炼钢厂3号连铸机红外定尺系统快速改进项目建议书(201510)
连铸切割机返回系统的改进-文档
连铸切割机返回系统的改进一、引言安钢第二炼钢厂1#方坯连铸机的切割系统采用红外线定尺自动切割,切割行程采用限位开关控制,由于现场环境温度较高,水汽粉尘较大,行程限位开关经常发生故障,外围布线也经常老化短路,导致切割机无法返回,甚至线路故障导致上位的PLC电源开关跳闸,对生产带来较大影响。
采用设计PLC程序控制切割机返回来代替行程开关的作用后,消除了以上生产不利因素。
二、系统配置采用原有的系统配置:控制系统采用S7―300 PLC,定尺信号系统采用红外线定尺测量方式,连铸火焰切割机三、系统工艺原理1)切割机工作原理:切割系统采用红外线定尺自动切割,当PLC收到切割信号,控制火焰切割机包夹夹紧铸坯,随铸坯同方向纵向移动,同时切割枪的切割氧和煤气电磁阀同时打开,切割枪横向摆臂切割铸坯,当切割完成后,切割机碰到行程限位开关停止切割并返回原位。
2)定尺定重系统原理:系统通过红外摄像机远距离采集运动铸坯的图像信息,采用先进的图像处理技术,在线识别热红坯的长度,利用计算机对图像信息进行模式识别程序处理,形成操作信息并转换成规定格式的电控信号(切割信号)给到PLC输入端,PLC根据切割信号控制切割机完成切割。
3)切割枪返回设计原理:由于连铸机切割系统对定尺切割的尺寸要求比较精确,但对切割完成后切割机的返回行程要求则相对较宽(切割机切割行程在1.1m到1.5m之间),因此给设计带来了可行。
当切割信号给到PLC,并控制切割机开始切割时,设计PLC程序对铸坯的拉速信号进行采集并累加,当累加的拉距值接近原有限位开关的位置距离值时,使PLC程序断开切割机包夹信号,松开包夹,切割机由配重装置牵引回到原位,等待下一次切割。
四、 PLC程序设计由于连铸机生产系统中的PLC程序已经满足当前控制的需要,改进的切割机返回系统只需在原有PLC主程序中加入设计的切割机返回的功能模块FC,当切割机开始定尺切割铸坯时调用此FC模块即可。
因此对PLC主程序不再赘述,只对拉速采集程序以及设计的功能模块FC简单叙述一下,以阐明工作原理。
小方坯连铸机自动定尺与切头技术改进
4 3
产时, 拉矫机启动后 , 安装在拉矫机 直流 电机 同轴
自动定 尺系统 与剪 切 坯 头是 可 以完成 正常 功 能 的 。
上的测速发电机输出一定 的电压信号, 供给仪器作
为模拟输人信号 。通过仪器 的综合 处理、 取样 、 修 正、 显示等。从而将拉矫 速度 波动 面引起的长度变 化寄存累计 , 了设定 的定尺 长度后 , 到 向剪 切机发 出剪切信号 , 也就保证了计长测量和定尺控制 的一
1 自动 定 尺 系统
1 1 组成 .
一
测量 误差 : 大于 ±0001 不 .0 ;
显示 最小位置 :. 0 I。 0 0 01n
()定 尺精 度 : 长 误 差 :~ + 00 5m, 证 8 坯 O .0 保 致性 。预置最小 位显示 值 :. 1 00 m;
自动定尺系统 由计 长测速仪 和铸坯定尺记数 仪两个不可分割 的部 分组成 。计长测速仪部分 由 A D转换 电路 、 / 比例修正 、 电路主控振荡电路、 计长 寄存计数电路 、 测速 自校电路、 数据选择 电路 、 锁定 及译码 、 驱动及显示单元 、 控制 电路单元等组成 ; 铸 坯定尺记数 仪部分 由输入 电路, 坯长寄存器记数 、
量铸 坯长 度和 速 度 。又用 来 控 制 坯 长定 尺 , 机两 一
()定尺 范围 :.~9 9 I 续可 调预置 ; 4 0 O .91连 T ()切坯记 数量程 :9P ̄ 5 99
用, 分别按装 于 P 操作室 ( 1 测长 , 测速) P 操作 和 4 室( 定尺) 。这套仪器为 38 . 万元一套 , 机 3 , 3 流 每 流一套 , 1 4万元 。 1.
