内燃机活塞环_缸套摩擦磨损过程性能研究
2.3活塞环与气缸套的摩擦磨损解析

二、活塞环与气缸套的磨损 3.活塞环与气缸套的异常磨损 (3)异常磨损的原因 ②冷却水温的管理【6】 壁温 出口冷却水温过低 H2SO4露点 低于
低温腐蚀
出口冷 缸壁冷却不良 粘着 导致 却水温 粘度下降,油膜破坏 磨损 过高 油氧化严重,炭垢增加 适当提高冷却水温,有利于防止酸腐。一般 冷却水温度控制在85~90℃
练习: 柴油机正常运转时气缸套-活塞环的摩擦表面间可 能出现的摩擦类型有______ B 。 Ⅰ.边界摩擦,Ⅱ.液体摩擦,Ⅲ.干摩擦,Ⅳ.半干 摩擦,Ⅴ.半液体摩擦 A.Ⅰ+Ⅱ+Ⅳ B.Ⅰ+Ⅱ+Ⅴ C.Ⅰ+Ⅲ+Ⅴ D.Ⅰ+Ⅳ+Ⅴ 为了提高柴油机气缸油在高温下保持油膜的能力, 在气缸油中加入了______ D 。 A.极压添加剂 B.油性添加剂 C.抗腐蚀剂 D.抗氧化添加剂
二、活塞环与气缸套的磨损 2.活塞环与气缸套的正常磨损【2】 (3)气缸套正常磨损的参数: ①圆度误差、圆柱度误差,内径增量(缸径 最大增量)小于说明书或有关标准的规定值。 ②缸套正常磨损率: 铸铁<0.1mm/kh; 镀铬在0.01~0.03mm/kh。
(4) 气缸套的正常磨损原因【3】
(1)处于边界润滑部位的局部金属直接接触引起 的黏着磨损。或因过薄的油膜被工作表面的尖锋刺破, 或因高温、速度低等使油膜未能形成或遭破坏。 (2)进入气缸的新鲜空气中的灰尘,燃油或滑油 燃烧生成的各种氧化物、炭粒和灰分,润滑油中的 机械杂质及运动副的摩擦产物等均会引起磨粒磨损, 且以气缸上部最为严重。 (3)燃油中硫分的燃烧产物对缸壁的硫酸腐蚀。 由于活塞在上止点时第一道环对应缸壁处含酸量最 大,为缸套下部的4倍,造成缸套上部严重的腐蚀磨 损。气缸上部燃气温度与压力对硫酸露点的影响, 使上部凝结较多的酸。
Байду номын сангаас
2-3第三节 活塞环与气缸套的摩擦磨损

第三节活塞环与气缸套的摩擦磨损一、摩擦形式活塞环—气缸套是柴油机中一对重要的具有往复运动的运动副。
活塞环与气缸套受到高温、高压燃气的作用和冲刷,产生很大的机械应力与热应力。
工作表面受到腐蚀与严重的摩擦。
活塞往复运动速度在行程中点最大、止点位置为零。
所以,在恶劣的工作条件和低的运动速度下难于形成理想的液体动压润滑。
一般来说,活塞行程的中部工作表面易于实现液体摩擦,形成液体动压润滑,在上、下止点附近工作表面间形成极薄的边界油膜,实现边界润滑。
气缸中的高温不利于液体油膜建立。
因为高温,使润滑油粘度降低或氧化变质,使活塞头部变形影响正常配合间隙,使缸壁上已形成的油膜蒸发、氧化和烧损。
形成油膜的有利条件是:行程中点运动速度最大;己形成的油膜在下一个行程被更新之前暴露在高温中的时间极短,仅有几分之一秒;现代气缸油中的添加剂使润滑油的抗氧化安定性大大提高,增强了高温下保持油膜的能力。
二、气缸套的正常磨损柴油机的技术状态和使用寿命很大程度上取决于气缸套的磨损情况。
在正常工作条件下气缸套磨损是不可避免的。
一般只要气缸套的磨损量在允许范围之内(最大允许磨损量为0.4%~0.8%缸套内径),气缸套就处于正常工作状态。
1.气缸套正常磨损的标志气缸套正常运转工况下正常磨损的特征是最大磨损部位在气缸套上部,即活塞位于上止点时第1、2道活塞环对应的缸壁处,并沿缸壁向下磨损量逐渐减小,气缸内孔呈喇叭状。
气缸套左右舷方向的磨损大于首尾方向的磨损。
图2-7为气缸套正常磨损后缸壁纵向形状和磨损量示意图。
正常磨损的参数::圆度误差、圆柱度误差、内径增量(缸径最大增量)小于说明书或有关标准的规定值;缸套磨损率:铸铁缸套< 0.1mm/kh,镀铬缸套在0.01~0.03mm/kh之间;气缸工作表面清洁光滑,无明显划痕、擦伤等磨损痕迹。
2.正常磨损原因(1)处于边界润滑部位的局部金属直接接触引起的粘着磨损,或因过薄的油膜被工作表面的尖锋刺破,或因高温、速度低等使油膜未能形成或遭破坏。
对柴油机缸套活塞环磨损问题的研究
对柴油机缸套活塞环磨损问题的研究发布时间:2021-10-09T08:07:48.253Z 来源:《科技新时代》2021年7期作者:刘丹[导读] 这就需要专门的诊断方法以及相关研究来对缸套和活塞环的磨损进行诊断和监测。
安庆帝伯格茨活塞有限公司?安徽省安庆市?246000摘要:柴油发动机中缸套与活塞是柴油机非常重要的零配件,在发动机运行的过程中往往会有着一些问题出现,而缸套活塞环磨损就是一种最为常见的问题,如果发动机内缸套与活塞环发生了磨损不及时修理还任其运行下去,对于发动机的损害是非常巨大的。
为此,有必要了解一些诊断缸套活塞环磨损的方法,从而采取有效措施来预防或减少柴油缸套活塞环磨损问题发生。
关键词:柴油机、缸套、活塞环;1.引言柴油发动机自发明以来距今已有120多年,经过么多年还在使用的柴油发动机诸多优点,如输出扭矩大、热效率高、燃油经济性好等。
柴油发动机与汽油发动机一样每个工作循环经历进气、压缩、做功、排气四个冲程。
在柴油机的四个冲程工作循环中缸套与活塞环发挥着重要的作用。
