大型带式焙烧机漏风原因分析
磨煤机主轴漏热风原因分析及对策

磨煤机主轴漏热风原因分析及对策[文摘] :在历次处理磨煤机主轴漏风经验的基础上,通过分析、现场检测、诊断,认为磨煤机主轴漏风是主轴密封环与主轴间隙过大,密封风风压低于一次风压,使一次风混合物(煤粒及碎石)进入主轴密封圈,把密封圈里填料碳金环卡死,造成主轴间隙过大,是主轴漏热风的主要原因,采用改造主轴密封圈解决漏热风的问题。
[关键词]磨煤机主轴密封环、漏热风、诊断、处理、效果。
一、概况本公司三期工程2台135MW机组锅炉配备的制粉系统为直吹式正压MPS1410A中速磨直吹式制粉系统。
每台炉配备四台磨煤机,按三运一备原则设计。
磨煤机的作用是集碾磨、干燥、选粉、送粉功能为一体,干燥剂(一次风)通过气室均匀地从喷嘴环高速喷出与磨室内物料相迂,达到干燥、输送煤粉进入炉膛燃烧。
该磨煤机配备电机为210kW、转速985r/min,另配备有密封风机、(密封磨机主轴、磨辊、拉杆等处漏粉)稀油站、(润滑变速箱)液压站,(加载)主轴漏热风及煤粒、碎石等,直接影响机组各项经济指标的完成。
且多次被迫降负荷或停机处理,磨煤机主轴漏热风威胁着机组的安全经济运行。
二、原因分析1、135MW机组投产以来,存在磨煤机主轴漏热风的问题,经常使变速箱油温升高,推力瓦报警,磨煤机跳闸。
厂家多次对磨煤机主轴进行改造,主轴密封圈由数齿形改装成主轴填料。
结果还是解决不了主轴漏热风的问题。
在大修中测量发现密封环与主轴径向间隙过大,8—10mm,煤矸石进入主轴使主轴填料(碳金环)挤撞,损坏主轴填料(碳金环)造成主轴漏热风、漏煤粉。
2、磨煤机主轴漏风,一般来说漏点风属于正常的,因为它是靠密封风机的压力冷风来密封、冷却、清扫主轴及密封圈填料的,本厂掺烧的小窑煤煤质差,煤矸石多进入主轴使填料损坏、卡死,使主轴径向间隙增大,此时密封风机风压降低,一次风风压大于密封风机风压时,大量的一次风(热风)由主轴向外泄漏,使变速箱油温升高,推力瓦报警,磨煤机跳闸。
烧结机漏风问题分析与治理
l 存在 问题
2 原 因分析 漏 风 主 要 集 中在 以下 几 个 部 位 : ① 烧 结 风 箱
莱钢股份炼铁厂烧结机有效烧结面积 1 0 5 m , 经2 0 0 2 年扩容后 , 有效烧结面积达 1 3 2 m 。主抽风 机为 L 2 N 3 4 2 5 . 0 2 . 8 4 D B L 6 T 型双吸式离心鼓 风机 , 由T D 3 9 0 0 — 6 / 1 7 3 0 型同步电动机驱动 , 额定功率为 3 9 0 0 k W、 额定 电压 1 0 k V 、 额定 电流 2 5 8 A 、 风 量 9 5 0 0 m 3 / m i n 。 由于采用 的是抽风烧结工艺 , 风量决 定 了烧结矿质量 和烧结生产效率 , 烧结产量 与通 过 料 层 的风 量 具有 准 正 比关 系 。 目前 风 机 电耗 占 烧结工序总能耗的7 0 %一 8 0 %, 原因是烧结机漏风 , 3 台烧结机漏风率测试结果如表 1 所示 。
表1 3台烧结机 系统漏风率测试 结果 %
从 表 中可 以看 出烧结 机系统 漏风 率平 均为 5 2 % 5 8 %。漏风制约着烧结 生产能力 的提 高 , 造 成生产 成本上 升 。由于漏 , 漏风使料层 中的燃料燃烧 不稳 定 、 不充 分 , 并 污 染 了环境 。
技术改造与改进
第3 2 卷2 0 1 4 年第 5 期( 总第 1 7 3 期)
锅炉运行漏风问题的对策探析

锅炉运行漏风问题的对策探析锅炉作为工业生产中常用的设备,扮演着热能转换的关键角色。
在锅炉运行过程中,漏风问题可能会对设备的稳定性和效率造成影响。
探析锅炉运行漏风问题的对策,对于提高设备效率、延长设备寿命具有重要意义。
一、漏风问题的原因分析1. 设备老化:锅炉设备长时间运行后,由于受热膨胀和冷缩的影响,各部件之间的连接可能出现松动,导致漏风问题的产生。
2. 设备质量:低质量的设备在制造过程中可能存在缺陷,如焊接不牢固、密封不严等问题,从而导致漏风情况的发生。
3. 操作不当:锅炉的运行和维护需要经过专业培训的人员进行操作,操作不当也可能导致设备出现漏风问题。
二、对策探析1. 设备维护:定期对锅炉设备进行维护保养,检查各部件的连接情况和密封性能,及时发现并解决漏风问题。
2. 设备升级:对于老化严重的设备,可以考虑进行部分零部件的更换或整体设备的升级,提高设备的密封性能。
3. 操作规范:加强对锅炉操作人员的培训和管理,确保操作规范,避免因为操作不当导致漏风问题的产生。
四、效果评估1. 节约成本:定期维护和设备升级,可以减少因漏风问题而导致的能源浪费,节约生产成本。
2. 提高效率:保证锅炉设备的正常运行,能够提高能源利用效率,提高生产效率。
3. 延长寿命:正确的操作管理和设备维护保养,能够延长锅炉设备的使用寿命,减少更换设备的频率。
五、结语通过对锅炉运行漏风问题的对策探析,可以有效降低设备出现漏风问题的概率,提高设备的稳定性和效率,延长设备的使用寿命,对于企业的生产和经济效益具有积极的意义。
企业在实际操作中应该根据自身情况制定适合的对策方案,并严格执行,以确保设备的安全稳定运行。
分析烧结机漏风治理技术研究现状与发展
分析烧结机漏风治理技术研究现状与发展烧结机作为烧结生产线上的重要设备,其漏风问题一直是烧结过程中的关键技术难题。
