钢筋滚轧直螺纹连_图文
03技术质量培训之滚轧直螺纹钢筋连接技术解析
第二部分 钢筋连接的基本要求
2.2钢筋机械连接的特点
1)钢筋丝加工速度快、操作简单; 2)钢筋丝头螺纹加工精度高、成型好; 3)接头强度高,连接质量稳定可靠; 4)施工方便、质量容易控制; 5)适用范围广,操作不受环境和气温的影响; 6)与其他连接形式相比更能保证质量并有所提高。
第二部分 钢筋连接的基本要求
第三部分 滚轧直螺纹钢筋连接技术
2.钢筋丝头的加工 3)机械准备
GHB40型直螺纹机、砂轮切割机、普通扳手、扭矩扳手及钢卷尺等。
直螺纹机
扭矩扳手
砂轮切割机
第三部分 滚轧直螺纹钢筋连接技术
2.钢筋丝头的加工 3)机械准备
手轮
游动标尺
第三部分 滚轧直螺纹钢筋连接技术
2.钢筋丝头的加工 4)丝头加工参数表
(1)通过在套筒及钢筋端头加工钢筋,以螺纹咬合作用传递钢筋拉力。 (2)在套筒和被连接钢筋的间隙中填充能够持力的介质(熔融金属、环氧树脂或 改性的水泥浆体等),以实现通过套筒的传力。
第二部分 钢筋连接的基本要求
2.1钢筋连接的原则
钢筋连接从力学性能上分为两类:受力钢筋的连接和非受力钢筋的连接。 注:受力钢筋一般只承受轴力(拉力或压力) (1)严格按照有关标准规范控制接头连接的施工质量。 (2)限制钢筋连接接头的布置,应避免应力较大处设置接头,而应布置在应力较小 部位,以减少荷载效应的影响。 (3)避免在同一钢筋上设置多个连接接头,使传力可靠。 (4)确定连接区段的范围,控制同一区段内连接钢筋的接头面积百分率。 (5)在连接区段内采取配套的构造措施以确保连接接头传力性能。
第三部分 滚轧直螺纹钢筋连接技术
2.钢筋丝头的加工 5)丝头加工要求
(1)钢筋端面宜平整,不得有马蹄型或扭曲;钢筋端部不得有弯曲;出现弯曲时应 调直。
12钢筋滚轧直螺纹连接
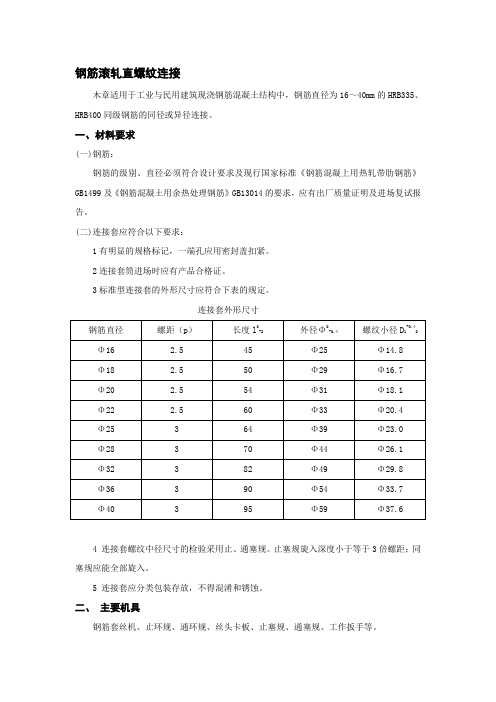
钢筋滚轧直螺纹连接木章适用于工业与民用建筑现浇钢筋混凝土结构中,钢筋直径为16~40mm的HRB335、HRB400同级钢筋的同径或异径连接。
一、材料要求(一)钢筋:钢筋的级别、直径必须符合设计要求及现行国家标准《钢筋混凝上用热轧带肋钢筋》GB1499及《钢筋混凝土用余热处理钢筋》GB13014的要求,应有出厂质量证明及进场复试报告。
(二)连接套应符合以下要求:1有明显的规格标记,一端孔应用密封盖扣紧。
2连接套筒进场时应有产品合格证。
3标准型连接套的外形尺寸应符合下表的规定。
连接套外形尺寸4 连接套螺纹中径尺寸的检验采用止、通塞规。
止塞规旋入深度小于等于3倍螺距;同塞规应能全部旋入。
5 连接套应分类包装存放,不得混淆和锈蚀。
