注塑产品模具可行性分析(DFM)PPT课件
DFM培训 PPT

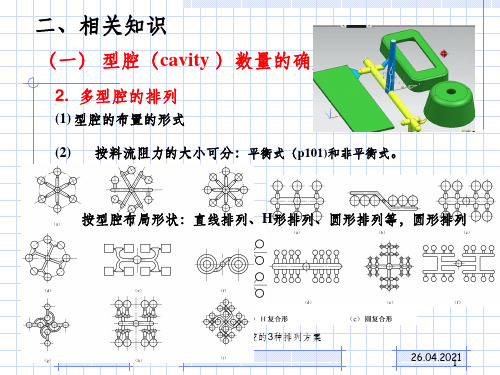
二、 如何制作DFM
4.2产品的结构分析
3)结构件R角位分析; 4)拔模角度分析;
a,铸造圆角半径的计算(mm)
b, ①、由此斜度而引起的铸件尺寸偏差, 不计入尺寸公差值内。
②、表中数值仅适用型腔深度或型芯高 度≤50mm,表面粗糙度在Ra0.1,大端与小端 尺寸的单面差的最小值为0.03mm。当深度或高 度>50mm,或表面粗糙 度超过Ra0.1时,则脱 模斜度可适当增加。
DFM不是单纯的一项技术,从某种意义上,它更象一种思想,包含在产品 实现的各个环节中。
从窄意上讲,要充分的考虑生产情况,便于可制造的设计。 从广义上讲,设计要符合多元化的生产需求,为生产提供更多的选择,降 低成本。
也就是Design for money-创造价值的设计!
大家好
什么是DFM!2
一.总述
b,很多时候,客户给到我们压铸毛坯时,都是没有圆角与倒 角的,有些位置甚至是锐角,不管是客户要求结构还是设计 者的未加修饰,我们必需把整个铸件仔细检查一遍,把所需 的尖角锐角找出来,与客户讨论设变。
铸Байду номын сангаас圆角
压铸件各部分相交应有圆角(分型面处除 外),使金属填充时流动平稳,气 体容易排出,并可避免因锐角而产 生裂纹。对于需要进行电镀和涂饰 的压铸件,圆角可以均匀镀层,防 止尖角处涂料堆积。 压铸件的圆角半径R一般不宜小于 1mm,最小圆角半径为0.5 mm;模 具在清角状态下,自然圆角半径为 0.3mm.
3.什么时候才需要做DFM?
1)首先业务部门接到客户开发新产品通知,通过首次报价得到客户的承认,接到客户的要求与意向,需 对新产品做符合压铸工艺的分析; 2)确认需开模的产品,但铸件的2D与3D不符合压铸要求,或者有风险性,必需做DFM评估分析与客户 确认;
注塑产品模具可行性分析(DFM) PPT

Parting line
P/ LINE
蓝色为PL线 Blue line is PL line.
Notes: please advice any concern on propose parting line.
Cavity PL
Core
Parting line
确认是否能 更改(客户 不能理解此 处具体意思 );客户回 复分型线有 问题,都是 放在最下面 的,不会出 现插穿面, 乐新下来根 据客户意见 重新分析
Core side slider 1 ,2 and slider insert line (both side are the same) 后模行位1和2(左右两侧)
倒扣问题,PPT说 明不清楚,乐新重 新更新
Notes: please advice any concern on witness line form by lifter.
产品周圈无出模斜度 ,建议减胶拔模出后 模 This position around the Parts do not have demolding draft angle ,need to modify
客户下来检查数 据
Core side Cavity side
? ? ?