而其在惯性力以及气体压力的双重作用下往往会出现磨损的问题,当磨损问题出现,若不及时检修,不仅影响柴油机的正常工作,还会减少柴油机的使用寿命。
这就需要专门的诊断方法以及相关研究来对缸套和活塞环的磨损进行诊断和监测。
常用的检测方法可以分为两种,一种是在线监测;另一种是离线检测。
第一,在线监测,是指在相关的设备上直接安装一个数据传感器,使用专门的软件对所采集的实时设备数据进行在线监测,主要是通过缸套与活塞之间的相对运动情况以及气缸的密封性来判断是否发生了磨损。
在线监测优点就是能够及时掌握设备的运行状况,减少成本,提高可靠性。
第二,离线检测,是指称重法或者是缸径增量法,必须在停机以后拆卸气缸盖对缸套的直径进行测量或对气缸重量减少量进行称重从而判断缸套活塞环的磨损状况。
但是离线检测方法需要将柴油机进行拆卸才能来检测,不仅所需要时间较长工作量也非常大。
影响内燃机活塞环—缸套擦伤的因素及防擦伤的摩擦学设计(1)

第18卷 第3期摩擦学学报V o l18, N o3 1998年9月TR I BOLO GY Sep,1998评述与进展(283~288)影响内燃机活塞环2缸套擦伤的因素及防擦伤的摩擦学设计桂长林(合肥工业大学机械系 合肥 230009)摘要 阐述了内燃机活塞环2缸套擦伤的机理.分析了磨合,缸套表面形貌,活塞环外形,活塞组件的热变形与机械变形,润滑油,材料和表面覆层等因素对活塞环擦伤的影响.指出可以采用内燃机强化系数p e v m作为活塞环防擦伤摩擦学设计的判别特征值,从而为从设计上防止活塞环擦伤提供了思路.关键词 内燃机 活塞环 擦伤 摩擦学设计分类号 T K423.33关于内燃机活塞环2缸套擦伤(Scuffing)的研究始于70年代[1].目前人们对于解决活塞环2缸套擦伤(拉缸)已积累了不少经验,然而,这一问题还远未得到圆满解决.直接或间接影响活塞环2缸套擦伤行为的因素很多,除活塞环本身之外,还包括缸套、活塞、机体、发动机总体设计、润滑、冷却、燃烧、制造工艺和工况等多方面的因素.本文从摩擦学设计角度出发分析了活塞环2缸套的擦伤机理,指出从设计上解决问题的思路.1 擦伤机理擦伤是由于润滑油膜破坏,摩擦副与金属直接接触,滑动表面形成以局部粘着为特征的、肉眼可见的损伤[2].不同的摩擦副可能具有明显不同的擦伤行为及机理.比如轴承与活塞环虽然均为滑动摩擦副,但由于工况、结构和润滑状况等方面的差异,其擦伤特性有很大区别.轴承在擦伤之后通常迅速发生烧瓦,而活塞环在擦伤之后仍可继续运转.齿轮在发生擦伤之后不仅可继续运行,甚至还可加载运行[3].研究表明[4],活塞环2缸套的擦伤是多种因素综合作用的结果.A ue指出[5]:当物体B在边界润滑下在物体A上滑动时,因摩擦产生的热Q=p vΛ[见图1(a)].如果在某一特定点,因瞬时润滑不足或硬微粒存在而发生较严重的摩擦[如图1(b)所示],摩擦系数由Λ增大为Λ′,则该点将产生更多的热并因温度升高而膨胀,产生“热力凸起(T her m al bum p)”现象,从而导致物体间的直接接触.如果磨损率适当高,足以消除“凸起”,那么仍可保持运转稳定;或者因硬颗粒去除与润滑情况改善,使凸起面恢复正常,使“热力凸起”冷却并收缩,瞬间擦伤伤痕可被磨平.如果磨损率不够高,难以消除“热力凸起”,则将发生恶性循环.研究显示,“热力凸起”点由于瞬时迅速加热和冷却,先形成3机械部技术发展基金资助项目 1997208220收到初稿,1998206218收到修改稿 本文通讯联系人桂长林.桂长林 男,62岁,教授,主要研究机械的摩擦学设计理论与方法,发表论文80余篇.“亮点”脱落,形成肉眼可见的擦伤痕迹.此时,如恶性循环发展下去则导致严重的擦伤.由图2可见,环表面的亮点(白色层)处在轻微擦伤和严重擦伤之间的转变区(p 1~p 2)内.显然,F ig 1 Scuffing m echanis m图1 擦伤机理白色层是在稍低于转变压力(p 2)之下形成的.显微分析表明,白色层的作用在于形成一层氧F ig 2 Fo r m ati on p rocess of scuffing 图2 擦伤形成过程化硬膜起防护作用.总之,活塞环的擦伤机理可认为在高温环境下,当活塞环面上某特定点的接触压力高于瞬间、局部润滑状态下所能承受的最大压力时,则发生擦伤.当初始擦伤不能被消除并进一步发展时,则将影响内燃机正常工作.2 影响活塞环擦伤的因素及擦伤的早期征兆2.1 磨合活塞环擦伤多发生于发动机磨合期.通常未磨合表面上的实际接触压力高于磨合后表面的接触压力.另外,磨合可以避免活塞环的边缘接触.如图3所示,活塞在工作过程中的偏转引起活塞环的边缘接触,从而使接触压力显著增高并进而导致擦伤.桶形活塞环的发明减轻了边缘接触引起的擦伤危险.但是各种内燃机的活塞偏摆大小不同,因此不能将一种磨合程序用于所有内燃机.为了实现活塞环与缸套的最佳配合,在磨合初期应采用轻负荷和高速度,随后逐步增加磨合负荷,直至达到完全磨合.2.2 缸套的表面形貌缸套表面形貌对活塞环擦伤具有一定的影响.业已发现,金刚石珩磨油与石珩磨缸套表面生产效率较高,但易发生擦伤;而经过正常磨合且运转正常的发动机易发生所谓的“老化擦伤(O ld 2age scuffing )”.