8.COB制程技术研究
COB工艺制程简介
COB工艺制程简介1.芯片的焊线连接:1.1芯片直接封装简介:现代消费性电子产品逐渐走向轻、薄、短、小的潮流下,COB(Chip On Board)已成为一种普遍的封装技术。
COB的关键技术在于Wire Bonding(俗称打线)及Molding (封胶成型),是指对裸露的集成电路芯片(IC Chip),进行封装,形成电子组件的制程,其中IC藉由焊线(Wire Bonding)、覆晶接合(Flip Chip)、或卷带接合(Tape Automatic Bonding;简称TAB)等技术,将其I/O经封装体的线路延伸出来。
集成电路芯片必须依照设计和外界的电路连接,方能成为具有一定功能的电子组件就如我们所看到的"IC"就是这种已封装好、有外引脚的封装的集成电路。
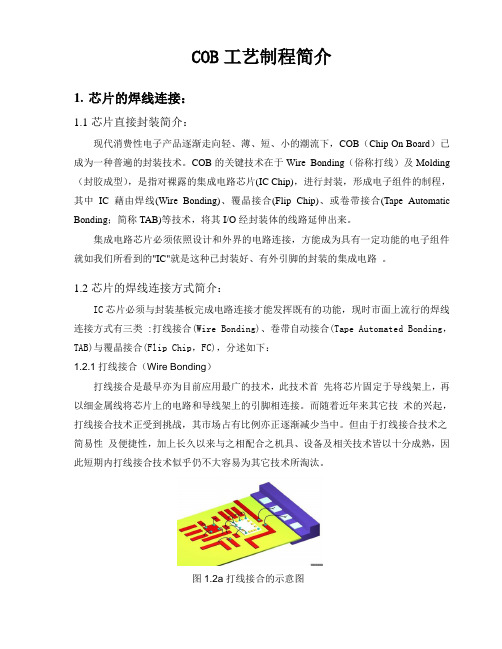
1.2芯片的焊线连接方式简介:IC芯片必须与封装基板完成电路连接才能发挥既有的功能,现时市面上流行的焊线连接方式有三类 :打线接合(Wire Bonding)、卷带自动接合(Tape Automated Bonding,TAB)与覆晶接合(Flip Chip,FC),分述如下:1.2.1打线接合(Wire Bonding)打线接合是最早亦为目前应用最广的技术,此技术首先将芯片固定于导线架上,再以细金属线将芯片上的电路和导线架上的引脚相连接。
而随着近年来其它技术的兴起,打线接合技术正受到挑战,其市场占有比例亦正逐渐减少当中。
但由于打线接合技术之简易性及便捷性,加上长久以来与之相配合之机具、设备及相关技术皆以十分成熟,因此短期内打线接合技术似乎仍不大容易为其它技术所淘汰。
图1.2a打线接合的示意图1.2.2卷带式自动接合(Tape Automated Bonding,TAB)卷带式自动接合技术首先于1960年代由通用电子(GE)提出。
卷带式自动接合制程,即是将芯片与在高分子卷带上的金属电路相连接。
而高分子卷带之材料则以polyamide为主,卷带上之金属层则以铜箔使用最多。
一般COB制作工艺流程及设备应用情况

一般COB制作工艺流程及设备应用情况一般COB制作工艺流程及设备应用情况(——将IC邦定在线路板上)第一步:扩晶采用扩张机将厂商提供的整张LED晶片薄膜均匀扩张使附着在薄膜表面紧密排列的LED晶粒拉开便于刺晶. +第二步背胶将扩好晶的扩晶环放在已刮好银浆层的背胶机面上背上银浆.点银浆.适用于散装LED芯片.采用点胶机将适量的银浆点在PC B印刷线路板上. hq&N l /|+5] (e\"FQ*第三步将备好银浆的扩晶环放入刺晶架中由操作员在显微镜下将LED晶片用刺晶笔刺在PCB印刷线路板上.第四步将刺好晶的PCB印刷线路板放入热循环烘箱中恒温静置一段时间待银浆固化后取出(不可久置不然LED芯片镀层会烤黄即氧化给邦定造成困难).注:如有LED芯片邦定则需要以上几个步骤;如只有IC芯片邦定则取消以上步骤.第五步: 粘芯片用点胶机在PCB印刷线路板的IC位置上适量的红胶(或黑胶)再用防静电设备(真空吸笔或子)将IC裸片正确放在红胶或黑胶上第六步烘干.将粘好裸片放入热循环烘箱中放在大平面加热板上恒温静置一段时间也可以自然固化(时间较长) ;第七步: 邦定(打线) 采用铝丝焊线机将晶片(LED晶粒或IC芯片)与PCB板上对应的焊盘铝丝进行桥接即COB的内引线焊接.第八步: 前测. 使用专用检测工具(按不同用途的COB有不同的设备简单的就是高精密度稳压电源)检测COB板将不合格的板子重新返修.第九步:点胶采用点胶机将调配好的AB胶适量地点到邦定好的LED晶粒上IC则用黑胶封装然后根据客户要求进行外观封装第十步:固化将封好胶的PCB印刷线路板放入热循环烘箱中恒温静置根据要求可设定不同的烘干时间第十一步:后测将封装好的PCB印刷线路板再用专用的检测工具进行电气性能测试区分好坏优劣系统分类:自由话题用户分类:芯片封装技术标签:cob封装流程芯片封装缩略语介绍芯片封装缩略语介绍1.BGA 球栅阵列封装2.CSP 芯片缩放式封装3.COB 板上芯片贴装4.COC 瓷质基板上芯片贴装5.MCM 多芯片模型贴装6.LCC 无引线片式载体7.CFP 陶瓷扁平封装8.PQFP 塑料四边引线封装9.SOJ 塑料J形线封装10.SOP 小外形外壳封装11.TQFP 扁平簿片方形封装12.TSOP 微型簿片式封装13.CBGA 陶瓷焊球阵列封装14.CPGA 陶瓷针栅阵列封装15.CQFP 陶瓷四边引线扁平16.CERDIP 陶瓷熔封双列17.PBGA 塑料焊球阵列封装18.SSOP 窄间距小外型塑封19.WLCSP 晶圆片级芯片规模封装20.FCOB 板上倒装片芯片封装技术简介我们经常听说某某芯片采用什么什么的封装方式,在我们的电脑中,存在着各种各样不同处理芯片,那么,它们又是是采用何种封装形式呢?并且这些封装形式又有什么样的技术特点以及优越性呢?一 DIP双列直插式封装DIP(DualIn-line Package)是指采用双列直插形式封装的集成电路芯片,绝大多数中小规模集成电路(IC)均采用这种封装形式,其引脚数一般不超过100个。
COB工艺流程及应用优缺点

COB工艺流程
领 料
擦 板
点 胶
贴 晶 片
烤 红 胶
邦 线
前 测
维修
入 库
包 装
A 抽 检
后 测
外 观 检 查
烤 黑 胶
封 胶
维修
COB工艺流程-擦板
目的:把PCB板邦线焊盘上的灰尘和油污等清除干 净,以提高邦定的品质. 方法:人工用擦试帮定焊盘或测试针焊盘,对擦拭 过的PCB板要用毛刷刷干净或用气枪吹净
什么是COB技术?
