竹材碱法制浆的工艺条件探讨
以竹子为原料清洁制浆新工艺

以竹子为原料清洁制浆新工艺张克贤;武长安;邱全国;魏秀珍【摘要】原料结构问题是制约我国制浆造纸工业可持续发展的重要因素.非木材纤维原料在制浆造纸过程中由于自身的劣势、环境污染、纸张性能相对较差等原因,严重制约了造纸工业的持续、健康、快速发展.介绍了以竹子为原料清洁制浆新工艺的流程和反应原理,同时阐述了制浆中产生的废水经絮凝沉降和膜分离的处理方法,处理后的废水可完全回用.【期刊名称】《天津科技》【年(卷),期】2015(042)002【总页数】4页(P57-60)【关键词】竹片;清洁制浆;废水;新工艺【作者】张克贤;武长安;邱全国;魏秀珍【作者单位】天津现代职业技术学院天津300350;深圳市美中现代科技发展有限公司广东深圳518057;成都连接流体科技有限公司四川成都611731;天津市慧珍科技有限公司天津300384【正文语种】中文【中图分类】TS743+.20 引言原料结构问题是制约我国制浆造纸工业可持续发展的重要因素。
我国造纸工业由于受具体国情的限制,在制浆过程中非木材纤维原料占有很大比重。
以麦草为原料的清洁制浆新工艺(专利申请号 200910245061.3)已得到应用。
以竹子为原料的清洁制浆新工艺是以麦草为原料清洁制浆新工艺的优化,并已成功应用。
由于制浆中不产生黑液,减少了中段水的负荷,并且采用了膜设备和絮凝沉降常规处理方法,生产中每一工段的水均被回收、净化,返回各工段循环使用,无废弃物(水、固、气)排放,彻底解决了环境污染问题,真正达到了零排放。
由于竹子的生长期短,一次栽种的竹子能够连续几年使用,符合林纸浆一体化循环发展模式,因而该工艺对造纸行业的可持续发展具有重要意义。
1 研究内容1.1 竹浆生产工艺流程本试验生产工艺流程如图1所示。
1.1.1 备料竹子预先由鼓式切片机进行切割,切至 5~10,mm 后,进入振动筛,将灰土、石子等除去。
除杂后的竹片用水洗去残余的灰土,送至池中加入水(与竹材比例为3∶1)、软化剂0.25%、NaOH 3%(均为绝干竹材)搅拌均匀后,加热至70,℃,4,h后经搓丝机搓丝,然后进入疏解反应器。
竹子过氧化氢-氨法制浆工艺初探
王7 5
可 以与氨水 发生氨化反应形成氨化 木质素( o ) A I 或木质素 氨 ,
由于木素立体 网状分子结构大大延缓了木 素降解过程 , 以将 所 氨黑液施加 到土壤时 , 氨化木质素 (O ) A 1  ̄的氮元 素不会立 即 h 释放 , 而是 随着 木素分子的降解而缓慢释放 , 成为一种新型 的
缓 释 氮肥 口 】 。
6 5
9 0
10 0
10 1
10 2
10 3
10 4
t , ℃
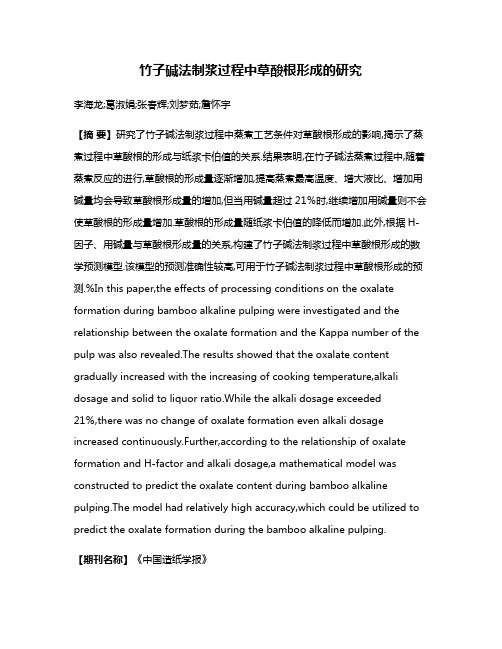
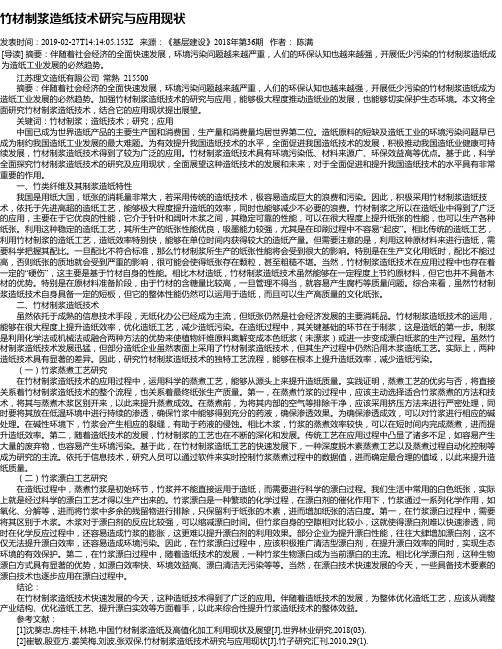
图 1 温 度 与 卡伯 值 的 关 系
本制浆体系含有易挥发、易分解的物质氨水和过氧化氢 , 关键先要探讨温度对此蒸煮实验 的影 响。本试验温度范 围从 9 ℃到 1 5C,从表 1 5 3' 和图 1 可以看 出 ,5 9 ℃时卡伯值较高得 率也最大 ,此时温度较低蒸煮药液对木 素 的降解作用还 不充 分。温度逐渐升高到 15 ℃时 , 0 木素继续脱除 , 卡伯值和得率也
2 实验
21 实验原料与设备 .
