烟草叶丝在线膨胀系统
卷烟制造工艺学课件 第九章 烟草膨胀技术(第一)
成熟
0.131
7.63
0.351
2.85
2.68
未熟
0.085
11.76
0.202
4.95
2.38
过熟
0.095
10.53
0.276
3.63
2.91
老青
0.094
10.63
0.181
5.53
1.93
烟叶
如何使经过干制后的烟叶恢复到新鲜烟叶那 样的膨胀状态 ?
利用目前已有的烟叶原料便可得到两倍以上 的生产效果!
➢ 2ห้องสมุดไป่ตู้世纪30年代始有研究,60、70年代应用于生 产。现迅猛发展
➢ 目的降耗、降焦;次生目的增加烟支硬度、打假。 ➢ 先进卷烟生产国应用10~30%。
烟草膨胀技术分为两大类:
➢ 在线膨胀 应用于梗丝、全配方烟丝多采用 的是高温、高湿的方法,膨胀率在15-35%之间 不等。
➢ 离线膨胀 叶丝,主要有三条工艺路线,即分 别采用F-11、CO2和N2作膨胀介质的三种工艺技 术,它们的膨胀率一般较高,在60-110%之间。
调制、复烤后,细胞内部 大量失水,细胞壁皱缩, 体积缩小
图9-1 膨胀前后烟叶的组织细胞
表9-1 不同成熟度的新鲜叶片与干制后叶片的比较
烟
新鲜烟叶
干制后烟叶
叶
新鲜烟叶与
成 熟 度
密 度 比体积 密 度 比 体 积
(g·cm-3) (cm3/g)
(g·cm-3) (cm3/g)
干制后烟叶 比体积之比
▪ 2.氮气法 ▪ •氮气法是70年代末德国雷姆茨马烟草公司采用的膨胀烟
丝工艺,它是以氮气为介质,在高压下使氮气渗入烟丝内 部,然后降压使烟丝得以膨胀。其工艺流程为:含水率 18~20%的烟丝,用50MPa的高压氮气进行加压,然后 快速释放压力,形成-50℃的冷烟丝,再用过热蒸汽进 行加热,形成含水分率为11~13%的膨胀烟丝。由于膨 胀所需的温度较低,烟草化学成分几乎不会损失,烟丝的 整丝率好、损耗低,产品质量相对稳定,不会对环境产生 破坏。而膨胀介质可以从空气中获得,价格低廉,不存在 毒害和污染的问题。但由于浸渍工艺是在约50MPa的压 力下进行,设备制造成本高,加工难度大,危险性大,截 止目前只有德国利士美烟厂一家在使用。
HXD在线膨胀工艺参数和膨胀率

HXD在线膨胀工艺参数和膨胀率与卷烟质量的关系马宇平(许昌卷烟总厂技术中心,河南省许昌市西关大街130号461000)关键词:HXD;工艺参数;膨胀率;物理指标;烟气指标;感官质量摘要:为进一步提高叶丝的在线膨胀效果,对不同等级的烤烟型卷烟叶丝在HXD上的膨胀效果进行了试验。
结果表明:①提高HXD进料含水率和工艺气流的干燥温度,可提高叶丝的膨胀率;②当叶丝的进料含水率为22%时,经HXD膨胀后叶丝的膨胀率以及卷烟的物理指标、烟气指标等与滚筒式烘丝机处理后的结果基本一致;③在试验范围内,提高喷射蒸气的流量,可提高叶丝的膨胀率;④提高进料含水率和工艺气流的热风温度,可使卷烟在吸阻和硬度不变的情况下降低单支重量;⑤随着进料含水率和工艺气流干燥温度的提高,卷烟烟气焦油呈下降趋势,而烟碱和CO下降趋势不明显;⑥高档卷烟配方不宜采用HXD进行膨胀干燥;采用HXD进行膨胀干燥时,中档卷烟和低档卷烟的进料含水率宜分别控制在24%和28%左右。
Relationship between Technological Parameters of HXD,Expansion Rate of Cut Lamina and Cigarette QualityMA YU-PINGTechnology Center of Xuchang Cigarette General Factory, Xuchang 461000, Henan, ChinaKeywords:HXD;Technological parameter;Expansion rate;Physical index;Smoke index;Organoleptic qualityAbstract: To further improve the expansion rate, cut rags of several brands of Virginia-type cigarettes were processed with HXD under different conditions. The results showed that: 1) the expansion rate of cut rag increased with the increase of input moisture content and air temperature;2) when the input moisture content was 22%, the expansion rate of cut rag, the physical index and smoke index of cigarette were comparable with those dried by a cylinder dryer;3) the expansion rate of cut rag was raised by increasing steam flow within the tested range;4) the cigarette weight and tar delivery decreased with the increase of input moisture content of cut rag and air temperature, however, nicotine and carbon monoxide deliveries of the cigarette basically unchanged;5) the input moisture content of cut rag suitable to medium and low price cigarettes was 24% and 28%,respectively. However, the cut rag for premium cigarettes was unfavorable to be dried with HXD.HXD(燃油管道式烘丝机)是我国近年来从英国DICKINSON-LEGG公司引进的一项叶丝在线膨胀新设备[1]。
HXD系统说明解析
可能性。
高生产能力
燃油管道式烘丝机具很高的生产能力,最大可满足12000kg/h制丝线配置
滚筒式叶丝回潮机技术参数
1%
中国烟草机械集团有限责任公司 . 秦皇岛烟草工业机械厂
燃油管道式烘丝机进料条件
进料含水率:22%~35% 进料含水率偏差:≤1% 进 料 连 续 、均 匀
