高强度钢板WDB620
水电站压力钢管事故、处理和防范a

水流方向
长400mm穿透裂纹
长1200mm未穿透裂纹裂纹
冶勒岔管开裂位置示意图
管道放空后主锥管和支锥管间的裂纹喷水
肋板和左侧支锥管间角焊缝边缘开裂长度约 1200mm
肋板和左侧支锥管间角焊缝融合线处开裂
冶勒水电站钢岔管事故分析
在有条件按照埋藏式岔管设计,而按明岔管设计,没 有利用围岩的弹性抗力来降低钢板厚度。 从事故后开孔和阻水灌浆,空隙较大,进浆达3吨水泥。 管外回填混凝土质量存在问题。 中国水电七局在彭山本部进行岔管的下料、卷板工序, 卷制成形的瓦片运输至工地钢管厂完成后续制造工序。 建设方同意在对岔管进行彻底的射线(100%)和超 声波(100%)探伤后取消水压试验。 舞阳钢铁公司的WDB620控轧控冷(即TMCP)贝氏 体组织钢板。成分控制,Ceq0.4以下,实际0.370.38,Pcm0.2,实际0.18,探伤出厂.控制在50mm以 上,11-35吨的钢锭,厚可以达到900mm,焊接线能量 40kJ/cm 以下.不超过50kJ/cm.融合线处冲击值不够. 从焊接裂纹位置和盖面焊道形态看出线能量超标。是 不是金相组织出了问题?无焊接记录,没有办法查实 际线能量值。对于高强钢施工单位没有严格控制焊接 线能量,没有施工记录。 预热温度控制不好也会产生冷裂纹。
水电站压力钢管 事故、处理和防范
钟秉章
2010.4
近年来水电建设持续呈现新的大跃进态势,尤其在西南地 区的许多梯级电站沿河先后开工。按照目前各路资金诸侯 争抢水电资源的情况,用不着20年,除西藏和怒江之外我 国的水电建设将终结。 而目前开工和近期建成的部份工程因边勘测、边设计、边 施工、甚至边申报审批,造成设计、施工、监理、工程管 理各方面技术力量严重不足,已经带来一系列工程质量问 题和隐患。 对于已经出现的工程质量问题往往不公开,不成功的经验 不能及时成为大家共同的知识财富并从中吸取教训十分可 惜。为此冒昧书写本文,希望实例所涉及的有关单位理解。 因资料收集困难和不全面,若导致谬误,请知者补充指正。
WDB620钢板,WDB620成分性能介绍
WDB620是为适应和满足西电东送项目而研制开发的水电压力钢管、机组蜗壳用60kg级新型低焊接裂纹敏感性高强度钢板(简称CF钢),分C、D二个等级。
机组蜗壳用60kg级新型低焊接裂纹敏感性高强度钢板WDB620(简称CF钢),分C、D二个等级WDB620钢板的化学成分表1C Si Mn P S Cu Ni Mo V Nb Ti B≤0.07 0.15~0.401.~1.60≤0.015≤0.01≤0.30≤0.50≤0.30≤0.06≤0.06≤0.025≤0.003碳当量Ceq≤0.42%,碳当量计算公式为:Ceq(%)=C+Mn/6+(Cr+Mo+V)/5+(Ni+Cu)/15 ……公式(1)焊接裂纹敏感性指数Pcm≤0.20%,Pcm计算公式为:Pcm(%)=C+Si/30+(Mn+Cu+Cr)/20+Ni/60+Mo/15+V/10+5B……公式(2)公司可提供8-100mm厚度范围规格钢板,其中<=50mm厚钢板采用TMCP工艺生产,>50-100mm 钢板采用调质工艺生产,钢板具有良好的强韧性匹配、优良的低温冲击韧性和冷成型性、良好的焊接性能,特别是<=50mm钢板,具有焊前不需预热、焊后不需热处理的特点,使现场施工简单。
从2001年开发成功至今已满足国内数十座大中型水电站压力钢管、蜗壳的使用技术要求,简化了钢管的生产工序,节省了制作费用,目前该钢板已得到多家水电设计院和施工单位的认可,累计供货量达10000吨以上,同时该钢也可用于桥梁、船舶、海上采油平台、采煤机械、工程机械等行业。
技术条件:1、控轧+回火交货时,Pcm<=0.2%,Ceq<=0.42%;调质状态交货时Pcm<=0.24%。
2、炲炼方法:钢由电炉冶炼+炉外精炼,并经VD真空处理。
对应国外牌号钢板:HITEN610U2、SUMITEN62F。
大型水电站压力钢管用钢的探讨