211 原料 . .
两年 生 粉丹 竹 , 自南 宁 高峰林 场 , 料 时先 对 其进 取 备
行挤 压。
21 实验 药 品 .. 2
随之降低。当温度升高至 l5 l℃时卡伯值为 7. ,得率为 OO 9
7 .2 之后升温到 1 5C 1 5 0 %, 0 2  ̄、 3 ℃时 , 卡伯值也继续 降低 , 分别 为 6. 8 6和 6 .7 卡伯值下降 瞳线 已经变得很平缓 , 5 60 , 同时得率
降低较多。如果再继续升高温度木 素脱 除能力并不 能明显加
氨水 : 外购 , 分析纯 , 含量 :5 2 %: 2 %一 8
过 氧化氢 : 外购 , 分析纯 , 含量 : 0 ≥3 %;
使用竹纤维原料生产溶解浆的蒸煮工艺探讨

为了改进原料重量,必须将竹原料贮存一个时期,最好使用存贮 2个月左右的竹原料,以对浆粕的生产带来有利的条件。备料质量: ①尽可能缩短切片长度(一般在20mm~30mm,不超过40mm),提 高合格率,以便能加快纵向渗透。②竹片厚度尽量控制在3.0mm~ 5.0mm之间,宽度控制在10mm~20mm之间。③竹片水分最好控制在 35%左右,合格率要求在90%以上。④在削片过程中要求较少出现竹 屑、细小竹片和过大竹片。⑤切片后用筛竹片机筛除去灰尘及细竹 屑。⑥筛后用竹片洗涤机洗涤,以减少原料中硅的含量,增加竹片水 分。
4 硫酸盐水预水解蒸煮
(1 )预水解的目的。尽可能除去半纤维素,避免木素缩合和纤 维素水解,造成得率降低。
(2)提高竹浆粕化学加工时的反应能力。尽量破坏纤维的初生 壁,使富含纤维素的纤维次生壁暴露出来,这样能与化学加工用药剂 (NaOH、CS2)最大面积接触,从而提高竹浆粕的升温时间不宜过长(尽量控 制在3.0h~4.0h左右),保温温度不宜太高(尽量不超过170℃)。保 温时间不宜超过90min,时间过长,木素易产生缩合,严重时甚至产 生黑煮。
(4)其他。尽量避免木素缩合,造成预水解后蒸煮用碱量的增 加。
( 5 ) 预 水 解 的 结 果 。 可 以 用 预 水 解 得 率 、 溶 出 物 含 量 ( CO D)、多戊糖含量、木素含量、水解液PH值和水解液滴定耗碱量 (0.1min/lNaOH)等表示。
5 预水解半料的硫酸盐法蒸煮 (1)硫酸盐蒸煮的目的。尽量除去木素,以及残余半纤维素,
使纤维与纤维之间尽可能分离成单根纤维。 (2)用碱量、硫化度和液比。①用碱量相应较高,但最好不超
过29%。用碱量高,反应速度快,但耗碱量高,成本增加、纤维素剥 皮反应强烈,浆粕得率降低,大量细小纤维生成。②硫化度与蒸煮木 浆相同,高硫化度的作用是减少纤维素降解。为了降低成本,可降低 硫化度,添加适宜竹浆粕用的蒸煮助剂。③液比可大一些,一般可控 制在4.2~4.5之间,这样蒸煮质量较均匀,避免产生未蒸解的竹片, 使杂细胞尽可能地溶解在黑液中。
一种竹子氧化制浆方法

一种竹子氧化制浆方法竹子氧化制浆方法是一种将竹子进行化学处理、分解竹纤维并脱除竹子中的非纤维成分的技术。
具体而言,竹子氧化制浆方法可以分为以下几个步骤:首先,将原料竹子进行采集和准备。
采集时要选择好竹子的品种和生长环境,以确保竹子的质量和生长状态。
然后,对采集到的竹子进行预处理,包括去皮、切割和干燥等步骤,以便更好地进行下一步的处理。
接下来,将竹子进行化学氧化处理。
氧化处理的目的是将竹子中的非纤维成分进行分解和去除,以获得纯净的纤维素。
常用的氧化剂包括NaOH(氢氧化钠)、Na2CO3(碳酸钠)等化学物质。
竹子与氧化剂反应时,可以使用搅拌等方式促进反应的进行,同时还需控制反应的时间和温度。
然后,对经过氧化处理的竹子进行漂白。
漂白的目的是进一步提高竹子纤维的白度,使其具有更好的物理和化学特性。
常用的漂白剂包括NaClO(次氯酸钠)、H2O2(过氧化氢)等。
漂白剂的选择应根据具体情况进行,同时还需控制漂白过程的时间和温度。
最后,对漂白后的竹子进行脱水、干燥和筛分等处理。
脱水的目的是去除竹子中的水分,干燥则是为了保持竹子的稳定性,筛分则是将竹子纤维按照一定的尺寸分离出来,以获得更纯净和均匀的纤维素。
通过上述步骤,竹子经过氧化制浆方法处理后,可以得到高质量的竹子纤维素,可用于制造纸张、纺织品、建筑材料等多个领域。
此外,竹子氧化制浆方法相对于传统的木材制浆方法来说也具有一定的环保优势,因为竹子的生长速度较快,可再生性较高。
总之,竹子氧化制浆方法是一种将竹子进行化学处理、分解竹纤维并脱除非纤维成分的技术。
通过适当的处理步骤和条件,可以获得高质量的纤维素,从而实现竹子的有效利用和资源化利用。
这对于促进竹子产业的发展和保护环境资源都具有积极的意义。
竹材精制浆制备研究
21 .竹材的纤维形态与化学成分分析见表 1 。 从表 1 可知 , 从竹材 的纤维形态上分析 , 其纤维
表 1 竹材 的纤维形态与化学成分分析 名称 纤维长度 纤维宽度 长宽 比 杂细胞 纤维素 木素 / / mm um / %
慈 竹
例为 A S E B : O为 2l主要原因是 因为表 A :,
1 分析检 测 . 3
均按 国家标准方法进行测定【 1 ] 。
2 结果 与讨 论
性剂具有降低液体表面张力的性能 , 促进水分对原料 的渗透、 润湿作用 , 加快水解作用的进行。经过筛选 ,
采用 了在预水解 中加入一定量的十二烷基苯磺酸钠
