一、各种铣刀
常用铣刀的种类及用途
常用铣刀的种类及用途
铣刀啊,那可真是机械加工里的小能手呢!
咱先来说说立铣刀。
这立铣刀就像是个小小的圆柱,头上还带着各种形状的“小帽子”。
它在加工平面的时候可厉害了,就像一个小画家在平整的画布上画画一样,能把平面处理得特别光滑。
而且它还能加工一些槽啊,轮廓啥的。
比如说你要在一块金属板上挖出一个小槽来放个小零件,立铣刀就可以像个小挖土机一样,精准地把槽给挖出来,特别有趣。
还有面铣刀呢,这面铣刀就像是个大盘子,上面有好多小牙齿。
它主要就是用来加工大面积的平面的。
你想象一下,就像是一个大扫帚,一下子就能把一大片地方打扫得干干净净。
它干活可快了,在铣削那些大平面的时候,效率那叫一个高。
键槽铣刀也很有特点。
它呀,专门用来铣键槽的。
键槽是啥呢?就像是给小零件们搭的小轨道一样。
键槽铣刀就像是个专门的轨道工人,把这个小轨道挖得又直又精准。
再来聊聊球头铣刀。
这个铣刀的头部是个圆球状的,它可就像个艺术家的小刻刀了。
在加工一些有弧度的表面的时候,它就大显身手了。
比如说你要做一个有弧度的小工艺品,球头铣刀就能像个巧手的工匠一样,把那个弧度雕琢得特别完美。
铣刀的这些种类啊,每一种都有它自己独特的用途,就像我们人一样,每个人都有自己擅长的事情。
它们在机械加工的世界里,默默地发挥着自己的作用,一起把那些冰冷的金属材料变成各种各样有用的零件,是不是很神奇呢?它们就像是一群小魔法师,把一块普普通通的金属变成了充满生命力的机械部件。
这铣刀的世界,
也是充满了无限的乐趣呢!。
八种常用铣刀的名称和用途
八种常用铣刀的名称和用途在机械加工过程中,铣刀是一种重要的切削工具,其作用是对加工物料进行切削、铣削等加工。
鉴于铣刀的种类极其丰富,下文将从材质类别、形状类别、硬度类别等不同维度,为读者介绍八种常用的铣刀及其用途。
第一类:石墨铣刀石墨铣刀材质密度大,韧性和强度都比较好,可以在断裂撞击时不会产生碎屑。
其主要用途是加工硬度较高的金属材料,如耐磨钢、合金钢等。
此外,石墨铣刀也经常用于加工各类工模,深受模具加工厂家的欢迎。
第二类:球头铣刀球头铣刀是一种形状独特的铣刀,其与常规铣刀的不同之处在于其前端为球形,从而进一步增加了铣削的难度和复杂度。
这种铣刀主要用于加工复杂形状的零件以及凹陷部位的加工工艺,例如制作球面、倒角等。
第三类:T型槽铣刀T型槽铣刀是一种硬度比较高的砂轮铣刀,可用于加工淋型铸造、铝板、镁合金等材料。
由于其特殊的切削形状和锋利度,这种铣刀的适用范围也比较广泛,可用于钢铁冶炼、造船、汽车工业、航空航天等多个领域的铣削加工。
第四类:硬质合金铣刀硬质合金铣刀是一种常用的硬质合金工具,由于其硬度特别高,因此具有很强的耐磨性和韧性。
同时,它也是一种普遍用于加工黄铜、铝合金、红铜等材料的切削机床刀具。
第五类:曲线铣刀曲线铣刀可用于加工各种弧形零件和复杂形状工件,具有加工精度高、切削效率高等优点。
其主要用途是在钢铁冶炼、造船、汽车制造、航空航天等领域中,用于加工曲面部位的钢铁零件、船舶结构件、汽车各类轮轴等。
第六类:整体硬质合金铣刀整体硬质合金铣刀是一种厚重、坚固的铣刀,由整体钨钴硬质合金制成。