A;
( 1 使用电源 : C20 1) A 2 V一1%, O 频率 5  ̄6 0 0
天铁炼钢厂3~#连铸机改造
Ⅳ Z h i - y o n g ,C AI Fu — x i a n g a n d H OU Z hi ~h u i
( T e c h n o l o g y C e n t e r o f T i a n t i e M e t a l l u r y g G r o u p , S h e C o u n t y , H e b e i P r o v i n c e 0 5 6 4 0 4 , C h i n a )
天铁炼 钢厂 3 连铸 机改造
d o i : 1 0 . 3 9 6 9  ̄ . i s s n . 1 0 0 6 - 1 1 0 X . 2 0 1 5 . 0 2 . 0 1 2
天铁 炼 钢 厂 3 # 连铸 机 改造
安志勇, 蔡 福祥 , 侯 志 慧 ( 天铁 冶金 集 团技 术 中心 , 河北 涉县 0 5 6 4 0k i n g P l a n t ,T i a n j i n T i a n t i e Me t a l l u r y g G r o u p . I n o r d e r t o s o l v e t h e p r o b l e m o f ̄ e q u e n t m o u l d
1 5 0 x1 5 0 b i l l e t wi t h 1 7 . 8 a v e r a g e s e q u e n c e h e a t s , 9 9. 9 8 % b i l l e t q u a l i i f c a t i o n r a t e a n d 9 9 . 6 5 % y i e l d . Ke y wo r ds c a s t e r ; mo d i ic f a t i o n ;mo u l d
荣信钢铁有限公司连铸改造方案

荣信钢铁有限公司3#连铸机提速改造方案1,冶炼条件根据荣信钢铁有限公司炼钢厂有关领导提供的相关转炉冶炼数据如下:2,现有连铸情况3,炉机匹配及配合拉速、产能计算3.1,炉机匹配关系根据炼钢厂现阶段生产状况及现场实际情况分析,目前所有连铸机均存在检修时间不够、设备损坏严重、备品备件不足以及部分工艺、设备设计不合理等客观情况。
按照公司领导要求为降低转炉出钢温度、对各冶炼环节的能量进行有效平衡,节约冶炼成本;同时解决连铸机检修时间不足等问题,需将5座转炉与4台连铸机的生产匹配关系进行重新协调组织,以求达到最佳的匹配生产关系,从而达到能源、经济成本最佳平衡。
各炉机匹配生产关系见下图:匹配关系1;匹配关系2;匹配关系3;3.2,日产能统计表通过上述匹配关系图和产能表可见,匹配关系1产能与经济效益平衡最佳,匹配关系3的产能得到最大释放,但不是很经济。
3.2,5座转炉与4台连铸机的配合拉速、产能计算见下表:4,3#连铸机提速的意义1),通过2座转炉对1台连铸的匹配生产更能优化生产流程,有利于生产调度组织。
2),加速了生产组织过程中的钢包运转效率,降低了钢包温降速率,有利于节能降耗。
3)通过3#连铸机的提速生产有利于降低转炉出钢温度,减少转炉吹炼时间,节约生产成本。
4)通过3#连铸机的提速,有利于组织生产,给其余1座转炉及2台连铸机预留出足够的检修时间,降低了设备损耗、减少了设备备品、备件的采购,为企业节约生产成本,达到降本增效的目的。
5,3#连铸机提速改造方案根据3#连铸机现阶段生产状况及现场实际情况分析,设备损坏严重,没有备件更换。