研究表明:前者是由于经金刚石珩磨的表面存在尖峰,容易引起金属直接接触和磨粒脱落;后者是由于表面过于光滑,缸壁面的存油容易被刮除.因此,为了避免擦伤,缸套表面应具有适当的表面形貌.通常在设计与加工中应注意使缸套表面具有一定的峰与谷,且各个谷之间不能连通.这样以来,峰支承压力,谷贮存残存的润滑油和小磨粒,而不连通的谷有助于润滑油的贮存和向峰部浸润.但表面并不是越粗糙越好,因为过大482摩 擦 学 学 报第18卷的粗糙度导致机油损耗增加.2.3 活塞环外形为了减小活塞的惯性,在设计中应尽量控制活塞的尺寸.但是,太短的活塞在工作中容易摆动,从而导致活塞环边缘接触而拉缸.此外,为了减轻内燃机的重量,通常采用薄壁缸套,这样缸套的热变形可能增大,也会导致活塞环拉缸.因此,为了防止发生拉缸,第1道气F ig 3 Edge contact betw een p iston ring and cylinder liner caused by p iston tilt图3 由于活塞偏摆引起的活塞环边缘接触环外表面一般采用桶面外形(包括梯形).如果采用矩形环,经过一段时间的磨合与运行后,也会最终转变为桶形环.因此,内燃机第1道环采用桶形环是客观规律作用的必然结果.对运行后的活塞环面进行检测发现[6],第1道环上侧比下侧磨损严重,磨损表面为不对称桶面,第2道环磨损表面的不对称性没有第1道环那样明显(图4).焦明华等[7]研究表明,第1道桶面环的非对称性有利于降低机油损耗.2.4 变形变形对活塞环的擦伤有重大影响.变形包括因温度引起的活塞、活塞环和缸套的热变形及因机械作用引起的缸套变形两类.在气缸体内,由于温度分布不均,活塞、活塞环和缸套都会发生热变形.热变形的严重后果是活塞环的缸套圆周上失去紧密贴合,个别位置产生间隙,使F ig 4 Contour of p iston ring after 400h running (T he figures 1to 4rep resent the finst ring to fourth ring )图4 运转400h 后活塞环的外形(图中1~4为环的道数)炽热气体从环与套的滑动面上通过,从而破坏间隙处及其周围的润滑油膜,并使活塞环进一步变形.同时,在环背气体压力的作用下,环与套将因干摩擦而擦伤.气缸体内各零件的温度高低及分布不仅取决于燃烧室和各零件的设计,同时还与冷却系统的设计有关系.控制活塞环的温度,改善缸套顶部的冷却水循环,保持活塞环在有冷却水套的区域工作,控制头道环槽的热流强度等对于活塞环的热变形具有重要的意义[4].另一方面,内燃机运转时活塞对缸壁的侧推力,缸盖底面对缸套的压紧力,缸盖螺栓通过机体顶板间接作用于缸套的力等是引起缸套机械变形的主要因素.研究表明[8]:在上述诸多因素中,缸盖螺栓通过机体顶板间接作用于缸套的力常常是引起缸套机械变形和失圆的首要原因.为此,在设计机体时应使缸盖螺栓的作用力,包括装配时的预紧力和工作中的拉力尽可能地直接通过与缸体缸筒分开的那些框架结构传递给主轴承座,使缸体缸筒少受传力结构的影响并使缸盖螺栓尽可能均匀分布.通过对复杂的机体刚性进行有限元分析,可了解所设计的机体、缸盖和缸套等在内燃机工作时机械变形的情况.2.5 润滑油通常情况下,润滑油粘度越高,其抗擦伤能力越强;油的品质愈高,抗擦伤能力愈强[6].因此,对于高速内燃机(活塞平均速度>9m s ),不能仅从节能角度考虑选用低粘度的润滑582第3期桂长林: 内燃机活塞环2缸套擦伤的影响因素及防擦伤摩擦学设计油.另外,活塞环的粘着和积炭是导致擦伤的主要原因[4].这是由于积炭减少了活塞环侧向间隙,妨碍了活塞环在环槽内的正常相对运动.在这种情况下,活塞的侧向推力将集中在活塞环的某一区段上而引发擦伤.因此,选用高品质的内燃机油对防止擦伤具有重要的意义.2.6 材料和表面覆层研究与生产实际表明:对于汽油机和非增压柴油机来说,第1道活塞环采用镀铬覆层,配高磷或硼铸铁缸套具有良好的摩擦磨损综合性能.由于钼的熔点(2640℃)高于铬的熔点(1770℃),因而喷钼活塞环的抗擦伤能力优于镀铬活塞环.因此,对于高强化柴油机(p e v m ≥14M Pa m s)[9],应采用喷钼活塞环匹配高磷铸铁缸套或镀铬铸铁缸套[10].从防止擦伤的角度来说,通常不主张选用高硬度的耐磨材料和表面覆层.2.7 活塞环擦伤的早期征兆内燃机活塞环发生初期轻微擦伤时,振动与噪声均无明显增大,因而不易被发现,但此时机油消耗量与漏气均会迅速增加.如果忽视了这些征兆而未能及时采取对策,当擦伤加剧时就可能导致活塞环与活塞的损坏,进而引发活塞完全卡死(咬缸)[4].3 防活塞环2缸套擦伤的摩擦学设计3.1 判别擦伤可能性的指标及指标值的确定设计和研制新型内燃机时应当判断该内燃机是否需要进行防擦伤设计以及确定防擦伤设计的等级.A ue[5]提出用数值“D”代表擦伤的可能性,并用下式表示:D=S v S c.(1)S v=p v Λl.(2)S c=E Εc Θ.(3)式中:S v表征摩擦副工作的苛刻程度,p为接触压力,v为滑动速度,Λ为摩擦系数,l表征材料的弹性变形能力;S c表征材料的物性系数,E为弹性模量,Ε为热膨胀系数,c为比热,Θ为密度.D值具有一定的普遍意义.就内燃机活塞环2缸套摩擦副来说,该判别式可以进一步简化.首先,活塞环与缸套常用材料铸铁在所有金属中具有最佳S c值,因而S c值的影响可以忽略;与此相似,l的影响也可忽略.其次,摩擦系数Λ与环境、工况、结构、润滑和材质等多方面因素有关,因此不宜将摩擦系数作为判断擦伤可能性的指标.本文建议采用接触压力p 与滑动速度v的乘积IS r,作为内燃机活塞环擦伤可能性的判别指标。