中国烟草机械集团有限责任公司 . 秦皇岛烟草工业机械厂
燃油管道式烘丝机具有以下优点
膨胀率高 在该设备内叶丝细胞内的蒸汽压以更快的速率产生,因此处理后的叶丝膨胀 率高,可达到 20% 以上。 如此高的膨胀率 , 可以使每支卷烟的耗丝量降低 5%—12%,使该设备具有良好的经济性;同时达到降低焦油含量的目的。 去除烟草青杂气
中国烟草机械集团有限责任公司 . 秦皇岛烟草工业机械厂
滚筒式叶丝回潮机
设备用途:滚筒式叶丝回潮机用制丝线 中HXD(非直燃式烘丝机)或其它烘丝设 备前增加叶丝水份和温度,使其满足烘丝 设备膨胀功能的工艺要求。
中国烟草机械集团有限责任公司 . 秦皇岛烟草工业机械厂
滚筒式叶丝回潮机工作原理图
自动筛 蒸汽 网清扫器 蒸汽
中国烟草机械集团有限责任公司 . 秦皇岛烟草工业机械厂
秦皇岛烟机公司独家引进技术气流干燥设备
HXD LDT
中国烟草机械集团有限责任公司 . 秦皇岛烟草工业机械厂
秦皇岛烟机公司自主开发的几种气流干燥设备
SH962 SH9611
SH935 SH963
SH973
中国烟草机械集团有限责任公司 . 秦皇岛烟草工业机械厂
燃油管道式烘丝机具有以下优点
可保持叶丝的固有香气
烘干膨胀是在低氧环境内进行,减少了物料的化学变化,可以有效降低叶
卷烟制丝工艺质量控制的要点分析

卷烟制丝工艺质量控制的要点分析发布时间:2021-09-09T06:14:58.693Z 来源:《新型城镇化》2021年14期作者:张启佳[导读] 有关人员一定要在生产中加强制丝工艺质量控制要点的研究工作。
黑龙江烟草工业有限公司牡丹江卷烟厂黑龙江牡丹江 15700摘要:作为卷烟加工的主要工序之一 , 制丝与卷接、包装等相比 , 工艺流程较长、工序操作与工艺装备都较为繁琐。
但不可否认的是 ,制丝加工对能源的节约、降焦降害以及内在质量的提高等各方面都极为重要 , 若其中一道工序质量难以保证 , 下一道工序都会受到明显影响。
然而如何做好制丝工艺质量的控制, 又成为现行卷烟加工中面临的主要难题。
鉴于此,本文就此展开了论述,以供参阅。
关键词:卷烟制丝工艺;质量控制;要点引言随着制丝工艺的不断改进,卷烟企业在布局生产线时更多地是采用并联、串联、返回、绕过、返回等方式来组成工段,进而互相衔接来提高卷烟产品的加工能力,而这些就需要更加完善的制丝工艺质量控制措施,才可以适应产品生产的需要。
同时,制丝过程的持续性,其上游工序质量会在很大程度上影响到下游工序的质量。
所以,一旦发生质量问题,就会出现大批不合格品,进而造成无法挽回的损失。
因此,有关人员一定要在生产中加强制丝工艺质量控制要点的研究工作。
1影响卷烟制丝工艺质量的原因(1)水分控制。
卷烟制丝工艺涉及加水、加温、脱水等操作,水分的科学控制是保障制丝科学性的重要基础,其会对烟丝的弹性、颜色、光泽、等带来影响,甚至会影响到卷烟的燃烧速度。
基于水分的影响因素分析,在卷烟制丝过程中,可应用水洗梗、水分仪等对其进行水分控制,使烟丝中的水分更加稳定,并应用干燥去湿的方法,保障其水分的稳定性与均匀性。
(2)流量控制。
物料流量对于制丝工艺也有着较大的影响,比如加料过程中的均匀度、湿度、温度等方面因素都会因为流量的变化而发生相应的改变。
在生产过程中,可以选择体积控制法来实现对流量的控制,也可以选择将重量和体积相结合的方式来完成对流量的控制。
二氧化碳膨胀烟丝生产线升华系统的研究与优化

二氧化碳膨胀烟丝生产线升华系统的研究与优化摘要:优化二氧化碳膨胀烟丝生产线升华系统有利于提高烟丝生产技术,生产出高品质的烟丝,从优化浸渍器设备、提升升华设备系统以及改造升华管等方面探讨了升华系统优化措施。
关键词:二氧化碳;膨胀烟丝;升华系统在烟草行业中,二氧化碳膨胀烟丝技术作为新型的膨胀法在国内和国际社会中的应用范围相对较为广泛,是一项日趋成熟的应用技术。
随着人们对烟草的口味以及烟草品质等多个方面的要求越来越高,二氧化碳膨胀烟丝生产应用技术的效果受到了挑战,特别是在高档烟的应用中具有更为严格的生产和品质要求。
二氧化碳膨胀烟丝技术对转变人们的吸烟理念,促进我国烟草业的进步和发展有重要影响,加强研究二氧化碳膨胀烟丝生产线升华系统优化技术具有重要意义。
一、关于二氧化碳膨胀烟丝生产线研究二氧化碳膨胀烟丝技术主要是以相对固定的温度为条件,固态二氧化碳会进行升华的特性出发,利用带有压力的二氧化碳液体浸泡在浸渍器内的烟丝,让二氧化碳液附着于烟丝表面或者侵入烟丝内部,利用降压形成干冰烟丝,将其送至升华系统高温的工艺气流内,快速提高烟丝温度,在升华干冰的条件下使烟丝膨胀,接着完成冷却定型,获得高膨胀率烟丝。
主要的设备流程如下图。
二、膨胀烟丝生产线升华系统的优化研究作为二氧化碳烟丝生产线中升华装置作为核心的设备,升华系统的主要功能与作用在于实现干冰烟丝的膨胀,但是利用现有升华系统膨胀干冰烟丝存在的多种问题,主要表现:一方面在生产线中膨胀烟丝存在较大的水分波动现象,因此,成品的膨胀烟丝的制作过程中有效控制水分的难度较大;而另一方面膨胀烟丝有较大的造碎,损失香气程度较大[1]。
造成这些问题的原因是多方面的,其中升华系统中升华管设备是影响膨胀烟丝造碎程度的重要设备之一,在升华管中,存在圆形截面的升华段,第一个弯头是较小的半径,在烟丝通过升华段的时候干冰迅速升华脱水形成造碎,而在第二个弯头,已经升华的过的烟丝通过出料气锁落入冷却振槽,在生产线高速运转的过程中更加容易形成造碎[2]。
SH6型滚筒式烘丝机叶丝在线膨胀技术的探讨

~
( 2 ) 在保证卷烟内在品质的前提下 , 适当提高加
料后叶片的含水率和烘前 叶丝温度 ,可以增加叶丝
填充值 。低档配方烟丝加料后的叶片含水率可高一 些, 高档配方烟丝宜低一些。具体根据实验确定。 ( 3 ) 干燥后 的叶 丝水 分均 匀 , 叶丝卷 曲度好 , 没
有湿 团 、 水渍 现象 。 ( 4 ) 由 于筒 内的筒 壁 温 度 > 1 5 0 " C, 热 风 温 度 达 到 1 4 0  ̄ C, 使 经过加 料 后 的叶丝产 生 了焦 糖化 反应 ,
胀。 当叶 丝到达 出料 端 时吸湿 水分 子数 最多 , 水分子
回潮 和 干燥 理 论 , 采 用 隧道式 回潮 机 +滚筒 式 叶丝 烘丝机( 顺 流式 ) 。切 后 的 叶丝 经 由振 动 输 送 机 、 仓
储式喂料机、 计量管和电子皮带秤 , 衡流量送人隧道 式 回潮 机 , 进行加温加湿处理 , 使 叶 丝 含 水 率 达 到
对湿度为 t O ’ = P e ’ / P H 。如果使叶丝实现回潮 或烘干 , 那么必须打破这种平衡状态 , 即: 当 叶丝需回潮时 ,回潮区内热空气 中水蒸气分
压 必 须 大 于 叶丝 中水 液 面 的蒸 汽 分 压 [ P e ’ > P
。 -I t
J .
