插铣技术的研究现状
数控加工中插铣技术的研究与应用探析

国外的刀具供应 商都推出了自身品牌 的插铣刀 , 例如欧洲 的S A N D V I K、I S C A R刀 具 、 山高 ; 美 国的 肯 纳 金 属 以及 日本 三菱公司等等 , 让插铣粗加工的效率提升了 3 — 4 倍。就 目前而 言 , 插 铣 刀 在应 用 过 程 中还存 在 诸 多 的不 足 与 缺 陷 , 主要 体 现 在 : 插 铣 刀 的 品种样 式 非 常 的少 , 大 多数 插铣 刀都 是通 过 一 些 盘 铣 刀进 行 改装 、加工 之 后形 成 的 , 插 铣 切 削工 艺 还有 很 多 不 完善 的地 方 , 还 需要 优 化 切 削参 数 。专 用 的插铣 刀 , 主要 应 用 于粗 加工 与 半精 加 工 之 中 , 插 铣 加 工 中所 使 用 的刀 具 , 插 铣 技 术不仅可以沿着相关工件 中的边缘对其进行切削处理 , 还能够 切在 工 件 中切 削 出一些 非 常 复杂 的 图 形 。为 了在 切 削过 程 中保 持一 定 的 温度 , 在使 用 插 铣刀 进行 加 工 时 要利 用 内冷 却 这 一 种 方式 保 持 温度 , 插铣 刀 刀 片与 刀 体 的合 理 化设 计 , 能够 在 使用 插 铣 刀 对 工件 进 行加 工 时 , 寻 找 到最 佳 的 切人 角 度 。一 些 普通 的插 铣 刀 , 切 削 角度 一般 是 8 7 度或者 9 O 度 , 每齿 的 进 给 量 约 为0 . 0 8 — 0 . 2 5 毫米 ; 插铣 刀 的直 径决 定 装夹 刀 片安装 于插 铣 刀 中 的数量 , 二十毫米直径 的插铣刀 中能够安装 两个刀片 ,3 O毫米 直 径 的插铣 刀 中能够 安 装 四个 刀 片 ,1 2 0 毫 米 直径 的 插 铣 刀 中 能 够安 装八 个刀 片 , 插 铣技术 并不 是适 用 于每 一种加 工 工件 中 , 判断插铣技术能够适用于加工工件 中 , 就应 当考虑加工机床的 特 点与 加工标 准 。
利用插铣提高加工效率和延长刀具寿命

利用插铣提高加工效率和延长刀具寿命在提高金属切削效率上所取得的很多重大进展,都是刀具制造商、机床制造商和软件开发商共同努力的结果。
插铣(Z轴铣削)加工就是一个很好的例子。
插铣加工时,旋转的刀具沿着Z轴方向直接向下切入工件,并沿Z轴向上退刀,然后在X轴或Y轴方向横移一段距离,再进行与上一次切削部分重叠的垂直切削,切除更多的工件材料。
插铣加工有很多好处。
尤其是在长悬伸加工中(如铣削深模腔),传统的平面铣削方式(即从工件一侧铣到另一侧)为了尽量减小会引起颤振的侧向力,不得不降低切削速度。
而在插铣时,切削力直接传入机床主轴和工作台,因此可获得比传统铣削方式高得多的金属去除率。
据AMT软件公司介绍,该公司开发的Prospector CAM软件包中纳入了插铣功能,与使用纽扣型面铣刀的传统平面粗铣相比,插铣加工的金属去除率至少可以提高50%。
由于插铣能最大限度地减小作用于机床零部件的横向负荷,因此能用于刚性不足的老式机床或轻型机床,以提高生产率。
斗山机床公司营销经理John Ross对插铣可以减小作用于低性能机床上的切削力的说法表示赞同,但他补充说,在结构设计有利于插铣加工的新型机床上,能够最大限度地发挥该工艺的优势。
他指出,由于插铣切削力直接传入机床主轴和工作台,因此可以最大限度地削减因工件夹持不牢而产生的各种问题。
英格索尔(Ingersoll)刀具公司模具生产线产品经理Bill Fiorenza表示,插铣有助于削减传入刀具和工件中的切削热。
他说,"插铣加工时,传入工件的热量并不多,由于刀具旋转时切入和切出工件的速度很快。
只有移动步距的很小一部分工件与刀具接触。
'在切削难加工材料(如不锈钢、高温合金和钛合金)时,这一特点特殊具有优势。
Fiorenza在进行插铣演示时解释说,"通常,金属切屑的温度很高,你甚至可以在切屑堆中烤热一块三明治。
然而,当插铣加工结束时,你可以立刻把自己的手放在工件上,而且摸起来感觉比较凉。
插床的国内发展现状

插床的国内发展现状插床是一种加工设备,广泛应用于金属加工行业中。
它主要用于精细加工轴类零件,如滚子轴承、滑动轴承、齿轮轴等。
插床具有高精度、高效率和良好的稳定性等特点,在制造业中有着重要的地位。
随着国内经济的不断发展,插床在国内市场也取得了长足的进步。
首先,国内插床技术不断提升。
随着科学技术的不断进步,插床的加工精度和稳定性得到了进一步提高。
有许多国内企业密切关注国际先进技术,不断引进和消化吸收,并结合本土市场的需求进行创新。
这使得国内插床的性能更加优越,可以满足各种复杂零件的加工需求。
其次,国内插床市场需求不断增长。
随着国内工业的快速发展,对高精度、高效率的加工设备的需求不断增加。
插床作为一种重要的加工设备,广泛应用于各个行业。
尤其是汽车、电子、机械等制造业,需求量巨大。
这为国内插床市场的发展提供了巨大的机遇。
再次,国内插床制造业的竞争力不断增强。
近年来,国内插床制造企业通过技术创新和品牌建设,不断提升自身的竞争力。
国内一些插床企业已经具备了自主研发和生产的能力,并且积极参与国际市场竞争。
他们不仅提供高品质的产品,而且提供全面的售后服务,赢得了国内外客户的一致好评。
这使得国内插床制造业逐渐走上了国际市场。
最后,国家政策的支持也促进了插床行业的发展。
近年来,中国政府对制造业提出了一系列支持政策,包括鼓励创新、加大科技投入、提高企业竞争力等。
这些政策在一定程度上促进了插床行业的发展,推动了技术升级和市场拓展。