漏风会导致冷烧结、烧结料流失增加、热能和气体泄漏等问题,降低了烧结机的生产效率和产品质量,另外还会造成了环境污染和能源浪费。
研究烧结机漏风治理技术,对于提高烧结机生产效率、节约能源、减少环境污染具有重要意义。
一、研究现状1. 烧结机漏风问题分析烧结机漏风主要表现在烧结机设备的密封不严、烧结机内部压力失控、管道漏风等方面。
这些问题造成了烧结机的正压力不足、负压力过大、热风流量不稳定等现象,严重影响了烧结机的稳定性和生产效率。
需要对烧结机漏风问题进行深入分析,找出漏风的原因和位置,以便采取相应的措施进行治理。
2. 烧结机漏风治理技术研究进展目前,针对烧结机漏风问题,相关领域的研究人员开展了大量的技术研究工作,主要集中在以下几个方面:(1)材料选择与改性材料的选择与改性是研究烧结机漏风治理技术的重要手段之一。
针对烧结机设备的密封部件,研究人员通过选用耐高温、耐磨损、耐腐蚀的新型材料,并对材料进行改性,提高其抗压、抗渗透等性能,从而达到提高密封性能的目的。
(2)结构设计优化烧结机的结构设计优化是解决漏风问题的关键。
目前,研究人员对烧结机内部的结构进行优化设计,包括提高密封性的关键部件的设计及安装方式、改进漏风部位的结构设计等,从而提高烧结机的密封性能。
(3)密封技术改进密封技术的改进是解决烧结机漏风问题的有效途径。
研究人员当前致力于开发新型的密封技术,如高温密封技术、减少密封面磨损的技术等,以提高烧结机的密封性能。
(4)智能控制技术智能控制技术在烧结机漏风治理技术研究中也占有重要地位。
研究人员通过智能控制技术,对烧结机的密封部件进行实时监测,及时发现漏风问题,并采取相应的措施进行治理,从而提高烧结机的密封性能和生产效率。
3. 烧结机漏风治理技术研究存在的问题尽管研究人员在烧结机漏风治理技术方面取得了一定的进展,但仍然存在一些问题亟待解决。
应对锅炉运行漏风问题的对策探析
应对锅炉运行漏风问题的对策探析随着工业生产的不断发展,锅炉已经成为许多工厂和企业的必备设备。
而在锅炉运行过程中,漏风问题是一个常见但又十分令人头痛的现象。
漏风不仅会导致能源浪费,增加企业的运行成本,还可能对环境造成影响,甚至引发安全事故。
如何有效应对锅炉运行漏风问题,对于提高工业生产的效率和保障安全生产具有重要意义。
一、漏风问题的原因分析漏风问题在锅炉运行过程中常常出现,其主要原因包括以下几点:1. 设备老化:随着设备的使用时间增长,锅炉的密封性能会逐渐下降,容易出现漏风现象。
2. 设计不合理:一些锅炉在设计时未考虑到充分的密封措施,导致在运行过程中容易发生漏风问题。
3. 维护保养不到位:锅炉在运行过程中需要定期进行检查和维护,如果管理不到位,容易出现设备老化导致的漏风问题。
4. 运行工艺不合理:部分生产工艺对于锅炉的运行要求较高,如果对相关工艺要求不合理,可能导致漏风问题的出现。
5. 强风压或真空度过大:锅炉在运行过程中,如果风压或真空度过大,也容易导致漏风问题。
二、应对漏风问题的对策针对上述原因,我们可以采取一系列的对策来应对锅炉运行漏风问题:1. 加强设备维护管理:定期对锅炉设备进行检查和维护,及时发现并修复漏风问题,保障设备的密封性能。
3. 完善生产工艺:优化生产工艺,尽可能降低对锅炉运行的要求,减少漏风问题的发生。
4. 配备适当的安全防护设施:在锅炉周围配备适当的安全防护设施,及时发现并治理漏风问题,保障生产安全。
5. 强化人员培训:加强操作人员的培训,提高他们对漏风问题的识别和处理能力,及时发现并应对漏风问题。
6. 提高锅炉的密封性能:采用更加先进的密封材料和技术,提高锅炉的密封性能,减少漏风问题的发生。
7. 定期检测监控:通过定期检测监控锅炉运行状态,及时发现漏风问题,并采取相应的应对措施。
以上对策并非固定的解决办法,针对不同的生产场景和设备状态,需要综合考虑并采取相应的措施。
加强设备维护管理、优化设计改进、完善生产工艺以及提高锅炉的密封性能是有效应对漏风问题的重要途径。
烧结机漏风综合治理

烧结机漏风综合治理【摘要】针对我厂实际情况,分析烧结机漏风原因,力争投资少,效益大,取得理想效果。
【关键词】烧结机;漏风;机头机尾密封;台车通道;滑道密封;日常维护1.改造前情况介绍我厂烧结机是1998年上马的步进式烧结机,由于原料紧张,一直没有进行大修和大的改进。
经过十余年的运行,虽不断修修补补,但使用成本较运行之初大幅提高,产量明显下降,已不能完全满足高炉的需要。
漏风情况严重,耗能高,产量低,产品质量下降,严重制约了生产。
为此,厂部决定利用近年市场相对萧条的时机,给烧结机做一次大的修复手术,让其重新焕发青春。
2.漏风情况分析由于多年运行,各部位变形、磨损情况较重,各个环节均有不同程度漏风。
主要有以下几个方面:[1]①抽风机管道漏风:我厂铁矿原料含硫较高,经过多年磨损和腐蚀,烟道处处是补丁,由于没有时间更换,平时只能修修补补,尤其烟道下部多处磨穿情况,其余各部位也有多处漏风情况。
只能是应付使用,决定整体更换。
②头尾密封装置。
我厂原先使用的是弹簧支撑式密封,经过长时间磨损,弹簧频繁受冲击力作用,长期受高温及废气腐蚀侵蚀,原有密封板弹性下降,台车梁也出现不同程度变形,两者之间间隙增大,不能达到理想的密封效果,漏风严重,是重点整治区域之一。
③台车之间漏风分析。
台车长时间处于高温环境,产生变形,致使台车挡板与台车体之间,上下挡边之间,台车与台车之间形成不同大小缝隙,漏风严重;由于当时设计问题,台车体压板每侧留有三个插销孔,孔大销小产生漏风。