大型水电站压力钢管用钢的探讨引言强度(屈服强度和抗拉强度)、塑性、韧性和焊接性是压力钢管用钢的4个质量特征。
按现行压力钢管设计标准,受压部件的强度计算是以弹性失效为设计准则,因此压力钢管首先必须具有足够的强度;其次要具有良好的塑性;第3要具有良好的韧性;第4要具有优良的焊接性,因为压力钢管是焊接件。
目前,国内水电站压力钢管用钢主要采用3个强度级别的钢,如500MPa级、600MPa 级、800MPa级。
水电站压力钢管用500MPa级钢板水电站压力钢管用国产500MPa级钢板16MnR钢是水电站压力钢管用国产500MPa级钢的主要材料。
该钢的供货状态为正火,其碳当量CE≤0.42%,Pcm>0.25%。
16MnR钢具有良好的力学性能、加工工艺性能和优良的焊接性,16MnR的化学成分和力学性能见表116MnR钢与ASTMA537C1.1钢的性能比较(1)16MnR钢与ASTMA537C1.1钢强度(屈服强度和抗强度)相当。
(2)16MnR钢与ASTMA537C1.1钢的焊接性相当。
按照国际焊接学会推荐的碳当量公式(适用于中、高强度的非调质低合金高强度钢):CE=C+Mn/6+(Cr+Mo+V)/5+(Ni+Cu)/15(%),虽然ASTMA537C1.1钢的碳当量略高于16MnR钢,但由于ASTMA537C1.1钢的韧性优于16MnR钢,而影响钢板冲击韧性的主要因素是钢中是否存在成分偏析、带状组织和晶粒度的大小等,尤其是带状组织的存在会严重降低钢的冲击韧性,且ASTMA537C1.1钢较16MnR 钢具有更高的纯度和更细的晶粒组织。
2水电站压力钢管用600Mpa级钢板压力容器用600 Mpa级钢板有HT60和HT60CF 2大类。
HT60钢和HT60CF钢的强度和塑性相当,水电站压力钢管和蜗壳多采用HT60CF钢。
2.1水电站压力钢管用进口HT60CF钢1983年4月,日本焊接协会颁发了WES3009-1983《低焊接冷裂纹敏感性高强度钢板特性》标准,对HT60CF钢的技术条件如板厚、化学成分、焊接裂纹敏感性成分指数Pcm都作了具体的规定,见表4。
金安桥水电站WDB620高强钢焊接性试验研究

m 进行 了焊接试验 , m) 通过试验 , B 2 钢完全满足设 计要求 。通 过 WD 6 钢材运 用于金 安桥水 电站引水发 电压力 钢管 的实 WD 6 0 B2 0 例, 从施工角度阐述该种钢材焊接性能及质量控制。 关键词 : 1 P 级钢; 60M a 焊接性试验 ; 焊接工艺评定
表 2 全年及非汛期来水量特征值表
占年径 流 的 82 ; .% 平水 月份 为 4月 、 、 及 1 5月 6月 0
月, 占年径流 2 .%; 12 汛期 4 个月 ( 月 ~ 6 9月) 占 约 年径 流 的 7 % 以上 , 汛 期 径 流 又 集 中 在 7月 、 O 而 8 月, 、 7月 8月径 流 占年 径 流 的 5 .%。对 于 城 市 景 23 观河 道蓄水 工程来 说 , 一般 汛期水 量 为不可用 水量 , 主要 以非 汛期水 量为 主 。区域不 同保证 率来 水月 分
4。 )
WD 60 化学成 分 中铌 ( b 和钒 ( 的含 量 B2 钢 N) V) 较 高 , 两种 元素 对碳 当量 的影 响很 小 , ( ) 显 这 钒 V能
斜 Y型坡 口焊接 裂 纹 试 验 按 2℃ 、0C、0  ̄ 0 5  ̄ 10C 3个温 度分 组进 行 , 每组 焊接 3付试 板 , 板 焊接完 试
钢 管 内径 l . 自下平段 渐变 至 1 O5m, 0m。钢管 上 段
采用 1 n 6M R钢 , 段 采 用 WD 6 0高强 钢 , 下 B2 管壁 厚
A V ̄4 , 韧性 匹配 合 理 。其化 学 成 分 、 学 性 K > 0J强 力
能见 表 1表 2 , 。
%
表 1 标准化学成分 ( 炼 ) 熔 表
中图 分 类 号 : V4 . T 576 文献标识码 : B 文 章编 号 :06— 9 12 1 )4—01 10 3 5 f020 03—0 2
滩坑水电站水轮机蜗壳安装与焊接质量控制

