零位校正
KUKA机器人6轴零位校准方法(EMT)

KUKA机器人6轴零位校准方法(EMT)Lyq 20150108 一.手动状态T1,在轴坐标系,将机器人1到6轴分别移动到其原始零点附近,目测每个轴上的两个零位观察缺口要对准。
二.将EMT安装在轴1的校零槽位内,将另一端连接到机器人底座上的X32插口三.操作KUKA控制手柄,依次选择如下菜单进入零位校准模式1. 配置,用户组2. 选专家,密码kuka3. 选择准备运行,零点校正,电子测量器4. 标准,检查零点校正5. 选择机器人轴1,将下方报警栏信息清空,左手按住手柄背面的驱动按键,等驱动图标“I”变成绿色,按”检查“按钮对应的软键,报警栏会出现准备就绪字样。
此时轴1已经开始微动,可以观察到EMT上的两个绿色指示灯会由两个全亮变为只有1个亮,伴随着咔嗒一声,校准结束。
这时如果校准后零位与现零位偏差很小,报警栏直接会显示”轴1零位校准结束“,如果校准后零位与现零位偏差超限,则会在右侧信息栏显示校准前后的数据差别,包括编码器码值差和角度差,需要选择”存储”后才能完成零位校准。
6. 将EMT移动到轴2的校零槽位内,另一端依然连接到机器人底座上的X32插口;在右侧信息栏选择机器人轴2,按照上述步骤对轴2进行零位校准7. 依次对余下的4个轴进行零位校准四.都较准完毕后,手动模式慢速运行“维修”程序,将机器人打到维修位,观察行程和位置是否正常,若正常,之后再运行主程序,手动慢速回HOME点,观察行程和位置是否正常,若正常,则进行过料测试。
五.因本次进行零位校准的是KR150割带机器人,那么在解包系统电控柜操作屏上选择“启用KR150机器人”,在机器人KCP上选择main程序,自动,启动,等待自动对烟包割带,看是否正常。
若一切正常,则本次零位校准结束。
一种舰炮武器系统机械零位校正新方法的提出

一种舰炮武器系统机械零位校正新方法的提出摘要:介绍了传统的舰炮武器系统机械零位校正方法,并基于传统方法,为提高标校精度,在舰艇建造阶段提出了一种结合平行度测量偏差的标校方法,分析了该方法的工作原理,该方法能够较好地减小建造过程中产生的系统误差。
关键词:舰炮武器系统;标校;平行度偏差引言舰炮武器系统机械零位校正是将舰炮武器系统中各单机(如舰炮、跟踪雷达天线、光学瞄具、光电跟踪仪等)的机械零位偏差进行测量并加以校正统一的过程。
校正后误差的大小直接影响舰炮武器系统的射击精度,如何减小校正后误差是舰船建造过程中难度最大、最重要的项目之一。
本文结合现在常用校正方法提出了一种结合平行度偏差测量和计算的新校正方法,该方法在不需新增测试设备的情况下可提高校正精度。
1.传统的校正方法目前普遍采用的校正方法为坞内瞄星法。
坞内瞄星法的主要过程有舰船水平姿态调整,水平度误差测量,光学经纬仪架设及测量基准面调整,瞄星校正。
下面详细介绍坞内瞄星法的过程。
1.1舰船水平姿态调整坞内瞄星法的第一步是把船拖进坞内进行“半坐墩”。
所谓“半坐墩”就是一边调整坞内的水位,一边调整坞墩与船体的支撑点,使船体和坞墩之间相接触,又不受太大的力。
理论上说,坞墩仅起定位作用,浮力支撑全船80%的重量。
在调整过程中利用压载修正船体的水平姿态,使基准平台纵向和横向与大地水平的夹角小于5分。
1.2水平度误差测量水平度误差测量的是各被校正设备安装平面与舰艇基准平台平面的平行度误差,使用象限仪或电子水平仪在水平方向每间隔30度取一个测点同时测量基准平台平面和被校正设备安装平面的水平倾角,计算出两平面的平行度差值,或利用差分水平仪直接测出两平面的平行度差值,一般这个平行度偏差是存在的,且在一定的范围内。
1.3光学经纬仪架设光学经纬仪需要架设在较为开阔的武备中心线上,应能较为长久的、方便的观测到星体。
具体方法是,先找到武备中心线的洋冲标记,用小于0.5mm的细白线粘上白粉笔,连接大于2m以上的前后两端洋冲标记,把细白线掸在船体上,划出瞄星需要的一段武备中心线。
外径千分尺校正零位的方法
外径千分尺校正零位的方法
以下是 8 条关于外径千分尺校正零位的方法:
1. 嘿,你知道吗,把千分尺拿起来,就像拿起一件宝贝似的,轻轻擦拭干净它测量面,看看,是不是很简单呀?就像给宝贝洗了个澡。
比如测量一块金属片之前,先好好清洁下千分尺的测量面。
2. 然后呢,你要慢慢地转动棘轮,哎呀,就像在转动一个神秘的小机关,感受那棘轮发出的“咔咔”声,直到两测量面轻轻接触为止。
你试试看,是不是很神奇?就像在打开一扇通往精准的门。
比如你正在校正千分尺的时候。
3. 哇塞,这时候可得细心啦!看看微分筒上的零线与固定套管上的基准线是不是重合啦,这可至关重要啊!这就好比两个好朋友要完美地站在一起。
就像在检查一个重要的标志是否对齐一样。
4. 咦,如果没重合怎么办呢?别急呀,通过调节微分筒呀,让它们乖乖地对上,这不是很难吧?就像让两个走散的小伙伴重新相聚。
比如发现零线和基准线没对好的时候。
5. 嘿呀,别忘了多试几次哟,可不能马虎,就好像要反复确认一件特别重要的事情呢!一次次地让它更加准确。
就像要确保一道菜的味道恰到好处一样。
比如在校正过程中不断重复操作。
6. 哎呀,你可别小看这些步骤,每一步都要用心呀,这可不比玩游戏轻松呢!就像精心打造一件艺术品。
比如在每一个环节都专注认真的时候。
7. 哈哈,跟着这些方法做,你就会发现校正千分尺零位也没那么难嘛,对不对?就像解开一个小小的谜题一样有趣呢!比如当你成功校正零位后的心情。
8. 所以呀,外径千分尺校正零位其实不难,只要用心去做,就能做得很好呀!