二、主要机具钢筋套丝机、止环规、通环规、丝头卡板、止塞规、通塞规、工作扳手等。
三、作业条件1 该技术提供单位已提交有效的型式检验报告。
2 操作工人(包括套丝的工人)必须经过专门培训,并经考试合格后持证上岗。
3 接头位置应符合规定。
4 熟悉图纸,做好技术交底。
四、操作工艺(一) 工艺流程:(二) 钢筋下料:钢筋应先调直后下料,宜用切割机下料,不得用气割下料。
钢筋下料时,要求钢筋面与钢筋轴线垂直,端头不得弯曲,不得出现马蹄形。
(三) 钢筋套丝:1 套丝必须用水溶性切削冷却润滑液,当气温低于零度时,应掺入15%~20%的亚硝酸钠。
不得用机油润滑。
2 钢筋丝头的牙形、螺距必须于连接套的牙形、螺距规相吻合,有效丝扣内的秃牙部分累计长度小于一扣周长的1/2。
3 检查合格的丝头,应立即将其一端拧上塑料保护帽,另一端拧上连接套,并按规格分类堆放整齐待用。
图图1-止环规;2-通环规;3-钢筋丝头;4丝头卡板;5-纵肋;6-第一小牙扣底(四) 接头的工艺试验:钢筋连接工艺工程开始前及施工过程中,应对每批进场钢筋进行接头工艺检验,工艺检验应符合下列要求:1 每种规格钢筋的接头试件不应少于3跟;2 对接头试件的钢筋母材应进行抗拉强度试验;3 三跟接头试件的抗强度均应满足现行国家标准《钢筋机械连接通用技术规程》的规定。
滚轧直螺纹钢筋连接技术PPT文档33页
11、获得的成功越大,就越令人高兴 。野心 是使人 勤奋的 原因, 节制使 人枯萎 。 12、不问收获,只问耕耘。如同种树 ,先有 根茎, 再有枝 叶,尔 后花实 ,好好 劳动, 不要想 太多, 那样只 会使人 胆孝懒 惰,因 为不实 践,甚 至不接 触社会 ,难道 你是野 人。(名 言网) 13、不怕,不悔(虽然只有四个字,但 常看常 新。 14、我在心里默默地为每一个人祝福 。我爱 自己, 我用清 洁与节 制来珍 惜我的 身体, 我用智 慧和知 识充实 我的头 脑。 15、这世上的一切都借希望而完成。 农夫不 会播下 一粒玉 米,如 果他不 曾希望 它长成 种籽; 单身汉 不会娶 妻,如 果他不 曾希望 有小孩 ;商人 或手艺 人不会 工作, 如果他 不曾希 望因此 而有收 益。-- 马钉路 德。
▪
பைடு நூலகம்
26、要使整个人生都过得舒适、愉快,这是不可能的,因为人类必须具备一种能应付逆境的态度。——卢梭
▪
27、只有把抱怨环境的心情,化为上进的力量,才是成功的保证。——罗曼·罗兰
▪
28、知之者不如好之者,好之者不如乐之者。——孔子
▪
29、勇猛、大胆和坚定的决心能够抵得上武器的精良。——达·芬奇
▪
30、意志是一个强壮的盲人,倚靠在明眼的跛子肩上。——叔本华
谢谢!