与传统的外置夹紧铣刀不同,它具有刚性高、耐磨性高、加工效率高等特点。
此外,由于其硬度高、强度大,因此也被广泛用于加工各种高强度、难加工的金属材料。
第七类:平铣刀平铣刀是一种比较常用的铣刀,其形状为平伸长型,切削刃为直线型或螺旋型。
它的主要作用是用于加工平面,满足不同要求的加工平面需求,如亚光面、高档面等。
此外,平铣刀也常用于加工零件表面的装饰处理,例如制作各种凹凸不平的花纹、图案等。
常用100系配钥匙机常用配钥匙铣刀规格
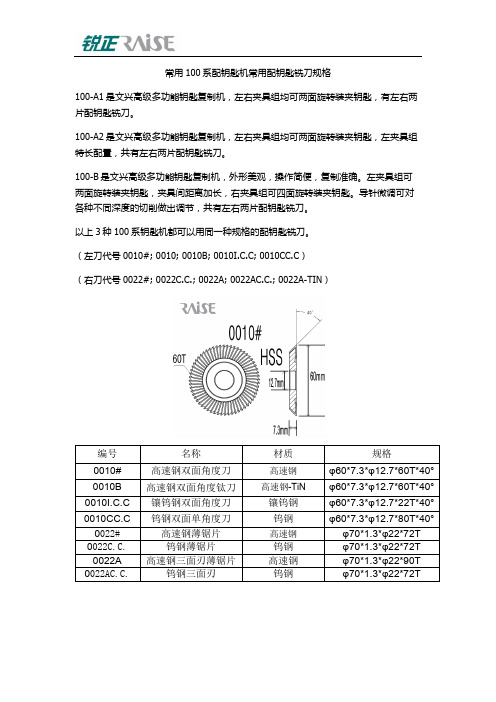
常用100系配钥匙机常用配钥匙铣刀规格100-A1是文兴高级多功能钥匙复制机,左右夹具组均可两面旋转装夹钥匙,有左右两片配钥匙铣刀。
100-A2是文兴高级多功能钥匙复制机,左右夹具组均可两面旋转装夹钥匙,左夹具组特长配置,共有左右两片配钥匙铣刀。
100-B是文兴高级多功能钥匙复制机,外形美观,操作简便,复制准确。
左夹具组可两面旋转装夹钥匙,夹具间距离加长,右夹具组可四面旋转装夹钥匙。
导针微调可对各种不同深度的切削做出调节,共有左右两片配钥匙铣刀。
以上3种100系钥匙机都可以用同一种规格的配钥匙铣刀。
(左刀代号0010#; 0010; 0010B; 0010I.C.C; 0010CC.C)(右刀代号0022#; 0022C.C.; 0022A; 0022AC.C.; 0022A-TIN)100-E1是文兴高级多功能钥匙复制机,配钥匙铣刀的两组夹具间距离加长可复制特长钥匙。
左夹具组可两面旋转装夹钥匙并有四种方法来定位钥匙,右夹具组可四面旋转装夹钥匙;导针微调可对各种不同深度的切削做出调节,共有左右两片配钥匙铣刀。
100F1、100E、100E1、100F、100D,这些型号的钥匙机可以和100E1钥匙机一样的规格的配钥匙铣刀100-G是文兴高级多功能钥匙复制机,设有快慢两档切削速度,配钥匙铣刀的左右两组夹具间距离特长设计。
左夹具组有四种方法来定位钥匙。
左夹具组可四面旋转装夹钥匙,右夹具组分上下两层装夹钥匙。
左、右两组导针步进微调装置可对各种不同深度配钥匙铣刀的切削做出精确的调节。
分左右两片配钥匙铣刀。
(左刀代号0011B; 0011; 0011#; 0011CI.C.C; 0011BC.C.; R0011BC.C.;)(右刀代号0023C C.C.; 0023C.C; 0023B; 0023; 0023A; 0023-TIN)以上是部分常用100系的钥匙机常用配钥匙铣刀的规格。
各种铣刀直壁加工规格参数表表全
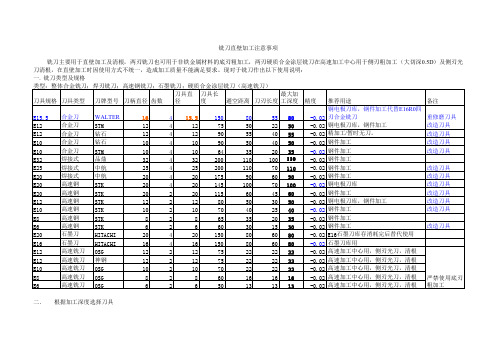
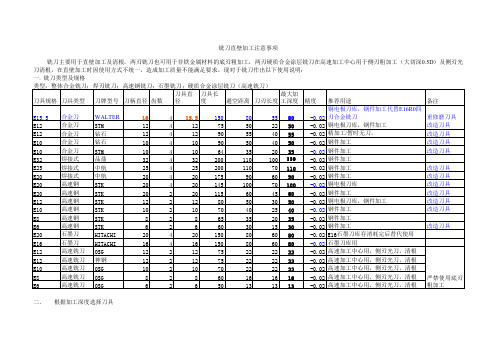
铣刀直壁加工注意事项铣刀主要用于直壁加工及清根,两刃铣刀也可用于非铁金属材料的底刃粗加工,两刃硬质合金涂层铣刀在高速加工中心用于侧刃粗加工(大切深0.5D )及侧刃光刀清根,在直壁加工时因使用方式不统一,造成加工质量不能满足要求。