( r D1 , 当 叶丝需烘 干 时烘 干 区内热 空气 中水 蒸 汽分 压 必 须 小 于 叶丝 中水 液 面 的蒸 气 分 压 ,
隧道式 回潮机主要由带保温盖的振动槽体 、 机 架、 排潮 系统 、 驱 动 系统 、 管路 和控 制 系统组 成 , 振槽 用于输送物料 , 在槽体底部按顺序排有蒸汽喷孔 , 保 温 盖装 在槽 体上 部 , 采用 油压 自动 开盖 装置 , 抽 气罩
HXD系统说明解读

国外气流干燥设备 HDT EVA
HDT
中国烟草机械集团有限责任公司 . 秦皇岛烟草工业机械厂
HXD 叶 丝 在 线 膨 胀 系 统
技术独特,处理叶丝效果好,目前国内多家烟厂应 用该项技术。 国家局以技贸结合方式最新从英国DICKINSON LEGG 公司引进的叶丝在线膨胀新技术。 秦皇岛烟机公司独家完成对该技术的消化、吸收工 作。
中国烟草机械集团有限责任公司 . 秦皇岛烟草工业机械厂
秦皇岛烟机公司独家引进技术气流干燥设备
HXD LDT
中国烟草机械集团有限责任公司 . 秦皇岛烟草工业机械厂
秦皇岛烟机公司自主开发的几种气流干燥设备
SH962 SH9611
SH935 SH963
SH973
中国烟草机械集团有限责任公司 . 秦皇岛烟草工业机械厂
气 流 干 燥 的 特 点:
• 工艺气体温度高(180-350℃),热量快速的 转换到物料中。 • 干燥时间短,在干燥管道内大约1-2秒钟。 • 工艺气体温度、工艺气体成分(氧气含量、蒸 汽量)以及系统湿度环境控制、调节,实现叶 丝干燥膨胀。 • 瞬间脱水,表现为体积有效膨胀,耐加工性好。
中国烟草机械集团有限责任公司 . 秦皇岛烟草工业机械厂
0C
热交换器
风机
出料罩
筛网
蒸汽 水
中国烟草机械集团有限责任公司 . 秦皇岛烟草工业机械厂
原理: 在生产的开始,为了防止产生过多的冷凝水,在物料进 入筒体前,要对筒体进行预热。在预热过程中,循环热风 通过安装在进料端的加热器,对筒体进行加热。通过调整 进入加热器的蒸汽流量,使热风的测量温度与设定温度一 致。预热时,筒体和风机必须处于工作状态。 当进料振槽上的物料探测器,感应到有物料进入筒体时 ,筒体就从预加热状态转变为工作状态。同时打开蒸汽喷 嘴和混合喷嘴的电磁阀,给加热器供应蒸汽的电磁阀始终 保持打开状态,这样可以防止加热器外表面形成冷凝水。
烟草制丝工艺质量控制要点分析

烟草制丝工艺质量控制要点分析摘要:近年来我国综合国力的不断增强,推进我国烟草行业经济的可持续发展。
当前,我国烟草制丝工艺的质量控制,既关乎着卷烟成品的质量,又决定着我国烟草行业的发展方向。
对此,烟草制丝工艺的质量控制,应高度重视烟草制丝工艺的每一个环节,保证烟草制丝的质量,并均匀地配比各原料,才能生产出高质量且广受市场好评的卷烟成品。
所以,掌握烟草制丝工艺质量控制要点,可以避免烟草制丝工艺中各环节出现问题,进而提升烟草制丝的质量,推进我国烟草行业的可持续发展。
因此,为提高烟草制丝工艺质量,本文对烟草制丝工艺质量控制要点进行分析,有一定的现实意义。
本文就烟草制丝工艺质量控制要点展开探讨。
关键词:烟草制丝;工艺质量;控制要点1 烟草制丝生产工艺质量控制的意义第一,每一个烟草生产企业,都具有其独特的卷烟生产工艺,每一款卷烟产品又对应有相应的制丝工艺,加工要求和质量要求也不尽相同。
第二,对制丝生产工艺进行严格控制,是提升整个产品质量的关键所在。
第三,合理控制烟草制丝生产工艺,可以实现对原材料和成本的合理控制,对于烟草生产企业而言,会进一步提高其经济效益。
2 制丝工艺质量影响因素2.1 原料组分对制丝工艺的影响原料组分的均匀性和稳定性直接影响烟丝质量,主要体现在烟支口感一致性上。
当前,在卷烟制丝过程中,对组分的控制更多的是在多次组分混合方面,通过引进先进的设备和工艺,能够有效提高组分混合的均匀性,为了提高组分的稳定性,可通过应用先进的电控设备加以改善。
针对原料配比中存在的问题,如香料香精、料液、叶片叶丝掺配问题,配比的合理性、科学性,直接影响卷烟质量,因此,为了达到提高原料、配料均匀性、稳定性的目的,应严格控制组分配比,合理回收烟丝、膨胀烟丝梗丝和膨胀梗丝,提高制丝工艺产量,确保卷烟产品质量稳定。
2.2水分控制对制丝工艺的影响在制丝工艺过程中,不可避免地涉及到加水、加温、干燥等工序,水分控制的有效性直接影响烟叶的颜色、光泽、柔韧性的指标,同时,还应当注意水洗梗、加料回潮等工序,可能导致因加水过多而造成烟丝损耗过多的情况,严格控制水分并做好水分监测工作。
二氧化碳膨胀烟丝技术

正常 最大
工艺用水
循环水
压缩空气
0#柴油
A式 450kW 570kg/h 0.8MPa 900kg/h 0.8MPa 100kg/h 最大0.3MPa 70~100m3/h 5Nm3/min 0.7MPa 平均50kg/h
B式 500kW 600kg/h 0.69MPa 900kg/h 0.69MPa 80kg/h 0.3MPa 自带循环水系统 自带压空设备 平均55kg/h
名称 烟丝 液体CO2 氮气 干燥剂