然而,我们也要看到国内插床行业仍然存在一些问题和挑战。
首先,与国际先进水平相比,国内插床的自主创新能力还有待提高。
虽然国内插床制造企业在技术创新方面有了很大的进步,但与国际领先企业相比,仍然存在差距。
其次,由于经济形势的不确定性和市场需求的变化,插床行业也面临一定的市场风险。
要想在激烈的市场竞争中立于不败之地,插床企业需要不断提高产品质量和服务水平,以满足客户的需求。
总之,国内插床行业在技术、市场和竞争力等方面取得了长足的进步,展现出良好的发展势头。
机器人插销装配技术的研究与应用

机器人插销装配技术的研究与应用随着现代工业的发展,机器人已成为许多行业中重要的生产力。
而机器人插销装配技术则是机器人应用的重要领域之一。
本文旨在探讨机器人插销装配技术的研究与应用。
一、机器人插销装配技术的研究1.1 机器人插销装配技术的定义插销装配是指在装配过程中,通过机器人将金属插销插入零件中,将多个零件组装成一个整体的工艺。
插销装配工艺具有精度高、效率高、安全性好等优点,因此在汽车、机械、航空航天等领域广泛应用。
1.2 机器人插销装配技术的发展历程机器人插销装配技术的发展可追溯到20世纪60年代。
当时主要采用的是气动插销机械手进行插销装配。
随着计算机技术的发展,机器人也逐渐普及。
80年代,机器人开始应用在插销装配中,使用程控式机器人进行插销装配。
90年代后,随着电子控制技术和人工智能技术的发展,插销装配机器人的智能化程度、精度和效率不断提高。
1.3 机器人插销装配技术研究的难点机器人插销装配技术的研究面临着几个难点。
首先是插销精度问题,插销与零件的配合间隙应保持一定的精度,以使插销插入零件中后能够达到紧密配合。
其次是插销长度问题,插销长度应根据零件的设计要求进行调整,以保证插销装配的稳定性。
第三个问题是机器人与零件的定位。
机器人需要精确地定位零件,以便进行插销装配。
二、机器人插销装配技术的应用2.1 汽车制造领域机器人插销装配技术在汽车制造中应用广泛。
汽车的生产线上大量使用插销装配技术,无论是发动机、传动系统、悬挂系统还是内饰都需要使用插销装配。
使用机器人进行插销装配,可以大大提高生产效率和质量。
2.2 机械制造领域在机械制造领域,机器人插销装配技术同样发挥着重要作用。
例如,在轴承、齿轮等机械零件的生产过程中,需要进行插销装配。
使用机器人进行插销装配可以减少人工成本和生产周期,提高生产效率和质量。
2.3 航空航天领域在航空航天领域,机器人插销装配技术同样发挥着重要作用。
航空航天产品由于对精度和质量要求极高,因此使用机器人进行插销装配可以提高产品的性能和可靠性。
插铣加工中顺铣与逆铣的工艺性对比
国内外学者针对插铣的实际应用进行了大量研 究。廉良冲[1]分 析 了 数 控 铣 削 中 使 用 顺 铣 和 逆 铣
2019年第 53卷 No.8
65
插铣加工中顺铣与逆铣的工艺性对比
何少林,魏兆成,王敏杰
大连理工大学
摘要:以 45钢及 40Cr为试件,分别改变插铣步距、径向切深、每齿进给量及切削速度,从切削力和切削振动
两个方面对插铣加工中的顺铣和逆铣两种工艺进行对比分析。结果表明:在切削振动方面,顺铣和逆铣无明显差
目前,针对不同插铣加工策略对插铣加工工艺 性的影响研究较少。实际应用时所采取的加工策略 在很大程度上决定着能否最大化发挥插铣加工高效 率的优势。本文以 45钢及 40Cr为试件通过切削试 验及理论分析的方法,从插铣切削力和切削振动两 个角度对比研究了顺铣和逆铣插铣加工策略,对插 铣加工的实际应用有一定的指导作用。
Keywords:forwardmilling;reversemilling;cuttingforce;cuttingvibration
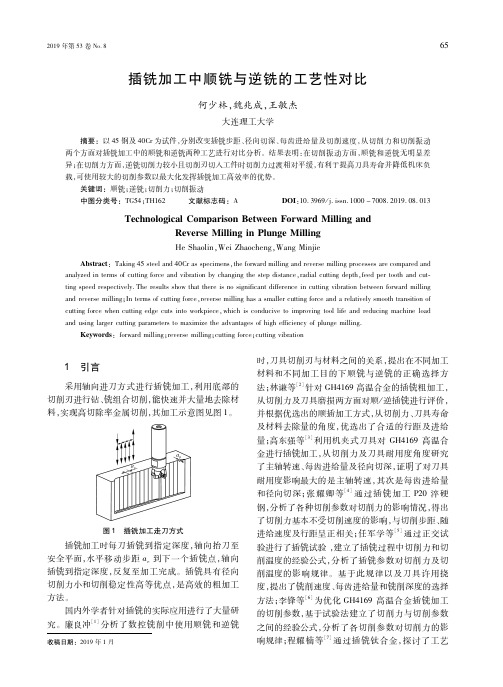
刃进行钻、铣组合切削,能快速并大量地去除材 料,实现高切除率金属切削,其加工示意图见图 1。
图 1 插铣加工走刀方式
66
工具技术
参数对切削力的影响规律,建立了切削力预测模型 并进行检验,以 切 削 力 与 金 属 去 除 率 为 目 标,基 于 MATLAB进行工艺参数优化,为钛合金整体叶盘高 效切削提 供 了 理 论 参 考 及 技 术 支 持;MartinWitty 等[8]根据加工参数和刀具微观几何结构,通过切削 试验对插铣工艺的稳定性和性能进行了验证;Carlos E.H.Ventura等[9]报道了插铣过程中切削力的静态 和动态特性,并基于插铣过程的动力学和刀具特性 提出了切削力模型,以预测插铣过程的平均铣削力, 且该模型与试验结果吻合良好;ZhouY.M.等[10]通 对 P20模具钢的单因素插铣试验,研究了步距、切削 速度、每齿进给量对切削力的影响情况。在此基础 上,提出了插补铣削参数优化的原则;IvandroBonetti 等[11]通过试验分析,对插铣加工过程中的顺铣和逆 铣进行了研究,量化了切削参数对切削力和加工误差 的影响 情 况;MatthieuRauch等[12]根 据 刀 具 路 径 参 数、机床动力学和加工特征特性,通过计算材料去除 率,提出了 一 种 新 的 方 法 来 改 善 插 铣 刀 具 路 径 的 实施。
插铣法加工的应用及编程方案
插铣法加工的应用及编程方案作者:康义来源:《智富时代》2019年第11期【摘要】随着数控加工行业竞争日益激烈,高效率,低成本是各个企业最求的目标。
特别是零件结构特殊,加工环境恶劣,传统的加工方法已经无法满足加工要求时,寻求先进的新型加工方法势在必行,插铣法就是一种新兴的高效率、低成本的加工方法。