COB(Chip On Board)技术就是将未经封装的IC芯片直接组合 到PCB上的技术。由于生产过程中使用的是沒有封裝IC芯片,
因此对IC的保存、包装、PCB以及加工过程中的环境条件都
有一定要求。
1
COX(Chip On X)
• X 基板: PCB (Printed circuit board) FPC (Flexible Printed Circuit) Glass • 导线焊接
设备:程序控制热风循环烘箱 加热条件:固化温度140±15 ℃ 时间为40—60分钟 注:依黑胶的品牌和型号不同,加热温度和加热时间会有差异. 要求: a) 铝盘放入烘箱时,铝盒之间要保持2 cm以上的距离,保 证热风循环. b) 将PCB板连同铝盘从烘箱里取出后,要进行冷却. c) 烘干后的黑胶表面不得有气孔,及黑胶未固化现象 d) 严格控制加热温度和加热时间,防止黑胶过度膨胀造成 邦线开焊,收缩后焊点搭接形成虚焊.
COB工艺流程-邦定
不良的焊点:
偏位
冷邦
过邦
线损伤
线损伤
断线
无尾
尾长
缺线
卷线
COB工艺流程-前测
在邦定过程中会有一些如断线,卷线,假焊等不 良现象而导致芯片故障,所以在芯片封装前要进行性 能检测. 检测方法:通常采用模拟功能测试治具进行检测. 注意:由于晶片和邦线都处于裸露状态,在测试过程中要特 别小心,不要碰到晶片和邦线部分.
COB工艺流程及基本要求

COB工艺流程及基本要求COB(Chip on Board)是一种将芯片直接封装到基板上的封装工艺。
COB工艺主要涉及芯片粘合、线路化、封装和测试等步骤。
以下是COB工艺流程及基本要求的详细介绍。
1.芯片准备:根据产品的需求,选取合适的芯片,并进行清洗和测试等处理。
2.材料准备:准备基板、接线金线、硅胶等材料,确保材料的质量和稳定性。
3.粘合:将芯片粘附到基板上,常用的粘合方式有热压和冷接。
4.线路化:根据芯片的引线布局,在基板上布线,连接芯片和其他组件。
5.封装:使用硅胶或环氧树脂等封装材料,将芯片和线路封装起来,保护芯片和线路不受外界环境的影响。
6.焊接:在封装完成后,对芯片的引线进行焊接,确保引线与基板的良好连接。
7.测试:对封装完成的芯片进行功能测试和可靠性测试,确保芯片的性能和质量符合要求。
1.温度控制:在整个COB工艺过程中,温度是一个非常重要的控制参数。
要根据材料的特性和工艺要求,合理控制温度,避免温度过高或过低对芯片和材料造成损害。
2.粘合强度:粘合是COB工艺中的关键步骤,粘合强度直接影响到芯片与基板的可靠性。
要使用合适的粘合剂,并且粘合剂要具有良好的粘附性和抗剪切性。
3.线路布线:线路布线是将芯片引脚与基板相连的关键步骤,要根据芯片的引线布局和产品需求,设计合理的线路布线,确保信号传输的稳定性和可靠性。
4.封装材料:封装材料要具有良好的耐高温性和抗湿度性,以保护芯片不受外界环境的影响。
同时,封装材料也要具有良好的黏附性,确保封装的牢固性。
5.引线焊接:引线焊接是将芯片的引脚与基板相连接的关键步骤,要保证焊点的质量良好,焊接后的引线和基板之间要有良好的接触。
6.功能和可靠性测试:封装完成的芯片需要进行功能和可靠性测试,以确保芯片能够正常工作,并且在长时间使用中能够保持其性能和可靠性。
总之,COB工艺是一种将芯片直接封装到基板上的封装工艺,涉及粘合、线路化、封装和测试等步骤。
COB工艺的基本要求包括温度控制、粘合强度、线路布线、封装材料、引线焊接以及功能和可靠性测试等方面。
COB工艺流程及应用优缺点
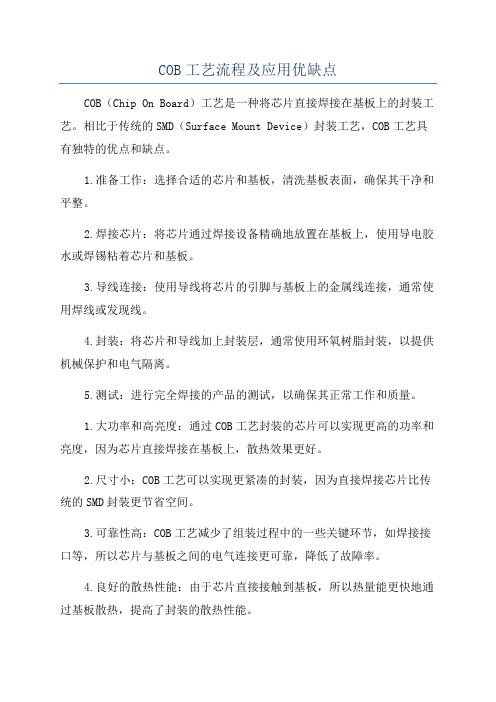
COB工艺流程及应用优缺点COB(Chip On Board)工艺是一种将芯片直接焊接在基板上的封装工艺。
相比于传统的SMD(Surface Mount Device)封装工艺,COB工艺具有独特的优点和缺点。
1.准备工作:选择合适的芯片和基板,清洗基板表面,确保其干净和平整。
2.焊接芯片:将芯片通过焊接设备精确地放置在基板上,使用导电胶水或焊锡粘着芯片和基板。
3.导线连接:使用导线将芯片的引脚与基板上的金属线连接,通常使用焊线或发现线。
4.封装:将芯片和导线加上封装层,通常使用环氧树脂封装,以提供机械保护和电气隔离。
5.测试:进行完全焊接的产品的测试,以确保其正常工作和质量。