YH31活塞环缸套摩擦磨损试验研究
学位论文版权使用授权书江苏大学、中国科学技术信息研究所、国家图书馆、中国学术期刊(光盘版)电子杂志社有权保留本人所送交学位论文的复印件和电子文档,可以采用影印、缩印或其他复制手段保存论文。
本人电子文档的内容和纸质论文的内容相一致,允许论文被查阅和借阅,同时授权中国科学技术信息研究所将本论文编入《中国学位论文全文数据库》并向社会提供查询,授权中国学术期刊(光盘版)电子杂志社将本论文编入《中国优秀博硕士学位论文全文数据库》并向社会提供查询。
论文的公布(包括刊登)授权江苏大学研究生处办理。
本学位论文属于不保密口。
学位论文作者签名:十7将岛劲t≥年‘只/z-H指导教师签名:矽f)年‘月f加YH31活塞环一缸套摩擦磨损试验研究擦产生磨损后,引起的润滑、密封及表面擦伤等影响着发动机的机械效率【3】o活塞环与缸套摩擦副对发动机的动力性、可靠性、耐久性也有着较大的影响。
活塞环与缸套的磨损对内燃机的工作有一定影响,该摩擦副的磨损后,造成燃油不完全燃烧后排出,使内燃机排放污染物增加。
内燃机中活塞环与缸套磨损后,对活塞环及缸套的修复困,若直接对活塞环及缸套组件进行更换,更换过程复杂,且大大增加了附加费用,更换组件会降低内燃机性能,甚至造成内燃机报废【41。
内燃机向低油耗、大升功率、低排放方向发展,这使得活塞环与缸套间摩擦磨损增大。
要求提高活塞环、缸套的耐磨性,降低它们由于摩擦而损失的功率,延长发动机耐久性、提高动力性,经济性,可靠性具有重要意义【5】。
如何降低活塞环一缸套的摩擦磨损所带来的问题是众多学者和工程技术人员一直以来致力研究的重要课题。
由于活塞环缸套系统工作环境恶劣,监测困难等因素,国内外关于活塞环.缸套摩擦磨损过程研究的方法、性能评价指标和试验设备很多【61。
不同内燃机,所选用活塞环、缸套以及润滑油都不同,合适的活塞环缸套配合、润滑条件,能降低活塞环与缸套的摩擦磨损,提高内燃机的寿命。
而活塞环材质选择,从保证其强度出发,尽可能提高其耐磨损性、经济性、工艺性进行选择。
发动机缸套活塞环摩擦磨损特性试验研究
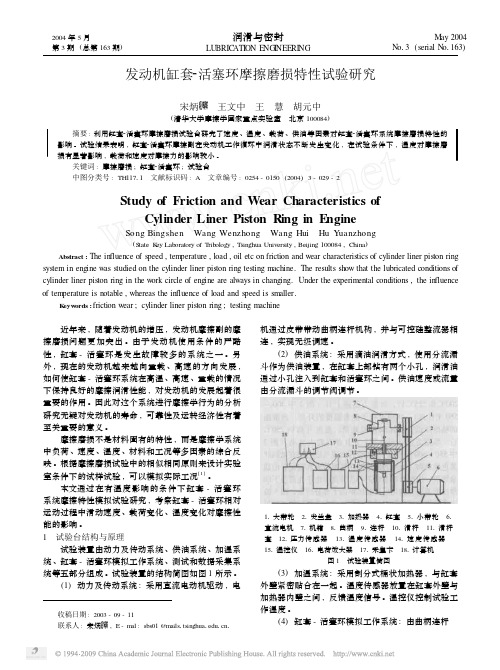
活塞内设计三个通孔安装弹簧 , 通过换装不同刚度的
弹簧来改变缸套2活塞环之间的载荷[2] ; 用以测量摩
擦力信号的力传感器安装在发兰盘和机架之间 ; 用以
测量速度信号的速度传感器安装在活塞顶部中央位
置。
(5) 测试和数据采集系统 : 力传感器和速度传感
器将测量信号传输到终端 , 通过编制程序实现对信号
提出了考虑双电层作用的电化学边界润滑模型 。 此模型可用于分析许多机电结合领域中的摩擦学问 题 , 并用于指导实践 。
参考文献 1 石庚辰 1 微机电系统技术 1 国防工业出版社 , 20021 2 温诗铸 1 纳米摩擦学 1 清华大学出版社 , 19981 3 P A Rehbinder , E K Venstrem1Electrocapillary Effects in the Re2
duction of the Rigidity and Hardness of Metal1Acta1 Physicochim , URSS , 1944 (19) : 36~501 4 F P Bowden , L Young1Influence of Interfacial Potential on Friction and Surface Damage1 Research , 1950 , 3 : 2351 5 J O’M Bockris , S D Argade1Dependence of Friction at Wet Con2 tacts upon Interfacial Potential J1 of Chem1 Phys1 , Vol150 , (4) : 1622~16231 6 Y Y Zhu , G H Kelsall , H A Spikes1The Influence of Electrochemi2
车辆发动机缸套一活塞环磨损试验研究
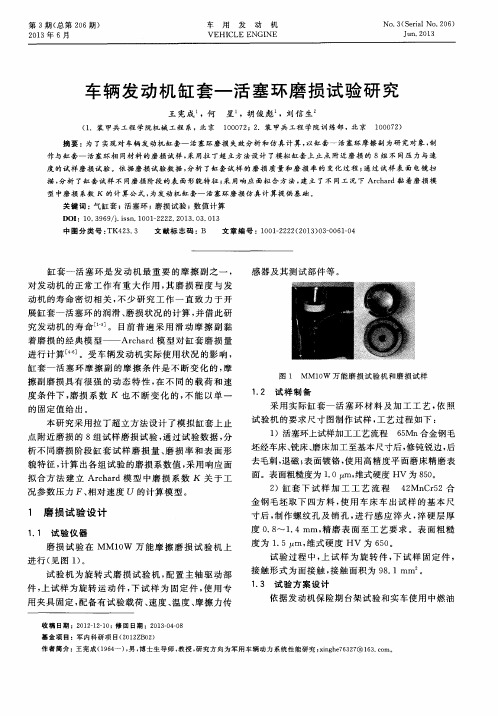
度 的 试 样 磨 损 试 验 。依 据 磨 损 试 验 数 据 , 分 析 了缸 套 试 样 的 磨 损 质 量 和 磨 损 率 的 变 化 过 程 ; 通 过 试 样 表 面 电镜 扫 描, 分析 了缸 套 试 样 不 同磨 损 阶段 的 表 面形 貌 特 征 ; 采用响应面拟合 方法 , 建 立 了不 同工 况 下 Ar c h a r d黏 着磨 损 模
感 器及 其测 试部 件等 。
