钢筋焊接记录表
钢筋电渣压力焊焊接工艺试验记录表-1

钢筋电渣压力焊焊接工艺试验记录表
项目名称工艺试验编号
焊工姓名焊接时间
钢筋牌号钢筋直径
焊剂型号焊剂烘干规定
焊机型号
焊接接
头形式
焊接工艺参数
电流种类/极
性焊接电流(A)
焊接电压(V)焊接通电时间(S)
电弧过程电渣过程电弧过程电渣过程
目视检查结果
检查项目标准要求结果
焊包高度当钢筋直径小于等于
25mm时
≥ 4mm 当钢筋直径大于等于
28mm时
≥ 6mm
钢筋与电极接触处不允许有烧伤缺陷
接头处的弯折角度≤ 2°
轴线偏移≤1mm
拉伸试验试验报告编号:
试样编号试样直径
mm
横截面积
mm2
最大载荷
KN
抗拉强度
MPa
断裂部位
和特征
结论:本评定按《钢筋焊接及验收规程》JGJ18-2012焊接试件、检测试样、测定性能,确认试验正确。
评定结果:(合格、不合格)
记录/日期:质量员/日期:项目技术负责人/日期:
项目部章。
工程资料表格(全)
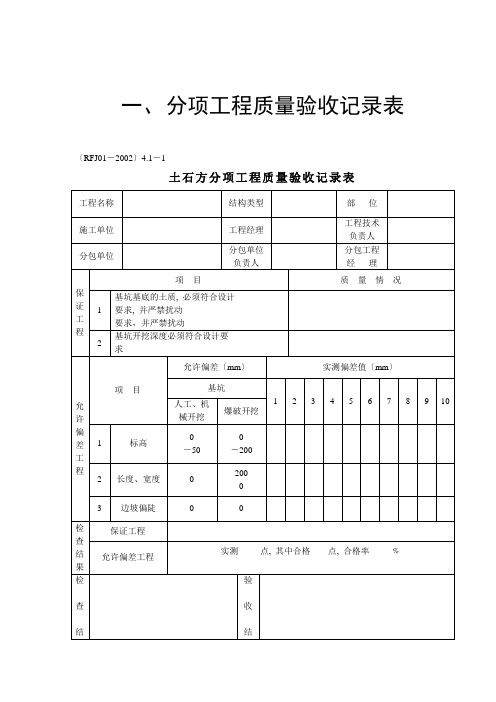
一、分项工程质量验收记录表〔RFJ01-2002〕4.1-1土石方分项工程质量验收记录表-1- 〔RFJ01-2002〕4.2-1爆破掘进分项工程质量验收记录表-2- 〔RFJ01-2002〕4.3-1盾构分项工程质量验收记录表-3- 〔RFJ01-2002〕4.4-1沉井项工程质量验收记录表注: l为长度或宽度;r为半径;b为对角线长;H为下沉总深度;L为最高与最低两角间距离。
-4- 〔RFJ01-2002〕4.5-1地下连续墙分项工程质量验收记录表-5- 〔RFJ01-2002〕4.6-1打〔压〕桩分项工程质量验收记录表-6- 〔RFJ01-2002〕4.7-1灌注桩分项工程质量验收记录表的直径;-7- 〔RFJ01-2002〕4.8-1模板分项工程质量验收记录表〔RFJ01-2002〕4.9-1钢筋绑扎分项工程质量验收记录表-9- 〔RFJ01-2002〕4.9-2钢筋焊接分项工程质量验收记录表-10- 〔RFJ01-2002〕4.10-1混凝土分项工程质量验收记录表注: 1.H为柱、墙全高。
2.蜂窝、空洞、露筋、缝隙夹渣层等缺陷, 在装饰前应按施工标准规定进行修理。
-11- 〔RFJ01-2002〕4.10-2混凝土设备根底分项工程质量验收记录表注: 蜂窝、空洞、露筋、缝隙夹渣层等缺陷, 在装饰前应按施工标准规定进行修理。
-12- 〔RFJ01-2002〕1-1喷射混凝土分项工程质量验收记录表-13- 2-1构件安装分项工程质量验收记录表-14- 〔RFJ01-2002〕4.12-2构件安装分项工程质量验收记录表〔用于装配式大板建筑〕-15- 〔3-1钢结构焊接分项工程质量验收记录表注: b为焊缝宽度;k为焊角尺寸;δ为母材厚度-16-〔RFJ01-2002〕4.13-2钢柱制作分项工程质量验收记录表注: L为柱长度;L1为柱底面到牛腿支承面距离;b为翼缘板宽度。
-17- 〔RFJ01-2002〕4.13-3钢梁制作分项工程质量验收记录表注: L为梁度;H为梁的端部高;δ为腹板厚度;b为翼缘板宽度。