我的观点就是,只要掌握了正确的方法并认真去做,外径千分尺的校正零位就不是什么难事。
多种电子秤校正方法

多种电子秤校正方法电子秤是现代生活中常见的一种仪器,用于测量和称量物体的质量。
然而,由于各种原因,电子秤在使用一段时间后可能会出现误差。
为了保证测量结果的准确性,需要进行校正。
下面将介绍几种常见的电子秤校正方法。
1.零点校正:零点校正是一种简单而常见的校正方法。
它通过将电子秤上下放置一个已知质量的物体,然后按下零点校正键,使电子秤显示为零。
这个已知质量的物体可以是一张标准的校准砝码或标准质量的水平物体。
这种方法适用于具有手动零位校准功能的电子秤。
2.质量校正:质量校正是通过将多个已知质量的物体放置在电子秤上来进行校正的方法。
这些已知质量的物体可以是标准的校准砝码,也可以是由专门的质量测量仪器测量得到的物体质量。
根据测量结果,校正电子秤的测量系数来提高测量精度。
3.温度校正:温度是影响电子秤测量精度的一个重要因素。
温度变化会导致电子秤的材料膨胀或收缩,从而影响测量结果。
为了克服这一问题,可以对电子秤进行温度校正。
这种校正方法需要使用专门的温度校正装置,将电子秤置于特定的温度条件下,然后校正测量系数。
4.比例校正:比例校正通过将电子秤上下放置不同质量的物体,然后根据测量结果调整电子秤的测量系数。
比例校正适用于电子秤在测量范围内具有一定线性关系的情况。
在进行比例校正时,需要使用已知质量的物体进行测量,然后将测量结果与实际质量进行比较,调整测量系数以提高测量准确性。
5.线性校正:线性校正是校正电子秤的另一种重要方法。
由于电子秤的各种零件和传感器可能存在制造误差,导致测量结果不准确。
线性校正通过将已知质量的物体放置在电子秤不同位置,然后根据测量结果调整各个位置的测量系数,以提高整个测量范围的准确性。
需要注意的是,电子秤的校正方法应根据具体的型号和厂家的要求进行操作。
在进行校正之前,应仔细阅读相关的使用说明书,并确保操作正确和安全。
此外,定期校正电子秤也是保证测量准确性的有效手段。
校正频率应根据实际使用情况进行调整,以确保电子秤的准确性。
编码器的零位校正

绝对式编码器的相位对齐对于单圈和多圈而言,差别不大,其实都是在一圈内对齐编码器的检测相 位与电机电角度的相位。早期的绝对式编码器会以单独的引脚给出单圈相位的最高位的电平,利用此电平
的 0 和 1 的翻转,也可以实现编码器和电机的相位对齐,方法如下:
1.用一个直流电源给电机的 UV 绕组通以小于额定电流的直流电,U 入,V 出,将电机轴定向至一个 平衡位置;
这类绝对式编码器目前已经被采用 EnDAT,BiSS,Hyperface 等串行协议,以及日系专用串行协议 的新型绝对式编码器广泛取代,因而最高位信号就不符存在了,此时对齐编码器和电机相位的方法也有所 变化,其中一种非常实用的方法是利用编码器内部的 EEPROM,存储编码器随机安装在电机轴上后实测的
图5
上述两种转子定向方法在 dq 转子坐标系和 abc(UVW)或 αβ 定子坐标系中的矢量关系如图 6 所示:
图中棕色线所示的 d 轴与 a 轴(U 轴)或 α 轴对齐,即对齐到电角度 0 点。对齐方法是对电机绕组 施加电角度相位固定为 90 度的电流矢量,空载下电机转子的 d 轴会移向 FOC 控制下电角度相位为 90 度 的电流矢量 q 轴分量所处的位置,即图中与 a 轴或 α 轴重合的位置,并最终定向于该位置,即电角度 0 度。
上述验证方法,也可以用作对齐方法。
需要注意的是,此时增量式编码器的 U 相信号的相位零点即与电机 UV 线反电势的相位零点对齐, 由于电机的 U 相反电势,与 UV 线反电势之间相差 30 度,因而这样对齐后,增量式编码器的 U 相信号的 相位零点与电机 U 相反电势的-30 度相位点对齐,而电机电角度相位与 U 相反电势波形的相位一致,所以
永磁交流伺服电机的工作原理与更换新编码器后的常规零位校正方法
KUKA机器人6轴零位校准方法(EMT)
KUKA机器人6轴零位校准方法(EMT)Lyq 20150108 一.手动状态T1,在轴坐标系,将机器人1到6轴分别移动到其原始零点附近,目测每个轴上的两个零位观察缺口要对准。
二.将EMT安装在轴1的校零槽位内,将另一端连接到机器人底座上的X32插口三.操作KUKA控制手柄,依次选择如下菜单进入零位校准模式1. 配置,用户组2. 选专家,密码kuka3. 选择准备运行,零点校正,电子测量器4. 标准,检查零点校正5. 选择机器人轴1,将下方报警栏信息清空,左手按住手柄背面的驱动按键,等驱动图标“I”变成绿色,按”检查“按钮对应的软键,报警栏会出现准备就绪字样。
此时轴1已经开始微动,可以观察到EMT上的两个绿色指示灯会由两个全亮变为只有1个亮,伴随着咔嗒一声,校准结束。
这时如果校准后零位与现零位偏差很小,报警栏直接会显示”轴1零位校准结束“,如果校准后零位与现零位偏差超限,则会在右侧信息栏显示校准前后的数据差别,包括编码器码值差和角度差,需要选择”存储”后才能完成零位校准。