故需改造的设备如下:1)结晶器下口足辊喷淋水环工艺设计不合理,需重新设计、制造并更换。
2)二冷段喷淋装置设计不合理,需重新进行二冷分区的设计及喷淋装置的制作。
3)二冷水配水管道改造,需增加二冷2段配水总管道。
4)二冷区铸坯导向支撑装置已损坏严重、各导向辊已锈蚀卡死,严重影响铸坯拉速及外形质量,需重新进行设计制作。
冶炼公司技术改造项目建议书

××××冶炼有限责任公司项目建议书目录第一章总论 (1)1.1项目名称、主办单位及负责人 (1)1.2编制依据 (1)1.3参考资料 (2)1.4建设内容及结论 (2)第二章项目建议的背景 (4)第三章市场分析与建设规模 (6)3.1产品市场分析 (6)3.2产品规模 (11)第四章建设地点及条件 (12)4.1建设地点 (12)4.2自然条件 (12)4.3社会条件 (16)4.4厂址可行性 (17)第五章工艺技术方案与设备选型 (18)5.1产品方案 (18)5.2主要生产技术与工艺 (19)5.3主要设备选型 (38)第六章平衡分析 (51)6.1物料平衡分析 (51)6.2煤气平衡分析 (55)6.3硫平衡 (55)6.4水平衡 (57)第七章投资估算及资金筹措 (61)7.1固定资产投资估算 (61)7.2流动资金估算 (63)7.3投资估算结果及资金筹措 (63)第八章经济评价 (65)8.1编制依据 (65)8.2基础数据 (65)8.3流动资金估算 (65)8.4项目总投资 (66)8.5投资使用计划与资金筹措 (66)8.6年销售收入和年销售税金及附加估算 (66)8.7总成本费用估算 (67)8.8利润总额分配 (68)8.9财务盈利能力分析 (68)8.10清偿能力分析 (69)8.12评价结论 (71)第九章项目进度安排 (72)第十章结论及建议 (73)10.1结论 (73)10.2建议 (73)附图:1、项目地理位臵图2、《××县××冶炼公司占地平面图》。
附表:1、流动资金估算表2、投资使用计划与资金筹措表3、销售收入和附加及税金估算表4、固定资产折旧估算表5、递延资产、无形资产摊销估算表6、总成本费用估算表7、损益表8、现金流量表9、借款还本付息表附件:1、项目编制委托书2、《××省发展和改革委员会××省经济委员会关于钢铁水泥建设项目清理整顿处理意见的通知》晋发改产业发【2004】879号3、《××市发展和改革委员会企业投资项目备案证》晋市发改工备案【2006】032号4、企业法人营业执照5、组织机构代码证第一章总论1.1 项目名称、主办单位及负责人项目名称:铁水连续铸造配套技改项目主办单位:××××冶炼有限责任公司法定代表人:××法定地址:××县××镇注册资本:经营范围:生铁、冶炼、铸造拟建地点:××省××县××镇1.2 编制依据1、××××冶炼有限责任公司铁水连续铸造配套技改项目建议书编制委托书2、晋发改产业发【2004】879号“××省发展和改革委员会××省经济委员会《关于钢铁水泥建设项目清理整顿处理意见的通知》”,2004年12月3、××市环境保护局晋市环办【2006】39号“关于××××冶炼有限责任公司450m3高炉技改项目污染物排放总量控制限制的批复”,2006年4月25日4、中国铸造协会《铸造行业发展规划及至2010年设想》5、《××市关于制定国民经济和社会发展第十一个五年规划的建议》6、《冶金工业“十五”规划》,国家经贸委,2001年6月7、国家发改委令第35号《钢铁产业发展政策》,2005年7月20日8、国家发展和改革委员会第40号《产业结构调整指导目录(2005年本)》,2005年12月9、××省发展和改革委员会《产业结构调整目录(2006年本)》,2006年01月10、国家发展和改革委员会等部委文件发改工业【2006】1084号《关于钢铁工业控制总量淘汰落后加快结构调整的通知》,2006年6月11、××××冶炼有限责任公司提供的基础资料1.3 