Gate layout
三点位置针阀式热嘴转搭底进胶 3 point valve gates turn to edge gate
Part Layout
Need to show part layout to avoid customer misunderstood our proposal Tool top
P/ LINE
参考 Cavity S301
(2024年)《DFM培训资料》课件

05
03
调整工艺参数
根据产品特性和实际生产情况,调整 工艺参数,如温度、压力、时间等, 以减少缺陷产生。
04
强化员工培训
提高员工操作技能和质量意识,确保 生产过程稳定可控。
2024/3/26
14
04
生产过程监控与数据采集技术应 用
2024/3/26
15
生产过程关键参数监控方法
基于传感器的实时监控
焊接工艺
机械加工工艺
通过加热或加压,或同时加热加压的方式 ,使两个分离的金属表面达到原子间的结 合,形成永久性连接。
通过切削、磨削等机械加工方法,去除材 料并达到所需形状、尺寸和表面质量的零 件。
2024/3/26
8
设备结构特点及工作原理
铸造设备
包括熔炼炉、浇注机、造型 机等,其工作原理是将金属 熔化后倒入模具中,经冷却 凝固得到铸件。
9
工艺参数设置与调整方法
01
02
03
04
铸造工艺参数
包括熔炼温度、浇注温度、模 具温度等,需根据金属种类和
铸件要求进行调整。
锻造工艺参数
包括锻造温度、锻造力、锻造 速度等,需根据金属种类和锻
件要求进行调整。
焊接工艺参数
包括焊接电流、电压、焊接速 度等,需根据金属种类和焊接
要求进行调整。
机械加工工艺参数
2024/3/26
特征提取与选择
从预处理后的数据中提取出与生产过 程相关的特征,如设备运行参数、产 品质量指标等,并选择合适的特征进 行后续分析。
结果展示与应用
将实时数据分析结果通过图表、报告 等形式进行展示,为生产管理人员提 供决策支持,同时可将分析结果应用 于生产过程的优化和改进。
什么是DFM注塑模具的设计DFM要点(一)2024

什么是DFM注塑模具的设计DFM要点(一)引言概述:DFM(Design for Manufacturing)是一种注塑模具设计的方法,旨在提高生产效率、降低成本、提升产品质量。
本文将围绕DFM注塑模具设计的要点展开探讨,帮助读者更好地理解和应用DFM设计原则。
正文内容:一、材料选择1. 根据产品特性选择合适的材料,考虑其熔融温度、流动性、收缩率等因素。
2. 增加材料的可再生性和可回收性,符合环保和可持续发展的要求。
3. 考虑材料的成本和可供应性,避免因材料不稳定导致生产问题。
二、模具结构设计1. 合理设计模具的冷却系统,确保产品快速冷却,提高生产效率。
2. 避免模具过于复杂,减少制造成本和模具维护成本。
3. 确保模具的刚度足够,避免因模具变形而导致产品变形或尺寸偏差。
三、产品结构设计1. 设计符合注塑工艺要求的产品结构,避免过于复杂的形状和壁厚不均匀等问题。
2. 考虑产品的装配性和模具的脱模性,减少脱模力和装配难度。
3. 考虑产品的设计可靠性和强度,避免产品在使用过程中出现断裂或变形等问题。
四、工艺参数设定1. 合理选择注塑机的射出速度、压力和温度等参数,确保产品质量。
2. 设计合理的料斗和喂料系统,确保材料供给平稳、无堵塞。
3. 考虑模具的填充、冷却和脱模过程,优化工艺参数,提高生产效率和产品质量。
五、模具维护和改进1. 建立定期维护计划,保证模具的正常运行和寿命。
2. 收集和分析模具运行数据,及时发现并解决潜在问题,改进模具设计。
3. 与模具制造商和生产工厂建立良好的沟通渠道,共同解决技术问题和改进模具性能。
总结:DFM注塑模具设计要点包括材料选择、模具结构设计、产品结构设计、工艺参数设定和模具维护与改进等方面。
合理应用DFM设计原则可以提高注塑模具的生产效率、降低成本并提升产品质量,对于企业的持续发展具有重要意义。
什么是DFM注塑模具的设计DFM要点(二)2024
什么是DFM注塑模具的设计DFM要点(二)引言:DFM(Design for Manufacturing)是指在产品设计阶段考虑制造工艺的要求,以确保产品在注塑模具的设计和制造过程中能够高效、精确地实现预期的功能和质量。