动机 的寿命 密 切相 关 , 不 少 研 究 工作 一 直致 力 于 开
展 缸 套一 活塞 环 的润滑 、 磨损 状况 的计算 , 并 借此 研 究 发 动机 的 寿命 口 ] 。 目前 普遍 采 用 滑 动 摩 擦 副 黏 着磨 损 的经典 模 型— — Ar c h a r d模 型 对 缸 套磨 损 量 进 行 计算 [ 4 ] 。受 车辆 发动 机实 际使 用状 况 的影 响 ,
度为 1 . 5 m, 维 式硬 度 HV 为 6 5 0 。
磨 损 试 验 在 MM1 0 W 万 能摩 擦 磨 损试 验机 上
进行( 见图1 ) 。
试验 过程 中 , 上试 样 为旋 转 件 , 下 试样 固定 件 ,
接触 形式 为 面接触 , 接触 面积 为 9 8 . 1 mm。 。 1 . 3 试 验方 案设计
拟 合方 法 建 立 Ar c h a r d模 型 中磨 损 系 数 K 关 于 工
坯经车床 、 铣床 、 磨床加工至基本 尺寸后 , 修钝锐边 , 后 去毛刺 , 退磁 ; 表 面镀铬 , 使 用高 精度平 面 磨床精 磨表
有关柴油机缸套活塞环磨损问题的相关研究

有关柴油机缸套活塞环磨损问题的相关研究发布时间:2021-08-16T09:09:21.784Z 来源:《科技新时代》2021年5期作者:曹兵[导读] 诊断其使用性能情况,并做好防范应对策略是延长柴油机工作寿命的有效途径。
西部钻探吐哈钻井公司新疆维吾尔自治区吐鲁番地区 838200摘要:柴油机中的汽缸套是影响设备整体运行的关键部件之一,汽缸套的性能和质量优劣不仅影响到柴油机的使用寿命,而且还会影响到设备的使用安全性。
汽缸的活塞形成往复运动,在高温高压的条件下要实现部件间的良好匹配,实现柴油机的良好稳定运行必须要确保汽缸的润滑情况良好。
如果汽缸的润滑情况不良,那么油膜就会失效,这样就很容易导致活塞磨损的问题。
对汽缸活塞磨损原因进行分析,提出应对建议,以更好地保证柴油机稳定经济运行。
关键词:柴油机;活塞环磨损;原因1引言由于柴油机在运行的过程中受到气体或其他因素的影响而发生磨损,长时间磨损使零部件性能失效,给柴油机运行安全和稳定性造成不利影响。
因此,以提前预防的理念对汽缸套活塞环的磨损进行监测,查找原因,诊断其使用性能情况,并做好防范应对策略是延长柴油机工作寿命的有效途径。
2柴油机缸套磨损的影响因素环境条件因素对柴油机缸套磨损的影响较大,包括对柴油机的进气、燃烧、润滑和冷却等状况都会造成影响。
活塞环磨损的边界条件会受到外界环境因素的影响而发生改变,引起柴油机汽缸套活塞环磨损程度不同。
当外界大气环境温度上升时,汽缸套的轴向磨损深度通常会增大,在外界大气环境温度较低时,汽缸套的轴向磨损深度较小。
党外界大气环境压力降低时,汽缸套轴向磨损的深度通常会增大。
此外,柴油机的转速对汽缸套活塞环的磨损也有影响,包括对活塞环的滑动速度、汽缸内燃烧状况等都会有影响。
党柴油机转速升高时,汽缸套轴向磨损深度通常会增加。
柴油机负荷增加时,汽缸套轴向磨损深度会增加。
3活塞环磨损的检测方法对柴油机汽缸套活塞环磨损的检测可以是在线检测,还可以是离线检测。
活塞-缸套表面纹理摩擦磨损特性研究进展

表面技术第52卷 第11期收稿日期:2022-09-11;修订日期:2022-11-11 Received :2022-09-11;Revised :2022-11-11 基金项目:国家自然科学基金(51865053);国家外专局外国专家项目(G2021039004);云南省农业联合专项项目(202101BD070001-051) Fund :National Natural Science Foundation of China (51865053); Foreign Experts Program of the State Administration of Foreign Affairs (G2021039004); Joint Special Project for Agriculture in Yunnan Province (202101BD070001-051)引文格式:程家豪, 陈文刚, 王泽霄, 等. 活塞-缸套表面纹理摩擦磨损特性研究进展[J]. 表面技术, 2023, 52(11): 128-138.CHENG Jia-hao, CHEN Wen-gang, WANG Ze-xiao, et al. Progress of Research on Frictional Wear Characteristics of Piston-cylinder Liner Surface Texture[J]. Surface Technology, 2023, 52(11): 128-138. *通信作者(Corresponding author )活塞-缸套表面纹理摩擦磨损特性研究进展程家豪,陈文刚*,王泽霄,郭思良,魏北朝,王海军,袁浩恩,罗海(西南林业大学 机械与交通学院,昆明 650224)摘要:减少摩擦损失是高性能发动机效率的一个重要方面。