现对于铣刀作出以下使用说明:一. 铣刀类型及规格类型:整体合金铣刀;焊刃铣刀;高速钢铣刀;石墨铣刀;硬质合金涂层铣刀(高速铣刀)刀具规格刀具类型刀牌型号刀柄直径齿数刀具直径刀具长度避空距离刀刃长度最大加工深度精度推荐用途备注E15.5合金刀WALTER 16415.5150805580-0.02铜电极刀库,钢件加工代替E16R0四刃合金铣刀重修磨刀具E12合金刀STM 1241275502250-0.02铜电极刀库,钢件加工改造刀具E12合金刀钻石1241290554055-0.02精加工/暂时无刀。
改造刀具E10合金刀钻石1041090504050-0.02钢件加工改造刀具E10合金刀STM 1041064352035-0.02钢件加工改造刀具E32焊接式品鼎32432200110100110-0.02钢件加工E25焊接式中航2542520011070110-0.02钢件加工改造刀具E20焊接式中航20420175906090-0.02钢件加工改造刀具E20高速钢STK 2042014510070100-0.02铜电极刀库改造刀具E20高速钢STK 20220115604560-0.02钢件加工改造刀具E12高速钢STK 1221280503050-0.02铜电极刀库,钢件加工改造刀具E10高速钢STK 1021070402540-0.02钢件加工改造刀具E8高速钢STK 82865352035-0.02钢件加工E6高速钢STK 62660301530-0.02钢件加工改造刀具E20石墨刀HITACHI 20420150806080-0.02E16石墨刀库存消耗完后替代使用E16石墨刀HITACHI 16416150806080-0.02石墨刀库用E12高速铣刀OSG 1221275222222-0.02高速加工中心用,侧刃光刀,清根严禁使用底刃粗加工E12高速铣刀神钢1221275222222-0.02高速加工中心用,侧刃光刀,清根E10高速铣刀OSG 1021070222222-0.02高速加工中心用,侧刃光刀,清根E8高速铣刀OSG 82860161616-0.02高速加工中心用,侧刃光刀,清根E6高速铣刀OSG62650131313-0.02高速加工中心用,侧刃光刀,清根二. 根据加工深度选择刀具优先选用大直径刀具,但要考虑刀具刃长,避免刀刃上下不等量磨损加工直壁40mm以內深度用D10;加工直壁40-50mm深度用D12;加工直壁50-80mm深度用D15.5;加工直壁60-90mm深度优选用D20;加工直壁70-100mm深度用D25;加工直壁100-110mm深度用D32;三.刀加工直壁注意事项:1.考虑刀具刃长,加工须分段加工,每次切深不能超过刀刃长度,推荐值为1.5D;2.程序编制要求刀路顺铣;3.精加工前,操作工须准确在机测刀并进行补偿;4.加工时优先选用风冷(干式切削),尽管切削液在润滑的情况下能获得更好的表面质量,但也存在让刀问题造成难以加工到位;5.严禁侧面底面同时加工,加工侧面深度让出底面0.05~0.1mm;6.侧面加工刀具刀刃可能有0.5x45°倒角,如须清出R0角请特殊注明。
数控刀具的主要种类及特点
