力的大小,要根据螺钉组受力和联接的工作要求决定。
设计时首先要保证所需的预紧力,又不应使联接的结构尺寸过大。
螺栓紧固顺序和原则

螺栓紧固顺序和原则概述螺栓紧固是机械连接中常用的一种方式,它能够将两个或多个零部件紧密地连接在一起。
正确的螺栓紧固顺序和原则对于确保连接的可靠性和安全性至关重要。
本文将介绍螺栓紧固的顺序和原则,以帮助读者正确应用于实际工程中。
螺栓紧固顺序螺栓紧固的顺序一般分为两种情况,即串行紧固和并行紧固。
串行紧固顺序串行紧固是指按照螺栓的顺序逐个进行紧固。
这种紧固顺序适用于紧固件数量较少或者需要依次进行的情况。
在进行串行紧固时,应按照螺栓的编号或者标记顺序进行紧固,以确保每个螺栓都能够承担相应的负荷。
并行紧固顺序并行紧固是指同时紧固多个螺栓。
这种紧固顺序适用于紧固件数量较多且分布相对均匀的情况。
在进行并行紧固时,应按照对角线交叉紧固的原则进行,即先紧固对角线上的螺栓,然后再依次向两侧紧固。
这样可以使连接件受力均匀,避免因紧固不均而导致的变形或者松动。
螺栓紧固原则螺栓紧固的原则主要包括预紧力、均匀力和适当转角。
预紧力预紧力是指在紧固过程中施加在螺栓上的力,它能够产生摩擦力和压力,使连接件之间形成紧密的接触。
预紧力的大小直接影响到连接的强度和可靠性。
通常情况下,预紧力应达到螺栓抗剪强度的70%~80%。
为了保证预紧力的准确性,可以使用扭矩扳手或者液压扳手进行控制。
均匀力均匀力是指在紧固过程中使螺栓受力均匀分布的原则。
均匀力的实现需要考虑以下几个方面:1. 选择合适的紧固顺序,如前文所述,根据紧固件的数量和分布选择串行紧固或并行紧固。
2. 选择合适的紧固力矩,确保各个螺栓承受的力矩相等。
3. 使用弹簧垫片或者垫片组合,以确保连接件之间受力均匀。
适当转角适当转角是指在紧固过程中螺栓的旋转角度。
适当的转角能够保证连接件之间的摩擦力和压力达到最佳状态,从而提高连接的可靠性。
根据不同的紧固件和应用要求,转角可以通过扭矩扳手或者角度扳手进行控制。
结论螺栓紧固顺序和原则是确保连接可靠性和安全性的重要因素。
在实际工程中,正确的紧固顺序和原则能够保证连接件受力均匀,避免因紧固不当而导致的松动或者失效。
常用高强度螺栓拧紧扭矩与预紧力

1.2 英制机螺丝 对于英制机螺丝(Inch Machine Screws)也有不同的强度等级,每个等级都有相应合适 的拧紧力矩。在标准 SAEJ82 中对于英制机械螺栓有两种强度等级:60M 级和 120M 级。强度等级 60M 表示最小的抗拉强度是 60,000Psi;强度等级 120M 表示最小抗拉强度是 120,000Psi。在 SAE J429中,强度等级 5.2 相当于在标准 SAE J82 中的强度等级 120M,即也有约 120, 紧固件的同行!您好!我是m Design 机械设计平台中国区总代理。非常期待与您的合作。我们希 望在紧固件领域能有所作为。
Thread diameter d Hold diameter
M12 M16 M20 M22 M24 M27 M30 13 17 21 23 25 28 31
Required Prestressing 50
force Pv [kN]
100 160 190 220 290 350
Ma1) MoS2 lubricated 100 250 450 650 800 1250 1650
常用的计算螺纹紧固件拧紧力矩的公式为: T=D×K×P 其中: T:力矩(牛顿?米/英寸?磅 1Nm=9 in.1b) D:螺纹的外径(1mm=0.03937 in) K:螺母的摩擦系数 (光杆螺栓 K=0.20 镀锌螺栓 K=0.22 上蜡或带润滑螺栓 K=0.10) P:夹紧力(一般是屈服点抗拉强度值的 75%) 1.1 米制机螺丝 米制机螺丝(Metric Machine Screws)有不同的强度等级,每个等级都有相应合适的拧 紧力矩。在 ISO 国际标准中来制机螺丝(Metric Machine Screws)有两个主要的强度等级: 4.8级(类似 SAE 60M)和 8.8 级(类似 SAE 120M)。强度等级 4.8 表示最小的抗拉强度是 480MPa, 这约等于每英寸 70,000 磅(即 70,000 Psi)。强度等级8.8 表示最小的抗拉强度是 880MPa, 约等于每英寸 127,000 磅(127,000Psi)。米制电镀锌机螺丝拧紧力矩见表 1。