(B ) A S 和脂肪 醇 聚 氧 乙烯 醚 的复 配 物 ( E , 配 比 A O)复
以 23 — 年生慈竹为原料, 原料需贮存 4 6 , — 月 经 人工备料切成长 2r 0 m,宽 1m ~5 m的竹 0 m 3r a a 0 m 1r a
片, 并除去泥沙 、 碎屑等杂质后放入塑料袋 中平衡水
分, 备用 。
1 工 艺 流 程 2
合格竹片一预水解一硫酸盐法蒸煮一多段漂 白 竹片预水解和蒸煮在 Z S 型 1L Q 5 电热回转蒸煮锅 中进行,正交实验在内装的四个 1 不锈钢小群罐中进 L 行。漂白采用 C (a ) E PD 漂序在密封塑料袋中进行。
预水解后进行了硫酸盐法蒸煮及 C ( a ) E P D 多段漂 白, 实验结果见表 4 。 由表 4 可知 , 采用竹材生产的精制浆质量指标可 与用木材生产的精制浆相媲美 , 木材生产出的精制浆 质量为 :t O 一纤维素 9 . 21 %,平均 聚合 度 50 0 ,白度 8 %I 灰分 O1%, 5 S O, . 3 多戊糖 3 8 . %。 7
竹子碱法制浆过程中草酸根形成的研究
竹子碱法制浆过程中草酸根形成的研究李海龙;葛淑娟;张春辉;刘梦茹;詹怀宇【摘要】研究了竹子碱法制浆过程中蒸煮工艺条件对草酸根形成的影响,揭示了蒸煮过程中草酸根的形成与纸浆卡伯值的关系.结果表明,在竹子碱法蒸煮过程中,随着蒸煮反应的进行,草酸根的形成量逐渐增加,提高蒸煮最高温度、增大液比、增加用碱量均会导致草酸根形成量的增加,但当用碱量超过21%时,继续增加用碱量则不会使草酸根的形成量增加.草酸根的形成量随纸浆卡伯值的降低而增加.此外,根据H-因子、用碱量与草酸根形成量的关系,构建了竹子碱法制浆过程中草酸根形成的数学预测模型.该模型的预测准确性较高,可用于竹子碱法制浆过程中草酸根形成的预测.%In this paper,the effects of processing conditions on the oxalate formation during bamboo alkaline pulping were investigated and the relationship between the oxalate formation and the Kappa number of the pulp was also revealed.The results showed that the oxalate content gradually increased with the increasing of cooking temperature,alkali dosage and solid to liquor ratio.While the alkali dosage exceeded 21%,there was no change of oxalate formation even alkali dosage increased continuously.Further,according to the relationship of oxalate formation and H-factor and alkali dosage,a mathematical model was constructed to predict the oxalate content during bamboo alkaline pulping.The model had relatively high accuracy,which could be utilized to predict the oxalate formation during the bamboo alkaline pulping.【期刊名称】《中国造纸学报》【年(卷),期】2017(000)002【总页数】5页(P7-11)【关键词】竹子;碱法制浆;草酸根;模型【作者】李海龙;葛淑娟;张春辉;刘梦茹;詹怀宇【作者单位】华南理工大学制浆造纸工程国家重点实验室,广东广州,510640;华南理工大学制浆造纸工程国家重点实验室,广东广州,510640;华南理工大学制浆造纸工程国家重点实验室,广东广州,510640;华南理工大学制浆造纸工程国家重点实验室,广东广州,510640;华南理工大学制浆造纸工程国家重点实验室,广东广州,510640【正文语种】中文【中图分类】TS71+3草酸根是制浆和漂白过程中的结垢离子之一,它能与多种碱土金属离子结合形成难溶的草酸盐,主要包括草酸钙和草酸钡[1-3]。
26901659_温和碱预处理制备慈竹绒毛浆的工艺研究
·慈竹绒毛浆制备·温和碱预处理制备慈竹绒毛浆的工艺研究王梦迪雷以超*(华南理工大学造纸与污染控制国家工程研究中心,广东广州,510640)摘要:本研究以慈竹为原料,在传统硫酸盐法制浆工艺的基础上,通过温和碱预处理去除半纤维素及分级筛筛分杂细胞选取长纤维两段工艺来生产绒毛浆,探究其对原料化学组成、浆料性能、纤维形态及最终吸水特性的影响。
结果表明,相比未处理慈竹原料,在80℃下采用100g/L 的NaOH 溶液预处理慈竹片1h ,可去除55.56%灰分和42.18%半纤维素,预处理后浆料纤维长度达2.29mm (30目以上筛分)。