6. 将EMT移动到轴2的校零槽位内,另一端依然连接到机器人底座上的X32插口;在右侧信息栏选择机器人轴2,按照上述步骤对轴2进行零位校准7. 依次对余下的4个轴进行零位校准四.都较准完毕后,手动模式慢速运行“维修”程序,将机器人打到维修位,观察行程和位置是否正常,若正常,之后再运行主程序,手动慢速回HOME点,观察行程和位置是否正常,若正常,则进行过料测试。
五.因本次进行零位校准的是KR150割带机器人,那么在解包系统电控柜操作屏上选择“启用KR150机器人”,在机器人KCP上选择main程序,自动,启动,等待自动对烟包割带,看是否正常。
若一切正常,则本次零位校准结束。
物理实验仪器的基本调节方法与操作规程

物理实验仪器的基本调节方法与操作规程以上较详细的介绍了物理实验中常用的实验仪器及其使用方法,本节概述一下物理实验中的基本调节和操作方法,掌握正确的调节和操作方法不仅可将系统误差减小到最低限度,而且对提高实验结果的准确度有直接的影响。
一、物理实验仪器的基本调节方法1.零位调节绝大多数测量工具及仪表,如游标卡尺、螺旋测微器、电流表、电压表、万用表等都有零位(零点)。
在使用它们之前,必须检查或校正仪器零位。
对于一些特殊的仪器或精度要求较高的实验,还必须在每次测量前校正仪器零位。
零位校正的方法一般有两种。
一种是测量仪器本身带有零位校正装置,如电表,应使用零位校正装置使仪器在测量前处于零位;另一种仪器本身不能进行零位调整,如端点已经磨损的米尺、钳口已被磨损的游标卡尺,对于这类仪器,则应先记下零点读数,然后对测量数据进行零点修正。
2.水平或铅直调整有些仪器和实验装置必须在水平或铅直状态下才能正常地进行实验,如天平、气垫导轨、三线摆和一些光学仪器等,因此,在实验中经常遇到要对实验仪器进行水平或铅直调整。
这种调整常借助水准仪或悬锤进行。
凡是要作水平或铅直调整的仪器,在其底座上大多数设有三个底脚螺丝(或一个固定脚,两个可调脚),通过调节底脚螺丝,借助于水准仪或悬锤,可将仪器装置调整到水平或铅直状态。
3.消视差调节在实验中,经常会遇到仪器的读数标线(指针、叉丝)和标尺平面不重合的情况。
例如,电表的指针和刻度面总是离开一定的距离,因此,当眼睛在不同位置观察时,读得的指示值有时会有差异,这一现象称为视差。
为了获得准确的测量结果,实验时必须消除视差。
消除视差的方法有两种。
一是使视线垂直标尺平面读数,如1.0级以上的电表表盘上均附有平面镜,当观察到指针与其象重合时,读取指针所指刻度值即为正确的;二是使读数标线与标尺平面密合在同一平面内,如将游标卡尺上的游标尺加工成斜面,便是为了使游标尺的刻线下端与主尺接近处于同一平面,以减小视差。
天梭计时手表指针零位调整方法图示
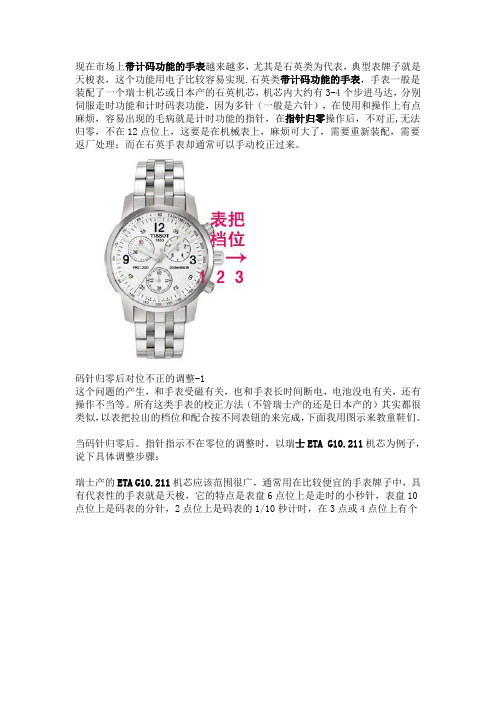
现在市场上带计码功能的手表越来越多,尤其是石英类为代表,典型表牌子就是天梭表,这个功能用电子比较容易实现.石英类带计码功能的手表,手表一般是装配了一个瑞士机芯或日本产的石英机芯,机芯内大约有3-4个步进马达,分别伺服走时功能和计时码表功能,因为多针(一般是六针),在使用和操作上有点麻烦,容易出现的毛病就是计时功能的指针,在指针归零操作后,不对正,无法归零,不在12点位上,这要是在机械表上,麻烦可大了,需要重新装配,需要返厂处理;而在石英手表却通常可以手动校正过来。
码针归零后对位不正的调整-1这个问题的产生,和手表受磁有关,也和手表长时间断电,电池没电有关,还有操作不当等。
所有这类手表的校正方法(不管瑞士产的还是日本产的)其实都很类似,以表把拉出的档位和配合按不同表钮的来完成,下面我用图示来教童鞋们。
当码针归零后。
指针指示不在零位的调整时,以瑞士ETA G10.211机芯为例子,说下具体调整步骤:瑞士产的ETA G10.211机芯应该范围很广,通常用在比较便宜的手表牌子中,具有代表性的手表就是天梭,它的特点是表盘6点位上是走时的小秒针,表盘10点位上是码表的分针,2点位上是码表的1/10秒计时,在3点或4点位上有个日历窗口。
码针归零后对位不正的调整-2(一)中心秒针的校正在中心秒针在停走状态下,将表把B拔出到2档位,按动C钮,按一次,中心秒针前进一格,就这样一步一下的,直到将中心秒针校正到12点位置,然后完全推进表把B到1位,存储确认。
(二)码表1/10秒的校正在中心秒针在停走状态下,将表把B拔出到2档位,按动A钮,按一次,码表的时针前进一格,就这样一步一下的, 直到校正到0点位置,然后完全推进表把B 到1位,存储确认。
(三)码表分针的校正在中心秒针在停走状态下,将表把B拔出到3档位,按动A钮,按一次,码表的分针前进一格,就这样一步一下的, 直到校正到30分位置(或零位),然后完全推进表把B到1位,存储确认所有步骤参见照片所示,手表表把有3个档位,分别为(1)完全推进时是正常档位;(2)快拨日历档位;(3)拨针档位。
物理实验技术中的光强度测量与分析技巧

物理实验技术中的光强度测量与分析技巧光强度是物理实验中常用的一个重要参数,它可以用来描述光的强度、亮度以及能量传输的强弱程度。