【关键词】插铣法;高效加工一、概述1.1插铣法简介插铣法又称Z轴铣削法,是实现高切除率金属切削最有效的加工方法之一,插铣法的加工效率远远高于常规的端面铣削法和侧面铣削法,采用插铣法,可以使加工时间缩短一半以上。
采用插铣法也可以减小零件的加工变形。
由于插铣加工的主切削力是轴向切削力,而径向切削力很小,加工过程中对机床的主轴间隙要求不高,对于老旧机床可以充分利用,而且在同样金属去除量的前提下,对主轴的磨损量远远小于传统的端面铣削和侧面铣削。
1.2插铣法相对于传统加工方法的优点插铣法大降低了深槽加工对刀具刚性的要求,深槽加工如果采用传统的侧刃铣加工方法,主切削力是沿径向方向,刀具的长径比大,刀具径向刚性大大降低,加工过程中径向切削力使刀具让刀、颤动严重,刀具寿命低,加工参数低,加工效率自然也就低下。
要想提高零件的加工效率,就要提高刀具材质的刚性,随着刀具长度的增加,刀杆部分受到的弯曲力矩越来越大,对刀杆材料的要求也越来越高。
当刀具的长径比超过5时,就没有材料可以承受了。
这样,只能以极低的加工参数生产,不仅加工效率低下,而且刀具成本大大增加。
而插铣是沿着刀具的轴向切入被加工材料,类似于钻削的一种加工方法。
加工过程中,刀杆的受力方向,由传统侧刃铣的径向,变为的轴向。
而刀具承受轴向载荷的能力要远远大于承受径向载荷的能力。
插铣加工最大化的利用了刀具轴向刚性强的这一特性,刀杆承受的载荷,也从拉应力、剪应力的复合,变成了以剪应力为主的简单状态,降低了对刀具刚性要求的同时,大大提高了加工状态的稳定性。
1.3插铣法的应用范围插铣法,适合加工小槽型大深度的结构件,在铝合金类结构件的加工应用铰多。
钛合金插铣过程刀具性能测试与模糊综合评价的开题报告

钛合金插铣过程刀具性能测试与模糊综合评价的开题报告一、研究背景和意义钛合金因其良好的力学性能和耐腐蚀性能被广泛应用于航空、航天、汽车等领域。
但是,钛合金也因其高强度、高硬度和难加工性而成为制造业中最困难的材料之一。
钛合金的高硬度和低热导率给切削加工带来了很大的挑战,需要使用高性能刀具进行加工,而刀具的性能将直接影响加工表现和钛合金零件的制造质量。
因此,研究钛合金加工过程中刀具的性能测试和模糊综合评价具有重要意义。
二、研究内容和方法本研究将选取常见的钛合金TC4作为研究对象,采用插铣法进行加工,并通过选取不同刀具材料、不同刀具几何形状、不同刀具涂层等方式进行刀具性能测试。
在测试中,将通过切削力、切削温度、表面粗糙度、刀具磨损等参数进行评价。
同时,将采用模糊综合评价方法对不同刀具材料、几何形状和涂层的综合性能进行评估。
最后,通过实验结果对刀具参数进行优化,并对钛合金插铣加工过程中刀具性能的影响进行分析。
三、研究意义和创新点本研究将通过对钛合金插铣过程中刀具性能的测试和模糊综合评价,对钛合金加工过程中刀具性能的影响进行研究,有助于优化刀具参数,提高钛合金零件加工质量和生产效率。
此外,本研究将采用模糊综合评价方法对刀具性能进行评价,有助于提高钛合金加工的智能化水平,并为类似材料的加工提供有益的经验借鉴。
四、研究计划本研究计划周期为12个月,主要的研究工作计划如下:1. 熟悉钛合金插铣加工过程和刀具的基本知识,收集相关文献和数据,了解国内外相应研究情况,并制定本研究的具体工作方案和目标。
2. 搭建钛合金插铣加工系统,包括机床、夹具和刀具等设备。
3. 设计试验方案,选定不同的刀具材料、不同的刀具几何形状和不同的刀具涂层等测试参数。
优化加工参数,确保实验具有可重复性和可比性。
4. 进行钛合金插铣加工试验,记录切削力、切削温度、表面粗糙度、刀具磨损等关键参数。
得出不同刀具性能表现的实验数据。
5. 采用模糊综合评价方法,对不同的刀具材料、不同的刀具几何形状和不同的刀具涂层等刀具性能参数进行综合评价,并对优选方案进行筛选和优化。
铣床的发展现状及未来趋势分析

铣床的发展现状及未来趋势分析铣床是一种重要的机床设备,广泛应用于制造业,特别是机械制造领域。
铣床的发展一直与制造技术的进步和市场需求的变化密切相关。
本文将对铣床的现状和未来发展趋势进行分析。
一、铣床的发展现状随着制造业的快速发展和技术进步,铣床的发展得到了广泛的推动和应用。
目前,铣床已不再是单一的机械设备,而是结合了数控技术、自动化技术和智能化技术。
以下是铣床发展现状的几个方面:1. 数控铣床的普及:随着计算机技术的不断发展,数控铣床得到了快速的普及。
数控铣床具有高精度、高效率和高自动化程度的特点,大大提升了生产效率和产品质量。
2. 高速铣削技术的应用:高速铣削技术是近年来铣床发展的重要方向。
利用高速切削工具和高速铣床,可以实现高速、高效的加工,大大缩短了加工周期。
3. 多轴铣床的出现:为了适应复杂零件的加工需求,多轴铣床得到了广泛的应用。
多轴铣床可以实现多个轴向同时加工,提高了生产效率和加工质量。
4. 智能化的发展:铣床的智能化发展成为当前的热点。
利用先进的传感器和控制系统,铣床可以实现自动化控制和智能化管理,提高了生产效率和产品质量,降低了运营成本。
二、铣床的未来趋势1. 高效率与环保并重:未来铣床的发展将更加注重高效率和环保。
随着资源的日益紧缺和环境污染的日益严重,制造业需要更加节能高效的铣床设备。
未来的铣床将更加注重节能减排,更加注重资源的循环利用。
2. 智能化与人机协同:未来铣床将趋向于智能化和人机协同。
智能化的铣床将可以通过自学习和自适应来不断优化加工过程;人机协同的铣床将使得人与机械之间的交互更加紧密,提高生产效率和工作质量。
3. 自适应制造:未来铣床将借助大数据和人工智能技术,实现自适应制造。