1.大功率和高亮度:通过COB工艺封装的芯片可以实现更高的功率和亮度,因为芯片直接焊接在基板上,散热效果更好。
2.尺寸小:COB工艺可以实现更紧凑的封装,因为直接焊接芯片比传统的SMD封装更节省空间。
3.可靠性高:COB工艺减少了组装过程中的一些关键环节,如焊接接口等,所以芯片与基板之间的电气连接更可靠,降低了故障率。
4.良好的散热性能:由于芯片直接接触到基板,所以热量能更快地通过基板散热,提高了封装的散热性能。
然而,COB工艺也存在一些缺点:1.成本较高:COB工艺要求较高的技术和设备投资,导致其成本较高。
2.光角度受限:由于芯片直接与基板接触,所以光的发射角度受到一定限制,不适合一些应用中需要广角度光线的场合。
3.维修困难:一旦芯片出现故障,修复和更换芯片比较困难,需要专业设备和技术支持。
综上所述,COB工艺在一些特定的应用中具有明显的优势,如大功率和高亮度的LED照明等。
然而,由于其成本和一些限制条件,COB工艺仍然有一定的局限性,在选择封装工艺时需要权衡各种因素。
COB工艺及其发展趋势
COB工艺及其发展趋势摘要本文主要讲了PCB线路板邦定的制备工艺及封装技术的发展趋势,以及化学材料在芯片封装方面的应用及发展方向。
关键词COB;工艺;发展趋势;材料前言集成电路封装的目的在于保护芯片不收或少受外界的影响,并为之提供一个发挥集成电路芯片功能的良好工作环境,以使之稳定可靠、正常的完成电路完成电路功能。
但是集成电路芯片封装只能限制而不能提高芯片的功能。
一、PCB线路板邦定的制备工艺1. 工艺要求:把写好程序的芯片(IC)邦定到PCB线路板上;使其能够联接到其他电器元件。
2. 生产原理:首先根据客户提供的图纸,将芯片粘接到PCB板上,再用ASM530邦定机将铝线接到芯片和PCB板,烘烤干后质检、检测后用黑胶封住芯片部位,再烘干后再检测,包装。
3. 工艺过程:a: 首先将购进的PCB板擦拭清洁、排版,按同一方向整齐地放入铝盘中。
b: 开启固晶机,把红胶倒入固晶机的胶盘,对照方向用在固晶机上编好程序,调整好技术参数开始固晶,再将固好晶的PCB板放入120度的烘箱烘烤30分钟,烘干后流入下一段工序。
c: 开启ASM530邦定机,根据PCB调整好机器的功率,依据客户提供的图纸编好程序,使用相应的焊线(铝线、金线)把芯片和PCB板连接在一起,注意不能漏线、断线。
d: 将邦好线的PCB板进行功能检测,如果检测到有次品就进行返修,直至成合格品。
e: 把合格的PCB板进行封胶,启动封胶机,根据铝盘中的PCB板编好程序,调整好气压、出胶高度、胶点大小。
开始封胶,注意封胶品质,保证胶点刚好封住芯片部位,并且胶点要刚好在圆圈里不能溢出。
f:将封好胶的PCB板放入120度的烘箱内烘烤120分钟,完全干透后再将其拿出进行外观检测,待合格后再进行包装发货。
4. 设计内容:工艺方案方框图5. 工艺过程所需设备固晶机、超声波焊线机、超声波补线机、COB封胶机、高温干燥箱、高倍显微镜。
二、先进封装技术发展趋势电子产品继续在个人、医疗、家庭、汽车、环境和安防系统等领域得到新的应用。
8.COB制程技术研究

COB制程技術研究目錄一前言二綁定技术介绍三COB制作工艺流程四COB技朮的發展和應用一前言在電子技術快速發展帶動下,小型化的攜帶式電子產品,不再是遙不可及,已成為風行全球的發展趨勢。
最具代表性的例子,如薄型筆記型電腦、個人數位助理(PDA)、移動電話、數碼相機,均是時下最熱門的電子產品。
這些小型化攜帶式電子產品中,由於IC晶片的廣泛使用,也使得半導體的技術發展一日千里。
在未來電子產品不斷朝向輕薄、短小、高速、高腳數等特性發展的潮流下,其中除電子元件是主要關鍵外,COB(Chip On Board)已成為一種普遍的封裝技術,各種型式的先進封裝方式中,晶片直接封裝技術扮演著重要角色。
二綁定技术介绍2.1 Wire Bonding 是什么?2.2 压焊放大图2.3Wire Bonding 的方式2.4 Wire bonding 所需的设备及物料2.5 压焊的工序控制2.6 丝线压焊生产工艺特点2.7压焊工艺的评估2.1 Wire Bonding 是什么?Wire Bonding (压焊,也称为綁定,键合,丝焊)是指使用金属丝(金线等),利用热压或超声能源,完成微电子器件中固态电路内部互连接线的连接,即芯片与电路或引线框架之间的连接。