这些漏风与设计及材质选择有关,影响大处理难,可以说只能加以改进减少漏风而无法避免。
④台车与固定滑道之间漏风。
我厂原采用台车与固定滑道密封,台车两侧密封槽内安装有弹性浮动滑板,利用其中的圆弹簧弹力把滑板压到固定滑道上,使台车滑板与固定滑道紧密接触,达到密封目的。
但是弹簧及固定用螺栓本身即有缝隙,设计之初密封槽与浮动密封滑板间留有间隙,经过一段时间,出现高温下浮动滑板卡死于密封槽内不能上下浮动,与固定滑道间有间隙,温度相对较低时浮动滑板与密封槽之间留有间隙也出现漏风的现象。
烧结系统漏风分析及治理
烧结系统漏风分析及治理摘要针对目前国内烧结系统漏风率普遍偏高的情况,本文从烧结系统设计的角度,分析了漏风产生的原因,并提出了相应的解决办法。
关键词烧结机;台车;漏风率;端部密封0 引言带式烧结机是烧结厂中最主要的设备,其主要形式是抽风烧结。
烧结系统漏风主要指在抽风作用下烧结台车铺底料高度以下的空气不通过料面而是通过各漏点进入烧结主排气管道中。
漏风不仅导致系统主抽风机能耗增加,烧结矿的产量和品质下降,而且对烧结烟气余热回收利用产生不利影响。
据统计,目前国内烧结机漏风率一般都达到40%以上,与国外先进水平日本20%相差甚远。
为此,本文从烧结机系统设计的角度,分析了漏风产生的原因,并提出了相应的解决办法。
1烧结系统漏风点分析通过对烧结机系统进行仔细分析,并综合现场的实际使用情况,烧结系统漏风主要体现在以下几个方面:1.1烧结机台车漏风台车漏风主要包括台车栏板之间漏风和台车密封装置与滑道之间漏风。
为适应热膨胀要求相邻两块台车栏板之间设计时保留了一定间隙会导致漏风。
台车的密封装置密封滑板由高强耐磨碳钢制作,用销轴及弹簧将其装入密封盒中,其中弹簧以适当的压力将密封滑板压于滑道上,以实现台车与风箱滑道之间的密封作用。
实际生产中台车密封滑板底面与滑道之间经长时间的使用之后会产生过渡磨损,导致台车密封板处的弹簧压紧力不足或失效,密封板上下不灵活会出现漏风,此处漏风为烧结现场主要漏风点之一。
1.2风箱和管道系统漏风风箱和管道系统中的烟气含有粉尘、高浓度硫酸等易磨损和易腐蚀的物质,而且高速烟气也对风箱侧面和管道内壁不断冲刷,长时间的使用后部分风箱和管道会出现开裂、穿孔现象,导致漏风。
法兰面的变形及密封垫的损坏也会引起漏风。
传统烧结机密封垫采用了石棉橡胶板材质垫片,使用时间长了石棉会开裂,并在抽风形成的负压作用下被吸走,导致漏风现象越来越严重,此处漏风为烧结系统主要漏风点之一。
1.3风箱端部密封漏风烧结机风箱端部密封分为头部和尾部密封,台车运行到这两个部位时有密封板与台车底梁形成密封,但由于风箱内负压高,密封板上有散料,台车底梁不平整,台车梁与密封板之间形成间隙导致漏风,这两个部位是烧结机的主要漏风点。
锅炉运行漏风问题的对策探析
锅炉运行漏风问题的对策探析
锅炉运行中的漏风问题很常见,如果不及时处理,将会影响锅炉的正常运行和使用寿命。
因此,探讨锅炉运行漏风问题的对策,对于保障锅炉运行的安全稳定具有重要的意义。
一、漏风原因分析
1. 锅炉设备老化:随着锅炉设备的使用年限增加,其中的密封材料老化损坏,导致气密性差。
2. 锅炉运行负荷变化:运行负荷的变化将直接影响锅炉的温度和压力,从而会导致漏风问题的出现。
3. 锅炉维护不当:日常维护保养不到位,比如灰斗和检修门密封不严等,都会导致漏风现象的出现。
二、漏风对策
1. 加强维护保养:锅炉日常的维护保养是防止漏风问题的有效途径。
比如定期检查锅炉的灰斗和检修门等,在发现密封不严时及时处理,保证正常运行。
2. 更换密封材料:锅炉设备的密封件如止口圈、胶条等材料,由于长期使用容易老化开裂,需要定期更换以保证锅炉的气密性。
3. 增加安全保护措施:安装风门、烟罩、密闭门等安全设施,可以有效防止漏风问题的发生。
4. 锅炉加压试验:锅炉在新建或检修后,应进行加压试验,以排除漏风问题。
5. 优化锅炉设备结构:在锅炉设备的设计和制造阶段,可以优化设备结构,改善密封状态。
比如增加密封圈、夹胶条等构造,使得设备的气密性更好,减少漏风。
三、结语。
干燥焙烧一体式隧道窑预热带主动漏风操作的不利影响及对策

中图分类号:TU522.06文献标识码:A文章编号:1001-6945(2023)11-34-04本栏编辑:浮广明干燥焙烧一体式砖瓦隧道窑在焙烧砖坯过程中,由于受到窑炉结构、窑内温度和压力等因素影响,砖坯焙烧后产生的高温烟气(热风)流动到预热带时,在与砖坯接触并释放热量过程中,由于热风量在上、中、下层及两侧空间分布不均,在预热带引起温度差异并产生温度分层,使得预热带砖坯出现上热下冷或上干下湿现象,上层砖坯温度偏高被提前点燃,而下层和两侧砖坯还处于未预热或半干的低温状态。
随着砖坯干燥、预热、焙烧的持续进行,当下层和两侧低温砖坯没有经过充分预热甚至还没有完全干燥时,被直接推进烧成带,或被上层已处于燃烧状态的砖坯点燃,将会引起砖坯内部残留的液态水在短时间内变成气态水蒸发排出,同时伴随着体积膨胀的发生,导致砖坯出现剥皮、开裂或者有小块坯体炸飞等现象,严重时会引起整个窑车上的砖坯倒塌。
隧道窑预热环节出现的这些技术难题,很显然会对隧道窑的产品质量、产量和生产成本产生影响。