数控刀具分类按基本形式可分为五类:第一类:加工各种外表面的刀具,包括车刀、刨刀、铣刀、外表面拉刀和锉刀等;第二类:孔加工刀具,包括钻头、扩孔钻、镗刀、铰刀和内表面拉刀等;第三类:螺纹加工刀具,包括丝锥、板牙、自动开合螺纹切头、螺纹车刀和螺纹铣刀等;第四类:齿轮加工刀具,包括滚刀、插齿刀、剃齿刀、锥齿轮加工刀具等;第五类:切断刀具,包括镶齿圆锯片、带锯、弓锯、切断车刀和锯片铣刀等等。
此外,还有组合刀具。
按切削运动方式和相应的刀刃形状,刀具又可分为三类:通用刀具,如车刀、刨刀、铣刀(不包括成形的车刀、成形刨刀和成形铣刀)、镗刀、钻头、扩孔钻、铰刀和锯等;成形刀具,这类刀具的刀刃具有与被加工工件断面相同或接近相同的形状,如成形车刀、成形刨刀、成形铣刀、拉刀、圆锥铰刀和各种螺纹加工刀具等;展成刀具是用展成法加工齿轮的齿面或类似的工件,如滚刀、插齿刀、剃齿刀、锥齿轮刨刀和锥齿轮铣刀盘等。
1.数控加工刀具的种类数控加工刀具可分为常规刀具和模块化刀具两大类。
模块化刀具是发展方向。
发展模块化刀具的主要优点:减少换刀停机时间,提高生产加工时间;加快换刀及安装时间,提高小批量生产的经济性;提高刀具的标准化和合理化的程度;提高刀具的管理及柔性加工的水平;扩大刀具的利用率,充分发挥刀具的性能;有效地消除刀具测量工作的中断现象,可采用线外预调。
事实上,由于模块刀具的发展,数控刀具已形成了三大系统,即车削刀具系统、钻削刀具系统和镗铣刀具系统。
(1)从结构上可分为①整体式②镶嵌式可分为焊接式和机夹式。
机夹式根据刀体结构不同,分为可转位和不转位;③减振式当刀具的工作臂长与直径之比较大时,为了减少刀具的振动,提高加工精度,多采用此类刀具;④内冷式切削液通过刀体内部由喷孔喷射到刀具的切削刃部;⑤特殊型式如复合刀具、可逆攻螺纹刀具等。
(2)从制造所采用的材料上可分为①高速钢刀具高速钢通常是型坯材料,韧性较硬质合金好,硬度、耐磨性和红硬性较硬质合金差,不适于切削硬度较高的材料,也不适于进行高速切削。
07 各种铣刀直壁加工规格参数表【14表全】
铣刀直壁加工注意事项铣刀主要用于直壁加工及清根,两刃铣刀也可用于非铁金属材料的底刃粗加工,两刃硬质合金涂层铣刀在高速加工中心用于侧刃粗加工(大切深0.5D )及侧刃光刀清根,在直壁加工时因使用方式不统一,造成加工质量不能满足要求。
现对于铣刀作出以下使用说明:一. 铣刀类型及规格类型:整体合金铣刀;焊刃铣刀;高速钢铣刀;石墨铣刀;硬质合金涂层铣刀(高速铣刀)刀具规格刀具类型刀牌型号刀柄直径齿数刀具直径刀具长度避空距离刀刃长度最大加工深度精度推荐用途备注E15.5合金刀WALTER 16415.5150805580-0.02铜电极刀库,钢件加工代替E16R0四刃合金铣刀重修磨刀具E12合金刀STM 1241275502250-0.02铜电极刀库,钢件加工改造刀具E12合金刀钻石1241290554055-0.02精加工/暂时无刀。