A式
B式
C式
660kg/h(水份20%) 738kg/h(水份28%) 697kg/h(水份22%)
≤0.5kg/kg膨胀烟丝
≤0.5kg/kg膨胀烟丝
≤0.4kg/kg膨胀烟丝
1Nm3/h
无
无
无
40kg/年
无
能量消耗比较(以570kg/h为例)
名称
电
安装
饱和蒸汽
第二步:关下盖:液压系统起动,在油缸作用下,下盖门关闭, 下盖门锁环锁紧。
第三步:装烟丝:往复皮带机小车向浸渍器运动,伸缩槽与浸渍 器筒体对正并伸长;皮带运转,烟丝由进料端设备双速皮带机快 速送入往复皮带机上,由往复皮带机将烟丝装入浸渍器中。
第四步:关上盖:液压系统起动,在油缸作用下,上盖门关闭, 上盖门锁环锁紧。
高压回收罐一台、回收气 球各一台
低压、高压各一台
无
三段喷水
加回潮筒使水份从20%增 至23~25%
可选择
主要设备比较
名称
干冰烟丝贮存输送
升华管
燃烧炉 R22压缩机 旋风除尘器 主工艺风机
废气风机
A式 振动柜 圆柱体
工艺气体加热器和废气 加热器外置
烟草机械发展趋势

我国是通过引进技术来提高叶、梗丝膨胀技
Hale Waihona Puke 术水平。目前,国产叶、梗丝膨胀设备已用 来装备各卷烟厂,取得了良好效果。
现代叶、梗丝膨胀技术和装备的发展趋势为: 1、 采用高温高湿法在线膨胀叶、梗丝技术和 装备,提高膨胀率。 2、 采用CO2法离线膨胀叶丝技术与装备,并 朝着低压、少设备、低维修费、低能耗、过 程简单、膨胀率高以及膨胀后不造成烟丝变 质、不引起吃味和外观变化的方向发展。
(三)叶、梗丝膨胀技术和装备
叶丝在线膨胀技术水平较高的是HAUNI公司和
Dickinson-Legg公司。梗丝在线膨胀技术水平较高 的是Dickinson-Legg公司、COMAS公司和HAUNI 公司。离线膨胀技术水平较高的是BAT公司和 AIRCO公司的CO2法烟丝膨胀线。 HAUNI推出在线梗丝膨胀设备HT;韩国和英国的烟 机公司也相继推出了类似的产品,其性能与HT设备 相当。意大利的COMAS公司对在线梗丝膨胀技术 进行了研究和改进,也相继推出了膨胀能力优于HT 的产品,但其造碎率稍大。
国际上技术领先的是意大利COMAS公司、
MACTAVISH-GARBUIO公司、HAUNI公司 的打叶复烤线和GODIOLI公司的打包机。 我国通过测绘、仿制、创新,具有了一定的 技术基础。现国产的打叶复烤线正用来装备 各烟厂,具有较高的技术水平。
现代打叶复烤技术和装备的发展趋势为
1、提高生产能力 2、柔打和低温复烤 3、高自动化 4、集中控制
现代烟草薄片生产技术和装备的发展趋势为:
1、降低设备能耗 2、改善和提高薄片原料的预处理工艺性能 3、提高物料配比的准确性和均匀性 4、以提高薄片质量和实现有效管理为目的,提高设 备的自动化控制水平,实现机电一体化。 5、提高可靠性
卷烟制造工艺学课件 第九章 烟草膨胀技术(第一)
后残余的CO2气体可排入大气中。 浸渍器内压力降至0.4Mpa以下
渗入叶丝内部的二氧化碳变成干冰,干冰叶 丝。
压力降至常压
干冰卸出、粉碎成为一定大小的含叶丝的干冰 块。
高温升华膨胀
送到膨胀塔,干冰块与高热气流接触,迅速升 华,从叶丝表面和组织内部扩散出来,叶丝发生 膨胀。
热气流温度最高可达380℃,速度最高可达 40m/S,从膨胀塔进口到塔出口历时约0.1S。
膨胀烟丝在卷烟配方中的作用
▪ •1、降低卷烟焦油量和有害成分,提高吸 烟的安全性。
▪ •2、提高烟丝的填充能力,降低卷烟消耗, 降低卷烟成本。
▪ •3、提高中、低档烟叶使用等级,提高使 用价值,充分利用烟叶资源。
膨胀烟丝对卷烟的影响
▪ •1.对卷烟焦油量的控制 ▪ •通过控制配方中膨胀烟丝掺兑量,可得到
调制、复烤后,细胞内部 大量失水,细胞壁皱缩, 体积缩小
图9-1 膨胀前后烟叶的组织细胞
表9-1 不同成熟度的新鲜叶片与干制后叶片的比较
烟
新鲜烟叶
干制后烟叶
叶
新鲜烟叶与
成 熟 度密 度 比体源自 密 度 比 体 积(g·cm-3) (cm3/g)
国家烟草专卖局关于批准发布《卷烟厂设计规范》行业标准的通知
国家烟草专卖局关于批准发布《卷烟厂设计规范》行业标准的通知文章属性•【制定机关】国家烟草专卖局•【公布日期】1993.06.11•【文号】国烟办[1993]第30号•【施行日期】1993.06.11•【效力等级】部门规范性文件•【时效性】现行有效•【主题分类】标准化正文国家烟草专卖局关于批准发布《卷烟厂设计规范》行业标准的通知(国烟办〔1993〕第30号1993年6月11日)各省、自治区、直辖市烟草专卖局(公司)、重庆市烟草专卖局(公司),全国烟草标准化技术委员会,全国烟草科技情报中心,郑州烟草研究院,合肥经济技术学院,青州烟草所:全国烟草标准化技术委员会报批的《卷烟厂设计规范》行业标准,业经我局批准,现予以发布。
编号和名称如下:强制性标准:YC0009—93卷烟厂设计规范该标准自一九九三年九月一日起实施。