滩坑水电站水轮机蜗壳安装与焊接质量控制摘要:滩坑电站为大型混流式水轮发电机组,蜗壳材料采用WDB620低焊接裂纹敏感性高强度钢。
现根据1#~3#机组蜗壳安装、焊接的实际施工情况,整理、总结出滩坑电站机组蜗壳安装、焊接技术要求及质量控制措施。
为今后从事类似机组的安装和焊接的技术人员提供参考依据。
关键词:水轮机蜗壳安装、焊接,质量控制。
滩坑水电站是浙江省瓯江流域规划中的一座重要骨干电站,电站位于青田县境内的瓯江支流小溪上,拦江大坝为钢筋混凝土面板堆石坝,坝高162米,是华东目前第一高坝,水库总库容41.5亿立方米。
电站以发电为主,具有调峰、调频、调相及事故备用功能,兼顾防洪及其他综合利用效益,是一座具有多年调节能力的大型水电站。
电站共安装3台20万千瓦混流式水轮发电机组,电站总装机容量为60万千瓦,电站年发电量为10.23亿千瓦时。
是浙江省目前容量最大的常规水电机组。
3台机组已先后于2008年8月15日、2009年1月12日和2009年7月10日并网发电,进入商业运行。
1 机组蜗壳简介滩坑电站工程每台水轮机的蜗壳共分28节,总重约161吨。
包括蜗壳进口渐变段4节,蜗壳的本体段24节(包括两个凑合节),其中蜗壳本体尾部和大舌板均在现场装焊,除18—24管节外,其余管节均为瓦片到货,单节蜗壳需在现场拼装。
蜗壳包角为328°。
蜗壳材料为非调制高强钢WDB620,蜗壳进口管节最大直径为φ6200mm,最大厚度40mm,最小厚度20mm,,单节最大尺寸φ6200mm×1453mm,单节最大重量约10t(不含内支撑)。
座环采用带导流板无蝶形边平行式钢板焊接结构,上下环板为16MnR-Z25抗层次撕裂钢板。
蜗壳与座环的连接采用过渡板、大舌板结构,座环过渡板采用与蜗壳同材质的WDB620钢板。
2 WDB620钢的焊接性分析WDB620钢是舞钢厂为适应和满足西电东送项目而研制开发的水电压力钢管、机组蜗壳用60kg级新型低焊接裂纹敏感性高强度钢板。
TMCP及调质系列高强度钢板
TMCP及调质系列高强度钢板1、前言:自2001年起,舞钢在国内率先采用国际先进的低C贝氏体钢设计理念研制开发了TMCP型低焊接裂纹敏感性系列高强钢(国外也称焊接无裂纹CF钢),其典型产品屈服强度490Mpa级的WDB620,因其良好的实物性能被列入水电压力管道和蜗壳制作设计规范。
2006年舞钢新线建成后,进行了非调质型低焊接裂纹敏感性高强钢强度级别和质量等级的系列开发,形成了焊接性能优良的Q500-690Mpa级系列产品,满足工程机械和水电站建设的需要。
舞钢从德国LOI公司引进了两条调质钢生产线,进行了调质高强钢的研制开发,现已形成屈服强度590Mpa-960Mpa调质高强钢系列品种,同时开发了硬度HB360-500系列调质耐磨钢板。
调质高强钢主要用于制造100吨以上矿车底板、泵送机械、挖掘机、汽车吊、履带吊、煤矿液压支架等,随工程机械的大型化、轻量化发展,工程机械用钢的强度级别、质量等级也在逐步提高,由以前50kg、60kg级发展到现在的100kg、110kg级,甚至130kg级,并且高强度级别钢板的用量也越来越多。
2、装备与技术保证能力:1)一流的炼钢设备和技术,确保钢质纯净。
原料精选入炉,减少了外来夹杂及气体含量;超高功率电炉冶炼、炉外精炼、真空处理、钙处理等一系列工艺措施及严格的操作控制,确保成分控制精确、钢质纯净、夹杂物危害降到最低,可达到[P]≤80ppm,[S]≤30ppm,[N]≤60ppm,[H]≤2ppm,[O]≤20ppm。
2)融合当今国际先进技术的大断面连铸机,为高强钢生产提供了优质原料。
舞钢有3台连铸机,可生产厚度200-300mm、宽度1200-2500mm的连铸坯,其中330-2500mm断面是目前国内最大断面的连铸坯,为高强钢生产提供了更加广泛的原料选择范围,连铸技术方面融合了结晶器液压振动、电磁搅拌、结晶器在线调宽、动态轻压下等当今国际先进技术,确保铸坯内、外部质量优良。
水电站压力钢管岔管制作安装施工技术方案

****水电站岔管制作技术方案批准:审核:编制:第一章岔管制作 (1)1.1岔管情况概述 (1)1.2原材料的采购及验收 (1)1.2.1 钢板 (1)1.2.2 焊接材料 (2)1.2.3 涂装材料 (2)1.3原材料的存放 (3)1.3.1 钢板的存放 (3)1.3.2 焊材的存放 (3)1.3.3 涂料的存放 (3)1.4 压力钢管制造 (3)2.1 制作前的准备 (3)2.2 压力钢管制造工艺流程 (4)2.3 压力钢管制造工艺方法及主要技术措施 (5)第二章岔管焊接及涂装 (9)2.1 岔管焊接 (9)2.1.1 焊接方法 (9)2.1.2 焊工资质 (10)2.1.3 无损检测人员 (10)2.1.4 焊接工艺评定 (10)2.1.5 生产性施焊 (11)2.1.6 焊缝检查 (13)2.1.7 焊缝缺陷处理 (14)2.2 压力钢管涂装 (14)2.2.1 防腐蚀材料.................................................................. 错误!未定义书签。
2.2.2 施工人员资质 (15)2.2.3 施工设备、检测仪器 (15)2.2.4 涂装技术要求 (15)2.2.5 涂装工艺试验 (15)2.2.6 防腐蚀施工工序 (16)2.2.7 防腐涂装施工工艺要点 (16)2.3质量检查与验收 (20)2.3.1 钢管材料的检查和验收 (20)2.3.2 岔管制造质量的检查和验收 (20)第三章质量安全措施、施工进度计划及资源配置 (21)3.1 质量保证措施 (21)3.1.1 质量目标 (21)3.1.2 岔管制作施工质量控制措施 (21)3.2 安全保证措施 (22)3.2.1 安全方针 (22)3.2.2 安全工作目标 (22)3.2.3 压力钢管安全保证的施工技术措施 (22)3.3 施工进度计划 (24)3.4 主要施工机械设备配置 (25)3.5 人力资源配置 (25)第一章岔管制作1.1岔管概述1.1.1岔管的结构型式及技术参数****水电站引水隧洞采用一洞二机布置型式。
钢板牌号——精选推荐