本文将探讨DFM注塑模具设计的要点。
正文:一、材料选择1. 考虑产品的使用环境和要求,选择适合的注塑材料,如耐高温、耐磨损等特性。
2. 分析材料成本和性能之间的权衡,确保选择的材料能够满足产品的功能需求。
二、结构设计1. 确定模具的开模方向和分型线,以便在注塑过程中能够顺利脱模。
2. 避免设计尖角、薄壁等容易导致模具变形或破损的结构,保证模具的稳定性和寿命。
3. 合理设计模具的冷却系统,以提高注塑过程中的冷却效果,缩短循环周期,提高生产效率。
三、尺寸与公差1. 对注塑零件的尺寸、公差进行分析和评估,确保设计的模具能够实现精确的注塑成型。
2. 确保模具的尺寸设计符合注塑机的要求,避免在注塑过程中发生卡料、卡模等问题。
四、模具通用化设计1. 设计模具时考虑通用化和标准化,以便在不同产品生产中能够灵活应用。
2. 遵循模具设计的规范和标准,确保设计的模具符合行业要求,提高生产效率和质量稳定性。
五、模具维护和保养1. 设计师应考虑模具的维护和保养问题,设计易于拆卸、清洗和更换模具零部件的结构。
2. 在模具设计中考虑模具的易损部件,如流道、喷嘴等,以方便维修和更换。
总结:DFM注塑模具设计的要点包括材料选择、结构设计、尺寸与公差、模具通用化设计和模具维护与保养。
通过考虑这些方面的要点,可以帮助设计师在注塑模具设计过程中优化生产效率、提高产品质量,并确保模具能够长期稳定运行。
注塑模设计PPT课件

第3章 常用塑料、制品的注射成型 3.1 常见塑料的注射成型 四、PA6(聚酰胺6或尼龙6) (1)典型应用范围
由于有很好的机械强度和刚度被广泛 用于结构部件。 由于有很好的耐磨损特性,还用于制 造轴承。
•12
第3章 常用塑料、制品的注射成型 3.1 常见塑料的注射成型
四、PA6(聚酰胺6或尼龙6)
•21
第3章 常用塑料、制品的注射成型 3.1 常见塑料的注射成型 六、PVC (聚氯乙烯) (1)典型应用范围
供水管道,家用管道,房屋墙板,商 用机器壳体,电子产品包装,医疗器械, 食品包装等。
(2)注塑工艺及模具条件
干燥处理:通常不需要干燥处理。 熔化温度:185~205℃ 模具温度:20~50℃
聚物。
➢一个是苯乙烯-丙烯腈的 连续相;
➢另一个是聚丁二烯橡胶 分散相。
ABS的特性主要取决 于三种单体的比率以 及两相中的分子结构。 这就可以在产品设计 上具有很大的灵活性。
④ABS材料具有超强的易加工性,外观特性,低蠕 变性和优异的尺寸稳定性以及很高的抗冲击强度。
•4
第3章 常用塑料、制品的注射成型 3.1 常见塑料的注射成型 二、PC(聚碳酸酯) (1)典型应用范围
(2)注塑工艺及模具条件
干燥处理:如果材料是用防水 材料包装供应的,则容器应保持 密闭。如果湿度大于0.2%,建 议在80℃以上的热空气中干燥16 小时。如果材料已经在空气中暴 露超过8小时,建议进行105℃, 8小时以上的真空烘干。 熔化温度:230~280℃,对于 增强品种为250~280℃。 模具温度:80~90℃。
第3章 常用塑料、制品的注射成型 3.1 常见塑料的注射成型
一、ABS(丙烯腈-丁二烯-苯乙烯共聚物)
五金模具工程DFM分析报告ppt课件

四.原因分析及改善对策:
圖10
20
四.原因分析及改善对策:
5。对于旧模(SE194A-SE194I, SE194N10-SE194N12)高低PIN不 稳定变化快,维修较困难。
原因:模具结构不合理; 对策:在模具上增加高低PIN调整装置。(附图11,图12)
图11
21
四.原因分析及改善对策:
对策:
A。将分料冲子及刀口由原来的
改为
B。刀口中心位置不变的情况下将刀口位移0。25MM使其对称。(附图14)
24
四.原因分析及改善对策:
圖14
25
四.原因分析及改善对策:
8.就模具整体而言,稳定性很差:
原因: 模具生产时间较长加之各部分导向零件磨损严重,精度不够。 对策: 更换模具主付导柱及导套,衬套。并由原来的付导套及衬套(线性衬套)改
1)間隙合理:裂縫重合;剪切面較大;塌角面,毛頭,錐度較小,斷面質量好.