隐蔽工程验收记录表(钢筋)
钢筋绑扎分项工程质量验收记录表
钢筋绑扎分项工程质量验收记录表
钢筋绑扎分项工程质量验收记录表
钢筋绑扎分项工程质量验收记录表
钢筋绑扎分项工程质量验收记录表
钢筋绑扎分项工程质量验收记录表
钢筋绑扎分项工程质量验收记录表
钢筋绑扎分项工程质量验收记录表
钢筋绑扎分项工程质量验收记录表
钢筋绑扎分项工程质量验收记录表
钢筋绑扎分项工程质量验收记录表
钢筋绑扎分项工程质量验收记录表
钢筋绑扎分项工程质量验收记录表
钢筋绑扎分项工程质量验收记录表
钢筋绑扎分项工程质量验收记录表
钢筋绑扎分项工程质量验收记录表。
钢筋焊接接头检验批质量验收记录表格(2012新规程)

钢筋闪光对焊接头检验批质量验收记录(样表)
注:1 一般项目各小项检查评定不合格时,在小格内打×记号;
2 本表由施工单位项目专业质量检查员填写,监理工程师(建设单位项目专业技术负责人)组织
注:1 一般项目各小项检查评定不合格时,在小格内打×记号;
2 本表由施工单位项目专业质量检查员填写,监理工程师(建设单位项目专业技术负责人)组织
注:1 一般项目各小项检查评定不合格时,在小格内打×记号;
2 本表由施工单位项目专业质量检查员填写,监理工程师(建设单位项目专业技术负责人)组织
钢筋电渣压力焊接头检验批质量验收记录
注:1 一般项目各小项检查评定不合格时,在小格内打×记号;
2 本表由施工单位项目专业质量检查员填写,监理工程师(建设单位项目专业技术负责人)组织
钢筋气压焊接头检验批质量验收记录
注:1 一般项目各小项检查评定不合格时,在小格内打×记号;
2 本表由施工单位项目专业质量检查员填写,监理工程师(建设单位项目专业技术负责人)组织
预埋件钢筋T形接头检验批质量验收记录
注:1 一般项目各小项检查评定不合格时,在小格内打×记号;
2 本表由施工单位项目专业质量检查员填写,监理工程师(建设单位项目专业技术负责人)组织
项目专业质量检查员等进行验收。
.。
钢筋焊接分项工程质量验收记录表

-2
-4
-3
5
2
1
4
2
5
2
4
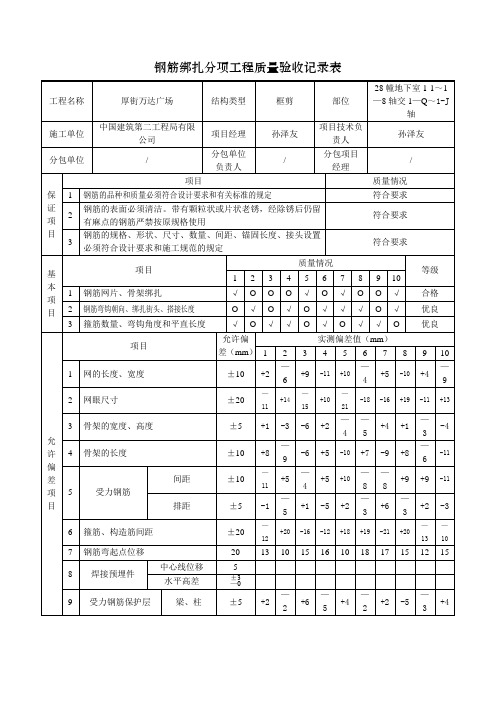
骨架的长度
±10
-8
-4
-6
5
7
2
6
3
4
-8
5
受力钢筋
间距
±10
-2
-8
-4
5
3
7
2
5
6
2
排距
±5
-2
-4
-6
-2
4
2
1
5
4
2
6
箍筋、构造筋间距
±10
-3
-4
-2
5
3
-6
-4
8
5
4
7
钢筋弯起点位移
8
焊接预埋件
中心线位移
5
2
4
1
3
5
4
2
4
2
5
水平高差
+3—0
1
3
2
1
1
2
2
钢筋焊接接头、焊接制品的机械性能必须符合焊接规定
符合设计要求及施工质量验收规范的规定
基本项目
项目
质量情况
等级
1
钢筋网和骨架焊接
1
2
3
4
5
6
7
8
9
10
合格
2
钢筋焊接接头
点焊焊点
/
对焊接头
经检验,闪光对焊接头合格,报告编号10010060。
电弧焊接头
经检验,电弧单面搭接焊焊接头合格,报告编号10010059。
实测110点,其中合格105点,合格率95%
2.预埋件T型焊质量检验记录表