经筛分后的浆料进行氧脱木素及无元素氯(ECF )漂白处理,处理后绒毛浆白度达90.5%,吸水时间7.19s ,吸水量13.15g/g ,干蓬松度24.62cm 3/g ,耐破度752.0kPa ,与商品绒毛浆性能基本相似。
关键词:慈竹;碱处理;硫酸盐法制浆;筛分;绒毛浆中图分类号:TS74文献标识码:ADOI :10.11980/j.issn.0254-508X.2022.04.004Study on Preparation of Neosinocalamusaffinis Fluff Pulp by Mild Alkali PretreatmentWANG Mengdi LEI Yichao *(National Engineering Research Center for Papermaking and Pollution Control ,South China University of Technology ,Guangzhou ,Guangdong Province ,510640)(*E -mail :ppyclei@ )Abstract :In this study ,using neosinocalamusaffinisas raw materials ,on the basis of traditional kraft pulping process ,the fluff pulp was pro‑duced by mild alkali pretreatment to remove hemicellulose and screen impurities with Bauer -McNett classifier to select long fibers.The ef‑fects on raw material chemical composition ,pulp properties ,fiber morphology and final water absorption properties were investigated.Theresults showed that under the condition of pretreatment with 100g/L sodium hydroxide solution for 1h at 80℃,55.56%of ash and 42.18%of hemicellulose were removed.In addition ,the fiber length of the pretreated pulp by screening with 30mesh reached 2.29mm.Subsequent‑ly ,the pulp was subjected to ECF bleaching treatment to produce qualified fluff pulp ,and its whiteness was 90.5%,the water absorptiontime was 7.19s ,the water absorptioncapacity was 13.15g/g ,the specific volume was 24.62cm 3/g and bursting strength was 752.0kPa ,which was basically similar to the commercial fluff pulp.Key words :neosinocalamusaffinis ;alkali treatment ;kraft pulping ;screening ;fluff pulp绒毛浆是一种用于个人护理产品(如一次性尿布、成人尿失禁产品、女性卫生/护理产品、吸水毛巾等)的吸收性芯层纸浆[1]。
大黄竹_棉竹和小楠竹硫酸盐制浆工艺探讨
纤维分布不均一性最大, 棉竹次 之, 小楠竹不均性最小。 化学成分分析 $" # 三种竹子化学成分分析结 果如表 , 所示。 由表 , 可看出,, 种竹子的
作者简介: 庞业娟 ! "#$% & ’ , 女, 工程师, 主要从事制浆造纸工艺管理和新技术应用工作。联系电话: ())* & *)%(+), & %-, 。
#
试验结果与讨论
表 " 看出,棉竹杂细胞含量最 高 为 ,*; %: , 小 楠 竹 稍 低 为 ,(; $: , 大 黄 竹 含 量 最 低 为 ",; #: 。 这 些 杂 细 胞 包 括 薄 壁 细胞、导管、石细胞、表皮细胞 等, 它们都较短而且宽, 成纸后 交织能力很差,无法与纤维细 胞结合形成大的氢键力,降低 纸页的物理性能,也会使抄造 过程带来很多困难。 从表 * 看出大黄竹、 棉竹和 小楠竹的纤维长度分布。 大黄竹
大黄竹、棉竹和小楠竹打浆度 与强度的关系 在相同的硬度下漂白, / #" ! 种竹子具有相类似的可漂性。 #" # / 种竹浆强度比草浆强 度高,接近加拿大木浆,尤其小 楠竹最为明显。 综上所述,大黄竹、棉竹和 小楠竹 / 种竹子原料比较, 小楠 竹最有开发利用价值。 $
收稿日期: 5;;5 ( ;6 ( 5"
年柳江造纸厂引进法国年产白化学浆生产线为了满足该生产线的生产需要准备配套种植竹等三种原料从纤维形态化学组成和制浆工艺等方面进行探讨分析以给竹子原料的种植和开发利用提供参考依据