毛刺
沖子
撕裂面
板料 刀口
11
剪切面 塌角面
四.原因分析及改善对策:
2) 間隙過小:裂縫不重合;材料二次剪 切;斷面形成二個剪切面;毛頭大. 上下裂紋之間的材料被第二次剪切,產生兩個剪切面.容易产生铜丝。
沖子 板料
刀口
剪切面 二次剪切易產生銅絲處
剪切面
塌角面
毛刺
12
四.原因分析及改善对策:
3) 間隙過大:裂紋不重合;變形區 材料受拉伸;剪切面小;塌角面,撕裂面,毛 頭很大;斷面質量差.
毛刺很大形成毛邊
沖子
撕裂面
板料 刀口
13
剪切面 塌角面
四.原因分析及改善对策:
B 切破刀口之固定框口长期受力磨损变形,导致剪切间隙不均: (附图6)
模具设计DFM模板.精选ppt

Cavity Insert
10
做浮动镶件, 避免产品粘前
模
整理
9
9
镶件分析 Insert analysis
Customer comment. (please give your approval and comments)
OK or NG Remark
Approval by: Date
Core Insert
Customer comment. (please give your approval and comments)
OK or NG
Remark
Approval by:
Date
cavity side
core side
整理
4
4
进浇口建议 Gate Advice(方案一)
冷流道,两点潜水入胶
冷流道,潜水入胶。优点:不需热流道板。缺点:流道长,注塑压力大。
整理
13
13
分型线分析 PL analysis
Customer comment. (please give your approval and comments)
OK or NG
Remark
Approval by:
Date
为简化加工及分型,指示处减 胶0.03MM,出后模
整理
14
14
擦穿位置分析 Shut off position
Mould No.
FS0000E
Customer Name
Customer mould No.
UKAG 请客人提供
Part No. Screen Side Frame
Cavities
1+1
IATF16949带解释PPT课件

——————————————————
.
21
4.4.1.2产品安全
组织应有形成文件的过程,用于与产品安全有关的产品和制造过程管理;形成文件的过 程应包括但不限于(在适用情况下): a)组织对产品安全法律法规要求的识别; b)向顾客通知a)项中的要求; c)设计FMEA的特殊批准; d)产品安全相关特性的识别; e)产品及制造时安全相关特性的识别和控制; f)控制计划和过程FMEA的特殊批准; g)反应计划(见第9.1.1.1条); h)包括最高管理者在内的,明确的职责,升级过程和信息流的定义,以及顾客通知;
注1:在本标准中,术语“产品”或“服务”仅适用于预期提供给顾客,或顾客
所要求的产品
注2:法律法规要求可称作法定要求。
——————————————————
.
4
1.1范围-汽车行业对ISO9001:2015的补充
本汽车QMS标准规定了汽车相关产品(包括装有嵌入式软件的产品)的设计、生产, 以及(相关时)装配、安装和服务的质量管理体系。 本汽车QMS标准适用于制造顾客指定生产件、服务件和/或配件的组装生产。 应当在整个汽车供应链中实现本汽车QMS标准。
——————————————————
.
6
2.1规范性引用标准和参考性引用标准
附录A(控制计划)本汽车QMS标准的规范性部分 附录B(参考书目—汽车行业补充)为参考性部分,提供了有助于理解和使用本汽 车QMS标准的附加信息。
每个零件编号有一个控制计划;但是在很多案例中,一个控制计划族可以涵盖采 用了共同过程所生产的这类相似零件。控制计划是质量计划的输出。
配件
在交付给最终顾客之前(或之后),与车辆或动力总成以机械或电子方式相连的
顾客指定的附加部件(如:定制地垫、车厢衬、轮罩、音响系统加强件、天窗、
模具设计模具DFM分析剖析PPT课件

第17页/共19页
THE END !