在物理实验中,准确地测量和分析光强度对于研究光的性质、探索光学现象以及开发光学器件都具有至关重要的意义。
本文将介绍一些物理实验中常用的光强度测量与分析技巧。
一、光强度的测量背景与方法在进行光强度测量之前,首先需要了解光的强弱是如何体现的。
光强度通常通过光源的辐射功率与相应的立体角来描述,即单位面积上单位立体角内通过的光功率。
测量光强度的方法有很多,常用的方法包括:夜光法、光电效应法、热膨胀法等。
1. 夜光法夜光法是一种常见的测量光强度的方法,它基于光对物体的照亮程度。
通过将一个光源放置在与待测物体相同位置的侧面,可以根据被照亮的程度来判断光强度的大小。
然而,夜光法的准确性受到环境光的干扰,需要进行相应的修正。
2. 光电效应法光电效应法利用光电管等器件将光能转化为电能的原理来测量光强度。
通过测量光电子的数量,可以间接地获得光强度的大小。
光电效应法的优点是测量结果可靠,但需要使用较为复杂的仪器。
3. 热膨胀法热膨胀法是一种间接测量光强度的方法。
通过将光束作用在物体表面上,利用光能被吸收后物体发生热膨胀的现象,通过测量膨胀程度来推测光强度的大小。
这种方法适用于测量光束在物体表面上的平均辐射能量。
二、光强度测量中的误差与校正在进行光强度测量时,由于测量器件的误差以及环境干扰等因素,往往会引入一定的误差。
为了减小误差,需要进行相应的校正。
1. 零位校正在使用光强度测量仪器前,需要进行零位校正。
即在没有光照射时,仪器指示值应为零。
通过进行零位校正可以排除仪器本身的零位偏移误差。
2. 环境校正在进行光强度测量时,环境光的干扰是一种常见的误差来源。
为了排除环境光的干扰,可以使用遮光罩、滤光片等方法来限制光的进入。
同时,也要注意选择合适的测量位置,尽量避免干扰光源对待测光源的影响。
3. 仪器精度校正光强度测量仪器的精度是影响测量结果准确性的关键因素之一。
零位仪的校正
零位仪的校正零点测试仪安装与调整学生名专业学校号学院号这种方法不仅繁琐耗时,而且受环境因素影响很大,严重影响了部队的快速作战能力。
其次,激光笔是安装在轻武器上的光学瞄准器,用于在夜间或低照度环境下快速准确地瞄准近距离目标。
由于武装部队刚刚结束,到目前为止还没有有效和方便的检测设备来校正他们的瞄准零位。
本文利用图像采集技术为其开发了一套数字零位校正器。
本文首先介绍了几种常用的多光轴平行度校正方法,说明了激光笔的组成结构和指示目标的原理,并采用图像采集和光斑中心定位技术制定了激光笔瞄准零位校正的总体设计方案在多光轴平行度检测技术研究的基础上,比较了几种常见的准直系统,并以牛顿全反射同轴光学系统为理论基础,设计了一种特殊的红外瞄准镜零位校正系统。
该系统通过设计机械插入轴、辐射照明装置和准直系统提供无限远红外参考目标本文还讨论了校准系统的零点校准方法和原理,并完成了零点校准、误差分析、性能测试和军队识别实验。
实验表明,该校准系统能够满足密集位置校准的精度要求,是一种便携式光电检测仪器,可全天用于各种口径火炮系列。
介绍了几种常用的多光轴平行度校正方法,说明了激光笔的组成结构和指示目标的原理,并采用图像采集和光斑中心定位技术制定了激光笔瞄准零位校正的总体设计方案。
1。
红外瞄准镜1介绍及校正原理。
简介随着热像仪的出现,战争打破了昼夜环境的束缚,使全天候作战成为可能使用这种仪器的士兵也可以在夜间或更远的距离看到敌人的目标,从而进行准确的打击,这在一定程度上提高了战斗效果和他们的生存概率。
目前,热像仪可分为两种类型:手持和轻武器安装。
一般来说,可以安装在轻武器上的热成像仪统称为红外瞄准器根据不同的工作原理,红外瞄准器可分为主动式和被动式。
其中,主动式红外瞄准器依靠自身光源发射红外光照射目标,目标反射的红外光被成像并转换成可见光图像。
主动红外瞄准器主要用于自然温度低、红外辐射能量小、无法满足仪器成像要求的情况这种红外瞄准器最早诞生于第二次世界大战结束时。
零位仪的校正
零位仪的装调学生姓名专业学号学院二〇一六年 11月摘要目前我国的红外瞄准镜正处于第一代的推广使用阶段,其校正方式还是以传统的实弹射击为主。
这种方式不仅繁琐、耗时而且受环境因素影响大,严重影响部队的快速作战能力。
其次,激光指示器是安装在轻武器上,用于在夜间或者低照度环境下,快速准确瞄准近距离目标的一种光学瞄具。
由于刚刚定型装备部队,到目前为止还没有有效便捷的检测设备用于其瞄准零位的校正。
本文利用图像采集技术为其研发了一套数字化零位校正仪。
本文首先介绍了常用多光轴平行度校正的一些方法,对激光指示器的组成结构及指示目标原理做了相关说明,并采用图像采集以及光斑中心定位技术制定了校正激光指示器瞄准零位的总体设计方案。
本文在研究多光轴平行性检测技术的基础上,比较了几种常见的准直系统,并选用牛顿全反射共轴光学系统作为理论依据,设计了一款红外瞄准镜专用的零位校正系统。
该系统通过设计机械插轴、辐射照明装置与准直系统共同提供无穷远红外基准目标。
本文还探讨了校正系统的零位标定方法及原理,并完成了零位标定、误差分析、性能检测及部队鉴定实验。
实验表明,该校正系统能够达到密位的校正精度要求,是一种能够全天候使用于多种口径枪族系列的便携式光电检测仪器。