活塞作为发动机组成的一个重要部件,在机械损失上损耗了发动机产生的总能量的40%,近乎于占据了发动机摩擦损失能量的一半,因此在发动机活塞-缸套上制备表面织构以改善活塞摩擦副的摩擦学性能,保持发动机在实际运行中拥有良好的性能是现在发动机发展不可或缺的。
内燃机活塞环陶瓷涂层摩擦性能研究

裂韧性和抗弯强度随ZrO:含量的增加而提高;当 ZrO:含量大于48%时则会因晶粒聚集而引起断裂韧 性下降。此处选用复合材料A1:0,+30%ZrO:作为工 作层。A1:O,+30%ZrO:是较为理想的材料,表现在 以下几个方面:(1)在活塞环的工作温度范围内不 发生相变,因而不会产生因相变而发生的体积收缩或 膨胀,从而减少应力产生的机会;(2)热膨胀系数 相对较大,比较接近钢铁;(3)熔点较高,密度大, 硬度高,抗磨损能力较强。 2.2活塞环材料的确定及喷涂工艺流程
活塞环基体采用锰钢,涂层由结合层和工作层组 成。喷涂工艺流程为:专用夹具固定活塞环_÷表面预 清洁一喷砂处理_÷工件表面预热_÷喷涂结合层一喷涂 工作层‘引。
表面预清洁是清洗工件表面的污垢,使喷涂粒子 很好地浸润工件表面,以提高涂层与基材的粘接强 度。
喷砂处理是用抛丸机将石英砂(SiO,)对工件表 面进行粗化处理,使基材的表面积大大增加,并使工 作表面产生一定的压应力,提供涂层颗粒互锁结构, 有利于提高涂层与基体的结合强度。
陶瓷涂层的硬度采用HSRU-45表面洛氏硬度计 测定,选用载荷15 N,测得陶瓷涂层硬度为HRC 78。 3.2涂层结合强度测定
按照GB 8641-88标准采用粘结拉伸试验测定, 测定涂层结合强度的试样按实验机标准试样加工。测 定涂层结合强度的试样基体材料为活塞环材料(武 汉汽车配件厂提供)。试验机为武汉理工大学材料测 试中心的材料拉伸试验机。该试验机的连接装置选用 万向节连接装置,能较好保证拉伸时同轴,从而保证 了涂层结合强度测定结果的可靠性,测得AI:Oj+ 30%ZrO,涂层结合强度20.22 MPa。 3.3试样表面粗糙度
(School of Eleetrmechanical&Architectural Engineenng,Jianghall Universit)r, Wuhan Hubei 430056,China)
活塞环_气缸套润滑摩擦研究

部分分配给了活塞环和气缸套 。由于活塞环 、气缸
套的材料不同 ,所以摩擦热在它们之间的分配不 是均匀的 ,分配关系与材料的物性有关[2 ] 。 1. 2. 2 活塞组 —气缸套的导热方程
活塞的导热方程为
55τtp
=
αp
(
52 tp 5 y2
+
1 y
·5 tp 5y
+
52 tp 5 x2
)
(9)
气缸套的导热方程为
qp2L
=
λoil δoil
(
Tp
-
TL )
(11)
式中 :λoil 和 δoil分别为活塞环与气缸套间润滑油
膜的导热系数和厚度 , T P 和 TL 分别表示活塞和
A Study on Lubrication and Friction on Piston2Ring Pack in IC Engine
BAI Min2l i ,D ING Tie2xin ,DONG Wei2jun
(Department of Power Engineering ,Dalian University of Technology ,Dalian 116023 , China)
φs 代表了除了粗糙表面间的滑动以外的流动 。流
量因子可以通过膜厚比 ,即实际油膜厚度 、表面粗
糙度的比值 ( Hσ = h/σ) 和表面粗糙度方向因子
(γ) 的函数求得 。
油膜厚度非常薄 (μm 量级) ,相对于其他尺寸
相差几个数量级 , 所以沿油膜厚度方向的压力变
化可以忽略不计 。沿着缸套的轴线方向是轴对称
55τtL
=
αL
(
52 tL 5 y2
2.3活塞环与气缸套的摩擦磨损
转速
制订 原则 负荷 时间
由低到高 由小到大 合理分配
四、减少气缸套磨损的途径【10】 1.制造安装工艺
高磷铸铁 材料(合金铸铁) 磷铬铸铁 含硼铸铁
缸套 高频淬火 激光表面淬火 强化处理 松孔镀铬 内外表面的离子渗氮 缸套强化处理应与环外圆表面相匹配
保证活塞组件和气缸套的装质量和它们之间的 正常配合间隙时不可忽视的。
练习: 二冲程直流扫气柴油机的气缸套发生黏着磨损、磨 粒磨损、腐蚀磨损最大的部位在______。 A A.上止点附近 B.下止点附近 C.行程中点 D.全部行程
由于进入气缸的新气携有大量尘埃或燃烧不良,引 起气缸上部严重的______磨损。 C A.黏着 B.腐蚀 C.磨粒 D.二次磨粒
练习: 由于燃油的成分或柴油机经常冷车起动引起气缸套 上部和中部异常的磨损现象是由严重的______磨 D 损造成的。 A.黏着 B.磨粒 C.腐蚀 D.腐蚀和二次磨粒 B 燃油中含有较高的______是引起气缸套产生磨粒 磨损的重要原因。 A.钒钠含量 B.铝硅含量 C.硫含量 D.灰分含量
练习: 柴油机正常运转时气缸套-活塞环的摩擦表面间可 能出现的摩擦类型有______。 B Ⅰ.边界摩擦,Ⅱ.液体摩擦,Ⅲ.干摩擦,Ⅳ.半干 摩擦,Ⅴ.半液体摩擦 A.Ⅰ+Ⅱ+Ⅳ B.Ⅰ+Ⅱ+Ⅴ C.Ⅰ+Ⅲ+Ⅴ D.Ⅰ+Ⅳ+Ⅴ 为了提高柴油机气缸油在高温下保持油膜的能力, 在气缸油中加入了______。 D A.极压添加剂 B.油性添加剂 C.抗腐蚀剂 D.抗氧化添加剂