当预热环节出现以上问题时,为了避免出现其他系列连锁反应,烧窑师通常会果断采取人工干预的应急措施,即在预热带窑顶上打开一条细长的横向缝隙,借助预热带内部的负压作用把冷风吸入窑内,采取预热带顶部主动漏风的操作,降低上层砖坯温度,阻止烧成带和预热带向干燥带方向移动,快速消除隐患,化解危机。
1预热带主动漏风操作的具体情况预热带主动漏风的操作形式主要是在预热带窑顶干燥焙烧一体式隧道窑预热带主动漏风操作的不利影响及对策叶琦贵苏秀丽(1.广西壮族自治区建材产品质量检验站,广西南宁530022;2.扶绥泓浩建设工程有限公司,广西崇左530022)摘要:阐述了干燥焙烧一体式砖瓦隧道窑预热环节容易出现的技术难题以及为此采取的应急措施——预热带主动漏风操作,介绍了预热带主动漏风操作的具体情况,指出了预热带主动漏风操作对窑内压力、温度、风量等热工制度和产品外观、力学性能等质量问题,以及对烟气含氧量、污染物浓度等排放工况产生的一系列不利影响,提出了设置预热带烟道和气幕扰流装置的改进方案,以及采用气幕扰流方式代替预热带主动漏风操作的解决方法。
分析烧结机漏风治理技术研究现状与发展
分析烧结机漏风治理技术研究现状与发展烧结机漏风是指在烧结过程中,烟气和粉尘从炉筒的缝隙、泄漏孔等处泄漏出来,导致炉内热能损失和环境污染的现象。
烧结机漏风的存在严重影响了生产效率和产品质量,研究烧结机漏风治理技术具有重要的意义。
目前,烧结机漏风治理技术研究的主要方向包括技术理论研究、技术应用研究和设备改造三个方面。
技术理论研究方面,主要着力于对烧结机漏风产生机理的深入研究和探索。
烧结机漏风产生的原因有很多,主要包括炉筒结构设计不合理、设备磨损等。
技术理论研究的目的是通过对这些原因的研究和分析,找到烧结机漏风的根本原因,从而为后续的治理技术提供理论支持。
技术应用研究方面,主要集中在烧结机漏风治理技术的具体应用。
烧结机漏风治理技术主要包括密封技术、增强传感技术、流场调控技术等。
密封技术主要通过改进炉筒的结构和采用高温密封材料来减少烧结机漏风。
增强传感技术主要通过增加传感器的种类和数量来实时监测烧结机漏风情况。
流场调控技术通过调整烧结机内部流场的分布和流速来减少烧结机漏风。
这些技术的应用研究主要包括技术测试、工程应用和技术成果评价。
设备改造方面,主要通过对烧结机的结构进行改造来减少漏风的发生。
设备改造主要包括炉筒结构的改进、泄漏孔的封堵、传感器的增加等。
设备改造的重点是保持烧结机的正常运行,并在改造后能够有效减少漏风的发生。
虽然烧结机漏风治理技术已经取得了一定的进展,但仍存在一些问题。
烧结机漏风治理技术研究的理论基础不够深入,需要进一步加强技术研究的深度和广度。
目前的烧结机漏风治理技术应用还不够广泛,需要加大技术的推广和应用力度。
烧结机漏风治理技术研究的成果评价体系还不完善,需要建立完善的评价指标体系,以评估技术的实际效果。
烧结机漏风治理技术研究已经取得了一些进展,但仍需要加强技术理论研究、技术应用研究和设备改造,以进一步提升烧结机漏风治理技术的效果和实际应用。
烧结机结构漏风的技术改进措施
烧结机结构漏风的技术改进措施发表时间:2018-11-16T19:20:16.863Z 来源:《基层建设》2018年第30期作者:王献东[导读] 摘要:在烧结机运行过程中,经常会出现的一个问题就是漏风问题,这一问题在烧结机运行时候对于设备的影响较大,因此我们要对烧结机的漏风问题从设备结构上进行相应的技术处理和改进。
河钢集团承钢公司河北承德 067102摘要:在烧结机运行过程中,经常会出现的一个问题就是漏风问题,这一问题在烧结机运行时候对于设备的影响较大,因此我们要对烧结机的漏风问题从设备结构上进行相应的技术处理和改进。
在设备运行的过程中,出现设备漏风的原因有很多,在实际的运行过程中我们要根据不同的情况进行针对性的分析。
本文主要针对烧结机在运行过程中的漏风问题进行结构上的技术分析,给出相应的改进完善措施。
关键词:烧结机设备;机械结构;漏风;技术改进措施前言:目前在烧结机运行的过程中主要存在的问题有两个,首先是烧结机的能耗过高,其次是烧结机的利用率偏低。
导致这两个问题产生的主要原因还是烧结机设备在运行过程中出现的漏风问题。
目前我国国内烧结机的漏风率达到了50%以上,这同世界发达国家的30%以内有着不小的差距。
根据实际烧结机运行过程的分析,烧结机的主要结构漏风量分析如文。
1.烧结机在运行过程中出现漏风的原因分析1.1烧结台车本体漏风对部分烧结机部分台车进行分析,部分台车已使用较久,台车两侧端面、篦条销子孔的位置磨损严重,台车本体烧损变形,两台台车接触时,底部台肩端面甚至存在5mm的间隙。
另外,由于固定滑道出现变形,台车运行过程中跑偏,相邻台车互相摩擦碰撞,也造成一定程度的漏风,此部分漏风占到总风量的30%。
1.2机头、机尾密封装置漏风50m2烧结机改造前使用的机头机尾密封装置为国内较落后全金属密封,它是由台车底梁长度方向排列的4块板对接而成,工作过程中通过台车底梁底面在全长范围内与密封盖板相互贴合来保证烧结机机头机尾的密封。
烧结机抽风系统漏风原因分析及对策

lutionon岫air-leakageⅢak髓theutilization coefficientofsthteringmachine,increaud byo.06嘶札2‘¨qualified
93 63%,whichimproved economicalbenefitsofaboutl0IJ】i[1intlYuan.