18
第18页/共19页
感谢您的观看。
第19页/共19页
DFM,是Design for manufacture 的英文简称,理解为面向制造的设计。
面向制造的设计 是指产品设计需要满足产品制造的要求,具有良好的可制造性,使得产品 以最低的成本、最短的时间、最高的质量制造出来。 根据产品制造工艺的不同,面向制造的设计可以分为: a.面向注塑加工的设计 b.面向冲压的设计 c. 面向压铸的设计
10
第10页/共19页
分型设计
主型线
Cavity
碰穿分型线 插穿位置分型线
第11页/共19页
Core
11
镶件设计
制作圆形镶件,有 利注塑排气,产品 成型,以及加工
制作镶件,有利注 塑排气,产品成型, 以及成型特征加工
1, 有利注塑排气,产 品成型及顶出
本章目录
6.1 DFM的定义 ………....................…………… 6.1 DFM的意义 ………....................…………… 6.1 DFM分析模板 ………....................…………
第3页 第4页 第5~18页
1
第1页/共19页
6.1 DFM的定义
3DDL特训营 ABS;0.5% 10万次 一出四 标准龙记模架 718H 模芯冷却、模架冷却 点浇口模具、两板模侧浇口、侧滑块、 30天
5
第5页/共19页
产品布局
6
第6页/共19页
拔模分析
Cavity
Core
7
第7页/共19页
拔模分析
Cavity
注塑产品模具可行性分析(DFM) 精选1篇

注塑产品模具可行性分析(DFM)一、引言随着科技的不断发展,塑料制品在各个领域的应用越来越广泛,而注塑工艺作为一种常用的塑料制品制造方法,已经成为了工业生产中不可或缺的一部分。
然而,注塑产品的生产过程中,模具的设计与制造对于产品质量和生产效率具有至关重要的影响。
因此,对注塑产品模具的可行性进行分析,以期为企业提供合理的设计方案,提高生产效率和产品质量,具有重要的实际意义。
二、注塑产品模具的定义与分类1. 注塑产品模具的定义注塑产品模具是指用于生产注塑制品的金属或塑料制件,其主要功能是通过加热使原料熔融注入模具型腔,经过冷却定型后取出成型品。
模具通常由上模、下模、浇口系统、冷却系统等组成。
2. 注塑产品模具的分类根据模具的结构和功能,注塑产品模具可以分为以下几类:(1)单工位模具:一个工位完成全部生产过程,适用于生产批量较小的产品。
(2)双工位模具:两个工位交替完成生产过程,适用于生产批量较大的产品。
(3)多工位模具:多个工位同时完成生产过程,适用于生产批量非常大的产品。
(4)自动换模系统:通过机械装置实现模具的自动更换,提高生产效率。
三、注塑产品模具设计的基本原则1. 合理性原则:模具的设计应符合生产工艺的要求,能够满足产品的尺寸、形状、表面质量等方面的要求。
2. 经济性原则:模具的设计应尽量降低成本,包括材料成本、加工成本、维修成本等。
3. 可靠性原则:模具的设计应具有良好的使用寿命和稳定性,确保生产的连续性和一致性。
4. 安全性原则:模具的设计应符合安全规定,避免因操作不当或设备故障导致的事故发生。
四、注塑产品模具设计的关键技术1. 确定注塑产品的几何形状和尺寸:根据产品的使用要求和生产工艺条件,选择合适的模具结构和尺寸。
2. 选择合适的材料:根据模具的工作条件和使用寿命要求,选择合适的金属材料(如铝合金、钢材等)或高分子材料(如聚乙烯、聚丙烯等)。
3. 设计合理的浇口系统:浇口系统是模具中的重要组成部分,直接影响到产品的成型质量。
注塑成型模具设计PPT课件
1
1 注射模设计基本程序
1.了解塑件的技术要求 2.根据塑件形状尺寸,估算塑件体积和重量 3.分析塑件,确定成形方案 4.绘制方案草图 5.设计计算 6.绘制模具设计总装图 7.绘制零件工作图 8,经过全面审核后投产加工
2
2 注射模设计实例
塑料制品如图,大批量生产,试进行塑件的成型工艺和模具设计。
尺寸精度 该零件重要尺寸如:12.1mm、12.1 mm、15.1mm、 15mm等精度为3级,次重要尺寸如:13.5 mm、17mm、 10.5mm、14mm等的尺寸精度为4~5级。