33
钢筋机械连接----滚压直螺纹全解27页PPT
41、学问是异常珍贵的东西,从任何源泉吸 收都不可耻。——阿卜·日·法拉兹
42、只有在人群中间,才能认识自 己。——德国
43、重复别人所说的话,只需要教育; 而要挑战别人所说的话,则需要头脑。—— 玛丽·佩蒂博恩·普尔
44、卓越的人一大优点是:在不利与艰 难的遭遇里百折不饶。——贝多芬
钢筋机械连接不 穿。(名 言网) 32、我不想听失意者的哭泣,抱怨者 的牢骚 ,这是 羊群中 的瘟疫 ,我不 能被它 传染。 我要尽 量避免 绝望, 辛勤耕 耘,忍 受苦楚 。我一 试再试 ,争取 每天的 成功, 避免以 失败收 常在别 人停滞 不前时 ,我继 续拼搏 。
45、自己的饭量自己知道。——苏联
33、如果惧怕前面跌宕的山岩,生命 就永远 只能是 死水一 潭。 34、当你眼泪忍不住要流出来的时候 ,睁大 眼睛, 千万别 眨眼!你会看到 世界由 清晰变 模糊的 全过程 ,心会 在你泪 水落下 的那一 刻变得 清澈明 晰。盐 。注定 要融化 的,也 许是用 眼泪的 方式。
35、不要以为自己成功一次就可以了 ,也不 要以为 过去的 光荣可 以被永 远肯定 。
钢筋“直螺纹”机械连接施工
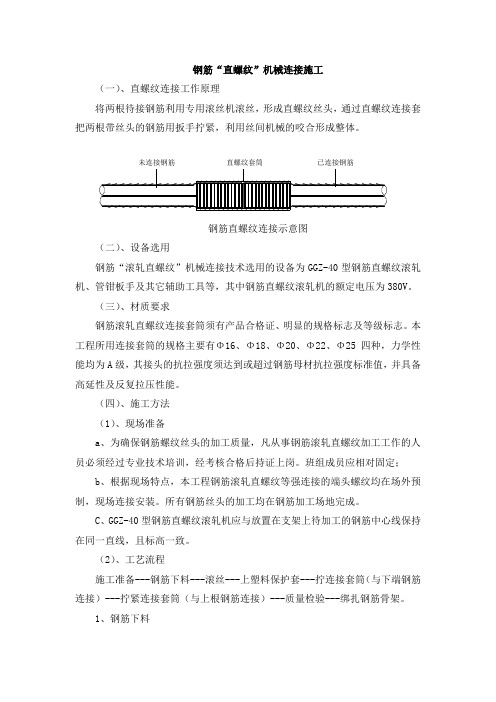
(三)、材质要求钢筋滚轧直螺纹连接套筒须有产品合格证、明显的规格标志及等级标志。
本工程所用连接套筒的规格主要有Φ16、Φ18、Φ20、Φ22、Φ25四种,力学性能均为A级,其接头的抗拉强度须达到或超过钢筋母材抗拉强度标准值,并具备高延性及反复拉压性能。
(四)、施工方法(1)、现场准备a、为确保钢筋螺纹丝头的加工质量,凡从事钢筋滚轧直螺纹加工工作的人员必须经过专业技术培训,经考核合格后持证上岗。
班组成员应相对固定;b、根据现场特点,本工程钢筋滚轧直螺纹等强连接的端头螺纹均在场外预制,现场连接安装。
所有钢筋丝头的加工均在钢筋加工场地完成。
C、GGZ-40型钢筋直螺纹滚轧机应与放置在支架上待加工的钢筋中心线保持在同一直线,且标高一致。
(2)、工艺流程施工准备---钢筋下料---滚丝---上塑料保护套---拧连接套筒(与下端钢筋连接)---拧紧连接套筒(与上根钢筋连接)---质量检验---绑扎钢筋骨架。
1、钢筋下料钢筋下料不得用电焊、气割等加热方法切断,可用砂轮切割机切断。
要求钢筋切割端面垂直于钢筋轴线,否则应调整机器,直至符合要求。
钢筋端头不准挠曲,不得有马蹄形。
2、钢筋滚丝钢筋滚丝在GGZ-40型钢筋直螺纹滚轧机上进行。
钢筋滚丝时必须使用水溶性切削冷却润滑液,不准使用油性切割液或机油润滑液,不准不加润滑液直接滚丝。
每台钢筋直螺纹滚轧机每班可加工400-600个丝头。
钢筋滚丝时,直螺纹滚轧机上的滚丝器应与钢筋规格调整一致。
标准型钢筋丝头的螺纹加工长度参照下表进行:注:钢筋丝头加工完毕,应立即盖上塑料保护帽或拧上连接套筒,防止装卸钢筋时损坏丝头,影响连接质量。
3、丝头检验滚轧直螺纹钢筋机械连接技术现场质量控制的核心是丝头的加工质量,因此必须认真、仔细地检验。
丝头检验的要素包括:a、外观及外形质量检验,包括:钢筋丝头螺纹应饱满,螺纹大径低于螺纹中径的不完整扣,累计长度不得超过3个螺纹周长,钢筋丝头长度误差为2P(P为螺距);b、螺纹尺寸检验:用专用检验环规,当钢筋丝头插入时,钢筋端面在环规缺口范围内,即为合格。
钢筋直螺纹连接工艺工法(后附照片)

钢筋直螺纹连接工艺工法1 前言1.1 工艺工法概况我国于80年代后期,开始发展粗直径钢筋的机械连接技术。