参考资料(1)《××××冶炼有限责任公司450m3高炉炼铁工程可行性研究报告》,××市工程咨询中心,2004年(2)《××××冶炼有限责任公司450m3高炉技改工程环境影响报告书》,中国辐射防护研究院,2006年1.4 建设内容及结论建设内容:450m3高炉技改、年产5万吨铸管铸件及10万吨配重的铁水连续铸造。
连铸机红外定尺的故障判断及后处理工艺
连铸机红外定尺的故障判断及后处理⼯艺
(19)中华⼈民共和国国家知识产权局
(12)发明专利说明书
(10)申请公布号
CN104698977B
(43)申请公布⽇2017.12.19(21)申请号CN201510094083.X
(22)申请⽇2015.03.03
(71)申请⼈江苏永钢集团有限公司
地址215600 江苏省苏州市张家港市南丰镇永联⼯业园江苏永钢集团有限公司(72)发明⼈姜峰;王⼒⽟;卢浩;郭栋⽟;朱孟敏(74)专利代理机构南京众联专利代理有限公司
代理⼈吕书桁
(51)Int.CI
权利要求说明书说明书幅图
(54)发明名称
连铸机红外定尺的故障判断及后处理⼯艺
(57)摘要
本发明公开了⼀种连铸机红外定尺切
割装置的故障判断及后处理⼯艺,所述的故
障判断及后处理⼯艺是利⽤PLC记录拉矫机
的变频拉速,将其作为钢坯的长度累计,实
时记录钢坯长度,并将该长度作为红外定尺
切割装置的备⽤长度,当红外定尺切割装置
跟踪长度超过正常长度⽽⽆法发出切割信号
或出现故障时,⾃动控制钢坯切割设备进⾏
切割并发出报警,⼈员根据现场情况,可以
直接投⼊后备切割系统后,组织对红外定尺
切割系统进⾏修复。
在此过程中,既保证了。
过程控制系统在石钢3号方坯连铸机的应用

A PLI P CATI ON OF ROCES P S
C T O YS E ON R L S T M
S UAR Ⅱ E AS E Q EB L T C T R
.
W AN G a — q Xi o i
( t l0k , h i h agI nadSel o ay S iah ag Hee, 50 ) se w rs S ia un o n te C mpn , h i un , b i 0 0 3 e jz r jz 1
年 第 3期
河 北 冶金
HE BEI M E TA L LU R GY
Toa 5 tl1 9 20 0 7, Nu e mb r3
过 程 控 制 系统 在 石 钢 3号 方坯 连 铸 机 的应 用
2 2 硬 件 配 置 .
过 程控 制 系 统 的 目标 是 利 用 先 进 的计 算 机 技 术 、网络通讯 技术 和数 据库 技术实 现控 制 系统 和 管 理 系统 的集成 ,达 到企 业 中信息上 传下 达 ,畅 通无 阻 ,实 现生 产过 程 中的物流 、信息 流 和经 营管 理 的 统 一和 优化 的 目标 。石 钢 3号方坯 连铸 机 在生 产 过
1 5套 P C( L 4台计 算 机 操 作 站 、 2台计 算 机服 务 器 )
以及 远程 I O组成 。整 个过 程监 控系统 底层 为远程 /
IO,负责对 分 布 的设 备 进 行 数据 采 集 及监 控 ;通 /
过 以太 网可 实 现 各 P C 系统 间 的可 靠 通 讯 ,通 过 L
ie z d.