试验研究
大黄竹、 棉竹和小楠竹 硫酸盐制浆工艺探讨
!庞业娟
! 广西柳江造纸厂, %+%("" ’ 摘要: 摘要 : 本文分析了大黄竹 本文分析了大黄竹、 、 棉竹、 棉竹 、 小楠竹的化学组成 小楠竹的化学组成、 、 纤维形态及对其硫酸盐法蒸煮 纤维形态及对其硫酸盐法蒸煮、 、 漂白和打浆的试验研究 漂白和打浆的试验研究。 。 关键词: 关键词 : 竹料; 竹料 ; 硫酸盐法制浆
竹片碱性过氧化氢法制浆工艺条件探讨

竹片碱性过氧化氢法制浆工艺条件探讨•碱性过氧化氢法(AHP)属于无碱蒸煮方法,其蒸煮液的组分为NaOH 和过氧化氢,由于蒸煮液中无硫化物,在蒸煮过程中少或无恶臭气体排放,减少了大气污染,同时蒸煮中无硫化物生成,其蒸煮废液能适应目前发展的无硫废液碱回收新工艺。
实验本着“降耗、减污、节能的原则”,以竹浆试抄牛皮纸为例,探讨了竹片AHP 法蒸煮最佳工艺条件,为竹片低污染制浆提供一些理论上的依据。
1 实验1.1实验原料以慈竹为原料,经人工备料并除去泥沙、碎屑等杂质后放入塑料袋中平衡水分,备用。
1.2工艺流程竹片温水(50°C左右)洗涤→ 热水(95°C左右)预浸渍(除空气)→ 蒸煮→洗涤→ 筛洗→ 打浆→ 抄片。
1.3实验方法制浆:蒸煮在ZQS1型15L电热回转蒸煮锅中进行。
浆料筛选采用筛缝为0.3mm的平板筛浆机。
打浆及打浆度的测定:采用PFI磨打浆,浆浓10%,打浆间隙0.3mm。
浆片在纸业抄片器中抄取。
打浆度及浆片物理强度测定均按国家标准方法进行。
2 结果与讨论前期的初步实验探索表明,影响竹片AHP法蒸煮的因素有NaOH用量、过氧化氢用量、最高温度、最高温度下的保温时间、液比、升温时间等,在这诸多因素中,液比和升温时间影响较小,将其分别定位1∶3和160min,而对其他因素进行讨论。
实验过程中,蒸煮曲线固定为120min内蒸煮温度由室温升高到130°C,并在130°C下保温40min,然后在40min内温度由130°C上升到最高温度并保温至反应结束。
通过实验数据及分析可以得到,优化工艺条件为:用碱量18%,过氧化氢用量35,最高温度下保温时间60min,最高温度165°C。
在此条件下进行验证实验,结果为细浆得率为46.78%,耐破指数为3.96kPa•m2/g,撕裂指数为10.67mN•m2/g,耐折度753次,裂断长6.38km卡伯值55.1,均达到了较理想的结果,验证了优化工艺的正确性。
加工竹纤维的碱浸泡预处理工艺研究

加工竹纤维的碱浸泡预处理工艺研究摘要:为了研究碱浸泡软化竹材提取竹纤维的预处理工艺,采用1~5%NaOH碱液常温常压对毛竹试件进行浸泡处理;定时观察测量渗入距离,得到不同浓度时渗透及饱和吸水时间,确定被渗透所需的合适碱浓度。
在此基础上,通过研究竹材从渗透至饱和区间加工出的竹纤维性能,分析纤维细度、均匀性及拉伸性能,获得竹片浸泡软化的时间。
结果表明:碱液渗入竹片的速度随碱液浓度增加而增大;4%NaOH达到渗透及饱和的时间较短,适宜浸泡软化竹片;4%NaOH浸泡毛竹试件,50h时可浸透、90小时达到饱和状态;浸泡70h左右,加工出的纤维细度小、拉伸性能高。
关键词:碱浸泡;竹材;竹纤维;细度;拉伸性能竹原纤维具有密度小,强度高、刚度大及耐磨等优点[1],近十年来,竹纤维的应用领域逐步扩大,作为制取竹原纤维的第一步,竹材软化预处理显得尤为重要。
竹材的软化方法,前人已做了大量的研究[2-4]。
软化方式可分为物理法、化学法和生物法[5-6],王春红[7]使用物理蒸煮法,蒸煮时间为14h时软化效果较好,制得的竹原纤维品质佳。
有研究指出,针对不同类型的竹材,经过不同溶液处理对比,NaOH溶液和KOH溶液软化效果最好[8]。
目前,在竹纤维制备中,一般采用的是5%-8%碱热处理,碱热处理去除木质素、半纤维素等成分效果好,软化效率较高;但对纤维的性能影响较大,并对环境有一定污染。
为此,本文对利用碱浸泡法低碱浓度常温浸泡工艺进行竹材软化作了研究。
选用对毛竹进行常温常压NaOH低浓度浸泡软化工艺,通过低碱浓度浸泡实验,获得适当的碱浸泡浓度;再研究碱液渗透竹片至饱和阶段,加工分离出的竹纤维的细度及拉伸性能,获得合适的渗透后浸泡时间;最后提出碱浸泡软化竹材的工艺参数;为竹材软化处理及制备竹纤维提供参考。
1.试验材料与试验方法1.1试验材料及仪器设备本次毛竹采集于诸暨,选取无病虫害、无缺陷的两年生本地毛竹,取10根胸径约110mm、2m长,外表无明显缺陷的样竹。
竹子碱性过氧化氢法制浆性能研究

2 0 年 第 2期 07
件不一致 ,由极差分析得到当用碱量从 2 %增加到 O
2%时 , 2 纸浆卡伯值从 2. 下降到 2., 6 2 4 白度最 高达 9 3. S , 1 %I0 粘度还保持在较高水平 , 9 综合考虑用碱量 取 2%为宜。H0 用量对浆的卡伯值 、 2 粘度和白度均 为次要因素 , 其对浆 白度的影响排在第 二位 , Ho 当 2 用量为 4 %时浆 白度最高为 3. S 且浆粘度也达 1 %I 8 0,
表 1 竹片碱性 HO 蒸煮正交实验及极差分析 2
竹 片 温水 (0c左 右 ) 涤一 热水 (5 5o 洗 9 ℃左 右 ) 预
浸渍 ( 除空气 ) 一蒸 煮一 洗涤一筛 选一 打浆一抄片
13 实 验 方 法 .