改造刀具E10合金刀钻石1041090504050-0.02钢件加工改造刀具E10合金刀STM 1041064352035-0.02钢件加工改造刀具E32焊接式品鼎32432200110100110-0.02钢件加工E25焊接式中航2542520011070110-0.02钢件加工改造刀具E20焊接式中航20420175906090-0.02钢件加工改造刀具E20高速钢STK 2042014510070100-0.02铜电极刀库改造刀具E20高速钢STK 20220115604560-0.02钢件加工改造刀具E12高速钢STK 1221280503050-0.02铜电极刀库,钢件加工改造刀具E10高速钢STK 1021070402540-0.02钢件加工改造刀具E8高速钢STK 82865352035-0.02钢件加工E6高速钢STK 62660301530-0.02钢件加工改造刀具E20石墨刀HITACHI 20420150806080-0.02E16石墨刀库存消耗完后替代使用E16石墨刀HITACHI 16416150806080-0.02石墨刀库用E12高速铣刀OSG 1221275222222-0.02高速加工中心用,侧刃光刀,清根严禁使用底刃粗加工E12高速铣刀神钢1221275222222-0.02高速加工中心用,侧刃光刀,清根E10高速铣刀OSG 1021070222222-0.02高速加工中心用,侧刃光刀,清根E8高速铣刀OSG 82860161616-0.02高速加工中心用,侧刃光刀,清根E6高速铣刀OSG62650131313-0.02高速加工中心用,侧刃光刀,清根二. 根据加工深度选择刀具优先选用大直径刀具,但要考虑刀具刃长,避免刀刃上下不等量磨损加工直壁40mm以內深度用D10;加工直壁40-50mm深度用D12;加工直壁50-80mm深度用D15.5;加工直壁60-90mm深度优选用D20;加工直壁70-100mm深度用D25;加工直壁100-110mm深度用D32;三.刀加工直壁注意事项:1.考虑刀具刃长,加工须分段加工,每次切深不能超过刀刃长度,推荐值为1.5D;2.程序编制要求刀路顺铣;3.精加工前,操作工须准确在机测刀并进行补偿;4.加工时优先选用风冷(干式切削),尽管切削液在润滑的情况下能获得更好的表面质量,但也存在让刀问题造成难以加工到位;5.严禁侧面底面同时加工,加工侧面深度让出底面0.05~0.1mm;6.侧面加工刀具刀刃可能有0.5x45°倒角,如须清出R0角请特殊注明。
数控刀具种类
2.按切削刃形状分
数控车削刀具按切削刃形状可分为尖形车刀、圆弧形车刀和成形车刀3类。
(1)尖形车刀。尖形车刀是指以直线形切削刃为特征的车刀。这类车刀的刀尖(同时也为其
刀位点)由直线形的主、副切削刃构成,如90°内外圆车刀、左右端面车刀、切槽(棚鼬讪车兀
以及刀尖倒棱很小的各种外圆和内孔车刀。
产技术水平和经济效益。数控刀具与传统刀具的特征比较如表11。1所示。
表11,1
数控刀具与传统刀具的特征比较
序号
项目
传统切削刀具
数控刀具
刀具材料
普通工具钢、高速钢、焊接硬质合
金等
粉末冶金高速钢、硬质合金、PCD、CBN、Co-HsS、
陶瓷、涂层刀具等
刀具硬度
低,高速钢:ωHRC
高,,OHRA以上
被加工零件硬度
(3)特殊形式。特殊形式包括复合式和减振式等。
3。按切削加工工艺分
按切削加工工艺可分为车削刀具、铣削刀具、钻削刀具和镗削刀具等。