铣床可以通过对加工过程数据的实时监测和分析,进行自我调整和优化,以提高生产效率和加工质量。
4. 柔性化生产:未来铣床将更加注重对各类产品的柔性加工。
柔性化的铣床将能够快速切换不同的加工任务,适应不同的产品需求,提高生产的灵活性和响应速度。
2023年数控插床行业市场分析现状

2023年数控插床行业市场分析现状数控插床行业是机械制造行业的重要组成部分,其发展与制造业的发展密切相关。
随着科技的不断进步和制造业的转型升级,数控插床行业市场需求也在不断增长。
本文将从市场规模、市场竞争、发展趋势等方面对数控插床行业的市场现状进行分析。
一、市场规模:数控插床行业市场规模在过去几年一直呈现稳步增长的趋势。
据相关数据显示,2018年全球数控插床市场规模达到数百亿美元,其中中国市场占据了相当大的份额。
随着国内外制造业的不断发展,数控插床的应用范围也在不断扩大,市场需求呈现出良好的增长态势。
二、市场竞争:数控插床行业市场竞争激烈,主要表现在品牌竞争和产品技术创新方面。
在国内市场,一些知名企业如DMG、哈尔滨工具、铣达数控等在技术创新和市场推广方面取得了很好的成绩,并且拥有一定的市场份额。
另外,在国际市场上,日本、德国等一些发达国家的企业也在数控插床行业具有较强的竞争力。
因此,企业在市场竞争中要提高自身的技术实力和产品质量,不断推出具有竞争优势的新产品,以抢占市场份额。
三、发展趋势:1. 智能化发展:随着人工智能、大数据、云计算等新技术的快速发展,数控插床行业正向智能化方向发展。
智能化的数控插床能够通过传感器、数据分析等技术实现机器自动化、智能化的运行,提高生产效率和品质,降低能耗和人工成本,满足制造业转型升级的需求。
2. 高精度、高刚性:随着制造业对产品精度和刚性要求的提高,市场对高精度、高刚性的数控插床的需求也在增加。
高精度、高刚性的数控插床能够实现更高的加工精度和更稳定的加工性能,满足高精度产品的加工需求。
3. 个性化定制:随着消费需求个性化的增加,市场对个性化定制的数控插床的需求也在增长。
个性化定制的数控插床能够根据不同产品的特点和加工要求进行定制,提高生产效率和产品质量。
4. 服务一体化:随着市场对数控插床的需求不断增长,用户对售后服务的要求也越来越高。
因此,数控插床企业需要提供全方位的一体化服务,从产品设计到售后服务全程跟踪,提高用户的满意度和忠诚度。
壳体零件高效插铣技术应用探讨
壳体零件高效插铣技术应用探讨高效插铣技术是一种利用加工刀具通过快速运动去除毛坯残留材料的加工技术,该加工技术以其卓著的使用效果,在制造业得到了广泛应用。
笔者通过查阅文献,结合自身经验,在文中对高效插铣技术在复杂壳体加工中的应用进行了探讨,以期为相关从业人员提供有效参考。
标签:壳体零件;插铣技术;路径规划;刀具选择高效插铣技术又被称作为Z轴高校铣削法,是一种高效率的加工方法,能够有效避免壳体零件在加工的过程中变形。
在该加工方法下,零件的主要受力方向为轴向,径向力相对比较小,所以对机床的功率要求不高,且具有较高的加工稳定性,能够对钛合金等等难加工的金属进行加工(切槽、曲面加工),故该技术方法在制造业得到了极为广泛的应用,有着较高的探讨价值。
1 壳体零件高效插铣技术加工刀具的选择在对壳体零件进行插铣加工的过程中,刀具的直径直接影响着加工精度以及加工效率,虽然大尺寸的刀具能够有效提高加工效率,但是也会增加材料的残留量,所以在应用高校插铣技术之前,必须要选择合适的加工刀具。
技术人员要认识到以下几点内容:第一,刀具直径增加会导致零件材料残留量增加;第二,刀具直径减小会直接降低加工效率,但是零件材料残留量也会随之减少;第三,刀具数量减少会缩短换刀时间,而刀具数量增加虽然会增加换刀时间,但是能够有效提高切削效率,减少材料残留量[1]。
为了尽可能的提高加工效率,缩短加工时间,要结合实际情况选择刀具数量、尺寸,以此来达到最佳的加工效果。
总的来说,刀具的选取和削铣平面有着直接的关系,刀具选择的需要注意以下几点:第一,生成加工工艺平面到加工底面的其中一组平面,可作为“剖平面”;第二,剖平面和加工实体投影,投影图就为加工平面图形;第三,在剖视平面图中能够合理的规划刀具选择方法,刀具最大半径为剖视图上刀具能够到达的半径,刀具最短长度剖视图到零件加工平面最近的距离[2]。
2 壳体零件插铣路径规划方法2.1 插铣路径规划方法在插铣加工的过程中,刀具轨迹生成和其它轨迹生成方式有着极大的不同,相邻刀具之间轨迹并没有直接连接的关系,而是呈现出“反复退刀”的状态。
一种微小盲腔数控插铣清根方法的研究

一种微小盲腔数控插铣清根方法的研究蒋行波(贵州航天风华精密设备有限公司,贵州贵阳550009)【摘要】本次论文阐述了如何研究数控插铣清根技术,设计并制作数控插铣刀具,通过摸索工艺参数,研究高效的清根工艺,缓解了电火花生产瓶颈,为同类型零件的清根工艺提供了有力的借鉴。