制浆 :蒸 煮在 Z S 型 1L电热 回转 蒸煮 锅 中进 Q。 5
9 mn 浆 的白度达最高为 3. S 卡伯值达最低 0 i, 1 %I 8 0, 为 2., 4 且浆粘度还保持在较好水平 , 1 综合考虑最高 温度下的保温时间取 9 mn 0 i为宜。 最高温度对浆的卡 伯值 、粘度和 白度 均为次要 因素 ,当最高 温度为 15I , 6 c时 纸浆卡伯值及粘度都处于最佳状态 , = 且浆白 度也较好 , 以最高温度取 15C 所 6 o为宜 。综上所述 , 优 化工艺条 件为 ABcD ,即碱用量 2% , 2 3. 2 H0 用量 4 最高温度 下的保温时间 9 rn 最高温度 15C %, 0 i, a 6o。 在此条件下进行验证实验 , 结果为纸浆卡伯值 2 . 51 , 粘 度 9 2 lg 白度 3.%I0, 4 m_ , / 1 8 S 均达 到 了较 理 想 的结 果, 验证 了优化工艺的正确性。
竹材化机浆制浆设计方案及流程

竹材化机浆制浆设计方案及流程英文回答:The design and process of bamboo pulp productioninvolves several steps. First, the bamboo needs to be harvested and cut into small pieces. These pieces are then subjected to a mechanical process called chipping, where they are further broken down into smaller fragments. This chipping process can be done using various machines, suchas a disc chipper or a hammer mill.Once the bamboo pieces are chipped, they are then fed into a digester, which is a large vessel that contains a mixture of chemicals and water. The digester helps break down the bamboo fibers and extract the pulp. The chemicals used in the digester can vary depending on the desired properties of the pulp, but commonly include sodium hydroxide and sodium sulfide.After the bamboo fibers are separated from the digester,they are washed and screened to remove any impurities. The pulp is then bleached using chemicals like hydrogen peroxide or chlorine dioxide to achieve the desired brightness and cleanliness. This bleaching process can be repeated multiple times to achieve the desired level of whiteness.Once the pulp is bleached, it is then washed again to remove any remaining chemicals. It is then passed through a series of rollers to remove excess water and create a thin sheet of pulp. This sheet is then dried using heat or air, and can be further processed into various products, such as paper or packaging materials.中文回答:竹材化机浆制浆的设计方案及流程包括几个步骤。
竹材制浆造纸技术研究与应用现状_崔敏
收稿日期:2009-11-13基金项目:/十一五0国家科技支撑计划课题/竹藤材生物形成机理与加工利用相互关系的研究0(No .2006BAD19B04)作者简介:崔 敏(1984-),硕士研究生,研究方向:木材科学与技术。
通讯作者:姜笑梅,研究员,博士生导师。
竹材制浆造纸技术研究与应用现状崔 敏1,2殷亚方2 姜笑梅2 刘 波2 张双保1(1.北京林业大学材料科学与技术学院,北京100083;2.中国林业科学院木材工业研究所,北京100091)摘 要 随着人们环保意识的日益增强以及对森林资源保护的不断重视,开展低少污染的竹材制浆造纸成为造纸工业发展的必然趋势。
该文就竹材的制浆造纸技术研究及应用现状进行总结。
在对竹材制浆造纸特性的研究与应用进行概括的基础上,主要从蒸煮和漂白这两方面对低少污染竹材制浆工艺的研究情况及存在问题进行阐述,并分析了竹浆与纸张性能的关系及竹材特种纸的研究情况,以期为大力发展我国竹材产业发展提供参考。
关键词 竹材资源;竹浆和造纸;低污染Research and Application Status of Ba mbooPul p and Paper Tec hnol ogyCu iM in 1,2Y i n Ya fang 2Ji a ng X iao m ei 2Liu Bo 2Zhang Shuangbao1(1.C ollege ofM at eri a l s S ci en ce and Technol ogy ,B eiji ng Forestry U n i vers it y ,B eiji ng 100083,Ch i na ;2.The Research Ins tit u te ofW ood Indu stry ,Ch i nese Acade my of Forestry ,B eiji ng 100091,Ch i na)Abst ract W ith the gro w ing i n terest in env ironm ent and forest pro tecti o n ,deve l o pm ent of l o w-po llution and high -perfor m ance techno logy has beco m e an i n ev itable trend in ba m boo pulp and paper i n dustry .I n this paper ,t h e research and app li c ation status of ba m boo pulp and paper techno l o gy w ere su mm arized .Studies on lo w-po llution techno logy and ex isting prob le m s w ereelaborated m a i n l y fro m the v ie w of cooki n g and b leaching processes .The relationsh i p bet w een ba m boo pulp and paper perfor m ance w as analyzed .The progress o f ba mboo specia lty paper research w as discussed as w el.l These m ay provide so m e references for t h e v i g orous deve l o p m ent of ba m boo industr y i n Chi n a .K ey w ords Ba m boo resources ;Ba mboo pu lp and paper ;Lo w-po llution 全球范围内造纸工业的快速发展使中国已成为世界造纸产品的主要生产国和消费国,生产量和消费量均居世界第二位。