二、活塞环与气缸套的磨损 3.活塞环与气缸套的异常磨损 (3)异常磨损的原因 ②冷却水温的管理【6】 壁温 出口冷却水温过低 H2SO4露点 低于
低温腐蚀
出口冷 缸壁冷却不良 导致 粘着 却水温 粘度下降,油膜破坏 磨损 过高 油氧化严重,炭垢增加 适当提高冷却水温,有利于防止酸腐。一般 冷却水温度控制在85~90℃
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
本文以内燃机活塞环- 缸套摩擦副为研究对 象, 对其在实际使用中的摩擦磨损过程进行试验和 理论研究, 本文主要的工作任务和研究内容包括以 下 3 个方面:
90~380
主轴变速级数和转速范围
9级, 270 ̄2 450 r/min
电机
1.1 kW, 380 V, 50 Hz
- 26 - ( 362)来自立式钻铣床, 其主要技术参数见表 2。 考虑到试验装置的动力来自钻铣床, 又因为该
装置的整体尺寸不会太大, 故设想将整个装置固定 于钻铣床的工作台面上, 这样既解决了试验台面基 础的问题, 又很好的利用了钻铣床的动力装置。设 计方案最终确定后证明这是完全可行的。试验测量 装置工作图如图 1。
Abs tra ct: A test device for studying wear process of piston rings and liner was developed by use of a drill- milling machine as a test bed and power supply. And tests under different lu- bricants, loads and speeds can be carried out on the test device. Wear characteristics of pis- ton rings and liner under different conditions are acquired. The test device has proved its val- ue for engine design.
表 2 钻铣床的主要参数
工 作 台 尺 寸 /m m
730×220
工 作 台 纵 向 行 程 /m m
440
工 作 台 横 向 行 程 /m m
150
主 轴 中 心 至 立 柱 表 面 距 离 /m m
245
主 轴 行 程 /m m
90
主 轴 箱 行 程 /m m
290
主 轴 端 面 至 工 作 台 距 离 /m m
表 3 试验条件
转速/r·min- 1 (线速度)/m·s- 1
210 (1.75)
285 (2.33)
润滑条件
干摩擦 全浸油 机油+氧化铁 (Fe2O3)
载 荷 /N
50, 100, 150, 200, 400
试验样品 *
国产活塞环- 缸套 进口活塞环- 缸套
3.2 试验结果和分析 3.2.1 活塞环- 缸套磨损过程测试
擦偶件, 一是国产活塞环- 缸套, 二是进口活塞 环- 缸套。将 2 种活塞环- 缸套分别在不同的工况 条件下进行摩擦磨损试验。实时采集每组试验中摩 擦力的值, 用高精度天平测量活塞环磨损量的大 小, 观测表面形貌变化。
3) 试验结果分析。 通过试验可以得到在不同工况条件下活塞环- 缸套的摩擦力、摩擦系数及其磨损量的大小, 根据 试验数据绘制各种工况下的分析曲线, 比较不同条 件下活塞环- 缸套的摩擦磨损特点, 分析影响活塞 环- 缸套摩擦过程的有关因素, 从中找出活塞环- 缸套摩擦过程的有关规律, 为活塞环- 缸套的摩擦 学设计提供有参考价值的建议。 2 试验装置的设计 2.1 设计要求 研究对象为内燃机活塞环- 缸套摩擦副, 主要 研究这对摩擦副作往复运动时的摩擦过程, 要求达 到以下目标。 1) 试验中摩擦副的运行工况尽可能地模拟内 燃机中的实际工况; 2) 试验中拟测量的数据为活塞环- 缸套作往 复运动时产生的摩擦力以及活塞环的磨损量; 3) 能够实时连续测量摩擦力变化数据; 4) 试验中能够对摩擦副进行定量加载, 变换 运行速度; 5) 试验摩擦副元件拆装方便, 便于添加润滑 油。 2.2 试验装置设计 2.2.1 动力来源 基于试验成本及充分利用实验室资源的考虑, 该装置的动力来源确定为实验室已有的 Z7030 小型
柴油机设计与制造 Design & Manufacture of Diesel Engine
2006 年第 3 期 第 14 卷(总第 116 期)
内燃机活塞环- 缸套摩擦磨损过程性能研究
刘伟达 ( 潍柴动力股份有限公司, 山东 潍坊 261001)
摘要 利用钻铣床作为试验台和动力源, 自行设计了活塞环 - 缸套磨损的试验装置, 利用它 可以设计进行载荷、转速、润滑条件对磨损的试验。通过比较分析, 得出了活塞环 - 缸套在不 同条件下的摩擦磨损特性。该试验装置对设计改进有一定的参考价值。