螺栓预紧力与拧紧力矩的公式换算
螺栓预紧力与拧紧力矩的公式换算
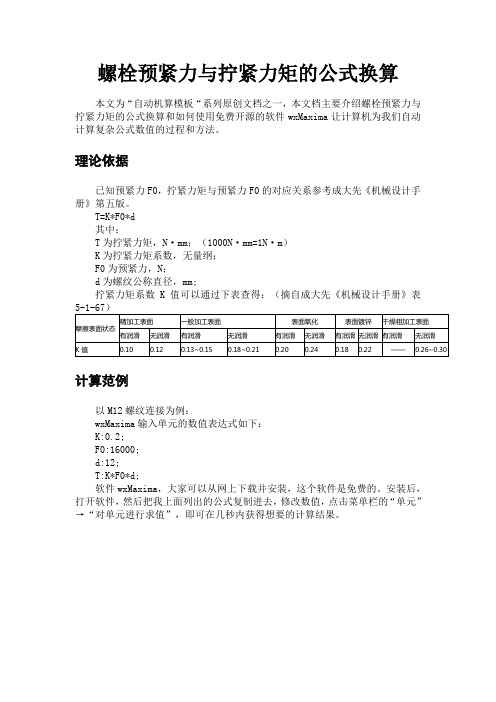
本文为“自动机算模板“系列原创文档之一,本文档主要介绍螺栓预紧力与拧紧力矩的公式换算和如何使用免费开源的软件wxMaxima让计算机为我们自动计算复杂公式数值的过程和方法。
理论依据
已知预紧力F0,拧紧力矩与预紧力F0的对应关系参考成大先《机械设计手册》第五版。
T=K*F0*d
其中:
T为拧紧力矩,N·mm;(1000N·mm=1N·m)
K为拧紧力矩系数,无量纲;
F0为预紧力,N;
d为螺纹公称直径,mm;
拧紧力矩系数K值可以通过下表查得:(摘自成大先《机械设计手册》表
计算范例
以M12螺纹连接为例:
wxMaxima输入单元的数值表达式如下:
K:0.2;
F0:16000;
d:12;
T:K*F0*d;
软件wxMaxima,大家可以从网上下载并安装,这个软件是免费的。
安装后,打开软件,然后把我上面列出的公式复制进去,修改数值,点击菜单栏的“单元”→“对单元进行求值”,即可在几秒内获得想要的计算结果。
由上图可以看到拧紧力矩的计算结果:T=38400N·mm=38.4N·m
计算结果的评估
得到计算结果后,需要根据工程实际情况判断预紧力或拧紧力矩是否合适。
一般而言,预紧力不容易测量得到,拧紧力矩则可以通过力矩扳手进行控制。
铝材的强度小于钢材,所以当螺钉材料是钢、零件材料是铝材时,预紧力和拧紧力矩应选取的小一些,一般螺栓等级的选取不能大于5.6级。
通过本文方法计算得到的拧紧力矩数值可以与《螺栓尺寸、强度等级、预紧力和预紧扭矩对照表》进行比对和选用,工程应用时还要通过实验测试来验证。
螺纹预紧力和拧紧力矩设计计算公式书

三、螺栓拧紧力矩和预紧力计算
拧紧力矩的计算:T=T1+T2=Ftan(∅+ρv)d2
2+Fμ
3
×D w3−d03
D w3−d02
=KFd (1)
K=d2
2d tan(∅+ρv)+μ
3d
×
D
w−d03
3
D w3−d02
(2)
式中d——螺纹公称直径, mm;
F——预紧力, N;
d2——螺纹中径, mm;
∅——螺纹升角;
ρv——螺纹当量摩擦角, ρv=arctanμv;
μv——螺纹当量摩擦因数;
Μ——螺母与被连接件支承面间的摩擦因数;
K——拧紧力矩系数(推荐从下表中选取);
D w、d0见图3-1。
图3-1
预紧力计算:F=(0.5~0.6)σS A s (3)
式中σS——螺栓材料的屈服点,MPa;
A S——螺栓公称应力截面积,mm²;
螺栓公称应力截面积:A S=π
4(d2+d3
2
)2 (4)
螺纹的计算直径:d3=d1−H
6
(5)
螺纹的原始三角形高度:H=√3
2
P=0.866P (6)
式中
d1——外螺纹小径, mm;
d2——外螺纹中径, mm;
d3——螺纹的计算直径, mm;
H——螺纹的原始三角形高度,mm;
P——螺纹的螺距,mm。
一般规定拧紧后螺纹连接件预紧应力不得大于其材料的屈服点σS的80%。
螺栓扭矩和预紧力计算公式
螺栓扭矩和预紧力计算公式螺栓扭矩和预紧力是机械设计和装配中非常重要的参数。
通过正确计算螺栓扭矩和预紧力,可以确保装配的可靠性和安全性。
本文将介绍螺栓扭矩和预紧力的计算公式,并详细解释其原理和应用。
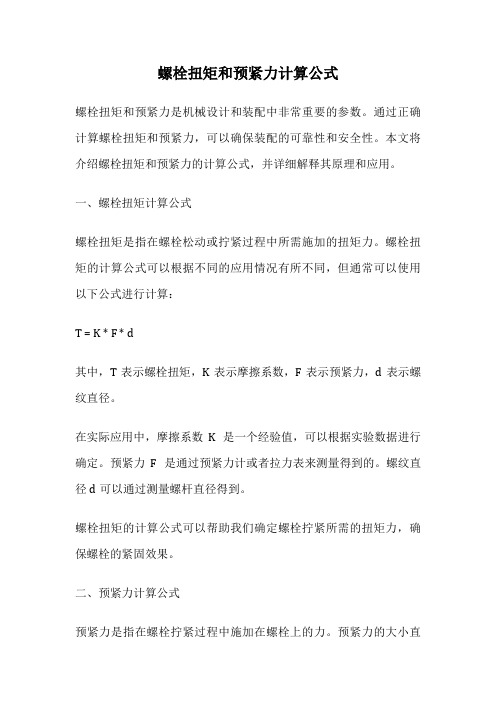