直径
≤1.5mm
复
(核)
查
意
见
复(核)查结论
建设(监理)单位:
年月日
公司:
年月日
工地:
年月日
班组:
年月日
二
类
6
钢筋低温焊接头
应符合钢筋焊接规程的规定
7
预埋件T型接头
焊缝外观质量
焊包均匀,钢筋无明显烧伤,咬边深度应小于、等于0.5mm;钢板无焊穿,凹陷,焊缝无裂纹
埋弧压力焊
钢筋相对钢板的角度
≤4°
钢筋间距偏差
±10mm
手工电弧焊
焊脚尺寸
Ⅰ级钢筋
贴角焊缝K≥0.5d
Ⅱ级钢筋
贴角焊缝K≥0.6d
气孔或夹渣
数量
预埋件T型焊质量检验记录表
工程编号
分项工程名称
类
别
序Байду номын сангаас
号
检验项目
质量标准
检验(实测)结果
合格
优良
一
类
1
焊条、焊剂的品种、性能、牌号
必须符合设计要求和现行有关标准的规定
2
钢筋级别
必须符合设计要求及有关现行标准(规范)规定
3
焊工技能
考试合格
4
焊前试焊
模拟施工条件试焊必须合格
5
钢筋焊接接头的机械性能
必须符合现行钢筋焊接规程的规定
钢筋焊接工艺实验记录表(电弧焊单面搭接焊)
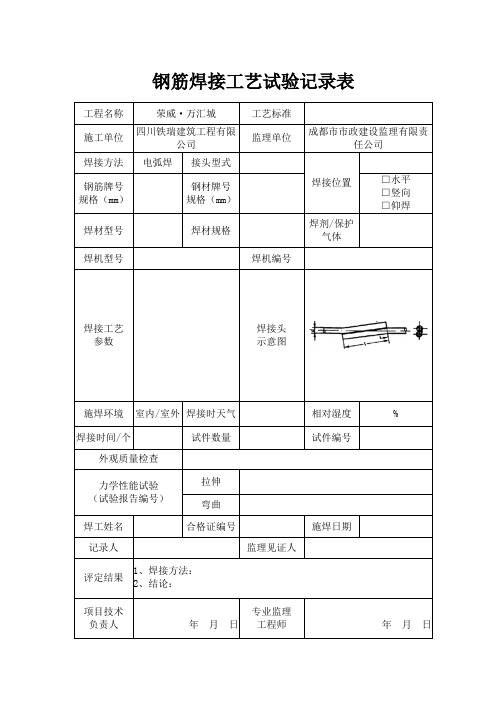
钢筋焊接工艺试验记录表
工程名称 荣威·万汇城 工艺标准
施工单位 四川铁瑞建筑工程有限
公司 监理单位
成都市市政建设监理有限责
任公司
焊接方法 电弧焊
接头型式
焊接位置
钢筋牌号 规格(mm )
钢材牌号
规格(mm )
□水平 □竖向 □仰焊 焊材型号
焊材规格 焊剂/保护气体
焊机型号
焊机编号
焊接工艺 参数
焊接头 示意图
施焊环境 室内/室外 焊接时天气 相对湿度 % 焊接时间/个
试件数量
试件编号
外观质量检查
力学性能试验 (试验报告编号) 拉伸 弯曲 焊工姓名
合格证编号 施焊日期
记录人
监理见证人
评定结果 1、焊接方法: 2、结论:
项目技术 负责人
年 月 日 专业监理
工程师
年 月 日。
全套钢结构检测原始记录表格技术表格(23张)
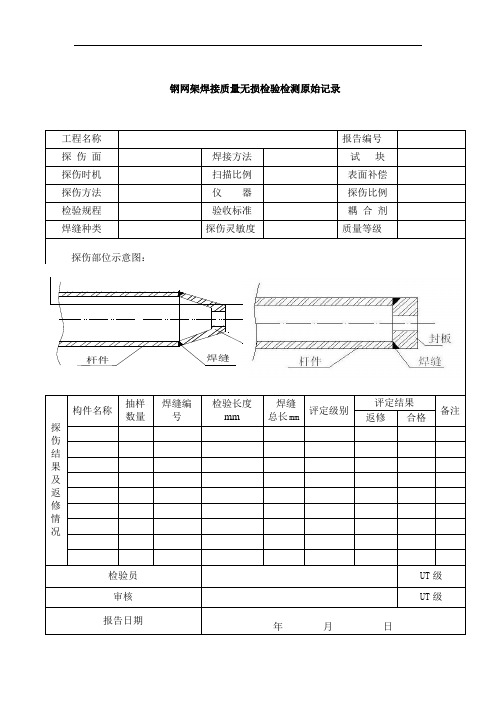
钢网架焊接质量无损检验检测原始记录工程名称报告编号探伤面焊接方法试块探伤时机扫描比例表面补偿探伤方法仪器探伤比例检验规程验收标准耦合剂焊缝种类探伤灵敏度质量等级探伤部位示意图:探伤结果及返修情况构件名称抽样数量焊缝编号检验长度mm焊缝总长mm评定级别评定结果备注返修合格检验员UT级审核UT级报告日期年月日杆件焊缝锥头涂层厚度检测原始记录检验:审核:年月日高强度大六角螺栓检测原始记录检验:审核:年月日扭剪型高强螺栓检测原始记录检验:审核:年月日紧固件机械性能检测原始记录检验:审核:年月日粗牙螺纹螺母检测原始记录检验:审核:年月日六角头螺栓检测原始记录检验:审核:年月日钢网架螺栓球节点高强螺栓检测原始记录检验:审核:年月日钢网架螺栓球节点检测原始记录检验:审核:年月日钢网架焊接空心球节点检测原始记录检验:审核:年月日钢筋焊接件检测原始记录检验:审核:年月日焊接接头及焊接试样检测原始记录检验:审核:年月日构件摩擦面检测原始记录检验:审核:年月日焊接球及螺栓球加工质量检测原始记