(1)车削刀具。车削刀具包括外圆车刀、内孔车刀、切槽(断)刀、端面车刀、螺纹车刀等:
(2)铣削刀具。铣削刀具包括面铣刀、立铣刀和螺纹铣刀等。
(3)钻削刀具。钻削刀具包括钻头、铰刀和丝锥等。
低
高,可对高硬材料实现“以车代磨”
切削速度
加工钢、铸铁:v≤30m/min
加工钢、铸铁:可转位涂层刀片切削速度可达
380m/min∷加工铸铁,CBN刀片切削速度可达
100O~2O00m/min;力口工铝合金:PCD刀具切削速
度可达5OO0m/min或更高
刀具制造精度
十微米级
微米级
关键技术
一般机械制造、切削原理、热处理、
铣刀种类及规格(含图)
铣刀种类及其规格铣刀,是用于铣削加工的、具有一个或多个刀齿的旋转刀具。
工作时各刀齿依次间歇地切去工件的余量。
铣刀主要用于在铣床上加工平面、台阶、沟槽、成形表面和切断工件等。
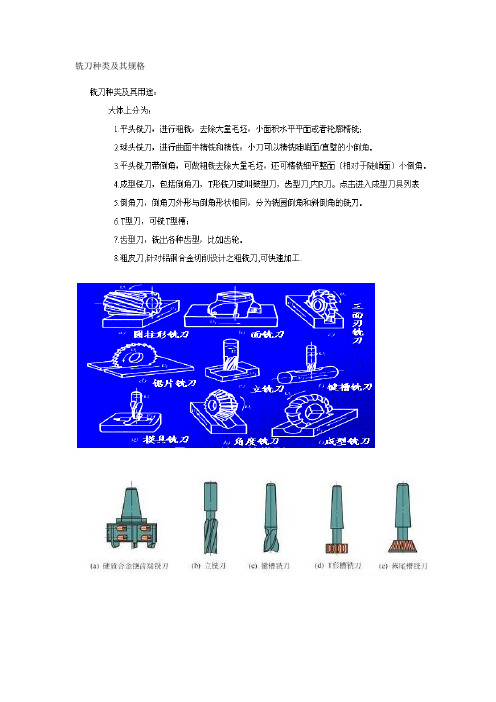
种类铣刀按用途区分有多种常用的型式。
①圆柱形铣刀:用于卧式铣床上加工平面。
刀齿分布在铣刀的圆周上,按齿形分为直齿和螺旋齿两种。
按齿数分粗齿和细齿两种。
螺旋齿粗齿铣刀齿数少,刀齿强度高,容屑空间大,适用于粗加工;细齿铣刀适用于精加工。
②面铣刀:用于立式铣床、端面铣床或龙门铣床上加工平面端面和圆周上均有刀齿也有粗齿和细齿之分。
其结构有整体式、镶齿式和可转位式3种。
③立铣刀:用于加工沟槽和台阶面等,刀齿在圆周和端面上,工作时不能沿轴向进给。
当立铣刀上有通过中心的端齿时可轴向进给。
④三面刃铣刀:用于加工各种沟槽和台阶面其两侧面和圆周上均有刀齿。
⑤角度铣刀:用于铣削成一定角度的沟槽,有单角和双角铣刀两种。
⑥锯片铣刀:用于加工深槽和切断工件,其圆周上有较多的刀齿。
为了减少铣切时的摩擦刀齿两侧有15′~1°的副偏角。
此外还有键槽铣刀、燕尾槽铣刀、T形槽铣刀和各种成形铣刀等。
铣刀的结构分为4种。
①整体式:刀体和刀齿制成一体。
②整体焊齿式:刀齿用硬质合金或其他耐磨刀具材料制成并钎焊在刀体上。
③镶齿式:刀齿用机械夹固的方法紧固在刀体上。
这种可换的刀齿可以是整体刀具材料的刀头也可以是焊接刀具材料的刀头。
刀头装在刀体上刃磨的铣刀称为体内刃磨式;刀头在夹具上单独刃磨的称为体外刃磨式。
④可转位式(见可转位刀具):这种结构已广泛用于面铣刀、立铣刀和三面刃铣刀等。
直柄立铣刀规格表直柄立铣刀规格刃部长度全长规格刃部长度全长2 7 40 1/8 3/8 2—5/163 8 40 3/16 1/2 2—5/164 11 43 1/4 5/8 2—7/165 12 47 5/16 3/4 2—1/26 13 57 3/8 3/4 2—1/28 19 63 7/16 1 2—11/1610 22 72 1/2 1—1/4 3—1/412 26 82 9/16 1—3/8 3—3/814 26 82 5/8 1—5/8 3—3/416 32 90 11/16 1—5/8 3—3/418 32 90 7/8 1—7/8 4—1/820 38 100 1 2 4—1/2产品名称产品规格产品材料锯片铣刀Ф60—Ф200 高速工具钢切口铣刀Ф40—Ф80 