2.2 压焊放大图2.3Wire Bonding 的方式Wire Bonding 的方式有两种:Ball Bonding(球焊)和Wedge Bonding (平焊/楔焊)1 Ball Bonding ( 球焊)金线通过空心夹具的毛细管穿出,然后经过电弧放电使伸出部分熔化,并在表面张力作用下成球形,然后通过夹具将球压焊到芯片的电极上,压下后作为第一个焊点,为球焊点,然后从第一个焊点抽出弯曲的金线再压焊到相应的位置上,形成第二个焊点,为平焊(楔形)焊点,然后又形成另一个新球用作于下一个的第一个球焊点。
Ball Bonding 图2 Wedge Bonding (平焊/楔焊)将两个楔形焊点压下形成连接,在这种工艺中没有球形成。
COB半导体制程技术

C O B半导体制程技术 Standardization of sany group #QS8QHH-HHGX8Q8-GNHHJ8-HHMHGN#cob半导体制程技术微机电制作技术,尤其是最大宗以硅半导体为基础的微细加工技术(silicon-basedmicromachining),原本就肇源于半导体组件的制程技术,所以必须先介绍清楚这类制程,以免沦于夏虫语冰的窘态。
一、洁净室一般的机械加工是不需要洁净室(clean?room)的,因为加工分辨率在数十微米以上,远比日常环境的微尘颗粒为大。
但进入半导体组件或微细加工的世界,空间单位都是以微米计算,因此微尘颗粒沾附在制作半导体组件的晶圆上,便有可能影响到其上精密导线布局的样式,造成电性短路或断路的严重后果。
为此,所有半导体制程设备,都必须安置在隔绝粉尘进入的密闭空间中,这就是洁净室的来由。
洁净室的洁净等级,有一公认的标准,以class?10为例,意谓在单位立方英尺的洁净室空间内,平均只有粒径微米以上的粉尘10粒。
所以class后头数字越小,洁净度越佳,当然其造价也越昂贵(参见图2-1)。
为营造洁净室的环境,有专业的建造厂家,及其相关的技术与使用管理办法如下:1、内部要保持大于一大气压的环境,以确保粉尘只出不进。
所以需要大型鼓风机,将经滤网的空气源源不绝地打入洁净室中。
2、为保持温度与湿度的恒定,大型空调设备须搭配于前述之鼓风加压系统中。
换言之,鼓风机加压多久,冷气空调也开多久。
3、所有气流方向均由上往下为主,尽量减少突兀之室内空间设计或机台摆放调配,使粉尘在洁净室内回旋停滞的机会与时间减至最低程度。
4、所有建材均以不易产生静电吸附的材质为主。
5、所有人事物进出,都必须经过空气吹浴(airshower)的程序,将表面粉尘先行去除。
6、人体及衣物的毛屑是一项主要粉尘来源,为此务必严格要求进出使用人员穿戴无尘衣,除了眼睛部位外,均需与外界隔绝接触(在次微米制程技术的工厂内,工作人员几乎穿戴得像航天员一样。
COB技术

Chip on Board(板上芯片封装)板上芯片(Chip On Board, COB)工艺过程首先是在基底表面用导热环氧树脂(一般用掺银颗粒的环氧树脂)覆盖硅片安放点,然后将硅片直接安放在基底表面,热处理至硅片牢固地固定在基底为止,随后再用丝焊的方法在硅片和基底之间直接建立电气连接。
裸芯片技术主要有两种形式:一种是COB技术,另一种是倒装片技术(Flip Chip)。
板上芯片封装(COB),半导体芯片交接贴装在印刷线路板上,芯片与基板的电气连接用引线缝合方法实现,芯片与基板的电气连接用引线缝合方法实现,并用树脂覆盖以确保可靠性。
虽然COB是最简单的裸芯片贴装技术,但它的封装密度远不如TAB和倒片焊技术。
主要焊接方法(1)热压焊利用加热和加压力使金属丝与焊区压焊在一起。
其原理是通过加热和加压力,使焊区(如AI)发生塑性形变同时破坏压焊界面上的氧化层,从而使原子间产生吸引力达到“键合”的目的,此外,两金属界面不平整加热加压时可使上下的金属相互镶嵌。
此技术一般用为玻璃板上芯片COG。
(2)超声焊超声焊是利用超声波发生器产生的能量,通过换能器在超高频的磁场感应下,迅速伸缩产生弹性振动,使劈刀相应振动,同时在劈刀上施加一定的压力,于是劈刀在这两种力的共同作用下,带动AI丝在被焊区的金属化层如(AI膜)表面迅速摩擦,使AI丝和AI膜表面产生塑性变形,这种形变也破坏了AI层界面的氧化层,使两个纯净的金属表面紧密接触达到原子间的结合,从而形成焊接。