漏风点: 1)烧结机机头、机尾密封装置与台车底面的漏
定滑板润滑,这种润滑方式及使用的油路分配器不
适应现场工作环境,造成各润滑点因所处的位置离
油泵的远近、阻力的大小不同,出现某些点供油多、
某些点供油少甚至不出油现象,从而引起滑道、滑板 之间形成严重的干磨。另一方面,台车车体上的游板
风。2台烧结机机头、机尾密封装置全部采用四连杆 式密封机构,该密封机构所处的位置环境较差,粉尘
山东冶金
第29卷
孔洞,造成烧结漏风率增加。
用智能加油后,通过程序定时定量对滑道进行润滑,
5)双层卸灰阀的漏风。2台烧结机均采用双层
卸灰阀放灰.由于双层卸灰阀本身的结构和放料时
使烧结机固定滑道润滑得到满足。这样,保证了烧结
机台车游板和风箱固定滑板之间的面接触,既减少 了烧结机的漏风,又减少了台车运行的阻力。 3.4利用年修和平时的定修堵漏风
况,选用新型密封装置替代原来的四连杆密封机构。 该密封装置采用箱体式整体密封,内部采用弹簧支
撑密封板,随着台车的移动能紧密地与台车体接触, 有效减少烧结机台车和密封板间的漏风问题。并且
该装置结构简单,易于改造,使用近半年时间,密封
效果十分理想。 3.2利用年修治理烧结机的跑偏问题 经过对烧结机机头、机尾弯道的测量,找出了影 响烧结机跑偏的原因。在2006年2月份2台烧结机 年修时对烧结机进行了纠偏处理,从而消除了烧结
260m2烧结机风箱漏风问题的解决措施
【Key words]Sintering machine,air box,air leakage,measures
1 前 言 漏风是烧结生产过程中的主要问题之一 。漏
技术 改造与改进
第 34卷 2016年第 1期 (总第 181期 )
260m 烧结机风箱 漏风 问题 的解 决措 施
普 欣荣 杨 学斌 张有 才 (红河钢铁有 限公 司 蒙 自 661100)
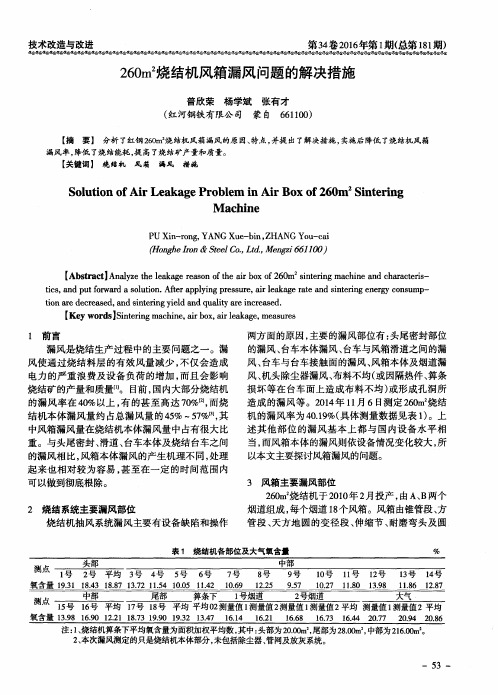
【摘 要】 分析了红钢260mZ' ) ̄ 机风箱漏风的原 因、特点,并提 出了解决措施 ,实施后降低了烧结机风箱 漏风率 ,降低 了烧结能耗 ,提 高 了烧 结矿产 量和质量。
表2 201O年 2月 一2014年 10月风箱检修记 录
非金属波纹补偿器 、变径管产生通洞比较频繁 ,主 更换 。
要原 因是这几个风箱位置脱硫率高 ,烟气硫 含量
(3)针对风箱法兰漏风严重的问题 ,采取两种
高 ,酸腐蚀严重。A烟道 1号、17号 ,B烟道 1号 、17 号风箱支管 、圆管 、弯头部产生通洞 比较频繁 ,主 要原 因是这几个风箱粉尘 中的颗粒物含量较高 , 另外由于 17号风箱附近基本上是 固定 的台车更换
3 风箱主要漏风部位 260m 烧结机于2010年 2月投产 ,由A、B两个
烟道组成 ,每个 烟道 18个风箱。风箱 由锥管段 、方 管段 、天方地 圆的变径段 、伸缩节 、耐磨弯头及 圆
表 1 烧 结机各部位及大气氧含量
%
测点
中部
尾部 算条下 1号烟道
2号烟道
窑系统漏风危害及原因分析
窑系统漏风危害及原因分析1.预热器系统内漏风各企业窑尾预热器从一级到五级下料管各道翻板阀不同程度出现闪动不灵活,或不动,或动作不到位,使阀板始终处于开状态,下一级的热风随料路直接进入上一级预热器内,出现风路短路,此种现象平时不易被发现,可用手试验感觉压力的大小。
2.1 阀板处于常开状态重锤轻,始终处于常开状态,有的是重锤位置不合适,力矩太小,造成阀板压力小。
3.2 翻板阀压力杆被吊起岗位操作人员人为地用铁丝将压杆吊起,使翻板处于常开状态。
为什么会出现这种状况呢?说明此窑况常出现锥体堵料现象,预热器每次出现结皮堵塞,处理起来耗时较多,严重时会停窑处理。
液相易过早出现,下料管下料不畅,在翻板阀处易出现堵料,若将其吊起,虽然出现漏风,但此处堵塞的几率大大减小,习惯了大家就对此现象默认了,管理者对此形成了一种意识,只要不发生大的工艺故障,即便是存在一点内漏风,热耗高一点,对系统没有大妨碍,总比出事好,久而久之形成习惯。
另一种原因是预热器系统常掉落浇注料块,耐火砖,磨损的内挂片,脱落的大块结皮,被卡在翻板阀处,出现块状物料的卡堵,为防止大块物料堵塞下料管,采取用铁丝吊起翻板阀杆,使翻板阀处于常开状态。
这种将翻板阀杆吊起使翻板阀处于常开状态的做法是不符合新型干法水泥熟料煅烧工艺要求的。
必须树立正确的理念,杜绝内漏风的出现,其他方面有问题,要想办法解决。
比如是配料方面的原因,要从配料上找原因进行分析解决,若是浇料量砌筑方面上的问题,如材料问题,浇注施工工艺问题,养护问题,耐火砖质量,砌筑问题等。
从各个方面去找,但不能采用吊起翻板阀来缓解这种问题,甚至掩盖问题,其后果使系统恶性循环。
4.3轴承坏,或轴套缺油翻板阀的轴承磨损,被卡死,转动不灵活,或轴承缺油,由于长期不对转轴进行检查,加油不及时,轴承磨损加快。
5.4轴承进灰轴承密封性不好,在窑尾预热器上,环境较差,有漂浮的粉尘进入,进入的粉尘与油结合成为油泥,干燥后固定,轴不转动,使转轴卡死。
烧结机漏风与高温脂损耗分析及解决办法

烧结机漏风与高温脂损耗分析及解决办法1、总则烧结是冶炼工艺中的重要工序,漏风率是衡量烧结机精度的重要指标。
随着设备不断的老化,烧结机漏风率由刚投产时的4 3.75%上升到最高时的60%以上,而且烧结机的高温脂损耗也逐年递增,同时高温脂挥发后产生的硫化气体给周围环境造成一定的污染。
2、漏风原因分析及治理措施2.1台车密封装置台车是烧结机重要的组成部分,其特点是重量大、数量多、部件杂、易损坏。
其中台车下面的密封装置是控制漏风的关键部件。
理想状态下,滑道与台车游板完全接触,滑道所受的压力为零。
但在使用一定时间后,密封装置出现不同程序的损坏,原因主要有以下几点:(1)台车掉车轮后未及时更换,会导致台车一侧下沉(见图1),台车密封装置的游板与滑道迅速磨损。