本文其次介绍了常用多光轴平行度校正的一些方法,对激光指示器的组成结构及指示目标原理做了相关说明,并采用图像采集以及光斑中心定位技术制定了校正激光指示器瞄准零位的总体设计方案。
一、红外瞄准镜介绍及校正原理1.介绍随着热像仪的出现,战争打破了昼夜环境的束缚,使全天候作战成为了可能。
釆用这种仪器士兵在夜间也能够看清或者距离更远的敌方目标,从而实行精确打击,一定程度上提升了作战效果以及自身的生存几率。
目前热像仪可分为手持式和装于轻武器式两类,一般将能够安装于轻武器装备的热像仪统称为红外瞄准镜。
红外瞄准镜按照工作原理不同,又可分为主动式和被动式两种。
其中主动式红外瞄准镜依靠自带光源发射红外光照射目标,通过将目标反射的红外光线进行成像转换,获取可见光图像,主要在自然界温度低,红外线辖射能量小,不能满足仪器的成像要求时使用。
伺服零位校准原理

伺服零位校准原理详解概述伺服零位校准是指通过一系列的操作和算法,将伺服系统的零位(也称为原点位置)精确地确定并校准,从而确保系统在工作过程中的准确性和可靠性。
伺服系统通常由伺服驱动器和伺服电机组成,其主要功能是将输入信号转换为精确的输出运动。
在伺服系统中,零位校准是非常重要的,它直接影响到系统的精度和稳定性。
如果零位校准不准确,系统可能会出现误差累积、位置偏移等问题,导致工作结果不可靠甚至损坏设备。
伺服系统基本原理为了更好地理解伺服零位校准原理,首先需要了解伺服系统的基本原理。
伺服系统由控制器、传感器和执行器组成。
控制器负责接收输入信号并进行处理,传感器用于测量实际位置和速度信息,执行器则根据控制器的指令进行运动。
伺服系统的基本工作原理可以简单概括为以下几个步骤:1.接收输入信号:控制器接收输入信号,通常是指令位置或速度信号。
2.误差计算:控制器将测量到的实际位置和输入信号进行比较,计算出误差值。
3.控制算法:控制器使用控制算法根据误差值计算出校正信号。
4.输出信号:控制器将校正信号发送给执行器,执行器根据信号进行运动。
5.反馈控制:传感器实时测量执行器的位置和速度信息,并将反馈信号发送给控制器。
6.循环控制:控制器根据反馈信号不断调整校正信号,使得误差逐渐减小,直到达到设定的精度要求。
伺服零位校准原理伺服零位校准是伺服系统中的一个重要环节,它的目的是将伺服系统的零位精确地确定并校准,从而确保系统在工作过程中的准确性和可靠性。
伺服零位校准通常包括以下几个步骤:1.初始位置设定:在进行零位校准之前,需要将伺服系统的位置设定到一个已知的初始位置。
这可以通过手动调整或其他方式实现。
2.零位搜索:伺服系统在初始位置设定后,通过控制器发送指令,使执行器进行搜索运动,直到找到一个特定的位置,该位置被定义为零位。
3.零位判定:在搜索过程中,传感器实时测量执行器的位置,并与设定的零位进行比较。
当两者相等或误差在一定范围内时,判定为找到了准确的零位。
伺服系统中的零偏校正和位置复位的方法

伺服系统中的零偏校正和位置复位的方法伺服系统中的零偏校正和位置复位是非常重要的技术手段,其对伺服系统的动态性能和精度具有关键影响。
本文将介绍伺服系统中常见的零偏校正和位置复位的方法。
一、零偏校正1. 原理伺服系统的位置反馈装置存在着不可避免的误差,如机械间隙、电子噪声等原因,它们都会导致伺服系统的位置偏差。
零偏校正就是通过调整系统中各个环节的参数,使得伺服系统在无负载或零位时输出为零,从而达到位置精度的要求。
2. 方法常规的零偏校正方法包括:硬件零偏校正和软件零偏校正。
硬件零偏校正是通过修改位置反馈装置或电机控制器的相关参数,使得零位输出为零。
这种方法需要根据具体硬件设备进行操作,需要较高的技术水平。
软件零偏校正是通过调整伺服系统的控制算法或者参数,实现对零位误差的补偿。
这种方法比较简单,但是需要根据不同的硬件设备,采用不同的控制算法和参数,进行调整。
二、位置复位1. 原理位置复位是指在伺服系统中,通过一定的方法将电机和位置反馈装置的差错积累清零,使得系统能够重新回到初始位置,并继续实现正常的控制操作。
2. 方法常见的位置复位方法包括光电门复位、机械复位和零速复位。
光电门复位是通过光电门来检测机械位置,并在信号发生改变时,对伺服系统进行位置复位。
这种方法对硬件要求比较高,但是可以实现较高的位置精度。
机械复位是通过机械开关或机械装置来实现位置复位。
这种方法可以被广泛应用,但是需要保证机械装置的稳定性和耐久性。
零速复位是通过减小电机的速度,将机械系统的动量减小到较小的范围,然后在到达指定零位时执行位置复位。
这种方法可以避免电机突然停转造成的机械冲击,但是需要根据实际情况进行应用。
总结零偏校正和位置复位是伺服系统中的重要技术手段,可以有效提高伺服系统的动态性能和精度。
通过本文的介绍,我们可以了解到常见的零偏校正和位置复位方法,同时也需要根据具体情况进行合理的选择和应用,以达到最优的控制效果。
KUKA机器人零点校正位置

A3=+90°
A4, A5, A6=0°
A2=-90°
• 进行零位校正时, 机器人各轴会移动至目 旳位置, 这个位置被称为机械零位.