附:卷烟厂设计规范第一章总则第1.0.1条为使卷烟厂的工程设计贯彻执行国家有关方针政策,确保设计质量,推进技术进步,体现勤俭建国的精神,为安全生产、保证产品质量、提高劳动生产率、降低消耗、改善劳动条件、保护环境、提高经济效益和社会效益创造必要的条件,特制定本规范。
第1.0.2条本规范适用于年产10万箱及以上的新建、改建、扩建或技术改造的卷烟厂工程设计。
年产小于10万箱的卷烟厂、烟叶复烤厂、雪茄烟厂、涉外卷烟厂的工程设计可参照执行。
第1.0.3条工程设计应执行国家主管部门关于基建和技改现行的有关规定。
第1.0.4条执行本规范的同时,应执行国家有关政策、规定和现行设计标准、规范。
第1.0.5条卷烟厂工程设计应结合地方的规划和规定进行。
第1.0.6条根据本规范进行卷烟厂工程设计时,应与《卷烟工艺规范》的有关内容相协调。
第1.0.7条卷烟厂的技术改造应进行总体规划。
总体规划应根据生产需要,做到整体协调,远近结合,近期为主,适当考虑发展需要。
技术改造应充分挖掘原有生产潜力,合理利用原有建筑物、构筑物、设备及公用设施等。
SH9型叶丝高速膨胀干燥机模拟水与蒸汽管路的改进
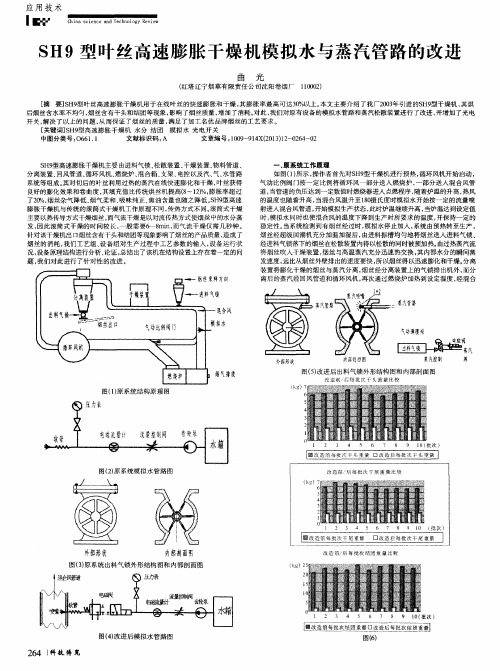
图( 2 ) 原 系统 模 拟水管 路 图
改造前, , 鹱 每 批 次 子 尾 囊 攫 比 嫒
1
2
3
4
5
6 7 8 9 1 0
( 批次 )
鄹 改造前 每批 次干怒 重量
磊
外 部 形技
内 部簧面再
k g) 2 5
2 0 l 5 1 0
原 系统 工作 原理 如 图( 1 ) 所示 , 操 作者 首先 对S H9 型干 燥机 进行 预热 , 循环 风机开 始 启动 , 气 动 比例 阀 门按 一 定 比例将 循 环风 一 部分 送人 燃烧 炉 , 一 部分 送 人混 合 风管 道, 当管 道的 负压 达 到一定 数值时 燃烧器 进入 点燃程序 , 随着炉 温 的升 高 , 热风 的温度 也随着 升高 , 当混 合风温 升 至 1 8 0 摄 氏度 时模 拟水 开始 按一 定 的流量 喷 射 进入混 合风 管道 , 开始 模拟生产 状态 , 此 时炉温 继续 升高 , 当炉 温达 到设定值 时, 模 拟 水同 时也使 混合 风 的温度 下 降到生 产时所 要 求的温 度 , 并保 持 一定 的 稳定性 。 当系统 检 测到有 烟 丝经过 时 , 模 拟水停 止加 入 , 系统 由预 热转 至生 产 , 烟 丝经 超级 回潮 机充 分加 温加 湿后 , 由进料 振槽 均匀地 将烟 丝送 人进 料 气锁 、 经进料气 锁落 下的烟 丝在松 散装置 内得 以松散 的同 时被 预加 热 。 由过 热蒸汽 流 将烟 丝吹入 干燥 装 置 , 烟丝 与高 温蒸 汽充分 迅速 热交 换 , 其 内部水 分 的瞬间 蒸
一
发速度 , 远 比从烟 丝外壁 排 出的速度 要快 , 所 以烟 丝得 以迅速 膨化 和干燥 。 分 离 装置 将膨 化干燥 的烟 丝 与蒸 汽分离 , 烟丝 经分离 装置 上 的气锁 排 出机 外 , 而 分 离后 的蒸 汽经 回风 管道和 循环 风机 , 再 次通 过燃 烧炉 加 热到设 定温度 , 经混 合
CO2膨胀烟丝线安全管理制度(烟草业)

CO2膨胀烟丝线安全管理制度(烟草业)CO2膨胀烟丝线安全管理制度(烟草业)之相关制度和职责,1、范围:1.1本制度制订CO2膨胀烟丝线安全管理要求、设备安全管理制度、车间门卫安全管理制度、CO2检测制度、CO2膨胀烟丝线值班人员管理制度和CO2压力容器值班交接制度。
1.2本制度适用于CO2膨胀...1、范围:1.1本制度制订CO2膨胀烟丝线安全管理要求、设备安全管理制度、车间门卫安全管理制度、CO2检测制度、CO2膨胀烟丝线值班人员管理制度和CO2压力容器值班交接制度。
1.2本制度适用于CO2膨胀烟丝线的工作人员及相关部门的人员。
2、安全管理要求:2.1车间主任是车间安全生产的第一责任人,对本车间的生产安全、消防安全、设备安全和人身安全等负全面责任;安全生产,人人有责。
2.2操作人员和维修人员必须严格经过CO2膨胀烟丝特殊工种岗位的培训、考试合格后方可上岗操作或维修。
2.3所有进出车间的人员必须严格遵守制丝车间的门卫管理制度。
2.4操作工严格按《工艺规程》和《安全技术操作规程》要求操作,严禁违规操作。
2.5维修人员除遵守通用工种、特殊工种的安全技术操作规程外,还必须遵守本厂制定的CO2膨胀烟丝线设备维修安全技术操作规程。
2.6车间内配备的空气面具、空气呼吸器及消防器材,应妥善保管且严禁他人随便动用或挪用,并要求每人都会正确使用。
见《CO2线安全知识》2.7电控柜、消防器材前严禁堆放杂物,保持安全通道的畅通。
2.8停产期间、节假日或不生产时应有专人值班,值班人员两人一组每隔一小时必须按要求项目抄表记录。
2.9值班人员必须认真查看各压力表的压力读数,正确按照6.2《值班内容》条款6.2.2/6.2.3/6.2.4的要求进行手动压力排放。
2.10遵章守纪,严禁任何人乱动非本专责范围的设备或跨越危险区域警戒线。