高速工具钢直齿三面刃铣刀Ф50—Ф130 高速工具钢齿轮滚刀M1—M10高速工具钢高速工具钢直柄键槽铣刀规格Ф2—Ф20 锥柄立铣刀规格Ф14—Ф50 椎柄键槽铣刀规格Ф14—Ф50规格刃部长度全长规格刃部长全长莫氏椎柄号规格刃部长全长莫氏椎柄号2 4 35 14 26 111 2 14 24 110 23 5 35 16 32 117 2 16 28 115 24 7 35 18 32 117 2 18 32 120 25 8 40 20 38 123 2 20 36 125 26 10 45 22 38 140 3 22 36 125 28 14 50 25 45 147 3 24 40 145 310 18 60 28 45 147 3 25 40 145 312 22 65 30 45 147 3 28 45 150 314 24 70 32 53 178 4 32 50 155 316 28 75 35 53 178 4 36 55 185 418 32 80 36 53 178 4 40 60 190 420 36 85 40 63 188 4 45 65 195 445 63 188 4 50 65 195 450 75 200 4。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
一、各种铣刀
二、铣刀基本参数
图3、
以“圆柱直齿平面铣刀”(参图3)为例,说明铣刀的几个基本概念:
1、前刀面:进行铣削加工时,切屑流出的通道。
2、后刀面:减小刀具与已加工平面的摩擦。
注:前角决定切削的难易程度和切屑在刀具前面上的摩擦情况。
前角大时,可使切屑变形小,流出顺利,减少了切屑和刀具前刀面之间的摩擦,使切削力降低,切削起来轻快;但是前角太大,会使刀刃变得非常薄弱,粗加工时可能引起崩刃。
4、楔角:前刀面与后刀面的夹角,用来反映铣刀刃的厚度/强度。
注:后角作用是减小刀具后面和工件已加工表面之间的摩擦,大小直接影响到刀具强度。
后角加大了,后面与已加工平面之间的摩擦会减小,切削起来轻快点,刀齿的磨损会慢些;但是后角太大,会降低刀齿强度,刀刃散热情况变差,反而会加剧刀齿的磨损。
6、基面:用来定义前角的基准面,且回转动(如铣刀一个刀刃由位置Ⅰ转到位置II)。
7、铣刀的切削平面:用来定义后角的基准面,且会转动(因为基面转动,他又始终垂直与基面)。
补:“圆柱螺旋齿平面铣刀”还需知道以下几个角度:
8、螺旋角:切削刃与铣刀轴线间夹角。
其作用能使刀具在切削时受力均衡,工作较为稳定,
切削流动顺利。
三、铣刀参数选择:
1、前角的选择:
①主要根据工件材料来决定。
a、在加工塑性材料(如钢料)时:塑性材料切屑呈带状且变形大,应选用较大前角,以
减小切屑的变形,改善切削情况;
b、在加工脆性材料(如铸铁)时:脆性材料切屑呈碎状小块,在刀刃附近有冲击力,并且脆性
材料表面硬度高,通常含沙眼、杂质等,对切削不利,为保护
刀尖,前角一般比加工塑性材料要小些。
c、在加工轻金属(如铝及铝合金)时:前角可取比塑性材料更大些,因为金属强度和硬
度都比钢料低,在铣切中对刀齿的强度要求可以比铣