录检验:审核:年月日钢网架杆件尺寸检测原始记录检验:审核:年月日钢网架支承面检测原始记录检验:审核:年月日总拼及安装质量检测原始记录检验:审核:年月日钢柱垂直度检测原始记录检验:审核:年月日节点承载力检测原始记录检验:审核:年月日网架工程挠度检测原始记录表检测:审核:钢网架整体偏差检测原始记录检验:审核:年月日垂直度和侧向弯曲检测原始记录检验:审核:年月日主体结构尺寸检测原始记录检验:审核:年月日。
钢筋工程检查记录表
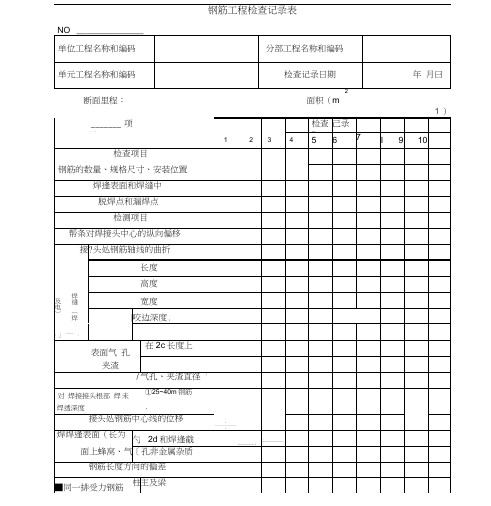
NO
单位工程名称和编码
分部工程名称和编码
单元工程名称和编码
检查记录日期
年 月曰
2
断面里程:面积(m
1)
项目
检查「
己录
1
2
3
4
5
6
78
I9
10
检查项目
钢筋的数量、规格尺寸、安装位置
焊逢表面和焊缝中
脱焊点和漏焊点
检测项目
帮条对焊接头中心的纵向偏移
接
?头处钢筋轴线的曲折
L-J
长度
高度
焊缝 〔焊及电〉
4、检测标准和办法参考相应规范;
板、墙
同一排中分布钢筋间距的局部偏差
双排钢筋,其排与排间距的局部偏差
梁与柱中钢箍间距的偏差
保护层厚度的局部偏差
初检:复检:终检:日期:
说明:1检查项目在检查记录栏中以打V或“X”判断合格与不合格,合格打V不合格打打“X”;
2、检测项目在检查记录栏中以实测数值记录,单位为mm
3 、检测数量:梁、板、柱等小型构件总检测点数不少于
宽度
[
咬边深度.
1」—1
表面气 孔夹渣
在2c长度上
/
气孔、夹渣直径1
对 焊接接头根部 焊未焊透深度
①25~40m钢筋‘
①40~70m钢筋
接头处钢筋中心线的位移■
[1
焊焊逢表面(长为
勺
2d和焊逢截
ri
L1
面上蜂窝、气
〔受力钢筋
柱
主及梁
]
1 11月力
间距的局部偏差
F€
见证记录样表
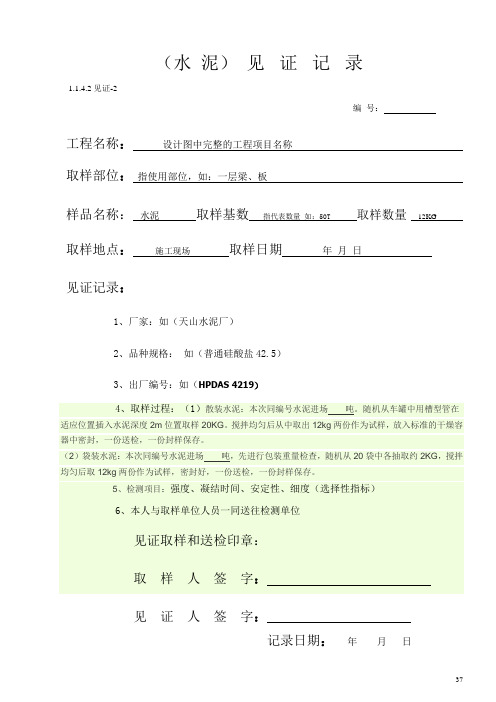
(水泥)见证记录1.1.4.2见证-2编号:工程名称:设计图中完整的工程项目名称取样部位:指使用部位,如:一层梁、板样品名称:水泥取样基数指代表数量如:50T 取样数量12KG取样地点:施工现场取样日期年月日见证记录:1、厂家:如(天山水泥厂)2、品种规格:如(普通硅酸盐42.5)3、出厂编号:如(HPDAS 4219)4、取样过程:(1)散装水泥:本次同编号水泥进场吨。
随机从车罐中用槽型管在适应位置插入水泥深度2m位置取样20KG。
搅拌均匀后从中取出12kg两份作为试样,放入标准的干燥容器中密封,一份送检,一份封样保存。
(2)袋装水泥:本次同编号水泥进场吨,先进行包装重量检查,随机从20袋中各抽取约2KG,搅拌均匀后取12kg两份作为试样,密封好,一份送检,一份封样保存。