钢板牌号普碳素钢板Q235A-E/Q255A-E/Q275A-E/SS400/A36/SM400A/St37-2/SA283GrA/S235 JR/S235JO/S235J2。
优质碳素钢板10-50#/20Mn/50Mn/1025。
锰板:16Mn/15MnV/15MnVN.⾼层建筑结构⽤钢板Q235JGC/Q345JGC/Q390JGC/Q420GJC/Q460GJC。
低合⾦⾼强度钢板Q295A-E/Q345A-E/Q420A-E/Q460C-E/16Mn/15MnV/A572Gr50/A633D/A 709Gr50/SM490B/SN520/SM570/St44-3/St52-3/StE355/StE460/S275JR/S275JO/S275J2/S35 5JR/S355JO/S355J2/S355K2/S355NL/WH60A-E/WH70B/BB41BF/BB503/SHT60/1E0650/1E1006锅炉钢板20g/16Mng/19Mng/SA285GrC/SB410/410B/KP42/SA299/BHW35。
压⼒容器钢板Q245R(20R)/Q345R(16MnR)/Q370R(15MnNbR)16MnDR/SPV355/15MnV R/15CrMoR/15MnNiDR/09MnNiDR/WDB620/P235GH/P295GH/P355GH/SA515Gr60/SA515Gr70/ SA516Gr60/SA516Gr70/19Mn6/15Mo3/16Mo3/A537CL1/SA537CL2/A48CPR/SA612M/18MnMoNbR/07MnNiMoV DR/07MnCrMoVR/12MnNiVR。
桥梁结构⽤钢板Q235qC/Q345qC/16Mnq/Q370qC/Q420qC/14MnNbq. 耐磨钢板NM360A/NM400A/NM360B/NM400B。
模具钢板S35C/S45C/S48C/S50C/P20/2311/718/P80A/638B/WSM30A.造船及海洋平台⽤钢板A/B/D/E/AH32/DH32/EH32/AH36/DH36/EH36/AH40/DH40/EH40/2HGr50. 管线钢板X42/X52/L360/X56/L390/X60/L420/X65/L460/X70/X80。
WDB620高强钢应用于大型蜗壳的焊接制造工艺研究

h ni t l dtcekt eait ow li dm uat n cnl yo a a gelg —se p a i t l s ea hc erlbly f e n a a f u gt ho g f nal u r 。i dsi h s g e e e n o h i i d gn n cr e i o n o ae z r l
a La g r e— sz d S ia s a fW DB6 0 H ih Te sl te ie p r lCa e M de o 2 g ni Sel e
L U e g I Ch n
(h e e l l t m ea i q im n Is l t nC mpn f 4hSN H D O E g er gB ra , T e nr e r ehne E up e tnt l i o ayo t IO Y R n i e n ueu G aE eo l a aao 1 n i
K n ig60 3 , hn ) um n 5 0 2 C ia A s at A ebg n go 0 e1t I O Y R n n e n ueuu dr o  ̄uatr t i ae bt c: th ei i 2 5t 4 SN H D O E g er g ra n et kt m a f ueh s r css r t n n f0 h h i i B o o a c epa l f o eMaw —Ih doo e r et n eXaw yrpw r rj t T eC i s a e 0 M ah ht se o bt t n a -I y r w r o c dt i a hdoo e po c. h h eem d 0 p i ni r hh n p pj a h on e n 6 g e l s e( B 2 )W e c df esi l ae .I odrt vry bt se g dst ya o ac ft B 2 t lWD 60 a sl t r pr s s n re e f oh t nt a ae lw eo eWD 60 e s ee ot h ac o i r hn i t n h
屈服强度620MPa级汽车边梁用钢的开发

1) 采用单Ti微合金强化成分设计以及合理的控
制空冷技术,获得屈服强度620 MPa级热卷产品,延 伸率4 318%的高强汽车边梁用钢,满足设计目标 要求。
2) TS700H显微组织为多边形铁素体F+珠光体 P+粒状贝氏体GB复合组织,平均晶粒度12级。
3 )对TS700H进行冷弯实验,成型性能良好,满 足客户端加工要求。
1基本技术要求 1.1化学成分
TS700H化学成分范围参照国标GB/T 1591低 合金高强度结构钢Q620M的成分要求进行设计限 定,如表1。
收稿日期:2020-11-25
第一作者简介:王朋飞(1988—),男,河北石家庄人,硕士研
究生,毕业于华北理工大学,工程师,现从事产品研发工作。
TS700H产品的微合金采用Nb-Ti复合体系。
表2 TS700H性能要求
屈鱷度, 7?cfl/MPa
抗邂度” jMMPa
断后伸长率, A!%
180°弯曲 试验
M620
710^880
M15
D=2a,合格
2产品设计 对于屈服强度620 MPa级热轧高强钢,需要充
分利用合金析出强化及细晶强化手段(见图1),同 时为降低生产成本,目前主要采用低碳微合金成分
TS700H产品物理性能满足目标要求。
表4化学成分实际控制
%
劭(C) w(Mn) 仞(S)
»(P)
w(Si) w(Als) wfTi)
0.18
1.32
0.003
0.016
0.18
0.038
适量
3.2组织与析出(见图3和图4) TS700H组织为多边形铁素体F+珠光体P+粒
4结论
WDB620D高强钢岔管焊接技术

屈服强度 抗拉强度 伸长率 V形冲击吸收能量 10 8。 /P M[ a
≥4 0 9
言 ,具 有较 好 的 焊接 性 能 ,裂纹 倾 向较 小 。
冷 弯
d= a 3
/ a MP
6 0~ 7 0 2 5
( %)
≥ 1 7
S MAW
S AW M
2 8
2 8
WD 2 D B6 0
W DB6 0 2 D
横
止 一
8 O~2 0 0
8 —2 0 0— 0
—2 0
~2 0
68 7 5 、6 0
6 0 3
、
18 5 8 0 、8 、7
9 0、 9 8、 3 5
29 4 5 、20、10 8
W B 2D D 60 高强钢钢岔管焊接技术
新疆 汇通水 利 电力工程建 设有 限公 司 ( 乌鲁木 齐 8 00 ) 刘 3 0 0 涌
一
、
工程概况
形 钢 岔 管 主 管 内 径 为5 0 m1 ,支 岔 内 径 为 20 T I 3 0 mm,公切球 = 2 0 40 6 0 mm,分岔角 = 1 , 7。
≤5 mm ̄ 板 具 有 焊 前 不 预 热 、焊 后 不 需 热 处 理 的 0
电站压力钢管的内径为70 rm,板厚2mm; 60 a 8
下 平 段 长 为 3 70 9 ,下 弯 角 度 4 .6 。 ,长 4 .1 m 47 7
1. 9 7 4 m;斜坡段长为2 . 5 9 4 5 m,上弯角度4 . 。 , 4 50 0 长 1 .6 m;上平 段 长为 60 m;钢 管轴 线总 长 0 4 8 .0
低焊接裂纹敏感性低合金高强钢WDB620性能分析