当台车车轮恢复后,密封装置的游板与滑道缝隙已经形成。
(2)台车密封装置的游板磨损到一定程度,其限位柱销脱落,造成游板整体脱落(见图2)。
(3)台车游板和游板槽之间进入杂物、油泥。
游板槽里弹簧老化,无法自由伸缩,失去弹性。
台车游板挤死后会出现较大的漏风通道(见图3)。
以上几种情况形成动态漏风点,对于以上问题解决的最好办法是,利用年修期间对台车车轮进行全面检查,按《点检标准》对轴承、衬套、车轮等进行检查和更换。
在资金允许的情况下,建议对密封装置全部更换,这样可以保证密封装置的使用寿命和伸缩在相同范围。
被更换下的密封装置可以根据损坏情况进行修复留做备品。
如果费用紧张,可对密封装置逐个排查,对密封装置的弹性、游板的磨损量、螺栓的连接都要细致的检查,达不到使用标准的进行更换。
2.2烧结机滑道烧结机滑道处于台车密封装置的下方,固定在烧结机风箱上方,材质一般选用55钢.并进行调质热处理,保证其具有一定的耐曆性。
每块滑道上都有油孔和油槽,润滑站的润滑泵定时、定点通过油管把烧结高温脂均匀注入到每块滑道油槽及表面。
为了减少台车密封装置对滑道的有害摩擦.通常对烧结机滑道强制润滑,这样可以降低烧结机电流。
带式烧结漏风治理技术方案的探讨
带式烧结漏风治理技术方案的探讨带式烧结漏风治理技术方案的探讨摘要:烧结工序能耗占铁前本钱总能耗的10%左右,而烧结电耗约占烧结工序能耗的20%,因此降低烧结漏风是节能降耗的主要措施之一,本篇重点介绍分析烧结系统漏风部位及治理技术方案,为同行提供成功经验。
关键词:烧结机漏风治理漏风率Discuss the Air Leak Solving for Dwight-Lloyd sintering machineWu Bin(Sintering plant of TANGSTEEL HEAVY PLATE CO.,LTD.)Abstract: The energy consumption of sintering circuit account 10% of total energy consumption and power consumption account 20% of sintering energy consumption. So that reduce the systerm air leak is the important energy saving measure. Point cut the location of air leakage and some measures and successful experiences.Key words: sintering air leak solving air leakage rate 1、前言目前国际上大型烧结机普遍均采用带式烧结工艺,然而带式烧结机均存在能耗高、效率低、产品本钱高、利用系数低等问题。
其根本原因是漏风,国内烧结机漏风率一般在50%~70%,这种有害的漏风,已经成为烧结行业的难题,它最终制约着烧结生产能力的提高,本钱的不断上升。
而烧结工序电耗70%~80%在主抽风机上,而这些电耗均与漏风有关。
如果这算本钱为约20元/吨烧结矿。
带式抽风烧结机系统漏风原因及处理

(6)为了改变布料不匀的现状,利用计划检修时间将 1 号机泥辊布料器改成宽皮带给料机,改造后,使 操作更加简便,布料均匀,极大地改善了布料偏析现象;由于台车在运行过程中温差变化较大,造成台车挡 板螺栓进场松动,台车挡板不正,台车两侧漏风,加强岗位人员对台车的看护,对台车挡板螺栓经常紧固。
带式抽风烧结机系统漏风原因及处理
8-101
分,使干油油路更加合理。采用智能加油后,通过程序定时定量对滑道进行润滑,使烧结机固定滑道润滑得 到满足。但是由于三烧将在 2010 年后改建,这样就没有必要再投入大量费用改造润滑系统,为短时间内保 证生产需求,我们利用计划检修时间,更换了固定滑道及部分台车滑板,并将油管进行清理,更换油嘴,以 减少油管内部阻力,并对头尾较远的部位定期采取强制性注油,即分配器出口安装油管阀门,对头尾滑道注 油就将其他管路阀门关闭,保证头尾管路压力,这样保证了烧结机台车游板和风箱固定滑道之间的面接触, 既减少了烧结机的漏风,又减少了台车运行的阻力。
Reason and Solution of Air Leakage for Belt-type Sinter Machine
Yu Zhanhui Liu Hanzhong
(Iron-making Plant of Benxi Beiying Iron & Steel (Group) Co., Ltd., Benxi, 117017)
Abstract According to the air leakage condition of two 75 m2 sinter machine system, related checking on possible causes for air leakage are carried out.As a result, the air leakage areas such as: expansion joint, discharge mechanism, transfer car, slide, sealing plate, deduster as well as incomplete charging on both sides of transfer car are found.Corresponding solutions are put forward according to each air leakage area which greatly reduces energy consumption and improves the sintering machine utilization factor. Key words sinter machine, air leakage