竹材制浆造纸技术研究与应用现状
竹材制浆造纸技术研究与应用现状发表时间:2019-02-27T14:14:05.153Z 来源:《基层建设》2018年第36期作者:陈满[导读] 摘要:伴随着社会经济的全面快速发展,环境污染问题越来越严重,人们的环保认知也越来越强,开展低少污染的竹材制浆造纸成为造纸工业发展的必然趋势。
江苏理文造纸有限公司常熟 215500摘要:伴随着社会经济的全面快速发展,环境污染问题越来越严重,人们的环保认知也越来越强,开展低少污染的竹材制浆造纸成为造纸工业发展的必然趋势。
加强竹材制浆造纸技术的研究与应用,能够极大程度推动造纸业的发展,也能够切实保护生态环境。
本文将全面研究竹材制浆造纸技术,结合它的应用现状提出展望。
关键词:竹材制浆;造纸技术;研究;应用中国已成为世界造纸产品的主要生产国和消费国,生产量和消费量均居世界第二位。
造纸原料的短缺及造纸工业的环境污染问题早已成为制约我国造纸工业发展的最大难题。
为有效提升我国造纸技术的水平,全面促进我国造纸技术的发展,积极推动我国造纸业健康可持续发展,竹材制浆造纸技术得到了较为广泛的应用。
竹材制浆造纸技术具有环境污染低、材料来源广、环保效益高等优点。
基于此,科学全面探究竹材制浆造纸技术的研究及应用现状,全面展望这种造纸技术的发展和未来,对于全面促进和提升我国造纸技术的水平具有非常重要的作用。
一、竹类纤维及其制浆造纸特性我国是用纸大国,纸张的消耗量非常大,若采用传统的造纸技术,极容易造成巨大的浪费和污染。
因此,积极采用竹材制浆造纸技术,依托于先进高超的造纸工艺,能够极大程度提升造纸的效率,同时也能够减少不必要的浪费。
竹材制浆之所以在造纸业中得到了广泛的应用,主要在于它优良的性能,它介于针叶和阔叶木浆之间,其稳定可靠的性能,可以在很大程度上提升纸张的性能,也可以生产各种纸张。
利用这种稳定的造纸工艺,其所生产的纸张性能优良,吸墨能力较强,尤其是在印刷过程中不容易“起皮”。
相比传统的造纸工艺,利用竹材制浆的造纸工艺,造纸效率特别快,能够在单位时间内获得较大的造纸产量。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
竹材碱法制浆的工艺条件探讨
陈昌国
一、中国造纸原料的结构现状及竹材制浆的前景
1、中国造纸原料结构现状及竹子资源状况。
据2001年统计,国内纸浆消费中,木浆占23.1%,国产木浆不足7%,非木浆占32.9%,其中竹浆仅占1。
0%,废纸浆占44%。
中国是一个少林的国家,森林资源以天然林为主,人均森林面积和人均森林蓄积量只为世界平均的21.3%和2.6%。
制约纤维原料资源的矛盾突出。
而我国的竹资源是世界上最丰富的国家,有39属,500多种。
2000年竹林总面积355hm2,年产量约5.6亿根,2000万吨(风干),而工业用竹量不足20%,在制浆造纸上的应用不到5%。
2、竹子制浆造纸的前景。
1)、竹子的纤维特征及与其它纤维原料的比较。
下面是几种造纸纤维原料的纤维形态比较:
从纤维素长度、纤维宽度和纤维长宽比看,竹类的平均纤维长度一般在1。
7~3.1之间,高于杨木和桉木(阔叶木),低于马尾松;平均纤维宽度一般在9.6~24.0之间,接近按木(阔叶木),特别是慈竹和毛竹;非纤维细胞,慈竹为16.2%低于桉木。
2)竹子的化学成分特点。
下面是竹子与其它纤维原料的化学成分比较表:
从以上比较看,竹材是一种优良的制浆造纸原料。
3)竹子制浆实践。
据调查,世界上较多利用竹子制浆的有:印度,阿根廷、孟加拉国、斯里兰卡、中国、日本等国。
其中印度年产竹浆136万吨。
世界上主要的竹浆生产国及产量情况如下表:
4)竹子和其它一年生植物与木材原料的的造纸特性:
注:Revs(PFI)-打浆机转速。
二、竹子碱法制浆的工艺条件探讨
制浆工艺的发展及各种工艺的比较证实,以硫酸盐法为代表的碱法制浆工艺以其纸浆成本低、成浆强度高、得率较高、化学药品回收技术完备的诸多优点确立了其主导地位。
因此本文也仅以硫酸盐法为例,对竹子的制浆工艺条件进行粗浅的探讨。
1、工艺路线的选择
(1)工艺路线选择:总结各厂的实践经验,我们认为选择以下的工艺路
线是可行和适宜的。
竹子鼓式削片机筛选洗涤间歇蒸煮除节洗涤筛选浓缩两段氧脱C/D EO D
(2、流程选择的说明
(二)设备选择:
1、备料:选用Pallmann削片机,双层圆筒式竹片筛,螺旋脱水机。
2、蒸煮:采用立式蒸煮锅、锥底形喷放锅、外置强制循环加热系统。
3、洗、筛设备:选用真空洗浆机、高频振框式圆筛、鼓式真空浓缩机。
4、氧脱及漂白:内流式高剪混合器、氧反应器、氧反应喷放锅、C/D漂白塔、EO反应塔、D漂白塔、真空洗浆机。
(三)工艺条件的确定
1、备料。
备料主要考虑的是尽量保证所提供的料片不影响蒸煮的均一性和尽量
少带入游离性的杂质。
根据对蒸煮反应机理的研究结论,蒸煮反应初期主要受扩散控制,中期受化学反应控制。
因此,竹片规格在蒸煮反应初期影响较大,并且厚度是关键。
但对于慈竹、毛竹等主要使用的竹材,在控制所收购竹材生长年龄条件下,厚度的差别已降低到不明显的程度;考虑对装锅量的影响及蒸煮均一的要求,长度应控制在10-40mm;竹片的洗净度,通过控制洗后水的洗净度来实现,洗后水的洗净度控制在≤36ppm。
2、蒸煮。
影响竹片蒸煮的主要因素是:竹材原料的品种和质量、用碱量、药液浓
度、硫化度、蒸煮温度与蒸煮时间、液比等。
下面分别就各因素进行讨论。
(1)竹材品种和质量.以下是在硫化度25%,液比1:3,温度及时间:110℃、30min;125℃,2 hr;152℃3hr条件下蒸煮的试验结果.
表明,1)不同的竹种,要制得硬度相近的纸浆,其用碱量和得率相差较大.2)同一类竹子,除嫩竹用碱量较低得率较高外,一年生以上的相差较少.
经以上比较可见,竹子的纤维含量接近于木材,木素含量更接近于针叶木,多糖含量接近于阔叶木.
(2)用碱量.下面是慈竹在硫化度25%,液比1:4条件下蒸煮的试验数据.
试验表明:1)提高用碱量,利于木素溶出,卡伯值降低,降低成浆漂率。
但得率和纸浆强度同比降低,:2)对于相同用碱量,生长年龄越长的竹子,蒸煮卡伯值越高,得率无明显变化。
另外,生产实践中往往以提高用碱量来缩短蒸煮时间,提高生产能力。
所以必须考虑用碱量与蒸煮时间的关系,保证成浆的产品质量.对老竹而言,用碱量为15~17%为宜.