1、WDB620 介绍:
WDB620钢板为低焊接裂纹敏感性低合金高强钢,适用于制作电站压力钢管及其它对焊接性能要求较高的工程机械等钢结构件。
在焊接前不用预热,焊接后不热处理的条件下,不出现焊接裂纹的钢。
这类钢的合金元素含量少,碳含量和碳当量、焊接裂纹敏感指数都很低,纯洁度很高。
2、执行标准:
国内生产厂家:舞阳钢厂:WTB
3、交货状态:调质与非调质;控轧+同火交货时,Pcm<=0.2%, ceq<=0.42%;调质状态交货时PCm<=0.24%。
PS:具体交货状态应在钢厂材质书中注明。
4、始炼方法:钢由电炉冶炼+炉外精炼,并经VD真空处理。
5、供货规格范围:
厚度(8-150) mm∖宽度(1500-3600) mm∖长度(3000-16000) mm
WDB620 (舞钢企标)、SX610CF(三峡企标)钢成品分析PCm分布
对应国外材质:对应国外牌号钢板:HITEN610∪2. S∪MITEN62F o
注:屈服现象不明显时,应测量非比例伸长应力RP0.2来代替ReH,
PS:具体力学性能应在钢厂材质书中注明。
8、尺寸、外形、重量及允许偏差:
⑴钢板的厚度偏差应符合GB/T 709中C类的规定(即负偏差为0)
(2)钢板以理论重量进行计重,计重重量时的厚度为钢板允许的最大厚度和最小厚度的算术平均值
⑶其他应符合GB/T709的规定。
9、用途:
应用于制作电站压力钢管及其它对焊接性能要求较高的工程机械等钢结构件。
压力钢管WDB620高强钢不预热焊接技术
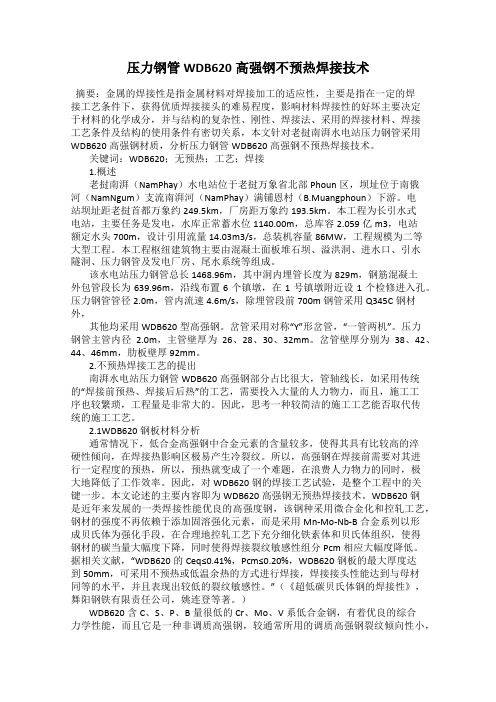
压力钢管WDB620高强钢不预热焊接技术摘要:金属的焊接性是指金属材料对焊接加工的适应性,主要是指在一定的焊接工艺条件下,获得优质焊接接头的难易程度,影响材料焊接性的好坏主要决定于材料的化学成分,并与结构的复杂性、刚性、焊接法、采用的焊接材料、焊接工艺条件及结构的使用条件有密切关系,本文针对老挝南湃水电站压力钢管采用WDB620高强钢材质,分析压力钢管WDB620高强钢不预热焊接技术。
关键词:WDB620;无预热;工艺;焊接1.概述老挝南湃(NamPhay)水电站位于老挝万象省北部Phoun区,坝址位于南俄河(NamNgum)支流南湃河(NamPhay)满铺恩村(B.Muangphoun)下游。
电站坝址距老挝首都万象约249.5km,厂房距万象约193.5km。
本工程为长引水式电站,主要任务是发电,水库正常蓄水位1140.00m,总库容2.059亿m3,电站额定水头700m,设计引用流量14.03m3/s,总装机容量86MW,工程规模为二等大型工程。
本工程枢纽建筑物主要由混凝土面板堆石坝、溢洪洞、进水口、引水隧洞、压力钢管及发电厂房、尾水系统等组成。
该水电站压力钢管总长1468.96m,其中洞内埋管长度为829m,钢筋混凝土外包管段长为639.96m,沿线布置6个镇墩,在1号镇墩附近设1个检修进入孔。
压力钢管管径2.0m,管内流速4.6m/s,除埋管段前700m钢管采用Q345C钢材外,其他均采用WDB620型高强钢。
岔管采用对称“Y”形岔管,“一管两机”。
压力钢管主管内径 2.0m,主管壁厚为26、28、30、32mm。
岔管壁厚分别为38、42、44、46mm,肋板壁厚92mm。
2.不预热焊接工艺的提出南湃水电站压力钢管WDB620高强钢部分占比很大,管轴线长,如采用传统的“焊接前预热、焊接后后热”的工艺,需要投入大量的人力物力,而且,施工工序也较繁琐,工程量是非常大的。
因此,思考一种较简洁的施工工艺能否取代传统的施工工艺。
起重机吊臂特种钢钢管直焊缝的焊接