通过以上在不同转速、载荷及润滑条件下进行 的各种对比性试验, 可以得出以下关于活塞环- 缸 套磨损的一些规律。
1) 对于相同材料的活塞环- 缸套, 润滑油是 否充分是关乎活塞环- 缸套磨损性能的一个重要条 件, 润滑充分则磨损量微小, 一旦乏油, 则会使活 塞环- 缸套的磨损急剧增加。
2) 载荷是关系活塞环- 缸套磨损性能好坏的 另一个重要参量, 在稳定载荷内, 活塞环磨损量 小, 载荷超出工作限度, 则会造成磨损迅速增加。
从图中看出油润滑对于活塞环- 缸套的正常工 作起着至关重要的作用, 润滑好则磨损小, 一旦缺 油则磨损显著增加。当油中掺有氧化铁粉末时, 活 塞环- 缸套的磨损受到一定影响, 但这种影响远不 及乏油的情况。而且随着载荷的增大, 乏油情况下 对活塞环- 缸套磨损的影响也越来越大。 3.2.3 活塞环缸套转速- 载荷- 磨损测试
与磨损过程试验相比较, 在不同转速及不同载 荷情况下, 对活塞环的磨损情况进行比较。试验结 果见图 9。
力随着磨损加剧突然增加。 3.2.2 活塞环缸套工况- 载荷- 磨损测试
在相同的工作转速及磨损时间内 ( 已达到稳定 磨损) , 活塞环在不同润滑条件下的变载荷磨损情 况。
取 连 续 磨 损 时 间 为 25 min。 全 浸 油 的 加 油 润 滑 时 间 间 隔 为 1min, 乏 油 润 滑 的 时 间 间 隔 为 5 min, 油+氧化铁润滑的时间间隔为 1 min。其中, 取油+氧化铁混合物的质量比为 110:24。图 7 和图 8 分别为国产和进口活塞环在不同润滑条件下的磨 损过程曲线。
由此可见, 内燃机机械损失中活塞及活塞环与 缸套间的摩擦损失所占比例最大, 几乎达到全部机
表 1 内燃机机械损失分配
摩擦副名称 活塞、活塞环与气缸套
机 械 损 失 百 分 比 /% 45 ̄65
曲轴连杆系统 气门机构 泵损失 附属机构
15 ̄25 2 ̄3
10 ̄20 10 ̄20
械损失的一半以上, 因此该摩擦副的摩擦磨损直接 影响发动机的性能、可靠性和耐久性。采用具有较 好的摩擦磨损性能的活塞环- 缸套是一种经济有效 的 方 法[3]。
1) 试验装置。 针对活塞环- 缸套摩擦副的特殊性和复杂性, 研究试验方案, 设计往复式的试验装置, 确定利用 钻铣床提供的动力作为试验动力来源, 钻铣床的工 作台作为试验台进行改造, 保证能够进行不同缸径 的对比试验。 2) 研究对象和试验方案。 采用 2 种不同的活塞环- 缸套作为试验中的摩
( 361) - 25 -
图 7 国产活塞环工况 - 载荷 - 磨损曲线图
图 8 进口活塞环工况 - 载荷 - 磨损曲线图 - 28 - ( 364)
图 9 国产活塞环转速 - 载荷 - 磨损曲线图
由图中曲线可以看出, 在低载荷下, 转速变化 对活塞环- 缸套磨损的影响较小, 当载荷超过 300 N 时, 这种影响逐渐加剧。这是因为在高载荷下, 活塞环- 缸套磨损率增加, 那么在相同情况下, 转 速越高, 它的磨损量自然也就越大。 4 结论
图 1 试验测量装置示意图 2.2.2 摩擦副
由于本试验要求尽可能模拟内燃机活塞环- 缸 套的实际工况, 故经多方考虑, 确定用内燃机活塞 环和缸套作为该试验装置的两个摩擦元件。这样既 使用了实际的摩擦副元件, 增加了试验数据的真实 性, 又简化了试验装置, 节省了加工费用。 2.2.3 润滑条件
每间隔 1 min 进行一次油润滑, 润滑油型号为 CD40。 2.2.4 测量方案
关键词: 内燃机 活塞环 缸套 磨损 Ke y words : I.C. e ngine , pis ton ring, line r, we a r
1 前言 活塞环- 缸套作为内燃机中一对最重要的摩擦
副, 对发动机的动力性、可靠性、耐久性有着极大 的影响。活塞环- 缸套的磨损直接影响着发动机的 工作, 也影响着发动机的机械效率。资料表明内燃 机 的 燃 烧 能 量 中 有 10%~20%消 耗 在 机 械 损 失 , 而 内燃机的机械损失主要由五部分组成 : [1 ̄2] 活塞及 活塞环与气缸套之间的摩擦损失; 曲轴连杆系及液 体摩擦损失; 驱动附属机构的功率损失; 气门机构 摩擦损失和泵损失。损失比例见表 1。
在上述试验条件下, 进行活塞环- 缸套之间摩 擦力随磨损时间的变化情况, 试验结果如图 6 所 示。
由曲线图可以看出, 在跑合磨损阶段, 摩擦力 起伏较大, 采样数值也偏大; 在稳定磨损阶段, 摩 擦力较平稳, 数值也不大; 在剧烈磨损阶段, 摩擦
( 363) - 27 -
图 6 摩擦力变化的对比曲线图
种样品分别进行了试验, 具体参见表 3。
图 2 改进的试验装置
2.2.5 加载方案 对活塞环和缸套之间进行加载有 3 种方案, 第
一加载方案为液压加载, 它可以实现精确加载的要 求, 但从安装角度考虑, 因为活塞是运动的, 油管 的密封性很难保证, 而且加工难度比较大, 装配精 度不好保证, 因而不宜采用。第 2 种为胀套加载, 如图 3 所示。由于胀套本身重力, 会影响活塞环与 缸套之间的摩擦力, 当螺母拧到一定程度时, 就不