壁厚 壁厚最大处为1.3mm,最小处为0.95mm,壁厚差为 0.35mm,较均匀,有利于零件的成型。
表面质量 该零件的表面除要求没有缺陷、毛刺,内部不得有导 电杂质外,没有特别的表面质量要求,查表可取塑件表面粗糙 度Ra1.6,对应模具成型零件工作部分表面粗糙度为Ra0.4~0.8, 故比较容易实现。
另加3~5mm的抽芯安全系数,可取抽芯距S抽=4.9mm。 ②确定斜导柱倾角 斜导柱的倾角是斜抽芯机构的主要技术
参数之一,它与抽拔力以及抽芯距有直接关系,—般取 α=15°~20°,本例中选取α=20°。
③确定斜导柱的尺寸 斜导柱的直径取决于抽拨力及其倾斜 角度,可按设计资料的有关公式进行计算,本例采用经验估 值,取斜导柱的直径d=14mm。斜导柱的长度根据抽芯距、 固定端模板的厚度、斜销直径及斜角大小确定(参见斜导柱 长度计算公式)。
②下凹模镶块型腔侧壁厚度计算 下凹模镶块型腔为组合式矩形型腔,根据
组合式矩形侧壁厚度计算公式
S强 .
pH1l 2
2H
取p=40MPa(选定值);b=12mm;l=16.95mm;H1=12-1.3=10.7mm; H=H1+h=35.7mm;[σ]=160MPa(底板材料选定为45钢)。代人公式计 算得:S强=3.28mm。
塑料注射模具设计PPT课件
(a)
图 4-26 主流道
(b)
2008年3月6日
第三节 浇注系统的设计
四、主流道设计与制造
定位环与浇口套的关系
图 4-27 定位环与浇口套
2008年3月6日
(4)浇口套常采用标准件,材料取45钢,装配后的加工。
2008年3月6日
四 分流道设计
作用:使塑料熔体的流向得到平稳的转换并尽快 地充满型腔。
26.04.2021
第二节 塑件在模具中的位置设计
三、分型面的选择原则
有利于保证塑件质量
图 4-6 分型面的选择
尽量减少塑件在分型面上的投影面积
26.04.2021
第二节 塑件在模具中的位置设计
三、分型面的选择原则
有利于保证塑件质量
图 4-7 分型面的选择
要满足塑件的精度要求,比如同心度、同轴度、平行度等等
品外观、尺寸精度、物理性能和成型效率。
浇口过小:易造成充填不足(短射)、收缩凹陷、熔接痕等
外观上的缺陷,且成型收缩会增大。
浇口过大:浇口周围产生过剩的残余应力,导致产品变形
或破裂,且浇口的去除加工困难等。
2008年3月6日
2.浇口的类型及特点: 1)直接浇口(主流道型浇口):
直接浇口广泛应用于单型腔模具
1.主流道:把塑料熔体引入模具。 2.分流道:平稳地转向和分流 3.浇口:流道中最狭小的部分 作用:①调节、控制料流速度 ②调节、控制补缩时间 ③防倒流 4.冷料穴:储存冷料,防止冷料进入型腔。 ①堵塞浇口 ②影响塑件质量 浇注系统的设计是否适当,直接影响成型品的外观、物性、 尺寸精度和成型周期。
三、分型面的选择原则
分型面的选择要有利于简化模具结构
DFM模具样板

A. 产品平均胶厚1.58,最大胶厚6.06,产品胶 厚不均,箭头所指的红色位置易产生缩水,建
Status:
不合理
合理
议产品掏胶处理,谢谢。
Date:
15
Parting Line(Parting Surface/Appearance/Witness Line )(分型线)
Description and Proposal(问题描述及建议)
Design For Manufacturing (DFM)
Overview/概述 General Information/总体资料 Part Overview/产品概况 Cavity Layout/型腔布局 Draft Analysis/拔模分析 Thickness Analysis/厚度分析 Parting Line/分型线
CAV COR
A. 产品分型线,请确认,谢谢!
Status:
Date:
23
Mold Structure ( Slider/Lifter/Ejector Pin/Insert)(模具结构)
A.如图产品洋红色面分型线处,后模有倒扣,建议倒扣处后模减胶做3°拔模,谢谢! B. C.