大型带式焙烧机漏风原因分析
大型带式焙烧机漏风原因分析摘要:本文简单介绍了首钢京唐公司球团厂带式焙烧机的应用背景和工艺流程,着重剖析了带式焙烧机各部的漏风原因及漏风对焙烧机运行的影响情况,结合不同的漏风原因详细介绍了相应的密封措施。
关键词:密封装置;节能;漏风;带式焙烧机一、前言为了满足日益增长的钢铁工业的要求,球团工艺设备的大型化势在必行,但这也对我们的设备管理工作带来了挑战,如何降低生产成本,发挥设备的最大优势成了摆在我们面前的一大课题。
作为球团厂的主体设备—带式焙烧机和链篦机-回转窑相比,无论在热耗、人力费用和维护费用方面都有着明显的优势,但电耗却比链篦机-回转窑高近15个百分点,而电耗又主要集中在带式焙烧机的工艺风机系统,显然采取有效的密封形式,减少各部漏风是发挥带式焙烧机最大效能,降低能耗的有效途径。
二、带式焙烧机的应用背景带式焙烧机工艺在国外是一项非常成熟的工艺,世界球团矿产量的55%—60%采用的是该工艺系统,在采用赤铁矿粉为原料的球团工艺中76%为带式焙烧机系统。
但在我国带式焙烧机系统的应用相对较晚,截止目前国内在装的共三条生产线:分别为包钢160m2、鞍钢325m2和首钢京唐公司504m2带式焙烧机,其中包钢和鞍钢的两条生产线属于早期从国外引进的设备,技术水平相对落后。
三、带式焙烧机漏风的原因及措施工艺风机系统容量占球团厂总装机容量的30 %~50 %,因此减少工艺风机系统的漏风率,增加通过料层的有效风量对球团厂降低能耗意义重大,通过对焙烧机工艺风机系统研究分析,发现漏风点主要集中在以下部位:1)工艺风机至风箱之间的漏风此系统包括鼓风管道、抽风管道、热风系统、风机系统。
由于管道的磨损,热胀冷缩变形,夹带灰尘气流冲刷、管理不到位等,使之出现局部缝隙或漏洞而漏风。
此部分漏风因厂而异,但绝对漏风率均在5-10%左右。
2)各工艺段风箱处与台车横梁底面间的漏风对此部位的漏风,目前各球团厂普遍都安装了密封装置。
这些密封装置归纳起来有以下几种:螺旋弹簧式、四连杆式、杠杆式、重锤式、弹簧板式等等。
带式焙烧机特点及台车跑偏故障的原因分析

带式焙烧机特点及台车跑偏故障的原因分析贺南宁【摘要】预防焙烧机跑偏是焙烧机日常维护的重点难题,该文通过对焙烧机结构特点、运行方式的研究,对焙烧机的跑偏现象进行了简单介绍,同时对台车跑偏进行深入分析及对跑偏现象形成的原因加以分析,进而对发生跑偏现象直接的做出分析,并给出严谨的推论并加以论证,发现和总结出焙烧机的安装精度、风箱设置位置、气流等相关因素与焙烧机台车跑偏所存在的内在联系与规律,为焙烧机跑偏调整提出切实可行的实施方案,是该文着重需要探讨的问题。
%Roasting machine running deviation prevention is the key of the roasting machine daily maintenance problems, this article through studies of roasting machine structure characteristics, operation mode, the roasting machine running deviation phenomenon has carried on the simple introduction, at the same time, in-depth analysis was carried out on the car running deviation and the reasons for the formation of running deviation phenomenon analysis, and then directly to make analysis of the running deviation occur, and give the rigorous reasoning and argumentation, found and summed up the roasting machine installation location precision, bellows, factors related to air flow and roasting machine car running deviation of the inner link with the existing rules, put forward feasible for roasting machine running deviation adjustment implementation plan, is the problem that this paper will explore.【期刊名称】《科技资讯》【年(卷),期】2015(000)009【总页数】3页(P28-29,31)【关键词】带式焙烧机;跑偏分析;移动架;风箱;温度【作者】贺南宁【作者单位】首钢京唐公司炼铁作业部河北唐山 063000【正文语种】中文【中图分类】TF046.6焙烧机台车跑偏一直是焙烧机维护无法绕过去的问题,跑偏原因错综复杂,该文对焙烧机的特点和跑偏现象做深入剖析,试图探明台车跑偏的形成过程,发生的跑偏的直接原因,阐述安装精度对焙烧机跑偏的重要影响,同时提出风箱设置导致台车两侧受热不均是造成焙烧机跑偏的又一重要原因,并加以论证。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