起重机吊臂特种钢钢管直焊缝的焊接摘要:根据特种钢WDB620D的性能制定焊接工艺并进行评定,评定合格后对焊接过程质量控制,为特种钢WDB620D在起重机上的应用提供了工艺技术支持。
关键词:WDB620D 焊接工艺质量控制焊接WDB620D钢是舞阳钢铁有限公司生产的超低碳贝氏体高强度钢,其含碳量一般在0.05%以下,属于低焊接裂纹敏感性高强度钢。
我公司2008年承接的2×1200吨双臂架变幅式起重船起重机吊臂的主弦直缝钢管φ610×24mm即采用该型钢材钢板卷制而成。
由钢板卷制成直缝焊接钢管的直焊缝要求开双面双“V”型坡口焊接,为全熔透焊缝。
WDB620D钢化学成份及机械性能见下表。
1 初步焊接工艺的制定1.1 焊接方法根据中国船级社《材料与焊接规范》、《AWS D1.1M-2002美国钢结构焊接规范》和φ610×24钢管结构及钢管厂施工特点,采用埋弧自动平焊对接焊,为全熔透焊。
1.2 焊接材料选用安泰科技股份有限公司生产的AT-H10Mn2NiMoA焊丝,规格φ4.0 mm。
配用焊剂为SJ101。
熔敷金属的化学成份及主要力学性能见下表。
1.3 焊接要求(1) 清除焊接坡口及两侧>20mm范围内的水份、油污、铁锈等。
(2) 采用短弧窄道焊方法进行多层多道焊。
(3) 焊接时,应控制焊接线能量50℃),去除钢板表面吸附的水份。
1.4 坡口形式1.5 试验项目(1)应制取冲击试样3组(每组3个或5个)。
一般试样应取自试件的厚度中心,试样的缺口位置分别位于焊缝中心、熔合线、距熔合线1mm、距熔合线2mm和距熔合线5mm的热影响区处。
(2)焊缝断面宏观检查1个。
2 试验评定结果评定标准按中国船级社《材料与焊接规范》和《AWS D1.1M-2002美国钢结构焊接规范》的相关规定执行。
我公司与青岛林辉钢构有限公司签定了WDB620D直缝钢管的委托加工合同,舞阳钢铁有限公司生产的钢板发运到青岛,由青岛林辉钢构有限公司负责进行钢板材质的复检工作及按照我公司提供的初步焊接工艺进行焊接工艺评定。
TMCP型高强度钢的特点

舞钢率先采用先进的低C贝氏体钢设计理念研制开发了TMCP型焊接无裂纹CF钢,其典型的产品有WDB620,列入水电压力管道和蜗壳制造,舞钢新线建成后,开发了焊接性能优良的Q500-690Mpa级系列产品。
以满足工程机械和水电站建设的需要。
舞钢从德国LOI公司引进了两条调质生产线,调质高强度钢现已形成屈服强度590Mpa-960Mpa级别系列产品。
同时开发了硬度HB360-500系列的调质耐磨钢板,调质高强度钢主要制造泵送机械、煤矿液压支架、挖掘机、汽车吊、履带吊、泵送机械、100T以上矿车底板、等,随着工程机械的大型化、轻量化发展,工程机械用钢的强度级别、质量级别也在逐步提高,有以前的50Kg级、60Kg级发展到现在的100Kg级、130Kg级。
TMCP型高强度钢的特点:A:钢质高纯净度,夹杂物、P、S和H、O、N气体含量全部得到严格控制,B:合理的屈强比控制,通过调整成分和改进工艺,屈强比更趋于合理化,供货钢板Re/Rm在0.80-0.88之间。
C:卓越的低温韧性,本钢种低温韧性优良,供货技术要求可提高到60J,不必担心发生脆性破坏。
D:优良的焊接性,通过改进冶炼工艺,调整钢中合金用量,进一步降低Pcm值,具有焊接前不需预热、焊接后不需热处理的良好焊接性能。
E:良好的钢板板型外观,具有国际先进水平的强力轧机、矫直机保证钢板具有极佳板型、极佳外观质量,便于下料制造使用。
TMCP型高强度钢国内外牌号对照:舞钢HWISCO:牌号有Q500CF、Q550CF、Q690CF。
中国标准GB/YB:牌号有Q500/Q500CF、Q550/Q550CF、Q690/Q690CF。
日本标准:其牌号有JFH-HITEN610、JFH-HITEN690、JFH-HITEN780。
欧洲标准EN:牌号有S500M、S550M、S700M。
Q500CFD钢板的实物质量:A:化学成分,厚度mm,式样熔炼,C-0.03、Si-0.23、Mn-1.45、P-0.007、S-0.003、Ni-0.03、Cr-0.06、Mo-0.27、Nb-0.052、V-0.003、Ti-0.022、Ceq-0.36、Pem-0.15。
WDB620钢及其焊接接头力学性能和微观组织的研究的开题报告