主要焊接材料为铝线焊头,一般为楔形。
(3)金丝焊球焊在引线键合中是最具代表性的焊接技术,因为现在的半导体封装二、三极管封装都采用AU线球焊。
而且它操作方便、灵活、焊点牢固(直径为25UM的AU丝的焊接强度一般为0.07~0.09N/点),又无方向性,焊接速度可高达15点/秒以上。
金丝焊也叫热(压)(超)声焊主要键合材料为金(AU)线焊头为球形故为球焊。
COB封装流程第一步:扩晶。
cob半导体封装工艺

cob半导体封装工艺在当今电子产品日新月异的市场环境下,半导体封装工艺一直是电子产业链中至关重要的一环。
而在众多的封装工艺中,COB(Chip on Board)封装工艺作为一种重要的封装方式,已经被广泛应用于各种电子产品中。
COB封装工艺在半导体封装工艺中具有独特的优势,本文将对COB封装工艺进行深入探讨,分析其原理、特点、工艺流程和应用领域,以期为相关领域的研究和应用提供一定的参考和帮助。
COB封装工艺作为一种关键技术,广泛应用于各种电子产品中。
其主要原理是将芯片芯片直接粘贴在PCB(Printed Circuit Board)基板表面上,并通过导线连接芯片与基板,然后用封装树脂进行封装,形成一个整体封装结构。
相比传统的封装方式,COB封装工艺具有封装效率高、接触电阻小、散热性能好等优势,可以满足当前高性能、微型化和多功能化的电子产品需求。
COB封装工艺的特点主要有以下几点:首先,COB封装工艺可以有效减小封装体积和重量,提高产品的整体集成度。
其次,COB封装工艺可以减少线路长度和传输延迟,提高信号传输速度和稳定性。
再次,COB封装工艺可以提高产品的抗干扰性能和可靠性,减少产品故障率和维修成本。
最后,COB封装工艺可以降低制造成本,提高生产效率,符合当前电子产品大规模生产的需求。
COB封装工艺的工艺流程包括以下几个主要步骤:首先,选取适合的芯片和基板,进行芯片切割和基板设计。
然后,通过粘贴和导线连接将芯片粘贴在基板上,并进行焊接、封装和测试。
最后,进行包装和成品检测,确保产品质量和性能符合要求。
整个工艺流程需要精密的设备和严格的操作规范,以确保产品的稳定性和可靠性。
COB封装工艺在各种电子产品中得到广泛应用,如LED灯珠、智能手机、数字相机、车载导航等。
其中,LED灯珠是COB封装工艺的一个典型应用领域,其封装工艺要求封装体积小、散热性能好、光通量高等。
目前,COB封装LED灯珠已经成为LED照明市场的主流产品,得到了广泛的应用和认可。
COB (Chip On Board) 制程介绍,简介,注意事项 I
[技術] COB (Chip On Board) 製程介紹/簡介/注意事項 ICOB (Chip On Board)在電子製造業並不是一項新鮮的技術,但最近我卻常常被問到相關的問題及資料索取。
也許真的是產品越來越小了,而較進階的技術又太貴,所以又有人回過頭來考慮COB的製程。
這裡我就把多年前架設及操作COB的經驗重新整理,一方面是提醒自己這項工藝,另一方面是提供參考,當然有些資訊可能並不是最新,僅供參考。
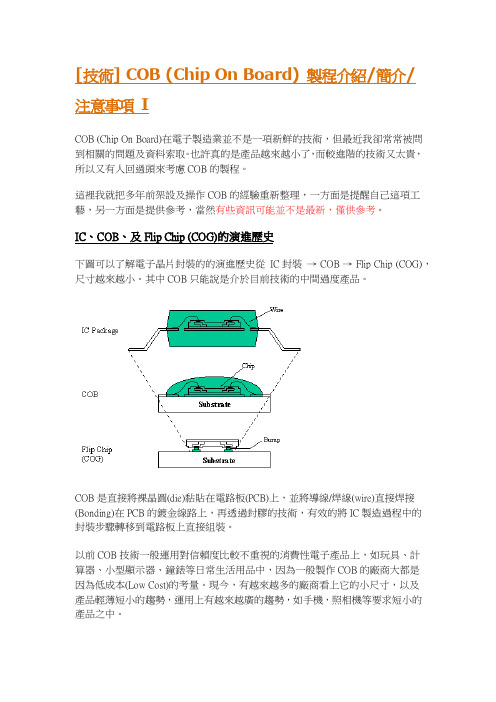
IC、COB、及Flip Chip (COG)的演進歷史下圖可以了解電子晶片封裝的的演進歷史從IC封裝→ COB → Flip Chip (COG),尺寸越來越小。
其中COB只能說是介於目前技術的中間過度產品。
COB是直接將裸晶圓(die)黏貼在電路板(PCB)上,並將導線/焊線(wire)直接焊接(Bonding)在PCB的鍍金線路上,再透過封膠的技術,有效的將IC製造過程中的封裝步驟轉移到電路板上直接組裝。
以前COB技術一般運用對信賴度比較不重視的消費性電子產品上,如玩具、計算器、小型顯示器、鐘錶等日常生活用品中,因為一般製作COB的廠商大都是因為低成本(Low Cost)的考量。
現今,有越來越多的廠商看上它的小尺寸,以及產品輕薄短小的趨勢,運用上有越來越廣的趨勢,如手機,照相機等要求短小的產品之中。
COB還有另一項優點使某些廠商特別鍾愛它。
由於需要封膠的關係,一般的COB 會把所有的對外導線接腳全部都封在環氧樹脂(Epoxy)之中,對那些喜歡破解別人設計的駭客可能因為這個特性而需要花更多的時間來破解,間接的達到防駭安全等級的提升。