2.11生产全部结束,应认真观察设备及周围情况,如工艺罐V20压力、CO2储罐V18压力。
填写交接班记录,关掉本岗位的动力源,但CO2膨胀线的PLC控制电源及气源不关,各项操作经确认安全无误后,方可离开工作岗位。
烟叶膨胀

传统的烟丝初加工工艺处理是将二氧化碳(CO2)注入到精确称重的下一批次的烟草中,并在30 - 35 Bar 压力下用液体二氧化碳(CO2)注入。利用液态二氧化碳(CO2)对烟丝进行浸渍,待二氧化碳(CO2)液体完全浸渍烟丝后,开始排放二氧化碳(CO2)液体,浸渍器逐渐减压,在减压过程中,一部分残存的二氧化碳(CO2)汽化,此时,二氧化碳(CO2)回收系统开始运行,回收用于浸渍烟丝的二氧化碳(CO2)。
继续膨胀,如果有必要,物料水分含量将会达到所期望的最终值,膨胀后的烟丝从风选机上的分离器(请参看其它网页说明,以获取更多关于该产品的详细信息)进行分离,以去除多余的重的物料(例如:烟梗和其它污染物)。
随后,到箱子或者盒子上,进行装箱储存和输送,或者可能输送到储丝柜进行贮存,以准备在初加工处理上使用
烟叶膨胀
Garbuio Dickinson 公司自20世纪80年代以来,一直研发烟丝干冰膨胀系统(DIET)工艺处理,与Toromont 能量系统一起作业,并取代了原有产品,从而使得DIET膨胀烟丝设备广泛使用,遍及全球。
烟丝干冰膨胀系统(DIET)工艺处理在设备和专业技术上包括两个主要部分:“冷端”或者二氧化碳(CO2)处理系统,并且该系统为Toromont 技术,以及“热端”或者烟丝膨胀干燥,为Garbuio Dickinson 技术。
浸渍降压过程结束后,将冻结烟丝从浸渍器上排出,然后穿过专用开包拔丝轮喂入到缓冲储丝柜上。然后,使用专用的低温Weycon流量控制器来控制喂料流动,并用专业设计的气体干燥器来进行喂料,冻结烟丝将受工艺气流控制,并由主要的过热蒸汽组成。这会使得蜂窝状烟片中包含“干冰”或者固态的二氧化碳(CO2),使烟丝内的固态二氧化碳快速变为气体(升华)。这取决于气态二氧化碳(CO2)的量,气态二氧化碳(CO2)量远大于干冰量,烟丝才会膨胀,在某些情况下,为原始量的二倍,当然,这取决于烟丝的种类。
EP-1冷段手册
JY―7.3―24目录简介 (2)1. 产品名称 (2)2. 设计依据 (2)控制系统简介 (2)1. 控制用途与范围 (2)2. 控制模式 (2)3. 网络结构为 (2)4. 环境要求 (2)5. 技术参数 (2)1) 电源配置 (2)2) 电控柜规格及装机功率 (2)3) 电控柜柜体结构及安装要求 (3)6. 主要元器件选型 (3)冷端系统。
(3)1. 冷端系统所含设备 (3)2. 冷端系统电控柜结构 (4)1) 电控柜 (4)2) 本地控制箱 (6)3. 预备操作 (8)4. 停机操作 (9)5. 浸渍系统操作 (9)1) 工艺流程和自动操作 (9)2) 浸渍器手动操作 (15)3) 浸渍器停机操作 (16)4) 液压站的操作 (16)6. 回收系统操作 (16)1) 低压压缩机 (16)2) 高压压缩机 (18)3) 主制冷机 (19)4) 工艺罐内加热器 (19)5) 补给泵 (21)中断处理 (22)故障与保养 (24)1. 运行故障 (24)2. 日常维护保养 (25)简介1.产品名称:AIRCO模式二氧化碳膨胀烟丝线电控系统。
2.设计依据:秦皇岛烟草机械有限责任公司的AIRCO线标准控制模式和秦皇岛烟草机械有限责任公司与淮阴卷烟厂的技术协议。
控制系统简介1.控制用途与范围:用于控制二氧化碳膨胀烟丝线主机段的设备,设备编号从BC-33至RC-80。
2.控制模式:采用分布式I/O控制模式,电控柜集中放置在中控室,触摸屏和本地控制箱分散在所控设备附近,浸渍器段有一台管理上位机,位于中控室,有一台控制上位机位于浸渍器下盖旁。
膨胀段有有一台控制上位机位于中控室。
3.网络结构为:1)控制网采用美国SIEMENS公司的FROFINET网。
2)设备网采用美国SIEMENS公司的FROFINET网。
3)中控室的一台工程师站上位机具有程序维护功能。
4.环境要求:4)温度:-10℃~+40℃。
5)湿度:5%~90%。
SIROX烟丝膨胀机清洗给水系统的研制

SIROX烟丝膨胀机清洗给水系统的研制发布时间:2023-04-03T03:01:56.809Z 来源:《科技潮》2023年2期作者:郭建叶王红俊谭喜军[导读] SIROX烟丝膨胀机是制丝车间重要的生产设备,主要对烟丝进行加温加湿,满足烘丝工序的水份要求。
河南中烟工业有限责任公司安阳卷烟厂河南安阳 455000摘要:SIROX烟丝膨胀机工作时要求系统水压稳定在2.5bar。
设备内部清洁效果不理想的情况下,烟丝加湿水分不均匀,烘丝后水渍烟和湿团烟增多,黄斑烟产生的风险增大。
文章重点从存在问题、改进措施、改进效果三个方面展开分析,明确引发问题的原因,明确改进处理措施,为提高保养效率,降低维修工劳动强度、稳定卷烟生产质量提出有效对策。