5、检测项目:强度、凝结时间、安定性、细度(选择性指标)6、本人与取样单位人员一同送往检测单位见证取样和送检印章:取样人签字:见证人签字:记录日期:年月日(钢筋原材)见证记录1.1.4.2见证-2编号:工程名称:设计图中完整的工程项目名称取样部位:指使用部位,如:一层梁、板样品名称:钢筋原材取样基数指同批号进场数量如:6.34T 取样数量一组(4根)取样地点:施工现场取样日期年月日见证记录:1、厂家:如(新疆八一钢铁厂)2、规格、型号、批号、数量:如(HRB335、ф14、1112-1932、6.34吨)3、取样过程:本批号钢材进场3.45吨,随机抽取两根,去掉端头50cm 后截取,取拉伸试件2根,长度约450mm,弯曲试件2根,长度约350mm;做出标识,用细铁丝绑扎。
4、检测项目:拉伸、冷弯试验见证人签字:记录日期:年月日(钢筋机械连接)见证记录1.1.4.2见证-2编号:工程名称:设计图中完整的工程项目名称取样部位:指使用部位,如:一层梁、板样品名称:钢筋机械连接取样基数指代表接头数量如(123个接头)取样数量一组(3根)取样地点:施工现场取样日期年月日见证记录:1、厂家:原材厂家如(新疆八一钢铁厂),直螺纹套筒厂家:如(衡水市开发区金昊机械厂)2、规格、型号、批号、数量:如(HRB335、ф14、1112-1932、123个接头)3、接头形式:如(直螺纹套筒连接)4、焊接人姓名:如(张三),施焊证号:如(新A72009001702)5、检测项目:如(拉伸试验)见证人签字:记录日期:年月日(钢筋焊接件)见证记录1.1.4.2见证-2编号:工程名称:设计图中完整的工程项目名称取样部位:指使用部位,如:一层梁、板样品名称:钢筋焊接件取样基数指代表接头数量如(123个接头)取样数量一组(6根)取样地点:施工现场取样日期年月日见证记录:1、厂家:如(新疆八一钢铁厂)2、规格、型号、批号、数量:如(HRB335、ф14、1112-1932、123个接头)3、接头形式:如(闪光对焊)4、焊接人姓名:如(张三),施焊证号:如(新A72009001702)见证人签字:记录日期:年月日1.1.4.2见证-2编号:工程名称:设计图中完整的工程项目名称取样部位:指使用部位,如:一层梁、板样品名称:卵石取样基数指代表数量如(小石300M3,中石350 M3)取样数量各60KG取样地点:施工现场取样日期年月日见证记录:1、厂家:如(开源砂石料厂)2、规格、型号、批号、数量:如(卵石、5-20、20-40、4334-33、小石300 M3、中石350 M3)3、检测项目:颗粒级配、含泥量、泥块含量检验、表观密度、堆积密度、压碎值、针片状、吸水率、特殊要求如(碱活性,坚固性)等。
钢筋工程成品保护记录表格

检查部位
检查时间
钢筋工程成品保护控制事项:
1.钢筋半成品已标明分部、分层、分段和构件名称,按号码顺序堆放,同一部位或同一构件的钢筋要放在一起,并有明显标识,且标识上已注明构件名称、钢筋型号、尺寸、直径、根数。
2.绑扎钢筋及焊接钢筋时不准蹬踩钢筋,设专人看护,板负弯矩钢筋绑好后不准踩在上面行走,应放跳板走人,绑扎柱箍筋应搭设架子,以保证钢筋位置准确,浇混凝土时钢筋工要派专人看守修复。
检查情况:
检查人
复查情况:
复查人
复查时间
钢筋笼安装检验批质量抽查记录表(钢筋电弧焊接)

分部工程 名称
钢筋笼安装检验批质量抽查记录(钢筋电弧焊接)
编号:
分项工程名称
验收部位
施工单位
中铁九局集团有限公司雄安站枢纽片区道路管廊排水一期工程涉 铁部分项目经理部
项目经理
#REF!