• 当机器人到达机械零位后,各轴目前旳编 码器绝对位置值会被保存下来
A1=0°
机器人零位校正后,能够用直角坐标系移动机器人或 运营程序; 同步机器人也懂得软限位旳位置.
检验零点
带负载旳补 偿式标定
带负载旳不 补偿式标定1)
1) 仅仅当首次标定旳值依然有效才可使用 ( e.g. 更换马达或者部件, 或者碰撞 之后, etc.)
01/2023
6
© Copyright by KUKA Roboter GmbH College
使用EMT前旳准备工作线位置)
Mastering loss / check
保存偏移量 带负载标定
带补偿
不带补偿
Practical exercise
机器人标定
01/2023
11
© Copyright by KUKA Roboter GmbH College
目视标识
预标定位
01/2023
4
© Copyright by KUKA Roboter GmbH College
运动方向
+
-
EMT 或者 千分尺
机械零位
重新标定旳情况
机器人需要被标定... ... 在修理之后 (e.g. 更换了一种马达或者RDC卡)
... 更换了一种齿轮箱 ... 当机器人脱离控制柜运动后 (e.g. 使用马达释
放器) ... 当机器人以不小于 25 cm/s旳速度撞上硬件限
位后
标定被取消... ... 重启后系统自动取消 1)
电子称重量校正方法
电子称重量校正方法电子称重是一种通过电子装置测量物体重量的方法。
随着时间的推移,电子称重的测量准确度可能会受到一些因素的影响,如使用频率、环境温度变化、定位不当等。
因此,定期对电子秤进行校正是非常必要的。
下面将介绍一些常用的电子称重校正方法。
1.零位校正零位校正是调整电子秤显示零重量的过程。
首先,将电子秤上的任何物体都取下,确保秤盘是空的。
然后按下“零位校正”按钮或者将指示器设置为零。
等待一段时间,直到显示器上的数字稳定,并且显示为零。
这样就完成了电子秤的零位校正。
2.线性校准线性校准是校正电子秤显示数值的方法。
通过此方法,可以保证电子秤在整个测量范围内的准确性。
首先,准备一组已知重量的物体,最好是在电子秤的承重范围内并能够均匀覆盖整个范围。
依次将这些物体放在电子秤上,并记录每个重量对应的显示数字。
然后,绘制一条曲线,将已知的重量值与电子秤显示的数字进行对比。
如果观察到这条曲线有偏移或者非线性的趋势,就要对电子秤进行调整,使得它能够更准确地显示实际重量。
3.温度校正温度校正是校正由于不同环境温度引起的电子称重不准确的方法。
温度变化会引起电子元件的膨胀或收缩,从而影响到电子秤的测量准确度。
为了进行温度校正,首先需要确定电子秤使用的温度范围,然后调整电子秤的温度校正系数,使得读数能够与实际重量相匹配。
通常,可以通过电子秤自带的温度补偿装置来进行此项校正。
4.全校正全校正是一种综合了以上几种校正方法的综合校正方式。
它包括对零位漂移、线性误差和温度变化进行校正。
全校正通常由专业机构或者配有特殊仪器的人员进行。
永磁交流伺服电机的工作原理与编码器零位校正方法

永磁交流伺服电机的工作原理与编码器零位校正方法工作过程如下:1.控制器将交流电源的电能转换为恒定大小和频率的交流电信号。
2.控制器将这些电信号传输到电动机的定子线圈,激励线圈形成一个旋转的磁场。
3.控制器还会测量电机的角度位置,这通常通过编码器来实现。
4.电动机的转子线圈中的永磁体由于电流感应而产生旋转力矩,从而引起电动机转动。
5.控制器不断测量电机的实际角度位置,并与目标位置进行比较,通过调整驱动信号的幅值和相位,来实现电机的运动和位置控制。
编码器是一种用于测量电机转动角度和速度的设备。
编码器通常安装在电动机的输出轴上,与电动机的转子一起旋转。
编码器的零位校正是为了准确地确定电机的角度位置,确保控制器可以对电机的旋转进行精确的控制。
常见的编码器零位校正方法有以下几种:1.软件校准:控制器通过读取编码器输出的信号,在电机转动到一个已知的参考位置时,记录下此时编码器输出的数值作为零位。
通过软件调整编码器输出的数值,以便与实际的零点位置对应。
2.机械校准:可以通过对编码器和电动机输出轴之间的机械连接进行调整,来实现编码器的零位校正。
盘算函数法,是通过标定编码器输出信号与电动机转动之间的关系。
3.光电开关校准:在电机的旋转轴上安装一个光电开关,当电机旋转到一个已知的位置时,光电开关会触发一个信号。
控制器通过检测到这个信号,记录下此时编码器输出的数值作为零位。
在实际应用中,通常会综合以上多种方法进行编码器的零位校正,以确保更高的精度和可靠性。
总之,永磁交流伺服电机的工作原理是基于电磁感应效应,通过控制电机的定子线圈和转子线圈之间的电磁场来实现转矩产生和运动控制。
编码器的零位校正方法是为了确保电机的角度位置控制的精确性。
误差校正的种类和方法

误差校正的种类和方法误差校正是一种有效监测和管理仪器设备准确度的方法,通过对仪器仪表测量结果的校正,提高仪器仪表的准确性和可靠性,确保实验和测试的准确性和可信度。
校正可按照校正过程中使用的标准或手段的不同划分不同种类,下面介绍一些常见的误差校正种类和方法。
1. 零误差校正零误差校正是一种比较简单的误差校正方法。
它的基本思想是,通过校准仪器的零点误差,使其输出在无量纲状态下为零,即在测量前先将仪器输出调整为零。
比如在电子秤上放置重物前先进行零点校正,调零进而达到精确测量的目的。
线性误差是指测量经过一个线性函数转换后所产生的误差。
线性误差校正的目的是消除仪器的非线性误差,使仪器输出和真实值成比例关系。
常用的线性误差校正方法有:一次线性校正、二次线性校正、多项式校正等。
一次线性校正:通过测量仪器的不同量程下标准物的读数,采用最小二乘法求出斜率和截距,根据计算结果调整仪器输出,消除线性误差。
二次线性校正:根据实际标准物与仪器测量结果之差的二次函数关系进行校正。
先做一次线性校正,然后测定多个标准物,将各标准物的读数存储,并计算每个标准物与一次曲线拟合曲线的差值,最后采用最小二乘法建立二次多项式曲线,进而调整仪器输出。
多项式校正:测量多个标准物,记录检验数据。
用多项式函数拟合标准物和检验数据的关系,计算多项式系数,并使用系数进行误差校正。
温度误差是指由于温度变化而导致的测量误差。
一些高置信度的测量系统必须考虑环境因素的影响,一般来说,所有使仪器温度影响度变化的事物(比如环境温度、局部温度、运作时间)都需要进行涉及校准。
温度误差校正主要分为两种方法:外部助热和内部助热。
外部助热:在测量时使用加热设备,可以使环境温度和测量时间不会引起温度误差,加热设备可以是电热丝、加热板等,不同的温度应用需要采用不同的方法。