与传统的焊接连接和绑扎连接相比,具有简捷高效,易于操作,质量容易控制等特点,是钢筋连接的优选方案。
本文主要介绍直螺纹连接施工工艺工法。
1.2 工艺原理将钢筋连接端头采用专用滚轧设备和工艺,通过滚丝轮直接将端头滚轧成直螺纹,并用相应的连接套筒将两根待接钢筋连接在一起的钢筋接头。
2工艺工法特点2.1 强度高,质量稳定可靠。
2.2 操作简单,施工速度快。
2.3适用范围广,适用于各种方位及同、异径钢筋的连接;适用于结构对延性及反复承压要求高的结构类型。
2.4 不受钢筋的化学成分、人为因素、气候、电力等诸多因素的影响。
2.5 无污染,符合环保要求、无明火操作施工安全可靠。
3 适用范围钢筋等强螺纹接头(滚轧)适用于一切抗震设防和非抗震设防的混凝土结构工程,尤其适用于要求充分发挥钢筋强度和延性的重要结构。
4 主要引用标准《钢筋机械连接通用技术规程》(JGJ107)《镦粗直螺纹钢筋接头》(JG/T3057)5施工方法用切割机将钢筋端部切齐,同时将钢筋的端部压圆,在压圆的同时滚轧螺纹,用塔吊调至施工现场后,用直螺纹套筒对接钢筋,利用力矩扳手按规定的力矩拧紧套筒。
6 工艺流程及操作要点6.1 施工工艺流程钢筋原材料检验→钢筋下料→钢筋接头丝头加工→直螺纹丝扣质量检验→安装丝扣保护套→套筒连接→隐蔽验收→混凝土浇筑。
6.2 操作要点6.2.1 钢筋下料应采用无齿锯切断,不得用气焊切割,端头截面应与钢筋轴线垂直,不得有马蹄形或翘曲。
6.2.2 加工钢筋螺纹的丝头、牙形、螺纹等必须与连接套的牙形、螺距一致,且经配套的量规检验合格。
6.2.3 加工钢筋螺纹时,应采用水溶性切削润滑液,不得使用机油做润滑液或不加润滑液套丝。
6.2.4液压系统出现异常冲击、振动、爬行、窜动、噪声和超温超压,是由多方面原因造成的,检查的方法一是平稳操纵换向阀使变速缓慢;二是检查液压系统中是否混入空气;三是检查液压油黏度是否适宜;四是检查液压系统原件配置是否合理,安装是否正确,参数调整是否适当。
滚轧直螺纹钢筋连接接头技术PPT课件

题
第4页/共29页
六、对实施中问题原因的分析
未能合理 组织施工
作业人员 操作不熟练
格栅钢架 架立不合格
格栅钢架 加工不标准
我小组成员根据施 工现场考察分析, 找出了造成“5大 问题”的12个可能 存在的关键因素, 并制作了关联图
对作业人员 培训不合格
施工进度 未能提高
作业人员 适应了焊接技术, 对新技术的抵触心理
的位置; ⑵ 连接筋预埋过程中,值班技术干部到掌子面按照技术
交底指导布置连接筋; ⑶ 对先前施工预留不合格的连接筋进行重新布置,及时
调整; ⑷ 开挖完成后先进行连接筋预留接头的调整,达到下一 连接筋能顺利连接的情况下,再进行格栅钢架的架立; ⑸ 严格按照质量验收标准对连接筋的预留和布置进行验 收,对于不合格布置及时进行调整至合格方可验收。
实现连接筋布置合格率在90%以上, 对于个别布置不合格达到可调整条件
施工现场
2006年11月~ 2007年1月
5
未采用管钳连 接
加强连接接头的验收,督促作 业人员采用管钳连接
达到用管钳连接率为100%
Байду номын сангаас表观质量和力矩扳手检查验收合格率 100%
施工现场
2007年1月~ 2007年2月
关键工序质检员和现场值班技
二、纵向连接筋施工现状情况分析
现目前城市地下暗挖隧道初期支护纵向连接筋连接主
要单面搭接焊接。但单面搭接焊接存在以下问题:
焊接耗用 时间长
对施工 进度不利
焊接质量 不能保证
焊工水平有限 作业环境限制
单面搭接焊 对工程施工不利
对掌子面 防坍不利
焊接占用时间长, 超前注浆加固地层
时效性影响
钢筋滚轧直螺纹连.ppt