施工 执行 标准
《建筑地基基础工程施工质量验收规范》GB 50202-2018
质量验收标准的规定
监理单位检查评定记录
备注
1 钢筋笼制作经检验合格
主
控 项
2 焊接材料、焊接工艺应符合要求
目
3
钢筋接头拉伸试验应符合原材力学性 能指标
1
钢筋领安装牢固、顺直,在浇筑混凝 土时不得松动或变形
电弧焊接头焊缝表面应平整,无凹陷
2 、焊瘤,接头处无裂纹、气孔、焊渣
及咬边
3
焊接宽度、厚度、长度符合施工方案 要求
4
声测管连接方法符合设计要求,应安 装牢固、位置准确、连接严密
5
钢筋笼连接区段内钢筋焊接截面积占 钢筋总截面积不宜大于50%
一般
项目
实测项目
允许偏差(mm)
抽检 数
合格 数6钢筋笼中心 Nhomakorabea置10
7
主筋高程
土20
8
环形筋间距
9
钢筋焊接长度
10
保护层厚度
专业监理工程师意见:
土20
单面焊≥10d 双面焊≥5d
土5
不合格偏差值
专业监理工程师:
日期:
焊接检验质量验收记录表
焊接检验质量验收记录表一、引言焊接检验是确保焊接结构安全性和质量的关键过程。
通过对焊接接头的物理、化学和机械性能进行全面评估,可以有效地保证焊接工程的质量。
本文将详细介绍焊接检验质量验收记录表及其重要性。
二、焊接检验质量验收记录表概述焊接检验质量验收记录表是一份详细记录焊接接头质量信息的文件。
该记录表包含了焊接接头的各项质量指标,如焊缝外观、尺寸、硬度、金相组织、无损检测等。
通过对这些数据的分析,可以判断焊接接头是否符合设计要求,从而确保焊接工程的质量。
三、焊接检验质量验收记录表的内容1、焊缝外观检查:记录焊缝的表面质量,如咬边、焊瘤、飞溅等缺陷。
2、焊缝尺寸测量:测量焊缝的宽度、高度、间隙等尺寸,判断是否符合设计要求。
3、硬度检测:通过硬度计测量焊缝和母材的硬度,判断是否符合技术标准。
4、金相组织分析:通过金相显微镜观察焊缝的金相组织,判断其结晶质量和显微组织。
5、无损检测:采用超声波、射线等方法对焊缝进行无损检测,判断内部是否存在缺陷。
四、焊接检验质量验收记录表的重要性1、保证焊接工程质量:通过焊接检验质量验收记录表,可以全面了解焊接接头的各项质量指标,从而保证焊接工程的质量。
2、指导焊接施工:通过对焊接检验结果的分析,可以指导施工单位调整焊接工艺,提高焊接质量。
3、确保安全:焊接检验质量验收记录表是工程验收的重要依据,也是保证焊接结构安全的重要手段。
4、为未来工作提供参考:焊接检验质量验收记录表可以为以后的焊接工程提供参考,避免出现类似的问题。
五、结论焊接检验质量验收记录表是保证焊接工程质量的重要工具。
通过详细记录和评估焊接接头的各项质量指标,可以有效地保证焊接结构的安全性和稳定性。
通过对焊接检验结果的分析,可以指导施工单位调整焊接工艺,提高焊接质量。
因此,我们应该充分重视焊接检验质量验收记录表的重要性,并将其作为焊接工程质量控制的重要组成部分。
检验批质量验收记录表一、引言在建筑工程中,质量验收是决定工程最终质量的关键环节。
钢筋焊接工艺记录表

钢筋焊接工艺记录表一、工程概述本工程为工程,包括部位的钢筋焊接工艺记录表。
二、焊接材料1.焊接电极:选用型号电极,规格为。
2.焊接材料:选用材料,规格为。
三、焊接设备1.焊接机:型号为,参数为。
2.焊接工具:包括焊接钳、刷子、磨具等。
四、工艺要求1.焊接前的钢筋清洁度要求:表面不能有杂质和水分。
2.焊接钢筋的准备工作:包括调整焊接机参数、准备焊接电极等。
3.焊接顺序:按照工程要求和图纸进行焊接。
4.焊接工艺参数:包括焊接电流、电压、焊接速度等。
5.焊接质量控制:焊接完毕后,对焊点进行检查,确保焊缝牢固。
五、工艺操作步骤1.准备工作:–将焊接机连接电源,并进行电源调试。
–准备焊接所需的钢筋、焊接电极、焊接工具等。
2.清洁钢筋:–使用钢刷将钢筋表面的杂质清除。