一、螺栓扭矩计算公式螺栓扭矩是指在螺栓松动或拧紧过程中所需施加的扭矩力。
螺栓扭矩的计算公式可以根据不同的应用情况有所不同,但通常可以使用以下公式进行计算:T = K * F * d其中,T表示螺栓扭矩,K表示摩擦系数,F表示预紧力,d表示螺纹直径。
在实际应用中,摩擦系数K是一个经验值,可以根据实验数据进行确定。
预紧力F是通过预紧力计或者拉力表来测量得到的。
螺纹直径d可以通过测量螺杆直径得到。
螺栓扭矩的计算公式可以帮助我们确定螺栓拧紧所需的扭矩力,确保螺栓的紧固效果。
二、预紧力计算公式预紧力是指在螺栓拧紧过程中施加在螺栓上的力。
预紧力的大小直接影响到螺栓的紧固效果和承载能力。
预紧力的计算公式可以根据不同的应用情况有所不同,但通常可以使用以下公式进行计算:F = Ks * P其中,F表示预紧力,Ks表示螺栓系数,P表示螺栓所受载荷。
螺栓系数Ks是一个经验值,可以根据实验数据进行确定。
螺栓所受载荷P可以通过力学计算或者实验测量得到。
预紧力的计算公式可以帮助我们确定螺栓所需的预紧力,确保螺栓的紧固效果和承载能力。
三、螺栓扭矩和预紧力的应用螺栓扭矩和预紧力的计算公式在机械设计和装配中有着广泛的应用。
通过正确计算螺栓扭矩和预紧力,可以确保螺栓的可靠性和安全性。
在机械设计中,根据设计要求和材料力学性能,可以确定螺栓的直径和材质,并通过螺栓扭矩计算公式计算出螺栓的扭矩力。
在装配过程中,根据预紧力计算公式计算出螺栓所需的预紧力,并通过扭矩扳手施加相应的扭矩力。
在汽车制造和航空航天等领域,螺栓扭矩和预紧力的计算更为重要。
通过合理计算螺栓扭矩和预紧力,可以确保车辆或飞机的安全性和可靠性。
总结起来,螺栓扭矩和预紧力计算公式是机械设计和装配中不可或缺的工具。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
螺栓紧固预紧力和预紧力矩
Preload Fv and tightening torque MA screws and bolts
1范围
本标准适用于零部件螺栓装配预紧力和预紧力矩作一规定。
2 引用标准
下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文。
本标准出版时所示版本均为有效。
所有标准都会被修订,使用本标准的各方应探讨使用下列标准最新版本的可能性。
3 预紧力和预紧力矩数值表
在零部件装配中,为了防止紧固螺栓出现松动现象,其预拧紧力Fv、预紧力矩Ma应有一定规范要求。
对零部件装配图中未明确标注出螺栓拧紧力矩要求的情况下,可按下表所规定的数值进行预紧。
估算摩擦系数μges=0.14 3)
螺 栓 8.8级 10.9级 12.9级
规 格 Fv M A Fv M A Fv M A
1) 2) 1) 2) 1) 2)
M5 6.4 6.2 5.9 9.08.7 8.3 10.810.5 10.0 M6 9.0 10.5 9.9 12.715 14 15.217.5 16.5 M8 16.5 25 24 23.236 34 28.043 40 M10 26.5 50 47 37 70 66 44.584 79 M12 38.5 86 82 54 121 115 65 145 140 M16 73 215 200 102300 280 123360 340 M20 113 410 390 160580 550 192700 660 M24 164 710 670 2301000 950 2751200 1140 M30 260 1400 1350 3702000 1900 4402400 2250
注:
8.8、10.9、12.9 — 螺栓等级
Fv — 螺栓预紧力(KN)
M A— 螺栓预紧力矩(Nm)
1) 用力矩扳手拧紧
2) 用气动工具拧紧
3) 对于其它摩擦系数力矩MA估算数值为:
μges 0.125=MA减8%
μges 0.1 =MA减20%。