A.如图产品洋红色面分型线处,后模有倒扣, 建议倒扣处后模减胶做3°拔模,谢谢!
Status:
Date:
19
Mold Structure ( Slider/Lifter/Ejector Pin/Insert)(模具结构)
Description and Proposal(问题描述及建议)
A.如图产品红色面分型线处,后模有倒扣,建议倒扣处后模减胶做3°拔模,谢谢! B. C.
A.如图产品红色面分型线处,后模有倒扣,建 议倒扣处后模减胶做3°拔模,谢谢!
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Resin supplier:
N/A
Runner Sys:
2 plate
Gate type :
Ticona Celstran PPResin Grade
LGF 40-2
Hot runner
No. of Hot Tip
针阀式转冷流道进胶 3 point valve gates Automatic: turn to edge gate
the same)
OK or NG
remark
Approval by:
date
Notes: please advice any concern on propose parting line. .
Parting line
P/ LINE
此处建议做3度左右减胶拔 模,模具上需插穿 We suggest reduce plastic to increase the draft angle to 3 degree.
S401 Rear Frame DFM CAD version number:95_23335_A01
.
Product information
产品尺寸 Product size:311.06*935.6*62.4
Segment : Project name : Part name :
/ S401 Rear Frame
S401
Special tool : Cosmetic part (Y/N): Cosmetic finishing
N/A
Core steel
S50C/1.2343
N
Slider steel
S50C/1.2343
Lifter and small
N/A
1.2344
insert steel
Customer comment. (please give your approval and comments)
Notes: please advice any concern on propose parting line.
Customer comment. (please give your approval and comments)
OK or NG
remark
Approval by:
date
.
Part Layout
Need to show part layout to avoid customer misunderstood our proposal Tool top
目前没有插穿角度,为简化分型面,
此处做5°以上插穿(左右两侧)
This position do not have shut off
angle. For To simplify the parting
line, we suggest make 5 degree
shut off shutoff angle. (Both side are Customer comment. (please give your approval and comments)
P/ LINE
蓝色为PL线 Blue line is PL line.
Notes: please advice any concern on propose parting line.
Cavity PL
Core
Customer comment. (please give your approval and comments)
.
Cavity and core Impression
Core Cavity
.
Tool information
Need your input and correction to below information:
Resin material : Tonnage Tool type :
PP LGF 40
OK or NG
remark
Approval by:
date
.
Parting line
确认是否能 更改(客户 不能理解此 处具体意思 );客户回 复分型线有 问题,都是 放在最下面 的,不会出 现插穿面, 乐新下来根 据客户意见 重新分析
P/ LINE
参考 Cavity S301
PL Core
蓝色为PL线 Blue line is PL line.
Shrinkage with orientation
X
?
Y
?
Z
?
Customer comment. (please give your approval and comments)
OK or NG
remark
Approval by:
date
.
Gate layout
三点位置针阀式热嘴转搭底进胶 3 point valve gates turn to edge gate
OK or NG
remark
Approval by:
date
.
Shrinkage
Y X
Notes: above shrinkage is estimated according to our understanding, pls correct it if there is any risk of getting right dimension
3 point HRS Or Synventive
YES
No. of Gate. (Each part)
3
Part weight (g) :
666G
Cavity steel
S50C/1.2343
Forecast volume (shot) No. of Cavity:
Family with:
N/A 1
Thickness : PM/PE DFM by:
2MM
/
XIAO
RE Date Update or added sliders V
Part No:
95_23335_A01 Checked by:
qing
Remark:
95_23335_A01_-
3D Rev
___FRAME_REAR_CA_S401______________3DORG____1_1_
Notes: this is very rough layout, but it is a Useful guidance for our tool designer.
.
Benchmark Location
出模方向 Demolding direction
客户确认所有安装孔 都是一个方向
.Байду номын сангаас
Parting line