Ke o d :p o e sc n o y tm ;s u e b l t a t r p l a o y W r s r c s o t ls s r e q a i e se ;a p i t n r l c ci
红外摄像定尺切割在板坯连铸机的应用及优化
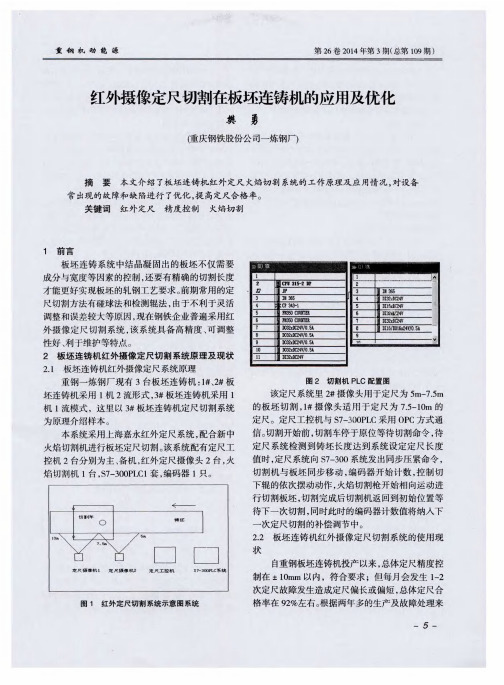
原设计中编码器仅接人 A相、 B相信号线可基
本 满足 使用要 求 , 在某些 时候 如外 部 千扰过 强或 提 升更 高 的 计数 精 确 度 可将 一 A、 一 B信 号 线接 人 。 对 于本方 面我们 定期 检查 编码器 接线 及其 屏蔽 情 况 , 有 隐患 的及 时处理 。 在 编 码 器 与 齿 轮 的 连 接 方 面 , 我 们 采 用 L K 5 一 C 2 6 一 I O 1 0 WP型软联 轴器 , 减小 切割机 运行 时
对 编码 器带来 的抖 动影 响 ; 同时采 用双 螺栓 定位 处
3 . 1 标 定误 差
最开始对红外定尺摄像头进行标定时较为随 意, 未 完全 采用 出尾坯 时 的红坯 和常 生产 断面 板坯 进行 标 定 , 造 成有 时 标定 后 的定 尺误 差偏 大 , 后 统
一
规 范采用 常用 断面生 产尾 坯进 行摄 像头 标定 , 消
通过 对切 割机 同步机 构 的优化 , 生 产不 同厚 度 的断面 时进行 调整 , 使预 压紧 时压 头下 部离 板坯 上
离板 坯上 表面 的距离 不尽 相 同 , 造成 主压 的时 间不
对定尺进行补偿调节 , 但鉴于定尺系统存在 固有误 差及一 定 的标 定误 差 , 所 以不 同的切割 机原 位位 置 定 尺纳 入 补 偿 后 也会 带来 新 的未 知 位 差 。 2 0 1 2年
初就 出现 了切割 机 原 位靠 前 1 5 m m 造 成 切割 后 定 尺偏长 的情况 。后 通过 对切 割机 减速位 接 近开关 、 原位 检 测接 近 开关 、 切割 机走 行 制 动器 、 原位 处 轨 道打磨 等进行 一段 时 间的摸 索 、 综 合调 整后 相邻 两 次切 割机 原位 位 置相 差控 制 在 5 m m内 , 2 4小 时 内 任意两 次 的原位 位 置相差 控制 在 1 0 mm 内 , 稳定 了
唐钢一炼钢厂2号,3号连铸机600mm定尺改造
唐钢一炼钢厂2号,3号连铸机600mm定尺改造
张长明;孙兴海
【期刊名称】《唐钢科技》
【年(卷),期】1996(000)002
【摘要】本文介绍了一炼风厂2号,3号连铸机的基本性能,总结了进行6000mm定尺改造的过程。
【总页数】2页(P32-33)
【作者】张长明;孙兴海
【作者单位】一炼钢厂;一炼钢厂
【正文语种】中文
【中图分类】TF341.6
【相关文献】
1.唐钢一炼钢厂2号,3号连铸机拉矫机振动系统改造方案的比较 [J], 牛春生
2.宽厚板连铸机红外定尺系统改造 [J], 刘海鲲
3.板坯连铸机二次切割定尺系统的改造 [J], 周雷;黄胜利;李蕾
4.定重定尺智能切割系统在本部炼钢厂7^(#)连铸机的应用 [J], 胡百强;施现辉
5.板坯连铸机二次火焰切割定尺自动调节技术的改造及应用 [J], 常永艳;张文全因版权原因,仅展示原文概要,查看原文内容请购买。