(3)药液浓度.药液浓度提高,有利于加速脱木素速度,也会导致纤维素降解,降低纸浆强度。
原则上,保证较高粗浆得率和较低漂率前提下,或采用较低药液浓度与较长蒸煮时间相配合的蒸煮方法,或较高药液浓度与较短蒸煮时间相配合的工艺规程,以达到脱木素,保留纤维素的目的。
处理老竹,一般,用50g/l(Na2O)。
(4)硫化度.以下是慈竹在有效碱19.8%Na2O液比1:4条件下的蒸煮试验情况.
上述结果表明,1)随硫化度提高,卡伯值急剧下降,当硫化度超过35%后,再提高硫化度,卡伯值反而上升;2)提高硫化度,得率增加,超过60%后,提高硫化度,得率降低。
综合硫化物对脱木素反应的催化加速积极作用及对环境的不利影响,对竹材蒸煮的硫化度选择为15-20为宜.
(4)蒸煮温度与蒸煮时间。
竹材结构紧密,蒸煮药液的渗透速度和脱木素的反应速度要相适应。
竹材的蒸煮应划分为两个阶段,一是以扩散为控制步骤的低温阶段
和以化学反应为控制步骤的高温阶段。
,根据蒸煮反应机理研究结论,<100℃时,脱木素反应速度很慢,>160℃时,速度明显加快;在蒸煮期间的反应顺序为,在120~130℃间,主要发生半纤维溶解作用,120℃前是碱液皂化聚木糖中的乙酰基,中和抽提物;而温度>170℃时,粘度下降将比木素含量的下降更快。
因此,蒸煮温度不能高于180℃。
下面是对三年生慈竹所作的渗透温度对蒸煮的影响试验情况。
高温阶段不同温度对蒸煮的影响情况.
渗透时间对蒸煮的影响。
(慈竹在用碱量17.83%(Na2O)、硫化度20%,液比1:
4蒸煮最高温度166℃,保温时间3hr)
可见,采用低温浸透,粗浆得率较高,而硬度较低,在140℃下浸透时间以1-2小时为宜。
最高温度及保温时间的影响。
慈竹在用碱量17。
3%,硫化度20%,低温浸透时间140℃1.5hr的试验。
(5)液比.不同液比蒸煮老竹中型试验情况如下.
综上所述,我们认为适宜的竹材蒸煮工艺条件如下:
1)有效碱用量:16~18%
2)活性碱浓度:30~50g/l
3)液比:3.5~4.0
4)硫化度:15~20%
5)温度控制及升温曲线
70~120 ℃ 1.5~2hr~120~170 ℃2hr
170 保温℃2hr
3、除节、洗涤、筛选
1)除节:进浆浓度:3.5%
出浆浓度:2.0~2.5%
2)洗涤:为了保证获得高浓度的提取黑液,并获得浆料的充分洗涤和高的黑液
提取率,选取稀释因子为4~5Kg水/Kg风干浆;因竹浆滤水性普遍比木浆低,为提高洗涤水温,降低滤液的粘度,提高滤水性,喷淋水温确定为70℃。
3)筛选、浓缩:
4、漂白:
1)氧脱:因为两段氧脱有漂白浆的强度高,脱木素选择性好,化学品的的用量减少,漂白废水的COD负荷降低等优点,我们推荐采用两段氧脱。
建议的工艺条件如下:
一段:MgSO4加入量2~7Kg/T浆
NaOH加入量18~28Kg/T浆
浆浓12%
温度80~85℃
氧压0.8~1.0Mpa
反应时间20~30min
二段:不加化学品
浆浓12%
温度95~100℃
反应器顶部压力0.3Mpa
反应时间60Min
2)C/D段:以下是某竹浆厂C/D段的运行数据。
CL2用量:20~25Kg/T浆
CLO2用量:6~10Kg/T浆
温度: 50℃
反应时间: 45Min
浆浓: 3%
3)EO段:以下是某竹浆厂EO段的运行数据。
氧压: 0.14Mpa 反应时间: 120Min
用氧量: 0.5%(对浆) 反应温度: 70℃NaOH用量:35Kg/T浆浆浓: 12%
4)D段D段运行数据
CLO2用量:12Kg/T浆NaOH:4Kg/T浆
反应温度:70℃
反应时间:3~5Hr
浆浓: 12%
PH: 3~5
白度: ≥80
二、小结
本文介绍了我国造纸原料的现状,竹资源状况,竹材纤维特性,并以硫酸盐法为例对竹材碱法制浆的工艺条件作了粗浅的探讨,对工艺路线选择,设备选用,各工序的工艺条件作了讨论,试图抛砖引玉,引起业界同仁对竹材制浆的关注,深入开展该领域的技术研究,共同加快促进我国竹材制浆造纸的发展。
参考文献:
1、张达俊.竹子制浆在泰国.中华纸业,2003,6
2、克瓦纳纸浆装备公司.杂竹制浆.国际造纸,2003,5
3、王菊华等.中国造纸原料纤维特性及显微图谱.北京:中国轻工业出版
社,1999.6
4、孙鹤章.竹类资源产业开发将成我国纸业增长的新亮点.国际造纸.第
21卷第三期
5、孙鹤章.积极开发竹子资源,大力发展竹浆产业将成为云南林浆纸产
业发展中的一个亮点.西南造纸,2003,5
6、欧阳晓嘉.任西茜、赵云。
竹浆制浆工艺技术及污染控制。
西南造纸,
2002,6
7、 E.W.马科隆(Earl Malcolm)等编,最新碱法制浆,曹邦威译,北
京:中国轻工业出版社,1997.10。