(※:防駭安全等級是由花費時間以破解一項技術的多寡來決定的)COB的環境要求建議要有潔淨室(Clean Room)且等級(Class)最好在100K以下。
因為COB的製程屬於晶圓封裝等級,任何小小的微粒沾污於焊接點都會造成嚴重的不良。
基本的無塵衣帽也有其必要,不需套頭包成肉粽式的無塵衣,但基本的帽子、衣服、及靜電鞋都是必須的。
LED芯片的COB封装技术

LED芯片的COB封装技术摘要:随着LED产业的发展和技术的不断进步,LED COB(Chip On Board)封装技术已经成为现代照明领域中不可或缺的一部分。
本文将从COB封装技术的原理、特点、发展现状及在LED芯片制造中的应用方面进行研究,以期对LED芯片封装技术的发展和应用做出贡献。
关键词:LED芯片、COB封装技术、制造、应用1.绪论在现代照明领域中,LED(Light Emitting Diode)作为一种新型的照明源,正逐渐取代传统的照明方式,成为照明行业发展的一个风口。
封装是LED制造和应用的重要环节,COB封装技术作为目前照明领域中较为先进的一种封装工艺方式,应用越来越广泛。
随着LED的发展和进步,LED灯已成为商店、室内照明、户外照明等理想灯光管理系统。
在现实应用中,传统LED封装技术对LED芯片的封装大多是单颗的形式,发光面积小、热量集中、工艺复杂导致成本高,已经无法满足应用要求。
应用厂商尝试采用多颗大功率LED灯珠来提供更高的亮度,但是这种方案的成本过高、光源面积增大、散热设计难,所以另一种能够提供大功率、高亮度、易散热、设计灵活的封装方法—— COB(chip on board,板上芯片)封装便应运而生,来到大众的视野。
2.COB封装COB封装一般是在基板上把N个LED芯片在一起进行封装,可以做成点发光,也可面发光,整体上提高了光通量,增加了光源的功率,也最大限度避免眩光和斑马纹,提高每瓦的发光效率。
表面贴装式封装需要高温回流焊,会对LED芯片造成重大伤害,而COB封装不需要回流焊,不会由于高温造成芯片损坏,也不需要购买贴片机和焊接等设备,不仅降低了成本,也提高了可靠性。
COB封装LED 与功率型封装LED相比,如图1所示,以3W的LED光源为例,功率型封装的3W LED光源,需要用3颗1W的LED芯片封装成3颗LED组件,然后焊接在金属基印刷电路板上;而COB封装可以如图1(a)、(b)所示,将48颗小功率 (0.06W)LED 芯片封装在基板上,形成3W LED光源,可以设计成面发光和点发光形式,灵活方便。
《COB制程技术研究》PPT课件

精选ppt
20
9 严格的物料存储如金线( 放在干燥的N2环境中,减小湿 度的影响 )
10 一般,球焊的第一个焊点要比第二个位置要高 11 压焊工艺返修简单,但受制于操作空间
Ball Bonding(球焊)和 Wedge Bonding (平焊/楔焊)
1 Ball Bonding ( 球焊)
金线通过空心夹具的毛细管穿出,然后经过电弧放电使 伸出部分熔化,并在表面张力作用下成球形,然后通过夹具 将球压焊到芯片的电极上,压下后作为第一个焊点,为球焊 点,然后从第一个焊点抽出弯曲的金线再压焊到相应的位置 上,形成第二个焊点,为平焊(楔形)焊点,然后又形成另 一个新球用作于下一个的第一个球焊点。
精选ppt
21
2.7 压焊工艺的评估
通常,对压焊效果的评估有两种方法:外观检查及机械 测试。 1 外观检查
外观检查主要通过光学显微镜,电子显微扫描(SEM), X 射线探测等手段来实现。
SEM 探测图(良好的球焊效果及月牙形的尾部)
精选ppt
22
2 机械测试
最常用的机械测试方法有两种:拉力测试和焊球剪切测 试。
COB制程技 術研究
精选ppt
1
目錄
一 前言 二 綁定技术介绍 三 COB制作工艺流程 四 COB技朮的電子技術快速發展帶動下,小型化的攜帶式電子產品, 不再是遙不可及,已成為風行全球的發展趨勢。最具代表性 的例子,如薄型筆記型電腦、個人數位助理(PDA)、移動電 話、數碼相機,均是時下最熱門的電子產品。這些小型化攜 帶式電子產品中,由於IC晶片的廣泛使用,也使得半導體的 技術發展一日千里。在未來電子產品不斷朝向輕薄、短小、 高速、高腳數等特性發展的潮流下,其中除電子元件是主要 關鍵外,COB (Chip On Board)已成為一種普遍的封裝技 術,各種型式的先進封裝方式中,晶片直接封裝技術扮演著 重要角色。