内部助热:内部助热是指通过给量程元件加热的方式改善仪器的准确性。
加热盘或电阻片可以安装在元件或附件中,提供必要的助热以改善测量准确性。
面差表使用说明

JST-KS型面差表使用说明书
一、结构示意图:
1、正负号转换键(仅支持有此按键的显示表)
2、电池盖
3、显示屏
4、测量基座
5、制零按纽
6、表头固定螺丝
7、表头旋转固定环
8、测量杆Array
二、零位校正:
★数显型面差表零位校正:
1、数显型面差表按开关键(ON/OFF)打开电源,按单位转换键(IN/MM)
选择所需单位制式;
2、把测量基面和测量杆放在同一平面对齐按ORIGIN或ZERO清零即
可完成零点校正;
★指针型面差表零位校正;
1、把测量基面和测量杆放在同一平面对齐,用手转动表盘使指针对准
O位中心即可完成零点校正。
2、松开表头固定螺丝,使表头测量杆和测量基面放在同一平面,指针
对准O位中心时锁紧固定螺丝,也可完成零点校正;
★指针型面差表出厂前已进行零位校正。
三、使用方法
★当面差表零位校正后即可进行工件测量,表头显示数据即是工件的实际面差尺寸;★本公司面差表表头可进行360度旋转,任意方位均可读数;
说明:像右图4.86即为工件实际高度;
三、注意事项:
1、本产品属精密量具,使用中应防止撞击、跌落,以免丧失精度;
2、应保持清洁,避免水等液态物质渗入表内影响正常使用;
3、任问部位不能施加电压,不要用电笔刻字,以免损伤电子电路;
4、长期不使用,应取出电池(仅限数显型)。
四、电池更换:
1、取下电池盖;
2、将“+”极朝上装好电池并盖上电池盖。
五、故障排除:
备注:进步性改良,恕不另行通知。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
杂= #PO.mode_low 程序段 9 O #Ref O #Pos
》 = #PO.mode_high 程序段 10 O #PO.mode_low O #PO.mode_high = L 32.0
管 L 0
T #FAULT_NO _002:NOP 0 程序段 3
钢A #ENABLE_RAPID_STOP = #PO.Rapid_stop 程序段 4 A #JOG_PLUS_MODE
RECORD :=#PI L #Returncode_SFC14 L0
<>I
《下: 程序段 1 L #DRIVE_IO_ADDRESS T #Addr CALL SFC 14
JC END L #PI.Actual_position
T #ACTUAL_POSITION L #PI.Actual_speed T #ACTUAL_SPEED
管 频器(简称 SEW 变频器)使用一段时间后换零位档
位时,驱动辊不能完全回归零位,存在一定飘移, 这会导致在按预设的成型角度焊接钢管时,实际成 型角度已不是所要求的成型角度,从而影响焊接质
钢 量。为解决此问题,有必要采取零位校正措施,保
个:其一,在伺服电机实际进行角度调整时,是通 过编码器脉冲计数来确定角度的,换成角度计算时 会有四舍五入的累积,造成累积角度误差;其二, 驱动辊加工质量和精度不高,如内齿轮等有加工误 差等会造成机械累计误差。二者都可以通过对伺服 电机控制器的角度编码器重新进行零位校正来实 现,其校正周期视现场生产时的实际情况而定。
A #PI.referenced = #REFERENCED
A #PI.Target_position_reached
AN #JOG_MINUS_MODE A #REF_TRAVEL_MODE AN #POSITIONING_MODE = #Ref 程序段 7
刊
样 AN #JOG_PLUS_MODE AN #JOG_MINUS_MODE AN #REF_TRAVEL_MODE A #POSITIONING_MODE
Key words:SAWH pipe;finishing welding process;driving roll;forming angle;zero correction;PLC control program
在螺旋缝埋弧焊管精焊生产过程中,由 SEW MDX61B 变频器对驱动辊伺服电机进行角度驱动 控制。但在使用过程中发现,在 SEW MDX61B 变
辊成型角零位校正系统硬件在工控软件 SIMATIC manager 中的组态如图 1 所示。
刊 给 PLC,向 PLC 提供触发判断条件。本系统上位
机(MP337)界面设计是在西门子 Wincc Flexible 软 件咱8暂中进行的,主要对屏幕上的 4 个按钮定义功能, 对每个按钮在按下和松开时的状态显示予以符号 I/ O 域的文本定义。Wincc Flexible 软件设计的上位
靠,对成型角的零位校正效果明显,操作简单,能提高焊接质量和自动化水平。 关键词:螺旋缝埋弧焊管;精焊工序;驱动辊;成型角度;零位校正;PLC 控制程序 中图分类号:TG335.75 文献标志码:B 文章编号:1001-2311(2014)01-0045-05
志 R & D of Zero Correction System for Driving
机界面如图 2 所示。
样
图 1 驱动辊成型角零位校正系统硬件在工控软件 SIMATIC manager 中的组态
3 成型角零位校正系统软件设计及调试
由于对驱动辊进行零位校正,本质上是对与 SEW 变频器中相连的编码器找零位,而 SEW 变频 器有 4 种工作模式:监控模式、点动模式、参考模 式和自动模式。查阅 SEW 变频器使用手册显示,
志 杂图 2 Wincc Flexible 软件设计的上位机界面
界面文本定义完成后,不能直接与 PLC 发生 联系,需要对定义的文本连接 PLC 变量。这需要
》 其只有在参考模式下才能对编码器校正零位,校正
完后,正常运行时又要求其在自动模式下运行。这 就涉及到上位机的人机界面设计和 PLC 的逻辑控
》 used for realizing zero correction of the said forming angle. The trial operation of the correction system shows that it
features consistent performance, remarkable effectiveness of zero adjustment of the forming angle, and easy operation,being capable of enhancing welding quality and the automation level of the production line.