关键词:数控插铣;插铣刀具;工艺参数中图分类号:TG659文献标识码:BDOI :10.12147/ki.1671-3508.2023.07.035Research on a Method of NC Insertion Milling and Backgouging forMicro Blind CavityJiang Xingbo(Guizhou Aerospace Fenghua Precision Equipment Co.,Ltd.,Guiyang ,Guizhou,550009,CHN )【Abstract 】This paper describes how to study the CNC plug milling and back gouging technol⁃ogy,design and manufacture CNC plug milling cutters,explore process parameters,and study efficient back gouging technology,which alleviates the bottleneck in electric spark production,providing a powerful reference for the back gouging process of similar types of parts.Key words:CNC slotting ;slotting cutters ;process parameters1引言某多型腔高精密结构件产品,材质为铝合金,其内部含多处需清根的矩形微小盲腔,该类盲腔装配陶瓷片,因陶瓷片材质较脆装配时极易断裂,故要求清根后底面平整,清根处过渡圆角不大于R0.05,如图1。
数控插床研究报告

数控插床研究报告随着工业自动化的不断发展,数控机床已经成为现代制造业的重要组成部分。
数控插床作为数控机床的一种,具有高效、精度高、稳定性好等优点,已经被广泛应用于航空、汽车、电子等领域。
本文将对数控插床的结构、控制系统、加工过程等方面进行分析和研究。
一、数控插床的结构数控插床主要由床身、主轴、进给系统、切削液系统、控制系统等组成。
床身是数控插床的主要承载部分,其结构和刚度直接影响机床的加工精度和稳定性。
主轴是数控插床的主要旋转部件,其转速和刚性是影响加工精度和效率的重要因素。
进给系统包括进给轴、进给电机和进给螺杆等部件,它们的精度和速度控制是决定加工精度和效率的关键。
切削液系统主要用于冷却和润滑切削区域,保证加工质量和工具寿命。
控制系统是数控插床的核心,它包括硬件和软件两个方面,硬件部分主要包括数控装置、伺服电机、编码器等,软件部分主要包括加工程序、运动控制程序等。
二、数控插床的控制系统数控插床的控制系统是其能够实现高精度、高效率加工的关键所在。
数控插床的控制系统主要由硬件和软件两个部分组成。
硬件部分主要包括数控装置、伺服电机、编码器等,软件部分主要包括加工程序、运动控制程序等。
数控装置是数控插床控制系统的核心,它负责接收加工程序,并将加工程序翻译成机床能够理解的指令,控制机床的运动。
伺服电机是数控插床的主要驱动部件,它通过接收数控装置的指令,控制机床的运动。
编码器是数控插床的重要反馈部件,用于测量机床的位置和速度,反馈给伺服电机和数控装置,以实现更为精确的运动控制。
加工程序是数控插床的重要组成部分,它是描述加工过程的一系列指令。
加工程序由数控程序语言编写而成,包括控制机床运动的指令、控制刀具进给的指令、控制切削液的指令等。
运动控制程序是数控插床的另一重要组成部分,它是由数控装置自动生成的,用于控制机床的运动轨迹和速度,以实现加工过程中的高精度运动控制。
三、数控插床的加工过程数控插床的加工过程主要包括工件夹紧、工件定位、刀具选择、刀具进给、切削液喷射等。
2023年数控插床行业市场调研报告

2023年数控插床行业市场调研报告数控插床行业市场调研报告一、行业背景数控插床是现代机械加工中的一种高精度机床。
它是一种利用数字控制技术来控制工作台运动和加工刀具动作、实现自动化生产的加工设备。
数控插床在机械加工领域中,尤其是在汽车、航空、航天、模具以及电子等领域中的重大应用,成为了不可或缺的加工设备,是高精度、高效、高自动化的代名词。
二、市场规模从目前数控插床市场在国内外的普及情况来看,在国外先进国家市场将逐渐饱和,国内市场仍具有较大的开发和增长空间。
当前,中国的整个数控设备市场规模已达到了2015年1月发布的《中国数控机床行业市场前景分析及投资前景研究报告》中预计的规模,而数控插床这一细分市场也有着良好的增长态势,市场竞争激烈,而市场规模也在逐渐扩大。
三、市场占有率目前国内数控插床的主要品牌商有:新代、韩派、海龙、凌力通、富士康、华通、三洋、长江精工、沈阳机床、哈尔滨三丰等。
其中,新代、海龙、凌力通等是国内数控插床市场的老牌经营者。
而这些老牌公司的优势在于其技术实力强,设备更为成熟,但其市场占有率近些年来有所下降,新技术不断涌现,新品牌也跟随而来。
同时,由于中国特色,数字化程度也比较高,管控会更加严格,所以外来支援更为普遍。
因此,随着先进工艺、稳定性强等优势的不断发挥,新品牌也会逐渐不断崭露头角,市场占有率不断攀升。
四、市场发展趋势1. 数字化程度不断提升随着中国产经的发展和普及,数字化程度也日益提升,而数控插床的普及是数字化程度提升的表现之一。
数控机床已经是数控化转型升级的基石之一,是生产有序、工艺保障的重要保障。
数控插床行业的壮大将使生产线的数字化程度与智能化程度得到大幅提升。
2. 自动化程度逐步提高通过数字化程度的提高,数控插床的自动化程度也不断提高。
从切换工件到加工,都是一系列自动化操作完成。
由于自动化程度的提高,数控插床的效率也得到了实质性的提升,劳动力成本也得到了有效控制。
3. 高端化、智能化趋势...(不足1500字,此处省略)。
插铣技术的研究现状

插铣技术的研究现状特点和应用范围插铣加工的加工方式比较特殊,与其他加工方式相比,它具有以下一些优点。
(1)加工效率高,能够快速切除大量金属,相对于普通铣削加工而言可以节省一半以上的时间。
(2)刀具的悬伸长度比较大,特别适用于一些模具型腔的粗加工,并被推荐用于航空零部件的高效加工。
(3)可以对钛合金等难加工材料进行曲面加工或切槽加工。