钢料时低,同时加大前角更有利于切屑的排除。
②还要考虑工件材料的软硬程度。
a、工件材料较软时:选较大的前角;
b、工件材料较硬时:选较小的前角。
③还要考虑加工的性质。
a、粗加工时:应取较小的前角;
b、精加工时:应取较大的前角。
2、后角的选择:
①根据工件材料的软硬程度。
a、工件材料较软时:则可加大后角;
b、工件材料较硬时:应减小后角以增加刀齿强度。
②还要考虑加工的性质。
a、粗加工时:对加工表面光洁度要求不高,同时被切削金属层比较厚,应取较小的后角;
b、精加工时:工件要保证一定表面光洁度,且被切削的金属层比较薄,应取较大的后角。
5、螺旋角的选择:∵螺旋角对于“排屑”+“铣削的平稳性”很有利;
∴要注意轴向力影响+排屑的顺利性。
①铣刀螺旋槽方向确定:(以卧式铣床上圆柱螺旋平面铣刀为例)
图7、
左铣刀
右铣刀
把铣刀端面竖直在工作台上,看螺旋线朝哪一面上升:
如螺旋线由右往左上升,则为左螺旋槽。
如螺旋线由左往右上升,则为右螺旋槽。
∴含左螺旋槽的铣刀叫“左铣刀” 。
∴含右螺旋槽的铣刀叫“右铣刀” 。
总结:不管带柄还是带孔铣刀的螺旋左/右旋向,和看螺钉的一样。
②铣削加工时,一定要注意“铣刀的旋向”+“铣刀中心轴上受力方向” 。
四、铣削用量:
(一)、切削用量中的基本概念:铣削的主运动是铣刀的旋转运动,进给运动是工件的直线运动。
1、铣削速度:铣削时的主运动由铣刀完成,铣刀的刀刃线速度便为铣削速度。
V :铣削速度,单位“米/分钟” V=n D/1000 n :铣刀转速,单位“转/分钟” D :铣刀直径,单位“毫米”
2铣削时的辅助运动由工件进给运动完成,为单位时间内工件相对于刀具的移动距离。
、每转进给量:铣刀每转一周在进给运动方向相对工件的位移量。
铣刀每回转一分钟在进给运动方向相对工件的位移量。
总结:进给速度=转速·每转进给量=转速·齿数·每齿进给量
a 、铣削深度p a :平行与铣刀轴线方向上测得的铣削层尺寸; 即p a ∥铣刀轴线。
3、吃刀量:b 、铣削宽度e a :在垂直与铣刀轴线和工件进给方向上测得的铣削层尺寸;
即a ⊥(铣刀轴线与工件进给方向所确定的平面)。
(二)铣削用量的选择方法:
1、铣削用量的选择顺序:∵影响刀具寿命最显著的因素是铣削速度,其次是进给量,而吃刀量对刀具的影响最小=>∴①应优先采用较大吃刀量+ ②其次是较大进给量+ ③最后才是铣削速度。
①吃刀量的选择:一般根据工件铣削层的尺寸来选择铣刀(如用面铣刀铣削平面时,铣刀
直径一般应大于切削层宽度;用圆柱铣刀铣削平面时,铣刀长度一般应
大于工件切削层宽度)+当加工余量不大时,应尽量一次进给铣去全部
a、粗加工时:在铣床进给机构的强度、刀杆强度、刀齿强度、机床及
②每齿进给量夹具的刚度来确定。
在许可条件下,应尽量选大点。
的选择b、精加工时:为减少机床振动,保证表面粗糙度,一般选较小进给量。
a、粗铣时:必须考虑铣床许用功率;
③铣削速度
b、精铣时:要考虑合理切削速度,以抑制积屑瘤产生。
五、逆铣与顺铣
(零)定义1:铣刀切进工件时候形成的铁屑由厚变薄是顺铣;由薄变厚是逆铣。
定义2:工件的进给方向和刀具的旋转方向一致为顺铣,相反为逆铣。