WDB620钢及其焊接接头力学性能和微观组织的研究的开题报告1.研究背景及意义WDB620钢是一种低温高强度钢,具有优异的力学性能和抗裂性,广泛应用于船舶、海洋工程、石油管道等领域。
然而,WDB620钢及其焊接接头的性能和微观组织存在一定的不确定性,需要通过科学的研究方法和手段进行深入的探究和分析,以确保其安全可靠的使用。
2.研究目标通过对WDB620钢及其焊接接头的力学性能和微观组织进行研究,探究其材料特性和焊接工艺对性能的影响,提高其使用安全性和可靠性。
3.研究内容(1)WDB620钢及其焊接接头的化学成分、机械性能、物理性质等基本特性的测试和分析;(2)WDB620钢及其焊接接头的微观组织和组织性能的检测和表征;(3)WDB620钢及其焊接接头的力学性能和断裂形态的实验测试和分析;(4)分析WDB620钢及其焊接接头材料特性和焊接工艺参数对性能的影响。
4.研究方法(1)采用X射线衍射、扫描电镜等测试手段进行微观组织的检测和表征;(2)采用万能试验机、冲击试验机等设备进行力学性能的测试;(3)通过正交试验等统计分析方法,研究材料特性和焊接工艺对性能的影响。
5.预计结果(1)深入了解WDB620钢及其焊接接头的基本特性和微观组织特点;(2)对WDB620钢及其焊接接头的力学性能和断裂形态进行分析和研究;(3)明确材料特性和焊接工艺对性能的影响,为提高其使用安全性和可靠性提供科学依据。
6.研究进度安排(1)前期准备工作:2021年3月~2021年4月;(2)材料性能测试和分析工作:2021年4月~2021年6月;(3)力学性能测试和分析工作:2021年6月~2021年9月;(4)分析材料特性和焊接工艺对性能的影响工作:2021年9月~2021年12月。
7.研究的意义和应用价值WDB620钢及其焊接接头的力学性能和微观组织的研究,不仅有助于深入了解其材料特性和焊接工艺的影响,还可以为相关领域的安全生产提供科学依据,提高产品可靠性和安全性,推动相关工业领域的发展。
WDB620低合金高强钢的实际施工焊接工法
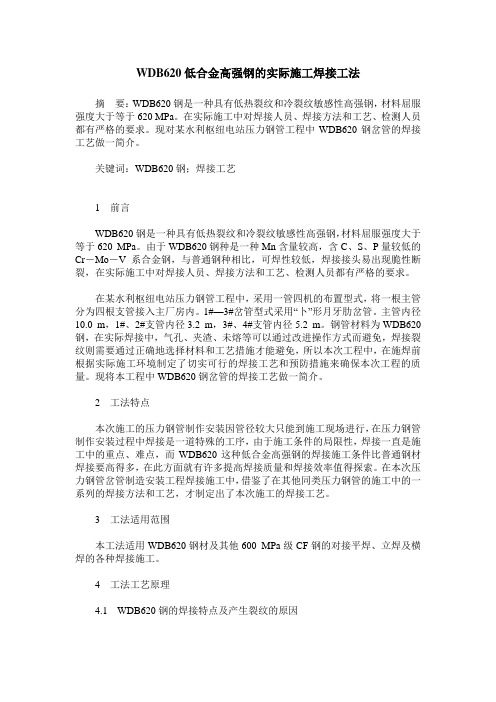
WDB620低合金高强钢的实际施工焊接工法摘要:WDB620钢是一种具有低热裂纹和冷裂纹敏感性高强钢,材料屈服强度大于等于620 MPa。
在实际施工中对焊接人员、焊接方法和工艺、检测人员都有严格的要求。
现对某水利枢纽电站压力钢管工程中WDB620钢岔管的焊接工艺做一简介。
关键词:WDB620钢;焊接工艺1 前言WDB620钢是一种具有低热裂纹和冷裂纹敏感性高强钢,材料屈服强度大于等于620 MPa。
由于WDB620钢种是一种Mn含量较高,含C、S、P量较低的Cr-Mo-V系合金钢,与普通钢种相比,可焊性较低,焊接接头易出现脆性断裂,在实际施工中对焊接人员、焊接方法和工艺、检测人员都有严格的要求。
在某水利枢纽电站压力钢管工程中,采用一管四机的布置型式,将一根主管分为四根支管接入主厂房内。
1#—3#岔管型式采用“卜”形月牙肋岔管。
主管内径10.0 m,1#、2#支管内径3.2 m,3#、4#支管内径5.2 m。
钢管材料为WDB620钢,在实际焊接中,气孔、夹渣、未熔等可以通过改进操作方式而避免,焊接裂纹则需要通过正确地选择材料和工艺措施才能避免,所以本次工程中,在施焊前根据实际施工环境制定了切实可行的焊接工艺和预防措施来确保本次工程的质量。
现将本工程中WDB620钢岔管的焊接工艺做一简介。
2 工法特点本次施工的压力钢管制作安装因管径较大只能到施工现场进行,在压力钢管制作安装过程中焊接是一道特殊的工序,由于施工条件的局限性,焊接一直是施工中的重点、难点,而WDB620这种低合金高强钢的焊接施工条件比普通钢材焊接要高得多,在此方面就有许多提高焊接质量和焊接效率值得探索。
在本次压力钢管岔管制造安装工程焊接施工中,借鉴了在其他同类压力钢管的施工中的一系列的焊接方法和工艺,才制定出了本次施工的焊接工艺。
3 工法适用范围本工法适用WDB620钢材及其他600 MPa级CF钢的对接平焊、立焊及横焊的各种焊接施工。
WDB620D钢材在大型起重机结构中的应用