COB封装技术首次调查报告(现有正装、倒装COB制造技术调研)
COB封装技术首次调查报告(现有正装、倒装COB制造技术调研)COB封装技术首次调查报告--现有正装、倒装COB制造技术调研一、 COB概述(次要部分)COB LED定义COB LED即chip On board,就是将裸芯片用导电或非导电胶粘附在互连基板上,然后进行引线键合实现其电连接,COB LED又叫COB LED source,COB LED module。
COB LED主要的焊接方法正装部分:(1)热压焊利用加热和加压力使金属丝与焊区压焊在一起。
其原理是通过加热和加压力,使焊区(如AI)发生塑性形变同时破坏压焊界面上的氧化层,从而使原子间产生吸引力达到“键合”的目的,此外,两金属界面不平整加热加压时可使上下的金属相互镶嵌。
此技术一般用为玻璃板上芯片 COG。
(2)超声焊超声焊是利用超声波发生器产生的能量,通过换能器在超高频的磁场感应下,迅速伸缩产生弹性振动,使劈刀相应振动,同时在劈刀上施加一定的压力,于是劈刀在这两种力的共同作用下,带动 AI 丝在被焊区的金属化层如(AI 膜)表面迅速摩擦,使 AI 丝和 AI 膜表面产生塑性变形,这种形变也破坏了 AI 层界面的氧化层,使两个纯净的金属表面紧密接触达到原子间的结合,从而形成焊接。
主要焊接材料为铝线焊头,一般为楔形。
(3)金丝焊球焊在引线键合中是最具代表性的焊接技术,因为现在的半导体封装二、三极管封装都采用AU 线球焊。
而且它操作方便、灵活、焊点牢固(直径为 25UM 的 AU 丝的焊接强度一般为 0.07~0.09N/点),又无方向性,焊接速度可高达 15 点/秒以上。
金丝焊也叫热(压)(超)声焊主要键合材料为金(AU)线焊头为球形故为球焊。
倒装部分:共晶焊:共晶是指在相对较低的温度下共晶焊料发生共晶物熔合的现象,共晶合金直接从固态变到液态,而不经过塑性阶段,是一个液态同时生成两个固态的平衡反应。
其熔化温度称共晶温度。
共晶合金的基本特性是:两种不同的金属可在远低于各自的熔点温度下按一定重量比例形成合金。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
3 小芯片尺寸的封装器件及多芯片模块,如CSP,COB, MCM
4 场效应晶体管放大器,如JCA放大器
5 微波及半导体器件,如低群延迟接收机 6 动态随机存取存储器,如DRAM
2.2 压焊放大图
2.3 Wire Bonding 的方式
Wire Bonding 的方式有两种: Ball Bonding(球焊)和 Wedge Bonding (平焊/楔焊)
1 Ball Bonding ( 球焊)
金线通过空心夹具的毛细管穿出,然后经过电弧放电使 伸出部分熔化,并在表面张力作用下成球形,然后通过夹具 将球压焊到芯片的电极上,压下后作为第一个焊点,为球焊 点,然后从第一个焊点抽出弯曲的金线再压焊到相应的位置 上,形成第二个焊点,为平焊(楔形)焊点,然后又形成另 一个新球用作于下一个的第一个球焊点。
第八步:前测 使用专用检测工具(按不同用途的COB有不同 的设备)检测COB板,将不合格的板子重新返修 。
第九步:点胶 采用点胶机将调配好的胶适量地点到綁定好 的LED晶粒上,IC则用黑胶封装,然后根据客户要求进行外 观封装
第十步:固化 将封好胶的PCB印刷线路板放入热循环烘箱 中恒温静置,根据要求可设定不同的烘干时间
COB制程技 術研究
目 錄
一 前言 二 綁定技术介绍 三 COB制作工艺流程
四 COB技朮的發展和應用
一 前言
在電子技術快速發展帶動下,小型化的攜帶式電子產品, 不再是遙不可及,已成為風行全球的發展趨勢。最具代表性 的例子,如薄型筆記型電腦、個人數位助理(PDA)、移動電 話、數碼相機,均是時下最熱門的電子產品。這些小型化攜 帶式電子產品中,由於IC晶片的廣泛使用,也使得半導體的 技術發展一日千里。在未來電子產品不斷朝向輕薄、短小、 高速、高腳數等特性發展的潮流下,其中除電子元件是主要 關鍵外,COB (Chip On Board)已成為一種普遍的封裝技 術,各種型式的先進封裝方式中,晶片直接封裝技術扮演著 重要角色。