–使用布擦拭钢筋表面, 保持干燥。
3.准备焊接机:–根据焊接材料的要求,调整焊接机的参数,如电流、电压等。
–安装焊接电极。
4.开始焊接:–按照图纸要求,先从焊接点A开始焊接。
–将焊接电极放在焊接点A附近,进行钢筋焊接。
–确保焊接电极充分接触钢筋,并进行均匀的焊接,直到焊缝形成。
5.检查焊接质量:–检查焊缝的牢固性,确保焊接牢固。
–清理焊缝周围的焊渣和杂物。
6.继续焊接:–按照图纸要求,继续从焊接点B开始焊接。
–重复步骤4和5,直到所有焊接点完成焊接。
7.完成工作:–关闭焊接机电源。
–清理工作区域,清除焊渣和杂物。
六、安全注意事项1.操作人员必须佩戴防护设备,如安全手套、护目镜等。
2.焊接机操作前应检查电源线是否接地良好。
3.钢筋焊接过程中,必须保持周围环境通风良好。
4.使用钢刷等工具时要小心操作,避免划伤皮肤。
为钢筋焊接工艺记录表,详细描述了焊接材料、设备、工艺要求、操作步骤以及安全注意事项。
在进行钢筋焊接工作时,请操作人员严格按照记录表的要求进行操作,确保焊接质量符合要求。
钢筋安装检查记录表

尺量:长度≤20m时,每构件检 查2个断面;长度>20m时,每
构件检查3个断面
尺量:每构件测10个间距
尺量:按骨架总数30%抽测
4
弯起钢筋位置(mm)
5△
保护层 厚度 (mm)
梁、板、拱肋 及拱上建筑基础、锚碇、墩源自身 、 墩柱监理单位自检意见:
±20 ±5 ±10
尺量:每骨架抽查30%
尺量:每构件各立模板面每3m² 检查1处,且每测面不少于5处
检查结果
10
合格率 (%)
监理员:
专业监理工程师:
年月日
项 次
检查项目
规定值或 允许偏差
检查方法和频率
实测值或实测偏差值 123456789
两排以上排距
受力钢
梁、板、拱肋
实
1△ 筋间距 (mm)
同排
及拱上建筑 基础、锚碇、
测
墩台身、墩柱
项
2
箍筋、构造钢筋、螺旋筋间距 (mm)
钢筋骨
长
目
3
架尺寸 (mm)
宽、高或直径
±5 ±10(±5)
±20 ±10 ±10 ±5
xx高速公路工程项目
钢筋安装检查记录表
监理单位:
编 号:
里程桩号:
工程部位:
分项工程:
分部工程:
基本 要求
□1.钢筋安装应保证设计要求的钢筋根数。 □2.钢筋的连接方式、同一连接区段内的接头面积应满足设计要求;接头位置应设在受力较小处,任何连接区段内同一根钢筋不得有两个接头。 □3.钢筋的搭接长度、焊接和机械接头质量应满足施工技术规范的规定。 □4.受力钢筋表面不得有裂纹及其他损伤。 □5.钢筋的保护层垫块应分布均匀,数量及材料性能应满足设计要求和有关技术规范的规定。 □6.钢筋应安装牢固,钢筋网应有足够的钢筋支撑,在混凝土浇筑过程中钢筋不应出现移位。
见证记录样表

见证记录记录编号:1注:样表中检测项目及检测结果判定均依据现行标准和规范编制,如规范标准有更新,应进行相应调整。
|抗震钢筋参考样表:见证记录记录编号:1注:样表中检测项目及检测结果判定均依据现行标准和规范编制,如规范标准有更新,应进行相应调整。
地下工程防水材料参考样表:{见证记录记录编号:1注:1、当设计要求高于验收规范时,应满足设计要求。
~2、样表中检测项目及检测结果判定均依据现行标准和规范编制,如规范标准有更新,应进行相应调整。
住宅室内防水材料参考样表:见证记录记录编号:1·注:1、当设计要求高于验收规范时,应满足设计要求。
2、样表中检测项目及检测结果判定均依据现行标准和规范编制,如规范标准有更新,应进行相应调整。
屋面防水材料参考样表:见证记录记录编号:1注:1、当设计要求高于产品标准时,应满足设计要求。
2、样表中检测项目及检测结果判定均依据现行标准和规范编制,如规范标准有更新,应进行相应调整。
砌体材料参考样表:见证记录记录编号:1注:样表中检测项目及检测结果判定均依据现行标准和规范编制,如规范标准有更新,应进行相应调整。