表3.0.5 接头的抗拉强度
接头等级
Ⅰ级
Ⅱ级Ⅲ级抗拉强度源自f0mst≥f0st或≥1.10fuk
f0mst≥fuk
f0mst≥1.35fyk
注:f0mst——接头试件实际抗拉强度;f0st——接头试件中钢筋抗拉强度实测值;fuk——钢筋抗 拉强度标准值;fyk——钢筋屈服强度标准值。
五、接头的施工现场检验 1. 接头工艺检验
δsgt≥4.0
u≤0.10(d≤32) u≤0.15(d>32)
δsgt≥2.0
高应力 反复拉压
残余变形 (mm)
u20≤0.3
u20≤0.3
大变形 反复拉压
残余变形 (mm)
u4≤0.3 u8≤0.6
u4≤0.6
注:u——接头的非弹性变形
u20——接头经高应力反复拉压20次后的残余变形
u4——接头经大变形反复拉压4次后的残余变形
钢筋机械接头的破坏形态有三种: 钢筋拉断、接头连接件破坏、钢筋从连接件中拨出。
2.变形性能
❖ 3.0.7条:Ⅰ级、Ⅱ级、Ⅲ级接头的变形性能应符 合表3.0.7的规定。
表3.0.7 接头的变形性能
接头等级
Ⅰ级、Ⅱ级
Ⅲ级
单向拉伸
非弹性变形 (mm)
总伸长率 (%)
u≤0.10(d≤32) u≤0.15(d>32)
《混凝土结构设计规范》9.2.1条:纵向受力的普通钢筋及预 应力钢筋,其混凝土保护层厚度(钢筋外边缘至混凝土表面 的距离)不应小于钢筋的公称直径,且应符合表9.3.2的规定。
表9.2.1 纵向受力钢筋的混凝土保护层最小厚度(mm)
环境 类别
二b
板、墙、壳
C25~C45
≥C50
钢筋等强度滚轧直螺纹接头技术.
钢筋等强度滚轧直螺纹接头技术1 前言钢筋机械连接技术主要包括套筒冷挤压连接、锥螺纹连接及直螺纹连接等几种形式,直螺纹连接又大致分为镦粗直螺纹和滚轧直螺纹连接等两种形式。
钢筋机械连接与传统的帮条焊相比,普遍存在工效高、价格低和质量好的优势,因而在近十年来得到迅速发展,在全国各类高层建筑、大跨结构、桥梁、水工结构、电视塔、核电站等重大工程中推广应用了数以千万个计的钢筋机械连接接头,其中套筒挤压连接和锥螺纹连接二种形式应用最为广泛。
龙江厂房工程结构复杂、钢筋工程量大,设计图纸规定,钢筋连接采用焊接,施工中钢筋焊接接头强度高;根据业主在2009年年底目标要求,施工进度任务紧张;为了加快施工进度,减少钢筋焊接接头施工强度,并依据《钢筋机械连接通用技术规程》JGJ107-2003、《中华人民共和国电力行业标准》DL/T5113.1-2005第18.4章关于钢筋连接规范要求,且滚轧直螺纹钢筋连接技术在水电行业已推广使用,与常规焊接接头(包括帮条焊和搭接焊等)相比,具有强度高、性能稳定、连接速度快、劳动强度低、应用范围广、适应性强等特点。
经我部申请,将滚轧直螺纹连接定为厂房工程钢筋连接方式之一。
滚轧直螺纹连接技术与冷挤压、镦粗直螺纹相比,发展相对较晚,但工效、质量、成本方面更具优势。
2 滚轧直螺纹的加工工艺及优点2.1 滚轧直螺纹的加工工艺2.1.1 套筒连接套筒由生产厂家在工厂内批量生产,再运抵施工现场使用,套筒生产后性能基本不受外界影响,能有效保证质量。
2.1.2 钢筋连接头加工及检验钢筋下料时一般用钢筋切断机切割,对 32以上的钢筋用砂轮机下料。
钢筋头部螺纹均在专用设备上加工(该设备轧轮应与套筒牙矩配偶)。
热轧带肋钢筋的端头滚压螺纹采用剥肋滚轧法加工。
剥肋滚轧法是一种冷作加工方法,是使金属晶格产生塑性变形而形成螺纹。
先用飞刀剥掉钢筋表面的肋,然后进行滚轧,剥肋和滚轧一次进刀完成。
加工钢筋端头螺纹应采用水溶性润滑液,不得使用油性润滑液,严禁在无润滑液情况下操作设备加工螺纹。