关键词:周转箱;在线清洁;装置引言SIROX烟丝膨胀机是制丝车间重要的生产设备,主要对烟丝进行加温加湿,满足烘丝工序的水份要求。
为保证膨胀单元物料顺畅传送,需要定期清洗。
目前每天平均需要批间清洗3次,每次40分钟左右。
原装设备采用自来水供水,由于水流量需求较大,系统作业时压力迅速下降到1.5bar左右,而设备工作时要求系统水压稳定在2.5bar。
设备内部清洁效果不理想的情况下,烟丝加湿水分不均匀,烘丝后水渍烟和湿团烟增多,黄斑烟产生的风险增大。
因此需要耗费较长的清洗时间保证清洗效果。
该问题在行业内普遍存在,但没有很好的解决方案。
1 存在问题(1)存在降低产能损耗的需求通过对2022年8月~2023年1月清洗时间和次数进行数据统计,发现各个生产班SIROX烟丝膨胀机清洗用时平均耗为41.4分钟。
在清洗流程中,需要人工清洗,该过程是由于清洗水压不足自动清洗没有达到保养要求,为了保证清洗效果而需要人工进行补充检查清洗,需要占用较长时间,占用时间达 63%。
由于清洗造成约35万公斤/月产能损耗。
(2)存在减少烟丝质量缺陷的需求通过对2022年8月~2023年1月水渍烟、湿团烟重量进行统计,发现每一个月从柔性风选处收集的水渍烟平均达2167克和湿团烟平均达1194.3公斤,可能有少部分没有被风选出带到后续工序,存在产生黄斑烟的质量隐患。
烟草机械发展趋势

(十) 烟草机械设计技术
1. 烟草机械重点产品计算机辅助设计(CAD)系统 对烟草机械重点产品的各项指标进行合理协调,进行
多变量动态优化,开发相应的技术分析程序和应用 软件,使之达到整机最优的功能目标。 2. 烟草机械重点产品动态分析与动强度设计技术 逐步完成烟草机械重点产品由静强度到动强度的过渡。 3. 烟草机械可靠性设计和分析研究技术 4. 烟草机械设计专用数据库 5. 烟草机械产品试验技术
MACTAVISH-GARBUIO公司、HAUNI公司 的打叶复烤线和GODIOLI公司的打包机。 我国通过测绘、仿制、创新,具有了一定的 技术基础。现国产的打叶复烤线正用来装备 各烟厂,具有较高的技术水平。
现代打叶复烤技术和装备的发展趋势为 1、提高生产能力 2、柔打和低温复烤 3、高自动化 4、集中控制
烟草机械技术现状和发展趋势
中烟ห้องสมุดไป่ตู้械技术中心 康瑛
一、概述
烟草机械是生产烟草产品的专用生产设备、 工具、仪器仪表的总称。
随着烟草产品的品种的增加,加工工艺方法 的改进,烟草机械也随之在更新、增加和扩 展,并向自动化控制和机电一体化方向发展。
烟草机械技术的先进程度,在很大程度上决 定着烟草加工业的生产组织、生产规模、生 产方式、能源和原材料消耗等,因而影响烟 草工业的产品水平、质量、品种、效益以及 更新换代周期,对烟草工业的发展起促进作 用,是烟草工业生产的基础工业,它的技术 水平是衡量烟草工业生产现代化程度的重要 标志之一。
90E
1-8 80E
1940
1950
1960
1970
1980
1990
2000
year
PROTOS - M5
PROTOS – M8
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
中国烟草机械集团有限责任公司 . 秦皇岛烟草工业机械厂
滚筒式叶丝回潮机结构组成
传动系统
中国烟草机械集团有限责任公司 . 秦皇岛烟草工业机械厂
滚筒式叶丝回潮机的结构特点
循环热风加温加湿设计(预热时干热风,工作时湿热风) ,省略了传统的 排潮装置,使叶丝能够更充分的吸收水份。 进料端独特的水-汽混合雾化喷嘴设计(一个喷嘴即可大幅度提高叶丝含 水率)使进料含水率由19%最大提高到35%。 先进的水及蒸汽控制系统,使出料含水率偏差控制在 ± 0.5 %以内 , 满足燃
0C
热交换器
风机
出料罩
筛网
蒸汽 水
中国烟草机械集团有限责任公司 . 秦皇岛烟草工业机械厂
原理: 在生产的开始,为了防止产生过多的冷凝水,在物料进 入筒体前,要对筒体进行预热。在预热过程中,循环热风 通过安装在进料端的加热器,对筒体进行加热。通过调整 进入加热器的蒸汽流量,使热风的测量温度与设定温度一 致。预热时,筒体和风机必须处于工作状态。 当进料振槽上的物料探测器,感应到有物料进入筒体时 ,筒体就从预加热状态转变为工作状态。同时打开蒸汽喷 嘴和混合喷嘴的电磁阀,给加热器供应蒸汽的电磁阀始终 保持打开状态,这样可以防止加热器外表面形成冷凝水。
叶丝在线膨胀系统 (气流干燥设备) 技术介绍
中国烟草机械集团有限责任公司 . 秦皇岛烟草工业机械厂
气流干燥设备
技术概况
卷烟厂制丝生产线中采用气流干燥设备来在线加 工叶丝,主要是利用高温气流对回潮后的叶丝进行高 强度处理,以获得较高的膨胀率,有效降低烟支焦油 含量,去除烟草青杂气。目前此类设备主要有迪更生 公司的HXD、秦皇岛烟机公司自主开发的SH96型系列设 备、豪尼公司的HDT、 科马斯公司的LDT、伽必欧公司 的EVA等。
气 流 干 燥 的 特 点:
• 工艺气体温度高(180-350℃),热量快速的 转换到物料中。 • 干燥时间短,在干燥管道内大约1-2秒钟。 • 工艺气体温度、工艺气体成分(氧气含量、蒸 汽量)以及系统湿度环境控制、调节,实现叶 丝干燥膨胀。 • 瞬间脱水,表现为体积有效膨胀,耐加工性好。
中国烟草机械集团有限责任公司 . 秦皇岛烟草工业机械厂
燃油管道式烘丝机具有以下优点
可保持叶丝的固有香气
烘干膨胀是在低氧环境内进行,减少了物料的化学变化,可以有效降低叶
丝有益成分的损失,保持叶丝的固有香气。
“干头”和“干尾”量少
模拟物料过程使系统处于适于物料进入状态时才开始进料,这意味着一
次操作的开始到结束,过度烘干的烟草量几乎为零。
使复合配方具有更大的适用性
中国烟草机械集团有限责任公司 . 秦皇岛烟草工业机械厂
SH935型燃油(气)管道式烘丝机
为满足烟厂进行 气流式干燥膨胀工艺 技术研究的需要,开 发研制了SH935型烘丝 机。 武汉卷烟厂 1000kg/h
中国烟草机械集团有限责任公司 . 秦皇岛烟草工业机械厂
切向分离器
干燥管道
干燥管道
进料气锁
松散加速器器
中国烟草机械集团有限责任公司 . 秦皇岛烟草工业机械厂
秦皇岛烟机公司独家引进技术气流干燥设备
HXD LDT
中国烟草机械集团有限责任公司 . 秦皇岛烟草工Байду номын сангаас机械厂
秦皇岛烟机公司自主开发的几种气流干燥设备
SH962 SH9611
SH935 SH963
SH973
中国烟草机械集团有限责任公司 . 秦皇岛烟草工业机械厂
叶丝烘干是在180-300℃的高温下进行的,可以起到去除烟草青杂气的作用。
精确控制叶丝膨胀率 根据不同配方要求设置系统参数,可达到精确控制叶丝膨胀率的目的。
造碎低
叶丝在垂直干燥管道内以自然形状松散均匀的与高温工艺气体混合,同时快 速烘干并定型于自然膨胀状态,大大减少了叶丝的造碎。
中国烟草机械集团有限责任公司 . 秦皇岛烟草工业机械厂
国外气流干燥设备 HDT EVA
HDT
中国烟草机械集团有限责任公司 . 秦皇岛烟草工业机械厂
HXD 叶 丝 在 线 膨 胀 系 统
技术独特,处理叶丝效果好,目前国内多家烟厂应 用该项技术。 国家局以技贸结合方式最新从英国DICKINSON LEGG 公司引进的叶丝在线膨胀新技术。 秦皇岛烟机公司独家完成对该技术的消化、吸收工 作。
系统组成
滚筒式叶丝回潮机 燃油管道式烘丝机
中国烟草机械集团有限责任公司 . 秦皇岛烟草工业机械厂
膨胀原理
叶丝在180℃~350℃的高温工艺气体作用下,叶 丝细胞内快速建立起来的蒸汽压远大于通过细胞壁的 渗透压,水分子以近乎爆炸的形式从叶丝细胞内蒸发 出来,在1~2秒的时间里快速脱水膨胀定型。
中国烟草机械集团有限责任公司 . 秦皇岛烟草工业机械厂
叶丝处理线工艺流程图
切 叶 丝 机
贮 存 喂 料 机
限 量 管 电 子 皮 带 秤
滚筒式叶丝回潮机
滚筒式叶丝回潮机 常规配置 筒 式 烘 丝 机
最新技术配置
燃油管道式烘丝机 冷 丝 配 比
加
香
机
贮
丝
柜
中国烟草机械集团有限责任公司 . 秦皇岛烟草工业机械厂
HXD 典 型 布 置
燃油管道式烘丝机 滚筒式叶丝回潮机
中国烟草机械集团有限责任公司 . 秦皇岛烟草工业机械厂
滚筒式叶丝回潮机
设备用途:滚筒式叶丝回潮机用制丝线 中HXD(非直燃式烘丝机)或其它烘丝设 备前增加叶丝水份和温度,使其满足烘丝 设备膨胀功能的工艺要求。
中国烟草机械集团有限责任公司 . 秦皇岛烟草工业机械厂
滚筒式叶丝回潮机工作原理图
自动筛 蒸汽 网清扫器 蒸汽
滚筒式叶丝回潮机技术参数
1%
中国烟草机械集团有限责任公司 . 秦皇岛烟草工业机械厂
燃油管道式烘丝机进料条件
进料含水率:22%~35% 进料含水率偏差:≤1% 进 料 连 续 、均 匀
中国烟草机械集团有限责任公司 . 秦皇岛烟草工业机械厂
燃油管道式烘丝机具有以下优点
膨胀率高 在该设备内叶丝细胞内的蒸汽压以更快的速率产生,因此处理后的叶丝膨胀 率高,可达到 20% 以上。 如此高的膨胀率 , 可以使每支卷烟的耗丝量降低 5%—12%,使该设备具有良好的经济性;同时达到降低焦油含量的目的。 去除烟草青杂气
出 料 气 锁
平台
主工艺风机
回风管道
热风管道
燃烧炉
中国烟草机械集团有限责任公司 . 秦皇岛烟草工业机械厂
油管道式 烘丝机的进料要求。
出料罩顶部设有自动筛网清扫装置 (两路可旋转的蒸汽喷嘴) , 在工作间 隙即可对出料罩顶部筛网进行自动清扫,并且从设计上就避免了烟草颗
粒粘贴到出料罩上。
专门的耙钉排列布置,使物料在筒内被提升后能均匀地散落并均匀地加 温加湿。
中国烟草机械集团有限责任公司 . 秦皇岛烟草工业机械厂
使用燃油管道式烘丝机可控制叶丝膨胀率,为卷烟配方开辟了更多的
可能性。
高生产能力
燃油管道式烘丝机具很高的生产能力,最大可满足12000kg/h制丝线配置
中国烟草机械集团有限责任公司 . 秦皇岛烟草工业机械厂
燃油管道式烘丝机具有以下优点
烘干后叶丝含水率均匀,烟丝色泽和柔韧性好,易于卷接。 具有全自动控制和安全保护系统保证了烟丝的质量和设备的 可靠性。 完善的清洁系统,降低劳动强度。