大型带式焙烧机漏风原因分析
摘要:本文简单介绍了首钢京唐公司球团厂带式焙烧机的应用背景和工艺流程,着重剖析了带式焙烧机各部的漏风原因及漏风对焙烧机运行的影响情况,结合不同的漏风原因详细介绍了相应的密封措施。
关键词:密封装置;节能;漏风;带式焙烧机
一、前言
为了满足日益增长的钢铁工业的要求,球团工艺设备的大型化势在必行,但这也对我们的设备管理工作带来了挑战,如何降低生产成本,发挥设备的最大优势成了摆在我们面前的一大课题。
作为球团厂的主体设备—带式焙烧机和链篦机-回转窑相比,无论在热耗、人力费用和维护费用方面都有着明显的优势,但电耗却比链篦机-回转窑高近15个百分点,而电耗又主要集中在带式焙烧机的工艺风机系统,显然采取有效的密封形式,减少各部漏风是发挥带式焙烧机最大效能,降低能耗的有效途径。
二、带式焙烧机的应用背景
带式焙烧机工艺在国外是一项非常成熟的工艺,世界球团矿产量的55%—60%采用的是该工艺系统,在采用赤铁矿粉为原料的球团工艺中76%为带式焙烧机系统。
但在我国带式焙烧机系统的应用相对较晚,截止目前国内在装的共三条生产线:分别为包钢160m2、鞍钢325m2和首钢京唐公司504m2带式焙烧机,其中包钢和鞍钢的两条生产线属于早期从国外引进的设备,技术水平相对落后。
三、带式焙烧机漏风的原因及措施
工艺风机系统容量占球团厂总装机容量的30 %~50 %,因此减少工艺风机系统的漏风率,增加通过料层的有效风量对球团厂降低能耗意义重大,通过对焙烧机工艺风机系统研究分析,发现漏风点主要集中在以下部位:
1)工艺风机至风箱之间的漏风
此系统包括鼓风管道、抽风管道、热风系统、风机系统。
由于管道的磨损,热胀冷缩变形,夹带灰尘气流冲刷、管理不到位等,使之出现局部缝隙或漏洞而漏风。
此部分漏风因厂而异,但绝对漏风率均在5-10%左右。
2)各工艺段风箱处与台车横梁底面间的漏风
对此部位的漏风,目前各球团厂普遍都安装了密封装置。
这些密封装置归纳
起来有以下几种:螺旋弹簧式、四连杆式、杠杆式、重锤式、弹簧板式等等。
这部分的绝对漏风率在10%左右,我公司带式焙烧机有效工作长度为126米,包括鼓风干燥段、抽风干燥段、预热段、均热段、冷却Ⅰ段和冷却Ⅱ段等七个工艺段,七个工艺段彼此之间以及头尾风箱和外界之间全部采用的是重锤式密封,投产至今密封效果良好,结构形式如下:
图1、重锤密封
3)焙烧机台车与风箱两侧滑道间的漏风
此部位是焙烧机系统漏风的主要部位,此部位的绝对漏风率约在10%以上,且其绝对漏风率依焙烧机的大型化而增大。
此部位的漏风情况焙烧机和烧结机情况类似,为此国内外烧结、球团工作者进行了大量的研究和尝试。
现在此部位的密封大都采用在台车密封槽内安装弹压式浮动游板密封装置,近年又有试用板簧式及胶条式密封。
板簧式滑道密封装置,是将弹簧式滑道密封装置中的螺旋弹簧改为板簧。
由于受其工作环境空间尺寸限制及弹力的要求限制,使得此板簧的厚度极薄,且其端部又必定予留缝隙。
在夹带灰尘颗粒的高速气流的冲刷下,其板簧的两个端部快速磨损,三五个月不能应用了。
胶条式滑道密封,是在弹压式滑道密封装置的基础上,在浮动游板与密封槽之间,螺旋弹簧的周围安装一个橡胶条,缺点是明显的,增加胶条后弹性增大,摩擦阻力加大,浮动游板磨损加快;耐高温胶条老化及端部烧损等问题。
我公司焙烧机的密封装置也是采用的弹簧式结构,风箱两侧为固定滑道。
此密封装置固定在台车下面的左右槽内,密封滑板在弹簧的作用下紧密地压在固定滑道上。
所选择的弹簧压力(包括密封板重力),其面压一般保持在0.005~0.01MPa之间,合适的弹簧压力是0.007~0.008Mpa,其结构如下图所示。
图2弹簧密封装置
1一密封板2一密封槽3一弹簧4一弹簧销5一自由环
截止目前该部位的漏风情况依然存在,为此国内外烧结球团工作者都在积极的探索,在实际生产过程中,只能依靠完善的检查体系对台车密封板和风箱固定
滑板等这些关键部位定期检查,并做好记录,做到预检预修。
4)相邻台车间的缝隙漏风
焙烧机两相邻台车间存在有较大的漏风缝隙。
此缝隙的特点,其一是临时形成的,其二各两相邻台车间的竖缝隙尺寸大小各不相同,小的有1-2mm的,大的有3-5mm,甚至7-8mm的;其三,各缝隙的形状也各不相同,有上下一致属长方形的,有上下不一致或上大下小,或上小下大形的,这就使得此部位的密封难以采取有效的密封,此部位的绝对漏风率大约在15%左右,是所有漏风缝隙中,漏风量最多的一个部位。
5)蓖条压块销孔处的漏风
此蓖条压块销孔处和漏风也是十分严重的,其漏风量与台车和滑道间的漏风量大体相同。
绝对漏风率大约10%左右。
长期以来,球团工作者对此部位的漏风一直忽视了,也没有采取任何措施,其漏风也就一直存在着。
6)焙烧机台车栏板和焙烧机烟罩之间的漏风
该部位的漏风量相对较小,但对大型带式焙烧机来说,由于工作长度长,存在鼓风和抽风交替作用的情况,也越来越引起大家的注意。
为此用于该处密封的落棒密封装置就被开发出来了,其密封原理就是在焙烧机台车两侧增设两块密封板,落棒固定在烟罩上,靠落棒自重压在台车密封板上,并在接触面处打入润滑脂,起到密封和润滑的目的。
四、结语
综上所述,焙烧机台车和各工艺段风箱、台车与滑道、台车与台车之间的漏风占焙烧机总漏风量的80 %以上,因此改进台车与滑道之间的密封形式,特别是各工艺段和头尾风箱端部的密封结构形式,可以显著地减少有害漏风,增加通过料层的有效风量,提高球团矿产量,节约电能。
同时,及时更换、维护台车,改善布料方式,减少台车挡板与生球之间存在的边缘漏风等,都可以有效地减少有害漏风。
参考文献:
[1] 利敏王继英李祥,主编我国带式焙烧机技术发展研究与技术2012
[2] 王悦祥,主编烧结矿与球团矿冶金工业出版社2006
[3] 汪用澎、张信,主编大型烧结设备机械工业出版社1997。