二 綁定技术介绍
2.1 Wire Bonding 是什么? 2.2 压焊放大图 2.3 Wire Bonding 的方式 2.4 Wire bonding 所需的设备及物料 2.5 压焊的工序控制 2.6 丝线压焊生产工艺特点 2.7 压焊工艺的评估
2.1 Wire Bonding 是什么?
Wire Bonding (压焊,也称为綁定,键合,丝焊)是指使 用金属丝(金线等),利用热压或超声能源,完成微电子器件 中固态电路内部互连接线的连接,即芯片与电路或引线框架 之间的连接。
4.2 压焊技术的应用
由于压焊工艺具有高可靠性,高品质,工艺成熟,操作 简单,成本低廉等优点,目前广泛应用于微电子封装领域, 在世界半导体元器件行业中,90%采用压焊技术,其中,采 用球焊工艺的占93%,平焊工艺的占5%。主要表现在以下 领域:
1 陶瓷和塑料球栅阵列封装的元器件,如PBGA
2 陶瓷和塑料象限扁平封装的元器件,如PQFP
Wedge Bonding 焊点示意图
(2)两者所用压焊头 a 球焊选用毛细管头;焊点是在热(一般为100-500℃)、 超声波、压力以及时間的综合作用下形成的。
压焊头一般选用耐 磨,耐氧化,容易清洁 的材料。球焊使用毛细 管头,一般用陶瓷或钨 制成。 球焊用毛细管头示意图
b 平焊选用楔形头;焊点是在超声波能、压力以及时间 等参数综合作用下形成的。 一般在室温下进行。
Ball Bonding 图
2 Wedge Bonding (平焊/楔焊) 将两个楔形焊点压下形成连接,在这种工艺中没有球形 成。 Wedge Bonding 图
3 球焊和平焊的主要区别 (1)两者的焊点结构
a 球焊的第一个焊点为球焊点,第二个为平焊点。
b 平焊(楔焊)的两个焊点都为平焊点。
Ball Bonding 焊点示意图
第五步:粘芯片 用点胶机在PCB印刷线路板的IC位置上适 量的红胶(或黑胶),再用防静电设备(真空吸笔)将IC裸片正 确放在红胶或銀胶上。
第六步:烘干 将粘好裸片放入热循环烘箱中放在大平面加 热板上恒温静置一段时间,也可以自然固化(时间较长)。
第七步:綁定 采用铝丝焊线机将晶片(LED晶粒或IC芯片)与 PCB板上对应的焊盘铝丝进行桥接,即COB的内引线焊接。
1 焊接工艺操作空间有限 2 在操作之前,必须确认球焊和平焊的使用 3 通常,压焊的第一个压焊点在芯片上,第二点在引线框架 或基层上 4 平焊压焊工艺可以代替球焊压焊的场合 5 平焊允许的焊盘的间距为75μm 6 球焊允许的焊盘的间距大于125μm 7 全显微状态下工作 8 严格的 ESD 要求及环境,元器件的清洁净化要求
9 严格的物料存储如金线( 放在干燥的N2环境中,减小湿 度的影响 ) 10 一般,球焊的第一个焊点要比第二个位置要高 11 压焊工艺返修简单,但受制于操作空间
2.7 压焊工艺的评估
通常,对压焊效果的评估有两种方法:外观检查及机械 测试。
1 外观检查
外观检查主要通过光学显微镜,电子显微扫描(SEM), X 射线探测等手段来实现。
2.洁净要求及环境条件 工作间的清洁:100000 级净化环境
工具的清洁
工作台的振动
照明
温湿度 金线的储存条件 N2
3.焊接表面的清洁 氩等离子微量的污染都会影响可靠性和焊接性
溶剂清洁
4.压焊金属线的物理性质
金属线的硬度
金属线的拉伸强度 合金成分
2.6 丝线压焊生产工艺特点
只有充分考虑以上因素,才能有效控制压焊工序,才能 获得高精度,高可靠性,高强度,和有竞争力价格的压焊产 品。 目前,主要的方法是通过对拉力测试值,焊球剪切测试 值进行 SPC( 统计工序控制 )及外观检查来控制。
平焊使用楔形头楔形头 一般用陶瓷,钨碳合金或钛 碳合金制成。
2.4 Wire bonding 所需的设备及物料
1 压焊机 (1)平焊机
(2)球焊机
2 金属线 目前,最常用的是金线( Au ,Cu)和铝线( Al , 1%Si/Mg)。最常用的金属线的直径为:25 – 30μm。 (1)金线压焊用于大批量生产的场合,这种工艺速度较快, 但目前金线压焊的间距极限为 75μm,金线压焊需要光滑、 洁净的焊接表面。表面的干净程度会影响焊接的可靠性。 金线主要用在球焊和平焊工艺中。 由于金线在热压下更 容易变形,在电弧放电下更容易成球形,故在球焊中广泛使 用。
同时,由于完成压焊之后,金的特性较稳定,特别适合 密封包装中,故在微波器件中,金线的平焊用处最广。
(2)铝线压焊则用于封装或PCB不能加热的场合。有更精细 的间距。采用细铝线压焊可以达到小于60μm(50 μm)的间 距。 铝线主要用于平焊工艺。费用较低。
2.5 压焊的工序控制
有效的对压焊进行工序控制,必须从以下几方面着手: 1.压焊机的设置 超声波能量 压力 时间 温度 金属线的弯曲形状、高度及焊接工艺,根据压焊的几何 学原理决定毛细管的形状,尺寸,材料直接影响压焊的最后 形状。 压焊机的压焊速度 产量的考虑
第三步 将备好银浆的扩晶环放入刺晶架中,由操作员在显 微镜下将LED晶片用刺晶笔刺在PCB印刷线路板上。
第四步 将刺好晶的PCB印刷线路板放入热循环烘箱中恒温 静置一段时间,待银浆固化后取出(不可久置,不然LED芯片 镀层会烤黄,即氧化,给綁定造成困难)。 注:如有LED芯片綁定,则需要以上几个步骤;如只有IC芯片 綁定则取消以上步骤。
SEM 探测图(良好的球焊效果及月牙形的尾部)
2 机械测试 最常用的机械测试方法有两种:拉力测试和焊球剪切测 试。
拉力测试示意图
焊球剪切测试示意图
拉力测试示意图
三 COB制作工艺流程
第一步:扩晶 采用扩张机将厂商提供的整张LED晶片薄膜 均匀扩张,使附着在薄膜表面紧密排列的LED(发光二极管) 晶粒拉开,便于刺晶。 第二步:背胶 将扩好晶的扩晶环放在已刮好银浆层的背胶 机面上,背上银浆。点银浆.适用于散装LED芯片。采用点胶 机将适量的银浆点在PCB印刷线路板上。
第十步:后测 将封装好 COB技朮的發展和應用
4.1 压焊技术的发展历史 4.2 压焊技术的应用
4.1 压焊技术的发展历史
1957年,贝尔实验室首先展示了压焊技术。 随着微电子技术的不断发展,压焊技术也得到了全面发 展,主要表现在以下几个方面: 全自动设备已应用于压焊工序 压焊的各项参数都可以精确的进行监控 压焊的速度已达到 100—125ms/焊接 压焊的最小间距已达到 50μm 通过改良压焊头的结构及相应工序,大大提高了压焊的可 靠性