WDB620D钢材在大型起重机结构中的应用(武桥重工集团股份有限公司湖北武汉 430056)[摘要]:随着国内制造业的发展,设备日益趋于大型化,因此,起重机的起重量也朝着大型化发展,特别是船用臂架式起重机。
在制造大型船用臂架起重机时,作为吊臂主要材料,对国产wdb620d 钢材各项机械性能及焊接性实验研究,并通过多次实际应用,确定了其应用可行性及良好焊接工艺性。
[关键词]:低裂纹敏感性钢 wdb620d 起重机中图分类号:td422.4+7 文献标识码:td 文章编号:1009-914x(2012)26-0253-02一、概述大型的船用臂架式起重机,吊臂作为其主要部件,其结构形式,已经由过去的箱梁式,发展为当前钢管桁架式结构。
随着起重量要求的增加,传统的臂架主肢材料q345低合金高强度钢,已经不能满足大型吊臂的受力要求。
然而吊臂作为主要受力构件,对其机械性能及焊接性能,均有较高要求。
通过探索性应用及实验,公司采用低焊接裂纹敏感性高强度钢材wdb620d,用作吊臂主肢材料,有效解决了这一难题,并在实际使用中获得了良好的效果。
二、选用wdb620d钢材的依据国内外起重机制造企业中,大型桁架式吊臂的制造,一般采用抗拉强度600mpa以上钢材。
wdb620d属于超低碳贝氏体钢,其组织稳定性高,在大线能量焊接情况下,其热影响区能保持较好的性能[1]。
且其本身抗拉强度达620mpa。
适用于高强度桁架结构。
三、焊接性试验及焊接工艺评定在大型船用臂架式中起重机,吊臂多为钢管桁架式结构,wdb620d材料仅用于主肢材料,辅肢材料仍选用常用材料q345c钢材,且均为管材,存在多种形式的焊接情况。
按照中国船级社(ccs)《材料与焊接规范2009》标准进行焊接性试验及焊接工艺评定。
3.1 wdb620d材料之间的焊接要用于吊臂主肢的材料,其本身应具有良好的可焊性。
为完全模拟实际生产,试件采用管材对接试件,壁厚小于30mm,管径不大于660mm,在实际生产中,管对接接口内部无法进入,反面无法清跟,只能实施单面焊接,且反面不便于安装陶瓷衬垫,因此,试件形式为:双v形60°管对接坡口,钝边厚度1~2mm,对接间隙3~5mm,焊缝反面采用厚度4mm的钢衬垫。
舞钢产钢板品种及执行标准一览表

1E1839,1E0653,1E0650,1E0682,
S700MC,WH785E,WA80,WH100Q
GB/T1591
GB/T1591,GB/T16270
GB/T16270
WRZ400,WSM136B,75Cr1
WSM30B,WSM35B,WSM2312B
AISI4140,DIMO42H
45-55,50Mn-65Mn
JIS G4051
YB/T107
专用技术条件
GB/T711
8
碳素结构钢板
Q235-Q275,
08-70,20Mn-45Mn,
SS400,
SM400,
S10C-S55C,
WH70(B,C,D,E)
WH80
YB/T4137-2005
专用技术条件
13
复合钢板
TU1/20g
0Cr13Ni5Mo/Q235A, 0Cr13Ni5Mo/16Mn
GB13238
GB8165
43(A,B,C,D,DD,EE)
50(A,B,C,D,DD,EE,F)
55(C,EE,F)
S275(JR,J0,J2),S355(JR,J0,J2,K2),E295,E335,E360
S275(N,NL),S355(N,NL),S420(N,NL),S460(N,NL)
S275M-S460M,S275ML-S460ML
(ASME)ASTM
EN10028-2
EN10028-3
NF A36-205
专用技术条件
2
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
高强度钢板WDB620
舞钢研制开发了可以替代大量进口的低焊接敏感性(简称CF钢)非调质高强度钢板WDB620。
这一工艺技术经过不断发展和完善,代表着国际低合金高强度钢发展的最新成果和发展方向。
国外已大量用于桥梁、高层建筑、工程机械、管线、军用舰船,并正在向压力容器等领域推进,满足了大型钢结构对低焊接裂纹敏感性钢板的要求。
WDB620钢板已在三板溪电站、云南昭通电站、四川福堂电站、四川冶勒电站、青海公伯峡电站和大型特种机械车辆中得到使用。
现场施工表明WDB620钢板具有焊接前不需预热、焊后不需后热的优良焊接性能。
供货尺寸:8-100 x 1500-3600 x 3000-12000mm
交货状态:控轧+回火
力学性能:
厚度mm 屈服强度
MPa
抗拉强度
MPa
伸长率δ%
冷弯
180°
冲击Akv.J
<=40>=490620-780<=16mm,5#,>=19
>16mm,5#,>=27 >20mm,4#,>=19d=3a
-20°C>=47
>40-100>=470570-7600°C>=47
李勇:
网上查了一下资料,WDB620是舞阳钢铁生产的低合金高强度钢板,属于贝氏体钢的范畴。
图纸上WDB620前面的数字50、70是指厚度。
由于查不到WDB620钢的化学成分,所以考虑按照低碳贝氏体钢这类钢材的特性来考虑加工工艺。
这类钢在轧制钢板时,就是采用控(制)轧(制厚度)、控(制)冷(却速度)技术来保证钢板的性能,说明冷却速度对性能的影响是非常大的。
这类钢按常规的热加工过程会使钢中的贝氏体结晶转变为粒状,从而使屈服强度和极限强度都降低,韧性提高。
所以在加热超过转变温度(我们压制封头肯定是超过了转变温度)进行加工之后,应该以较快的冷却速度冷却到约530-560℃,然后自然冷却,这里较快的冷却速度可以采用水冷(当然对我们是不现实的)、鼓风水雾冷却等方法来实现。
如果必须采用热压才能成型,那就要考虑热压脱模后立即进行鼓风水雾冷却工艺,并增加设施来实现工艺。
同时,快冷的温度又不能太低,550℃以下进行常规空冷,以保证材料的塑性和韧性。
至于工艺卡的做法,你可以参考原来东风电机7970瓜片半封头的流程卡,按质量计划的做法自己做一下,如果觉得没把握,做好发给我审校。
当然我可以给你做出来,但是你自己做了,能提高得快些、扎实些。
这里有两个下载的资料,你可以作参考。
希望你能够处理好工作繁琐和技术提高二者之间的矛盾,不断进步。
黄心堂5月19日。