(4)加工时主要的受力方向为轴向,而径向力较小,因此对机床的功率或主轴精度要求不高并且具有更高的加工稳定性,有可能利用老式机床或功率不足的机床获得较高的加工效率。
(5)可以减小工件变形。
(6)可用于各种加工环境,可以用于单件小批量的一次性原型零件加工,也适合大批量零件制造。
(7)插铣加工能够以相对较低的进给速度(一般为50r/min以上)切削大量的加工材料。
该加工方法对使用老式机床的加工车间而言,其金属的切削速度可以与采用高速加工方法的较新机床相媲美,有时甚至超过这些较新的机床。
插铣的一个特殊用途就是进行涡轮叶片的加工,这种加工通常是在三轴或四轴的铣床上进行的。
插铣涡轮叶片时,可从工件顶部向下一直铣削到工件根部,通过 X Y 平面的简单平移,即可加工出极其复杂的表面几何形状。
图2为利用插铣加工开盘式叶片。
国内外的插铣研究现状插铣作为一种新型的铣削方式,在制造业中得到了较为广泛的应用,同时实践也证明了它的优点,但由于其出现的时间较短,对其切削机理等方面的研究仍然较少。
目前有关插铣的研究主要集中于插铣的工艺优化和动力学 2 个方面。
在插铣的工艺优化方面,北京航空航天大学将插铣应用于对涡轮叶盘的粗加工过程,减小了加工变形,提高了切削效率,并对拐角的插铣路径进行了优化。
西安科技大学将插铣应用于大直径、宽深流道二元叶轮的数控加工过程中,用Master CAM软件实现了简单的插铣编程。
西北工业大学对TC11钛合金插铣的铣削工艺参数进行了优化,并研究了工艺参数对铣削力和切削温度的影响,并对在四轴机床上插铣开式整体叶轮的刀具路径做了一定的研究。
铣工的调研报告

铣工的调研报告铣工调研报告一、调研目的和背景铣工是一种重要的金属加工职业,对各行各业的发展起着重要作用。
本次调研的目的是了解当前铣工行业的发展现状、存在的问题和未来的发展趋势,为相关职业培训和政策制定提供参考。
二、调研方法本次调研采用问卷调查和面访相结合的方式进行。
通过发放问卷和与铣工从业人员进行深入交流,收集了大量的数据和真实反馈。
三、调研结果1.行业发展现状:调研结果显示,铣工行业正处于快速发展阶段,各种先进设备和技术的应用不断增加,铣工的规模和产值逐年增长。
2.问题分析:调研结果表明,铣工行业存在以下几个问题:(1) 从业人员素质不高:大部分铣工从业人员缺乏系统的专业知识和技能,对新技术和新设备适应能力不足;(2) 工作环境和安全问题:一些企业存在工作环境脏、乱、差的情况,安全意识普遍较低,劳动保护设备不完善;(3) 培训和职业发展机会少:铣工行业的培训机会相对较少,对从业人员的职业发展支持不够。
3.发展趋势:调研结果显示,铣工行业未来的发展趋势主要体现在以下几个方面:(1) 自动化和智能化发展:随着科技的不断进步,铣工行业将向自动化和智能化发展,提高生产效率和质量;(2) 环保和节能:环保和节能已经成为当前社会的重要要求,铣工行业也需要在生产过程中注重环保和节能;(3) 人才培养和技能提升:提高铣工从业人员的专业水平和技能,加强培训和学习机会,提供更多的职业发展平台。
四、建议和措施针对上述问题和未来发展趋势,本报告提出以下建议和措施:(1) 加强从业人员素质培养:加大技术培训力度,提高铣工从业人员的专业水平,增强其适应新技术和新设备的能力;(2) 改善工作环境和加强安全意识:加强企业的安全生产管理,改善工作环境,提高从业人员的安全意识;(3) 增加职业发展机会:加强铣工行业的相关培训和学习机会,提供更多的职业发展平台,激励从业人员的积极性和创造力。
五、结论本次调研通过问卷调查和面访的方式,了解了铣工行业的发展现状、问题和未来发展趋势,并提出了相应的建议和措施。
钛合金型腔插铣刀具轨迹优化方法研究的开题报告

钛合金型腔插铣刀具轨迹优化方法研究的开题报告一、选题背景及意义腔插铣是一种非常常见的加工方法,可以广泛应用于模具、汽车零部件、航空器零件等领域。
然而,腔插铣的过程中通常需要用到钛合金材料,这种材料具有高强度、高刚度和难切削等特点,给腔插铣带来了挑战。
传统的腔插铣刀具轨迹优化方法,往往不能很好地适应钛合金材料的加工需求,影响了加工效率和质量。
因此,开展针对钛合金型腔插铣刀具轨迹优化方法的研究,是非常有意义的。
二、研究内容及方案本研究旨在针对钛合金型腔插铣刀具轨迹优化方法进行研究,具体内容包括以下几个方面:1. 针对钛合金材料的机械特性,研究合适的刀具材料和设计方案。
2. 针对不同型腔的加工需求,分别设计优化的切向和径向轨迹,提高加工效率和质量。
3. 使用计算机模拟软件进行仿真试验,评估刀具轨迹优化的效果。
优化的指标包括加工质量、表面粗糙度和加工时间等。
4. 考虑到钛合金材料对刀具磨损的影响,研究合适的润滑液、冷却方式和刀具保养方法,延长刀具使用寿命。
三、研究预期结果及意义通过本研究,可以得出以下预期结果:1. 能够针对钛合金型腔插铣加工的实际需求,设计出切向和径向轨迹优化方案,提升加工效率和质量。
2. 通过仿真试验,证明轨迹优化方案的可行性和优越性。
3. 研究出适合钛合金材料的润滑液、冷却方式和刀具保养方法,延长刀具使用寿命,降低加工成本。
本研究的成果可以为钛合金型腔插铣加工提供更加有效的轨迹优化方法,有利于提高加工效率、减少加工成本,具有较强的实用性和经济价值。
同时,这种加工方法的研究,还可以推动钛合金领域的技术进步,促进工业生产的发展。
铣工的调研报告

铣工的调研报告铣工的调研报告一、调研目的和背景铣工是机械加工领域中非常重要的一个工种,他们负责操作铣床进行铣削加工。
为了了解当前铣工的岗位特点、技能要求、薪酬待遇等情况,我们进行了一次铣工的调研。