陈 亮(1986-),男,助理工程师,主要从事焊管行 业电气控制系统设计工作。
业总线协议,其中 S7-315/2DP咱4-6暂作为主站,MP337 与 4 台 SEW 变频器作为从站;驱动辊角度伺服电
杂栽耘耘蕴 孕陨孕耘 Feb援 圆园14,灾燥造援 43,晕燥援 1
钢 管 圆园14 年 2 月 第 43 卷第 1 期
45
SAWH 钢管精焊驱动辊成型角零位校正系统的研制
陈 亮,王从旭
(中国石化集团石油工程机械有限公司沙市钢管厂,湖北 荆州 434001)
摘 要:指出螺旋缝埋弧焊管精焊工序驱动辊的成型角度存在零位飘移问题,为此研制了校正系统,介绍了
刊
样 该系统的硬件架构和软件设计,详细描述了实现成型角零位校正的 PLC 控制程序。经试运行表明:该系统性能可
对该文本进行变量连接设置,对其中 1 号调整辊对 应的 S3 按钮进行设置,如图 3 所示(其他按钮的设 置与此类似)。
管
钢
《 图 3 1 号调整辊对应的 S3 按钮设置 经过以上两步,上位机设计完毕,通过西门子 至 MP337。
MPI 电缆连接电脑和 MP337,在 Wincc Flexible 软 3.2 PLC 逻辑控制程序设计
刊 式和自动模式的程序段如图 4 所示。该 OB1 程序
段是主程序段,主要是对参考模式和自动模式下的 各项条件设置,速度赋值,启动 FC140 的调用。
》杂志样
管图 4 OB1 组织块中参考模式和自动模式的程序段
钢设计时,在工控软件 SIMATIC manager 中制
作了功能块 FC140,采用 STL 语言编写,它是供 组织块OB1 调用的,完成驱动辊电机的启动、角 度转动、停止等动作。功能块 FC140 具体程序如
46
机内装有编码器,该编码器能检测驱动辊旋转的角 制程序设计。
度,角度以脉冲计数,该编码器的数据能通过专 3.1 上位机人机界面设计及调试
用编码器屏蔽电缆传输给 SEW 变频器附件,该数
上位机所起的主要作用是提供人机交互操作界
据也能被 PLC 通过总线向 SEW 变频器读取。驱动 面咱7暂,将操作人员在屏幕上发出的可视化指令传输
角度控制,其中参考模式用于零位校正,自动模式 一起控制零位校正。
在正常焊接时使用。这两个模式均需要调用 SEW
PLC 具体的组织块 OB1 中的 LAD 格式参考模
变 频 器 供 货 商 提 供 的 扩 展 位 总 线 程 序 块 Ext. positioning_via.bus,参考模式下通过对该程序块的 入口地址 REF_TRAVEL_MODE 和 POSITIONI NG_
49
R #PO.CTW_Bit_5
R #AXIS_INTERLOCKED
R #PO.CTW_Bit_13
R #REFERENCED
R #PO.CTW_Bit_14
R #TARGET_POS_REACHED
R #PO.CTW_Bit_15
L #SETPOINT_POS T #PO.Setpoint_position L #SETPOINT_SPEED T #PO.Setpoint_speed L #START_RAMP T #PO.Start_ramp L #STOP_RAMP T #PO.Stop_ramp
= #PO.Jog_minus
A #PI.Inverter_ready
程序段 6
= #INVERTER_READY
AN #JOG_PLUS_MODE
A #PI.Inverter_ready A #PI.Error = #WARNING_OF_AXIS
AN #PI.Inverter_ready A #PI.Error = #FAULT_OF_AXIS
= #TARGET_POS_REACHED 程序段 2 A(
A #PI.Error
JNB _001
志 = #Pos
程序段 8 O #PO.Jog_plus
O #PO.Jog_minus O #Pos
L #PI.Status T #FAULT_NO SET SAVE CLR _001:A BR )
NOT JNB _002
A #PI.Brake_released = #PO.start
程序段 13 SET
R #PO.Contr_inhibit
A #JOG_MINUS_MODE
R #PO.CTW_Bit_3
AN #REF_TRAVEL_MODE
R #PO.CTW_Bit_4
杂栽耘耘蕴 孕陨孕耘 Feb援 圆园14,灾燥造援 43,晕燥援 1
《证在焊接钢管时驱动辊的角度没有飘移。 1 精焊驱动辊零位漂移原因分析 分析认为,驱动辊零位漂移的主要原因有两
2 成型角零位校正系统硬件电路设计
SAWH(螺旋缝埋弧焊)钢管精焊驱动辊成型角 零位校正系统由西门子上位机 MP337、可编程逻 辑控制器 S7-315/2DP、4 台 SEW 变频器和现场总 线构成;通信协议采用 PROFIBUS-DP咱1-3暂现场工