砂浆参考样表:见证记录记录编号:1注:样表中检测项目及检测结果判定均依据现行标准和规范编制,如规范标准有更新,应进行相应调整。
混凝土标养试块参考样表:见证记录记录编号:1注:样表中检测项目及检测结果判定均依据现行标准和规范编制,如规范标准有更新,应进行相应调整。
*混凝土同条件试块参考样表:见证记录记录编号:1注:样表中检测项目及检测结果判定均依据现行标准和规范编制,如规范标准有更新,应进行相应调整。
混凝土抗渗试块参考样表:见证记录记录编号:1注:样表中检测项目及检测结果判定均依据现行标准和规范编制,如规范标准有更新,应进行相应调整。
钢筋机械连接参考样表:见证记录记录编号:1注:样表中检测项目及检测结果判定均依据现行标准和规范编制,如规范标准有更新,应进行相应调整。
钢筋工技师操作技能考核评分记录表
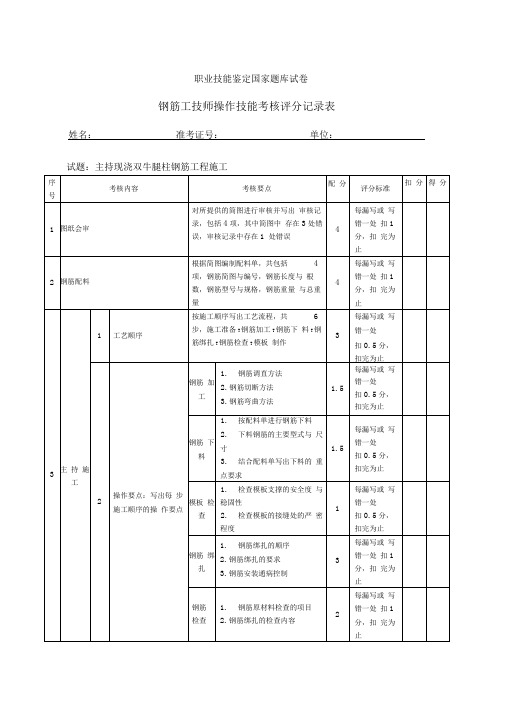
职业技能鉴定国家题库试卷钢筋工技师操作技能考核评分记录表试题:主持现浇双牛腿柱钢筋工程施工评分人:年月日核分人:附:参考答案(一)图纸审核钢筋工程名称:会审日期:年月日(三)主持施工(现浇双牛腿柱钢筋工程)1.工程概况钢筋混凝土工字型双牛腿工字计算高度为8160mm工字型截面尺寸为600 x 400mm外出牛腿分别为400 x 2100mm 400 x 400mm钢筋保护层为30m,混凝土标号C30。
2.工艺顺序按流程图表示:施工准备T钢筋加工T钢筋下料T钢筋绑扎T钢筋检查T模板制作3.操作要点3.1钢筋加工6〜$ 10钢筋采用调直机调直、切断机切断、弯曲机弯曲成型。
0 20钢筋采用人工调直,切断机切断,弯曲机弯曲成型。
3.2钢筋下料按照《配料单》进行钢筋加工,计算,使用卡盘钢筋扳手弯曲成型。
3.3钢筋绑扎:先搭设脚手架,然后开始钢筋安装。
先竖柱筋①号4© 20,绑扎柱箍筋,再绑扎大牛腿。
④号2 $ 8筋,变形箍筋。
⑤号 2 $ 8筋,再帮扎小牛腿及柱上部箍筋。
绑扎时采用2#铁丝双股十字花扣,2〜4匝,外露长度为30mm3.4钢筋检查按照规范要求检查钢筋原材料、规格、间距、角度及形状。
3.5模板检查:按照“三检制”要求上道工序要对下道工序负责,必须检查模板支撑是否牢固,模板是否严密,板角是否完平整。
4.使用机具4.1机械:钢筋调直机、钢筋弯曲机、钢筋切断机、套筒加工机4.2工具:粉笔、钢筋钩子、操作台(架)、卡盘、扳手6. 质量要求及检查方法(1)原材料①主控项目钢筋进场时,应按现行国家规范标准《钢筋混凝土用热轧带肋钢筋》GB1499 等的规定抽取试件做力学性能试验,其质量必须符合有关标准的规定。
检查数量:按进场的批次和产品的抽样检验方案确定。
检验方法:检查产品合格证、出场检验报告和进场复验报告。
②一般项目钢筋应平直、无损伤,表面不得有裂纹、油污、颗粒状或片状老锈。
检查数量:进场时和使用前全数检查。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
试样描述 万能试验机ZM01-50、钢尺等 2
3
延性断裂
延性断裂
备注
/
试
验:
记 录:
复 核:
G310中牟境改建工程 钢筋焊接试验记录表
单位:河南长城铁路工程建设咨询有限公司
施工单位 取样日期 试验规程 试验环境
中铁十四局集团有限公司
试验编号 试验日期
JGJ/T27-2001
生产厂家 型号规格取样地点源自使用部位焊缝表面平整,无凹陷和 焊瘤,焊接接头处无裂缝 、气孔、夹渣
代表数量 仪器设备 试件编号 焊接种类 钢材直径(mm) 试 件 尺 寸 母材截面积(mm2) 焊接长度(mm) 极限荷载(kN) 拉 力 试 验 极限强度(MPa) 断口型式 离断口距离(mm) 心棒直径(mm) 冷 弯曲角度(°) 弯 试验结果 延性断裂 1