二、调研方法我们采取了问卷调查的方法,面对面地对铣工进行了访谈,并收集了他们的意见和建议。
三、调研结果1.铣工的岗位特点在调查过程中,我们发现铣工的岗位特点主要有以下几个方面:(1)精度要求高:铣工对于加工件的精度要求很高,需要能够熟练操作铣床进行精细的加工。
(2)工作环境嘈杂:由于铣床的运转声音较大,导致铣工的工作环境噪音较大。
(3)劳动强度大:铣工需要长时间站立工作,需要有较强的体力和耐力。
2.铣工的技能要求铣工的技能要求主要有以下几点:(1)熟练操作铣床:铣工需要掌握铣床的操作技能,能够运用各种切削工具进行铣削加工。
(2)理解加工工艺:铣工需要对于不同的加工工艺有所了解,能够根据工艺要求进行加工。
(3)具备分析和解决问题的能力:铣工在加工过程中可能会遇到一些问题,需要能够及时分析并解决。
3.铣工的薪酬待遇根据调查结果,铣工的薪酬待遇较为稳定,且相对较高。
一般来说,初级铣工的月工资在3000元左右,有丰富经验的高级铣工的月工资可达到8000元以上。
四、调研结论和建议通过对铣工的调研,我们得出以下结论和建议:1.铣工是一项技术含量较高的工作,需要具备一定的技术和经验。
企业应该加强对铣工的培训和技术指导,提高其技能水平。
2.由于铣工的工作环境嘈杂,企业应该加强对铣工工作环境的改善,提高其工作舒适度。
3.铣工是一项体力劳动,企业应该注重铣工的身体健康管理,提供必要的保护措施,防止工伤事故的发生。
4.铣工的薪酬待遇相对较高,但在加工技能和经验不断提升的前提下,企业应该适时提高铣工的薪资水平,激励他们更好地发挥自己的能力。
以上是我们对铣工的调研结果的汇总。
通过这次调研,我们对铣工的岗位特点、技能要求和薪酬待遇有了更全面的了解。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
用于插铣的 CAD/CAM软件
巾于捕铣技术…现 的11,}llJ】较琏且发J挺井不 完善.1州此同im太多数 CAD/CAM软件仍然没柏 包含捕铣功能,|此软什 中虽然包含r插铣功能, 似缺少适台川产的选项. 包括适应符种1件几何 形状的能力(2D、31)等. 和适应各类型铣刀的能 力(侧匠切削、中心切削
目3链台金插铣过程粘∞现象
3个片向I:均有偏移,从而可能引 {2)川具轨迹优化撤然已经
起{卣铣过程-舢々舰振肌豫””
仃衅I AD/CAM软件中包禽捕铣模 块.但是由于其本吁模块的小完善性 干¨加丁人员坩利_LIj插铣进行加丁的 经验仍然较少.如何确定韧始加T佗 置和选择最优化刀f}路径的问题仍 未能解决,这也在很大程度J.局限丁
插铣技术的研究现状
research Status of Plunge
:l:
Milling
天津大学
秦旭达贾吴王琦孙晓太
插铣技术是一项正在发展的新型加工技术,由于插铣具 有效率高、能够快速切除大量金属的优点,并且非常适合于 加工难加工材料(如钛合金)和一些复杂曲面的零件。因此 在许多领域,尤其是在航空航天领域正在逐步扩大应用。目 前国内外各大高校、科研机构以及一些公司开发部门对插铣 相关技术的关注不断加深,使得对插铣的研究不断深入。从 而对其切削机理更加了解,适用于插铣的CAD/CAM软件和 插铣专用刀具也会不断完善和发展。
进而可能会引起颧振现象.造成刀县 损坏刀j}和刀片的几何形状在很 大程度上决定r坍削力的大小.对加 丁时的玎其路径优化也有一定的影 响。口前.m现r一种可用于插铣的 新型门具i/+q,该刀H的刀片采用独 特的切向史紧方法.々门应用t’妊悬
结束语
插铣技术是一项J}:在发胜的新 型加l:技术,m F插铣=t.L4i效卑岛、 能够快速叼除大量金属的优点.并且 非常适合干加T难加工材料{如钍台 金)和一些复杂曲面的零件.闻此在 许多领域.尤其足在航空航天领域正 在逐步扩大应用。目前国内外各大 高校.科研机构以及一些公司开发部 门对插铣相关技术的关注不断加深, 使得对插铣的研究不断深人.从而对 其切削机理更加了解.适用于插铣的 CAD/CAM软件和插铣专用刀具也会 不断完善和发展 本文共有参考吏献2『J篇.因篇幅 所限.未能一一,rI出.读者如有需要.
插铣的加工方式最先是由国外
蠢旭达 *津大学副教授碗士生导师。现
与其他NT.方式相比,它具有以F 些优点m21
7
专家提m的.出现的时间也比较短. 但足由于其特殊的加工方式和比较 显著的加工优势。近几年受到了同内 外许多专家的关注和研究。所谓捕 铣法就是在加工过程中刀具沿主轴 方向做进给运动.利用底部的切削刃 进行钻、铣组合切削,是一种能够在 Z方向上快速铣削大量金属的加工 方式,主要用于半精加工或粗加工, 在重复捕铣达到预定辣度时.刀具不 断地缩回和复位以便于下一次插铣 时可迅速地从垂叠走刀处去除火量 金属.如图I所,K
本文链接:/Periodical_hkgyjs201105005.aspx
日前打戈捕
铣的研究E哥集叶1于捕铣的1’艺优
插铣刀具
艚荇插铣技术的丌盏成熟和应 用的13箍广泛,山高、伊斯忙、羹格索 尔等各人刀具生产商也纷纷推}{{r 插铣的专用”片 日Iji『,捕铣刀片一般为硬质台金 及其涂层刀肄.疆质合金涂层刀具基 体有较高的韧性和抗弯强度,涂层材 料高温耐磨性好.因此可以采J;lJ高进 缔速度和高切削速度。但是对于水 同的I+件材料.仍然要选用不同碰哆 和涂层的刀具.以便于提高刀具寿命 和加1=精度。铡如当对钛合金这类 难/JilT-材料进行加丁时,一般的刀片 可能会产生很严重的粘刀现象.如幽 3所永。 对于常用于但0向切削的插铣忻 言.侧向力的产生会迫使刀肄偏移.
0h q皇
囤4新型插铣m臭 圈5新型插铣∞片
请向本刊编辑部索取=(责编d-颖:
42航空斜遗拄术・2011年第5期
万方数据
插铣技术的研究现状
作者: 作者单位: 刊名: 英文刊名: 年,卷(期): 秦旭达, 贾昊, 王琦, 孙晓太 天津大学 航空制造技术 AERONAUTICAL MANUFACTURING TECHNOLOGY 2011(5)
特点和应用范围
捕铣加I:的肌r疗式比较特殊
%敦噼顶Bt 2【】01帆5劬16)资%
40航审铒遗拄术・2011年第5期
万方数据
靛体叶轮7L坐标捕铣加l。钏…十算
目【辅助制造软件.Jr"对该软什,£成 的"Jt-'射t迹进行r仿真和奠际加工 验证… 在捕铣动力学方面.天津大学对 钍台台(’】_i6A14V】插铣过程巾的铣 削力进行了深人研究.分析r切削力 的特点.构建r纠削力分析试验平 台.对捕铣钛台金过程中的铣削力的 变化规律进行了研究,并建市丁铣削 力模型….与此同时.天津大学还对 插铣过程中训削温度场分布进行了
2011年第5期-航申制造技术4l
影响”“.并对在叫轴机床上捕铣开 式整体11f轮的W几路径做了一定的 研究‘1侧,北麻交迸大学引刘多曲面 通道的多坐标数控插铣提什{r一种 非等参数刀具轨迹七成算法,解决了 生成无干涉的刀具轨迹问题,可以宴 现高效率的粗加工,但对刀具路经的 进一步优化没有深入研究”1。哈尔
r J。艺参数时铣削力和切削温度的
一种掏槽插铣铣削力的建模方法, 其基本原理是应川机械论方法得 到与切削厚度有关的铣削力模型参 数.从而建立铣削力模型””Yusuf Altintas等人研究丁捕铣过程中的动 力和稳定性,分别建立了频域模婶』和 时域模型,井结合所建n的再生Ⅵ聘 厚度的理沧模型.实现r铣削力和颤 振的预测.并且给出J’如何减小铣削 过程中颤振的建议”川“
团2开盘式"片的插铣加工
滨i业大学研究了直纹面叶轮五坐 标插铣加工的戈键技术.白辛开发了
万方数据
臂加T,奠弯曲力极小. 如阁4所示. 泼月具上有4个切 削刃.在川具正面的切线 方向j:央紧.形成一个平 面。这有利于在加工过 程中形成一个_F向刀面, 以降低切削负荷,如图5
所示,
插铣技术面临的问爱
近年来衅管国内外x,Hffi铣研究 的4i断椿人,插铣技术的应J+|Ⅱ土越来 越r_泛,但是仍然有许多芦l楚唾待解 决。 (1)稳定性问题;插铣刀乳的 悬伸长度过K.使得刀杆的刚度很难 保证.从而使得受力的时候容易发,t 弯曲现象,而在插铣过程巾.刀具不 仅会受到切削力的影响.所受的扭矩 也不能忽略.使得刀具中心在X、Y、
开盘式叶片13
国内外的插铣研究现状
捕铣作为一种新型的铣削方式. 在制造业中得到r较为广泛的应用. 同n『实践t|王|正明了它的优点,但由f 其}f{现的时训鞍矩,时其切削机理等 ^lnl的研究仍然较少 化和动力学2个hml 枉捕铣的1j岂优化方面北京航 卒航火人学将插铣应用f对涡轮叶 盘的粗加T过程.减小J’加I变形. 提高了rJJ削效率.,1・对捌角的插铣 站径进行丁优化”“西安科技人学 将稀铣成用】+大直径、宽深流道二 兀叶轮的数控加I’过程-{,.用Master CAM软件实现r简单的捕铣编程… 西北1、Ik^=学埘FCll钛合金捕铣 的铣削J。艺参数进行了优化.并研究
(4)加工时主要的受力方向为 轴向,而径向力较小,因此对机床的 功率或主轴精度要求小高竹且H有 更高的加r稳定性.有可能利川老式 机床或功枣』;足的机床获得较高的 加【:效率。 (5)可以减小l。件变形
州家n然科学壮e项Uf
507∞(肼)天津
市应用基础0Jm沿持术研究计划一般项
Hf nMc、+町col300)、教育郫博l:点g盘
(I)加I:敛率高,能够快速切除 大量金属.相对于普通铣削加工而言 可以节省一半以上的时间。 (2)川具的悬伸长度比较大,特 别适_【}I于一些模具型腔的粗加丁,并 被推荐用于航空零部件的高效加T, (3)可以对钛合金等难加丁材 料进行曲面加工或切槽j】II
F.。
任中国振动I程学会机械动力学学会
第八届理事会理摹.副秘书长.主要从 事难加工材料mI过程动力学仿真爰 其工艺忧化拄术制造过程监控技术研 究。发表学术论文30杂篇SC【/El检 索20篇农,获省部级科技奖励2项 在研主持国裹基盒i津市基金各1项 国际台作项目1项,
aj■:意I目 目1插铣}意图殛实物圈
椿人研究,并建立r温度场有限元分 析模唰,从而rlr以较为准确地预测捕 铣过程温度场分如”“ 布网外.J呻ng
H¨OJI Ko挺jI;了
f
6)可_L}j于各种肋j’爿、境可“
用r单件小批器的一次性原’州零件 枷I。,tlZ适台足批量零件制造, (7)捕铣加_[能够以相对较低 的进给速度(一般为50r/rnin以上 切削大量的加I:材辩该JJn丁方法 对使j}j老式机眯的加T车lhJ而育,其 盒腻的切削j虫腹”r“10采J}j商速加 『.方法的较新机床丰¨媲荚.有时甚至 超过这些较新的机床 插铣的一个特殊用途就足进行 涡轮叶”的加12.这种加T通常是在 一轴或四轴的铣床I进行的,捕铣 涡轮叶片时,可从j:f}{f=顼部向下|一直 铣削到『:件根部.塘过X—Y甲面的 简单’r移.即,flJrI丁jlj极其复杂的击 面几何形状.罔2为利H{捕铣加丁
பைடு நூலகம்
插铣在加工领域的应崩。
(3)有芙插铣动力学方面的研 究仍然较少.从控制铣削力、铣削温 度等角度来减小刀具磨损.确定较好 的丁芝加丁参数仍然很难实现.
等).很多时候仅仅作为 一种概念出现.功能并不 完善 在刀j}路径优化方面.具打插 铣模块的主要有PowerMILL、Maste r CAM和Cim扎lr¨n等软件”7”“.但埘 "具路径进行优化的效果并小足很 女f.用户的满意度也较差;在动力学 方面.专用于切削的有限无模拟软件 Th;rdWave可以利用建立=维模型. 计算出插铣铣削力和铣削温度场.但 无法计算铣^Il时刀具的振动.对稳定 性问题无能为力120l