天铁板坯红外定尺切割系统的应用与改进
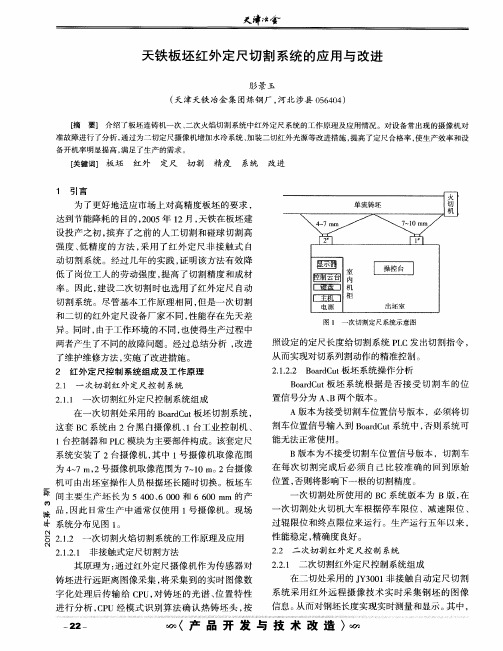
廿 系统分 布见 图 1 。 21 一 次切割 火焰 切割 系统 的工作 原理及 应用 .. 2
21 . 非接 触式定 尺切 割方 法 .. 1 2
过辊 限 位 和终点 限 位来 运行 。生 产运 行 五年 以来 , 性能稳 定 , 精确 度 良好 。
率 。因此 , 建设 二 次切 割 时也 选用 了红外 定 尺 自动
切 割 系统 。尽 管基 本 工作 原理 相 同 , 是 一 次切 割 但 和 二切 的 红外 定尺 设 备厂 家不 同 , 能存 在先 天 差 性 异 。同 时 , 由于工作 环境 的不 同 , 也使 得生 产过程 中 两者 产生 了不 同的故 障 问题 。经过 总结分 析 , 进 改 了维 护维 修方法 , 实施 了改 进措施 。
2 红外 定 尺控制 系统 组成及 工作原 理
图1 一次切割定尺系统示意图 照设 定 的定尺 长度 给切 割 系统 P C发 出切 割指令 , L 从而 实现对 切 系列割 动作 的精 准控 制 。
21 . B ad u 板 坯系统 操作 分析 .. 2 orC t 2
21 一 次切割 t l . z ̄ 定尺控 制 系统 -
B ad u 板 坯 系统 根 据 是 否 接 受 切 割 车 的位 o rC t
211 一次 切割 红外定 尺 控制 系统组 成 .. 在 一 次切 割处 采用 的 B d u板 坯 切割 系统 , 。rC t
置信号 分 为 A、 B两个 版本 。 A版本 为接 受切 割车 位置 信号 版本 ,必须 将切
字化处理后传输给 C U, P 对铸坯的光谱 、 位置特性
进行 分 析 , P C U经 模 式 识 别 算 法确 认 热铸 坯 头 , 按
炼钢厂3号连铸机红外定尺系统快速改进项目建议书(201510)
RXIS-12A-XXB
1块
7000
信号调节分系统
调焦板
RXIS-06A-XXC
1块
7500
信号控制分系统1
数据采集卡
RXRO-06H-XXB
1块
12000
采集分系统1
网线
六类网线
100米
500
运算控制分系统3
控制电缆
RVVP 6*0.5
100米
2000
控制柜
控制柜
2000*800*800(标准)
二、项目主要内容
1、改造内容与范围概述
炼钢厂3号方坯坯红外定尺改造升级工程,主要是对现有的工控机、图像采集卡、红外镜头进行升级更换。
本项目的规模不大,不影响炼钢厂的正常生产。
本工程项目没有土建等特殊性施工,所以在项目施工过程中,不影响周围环境。在项目投产后,设备只消耗电源,也不会影响周边环境。
目前类似改造项目已经在昆钢、湘钢、衡钢、沙钢、汉中钢铁钢等30家钢铁企业应用,技术成熟可靠。
数字相机与模拟相机的主要区别在于分辨率,数字相机可以提供更高的分辨率,从而为定尺带来更精确的切割精度。因此,数字相机有更好的性能。
3#方坯切割范围为9~12m,每台铸机5个流,流间距1.2m,要求精度为0~20mm。
现有火切机的回位精度经过确认无需改进,不能影响定尺精度。但若使用过程中出现不精确情况,需要及时改进修正。
1个
8000
KVM切换器
RXRP-08A-XXC
(线缆3米2L-5203P)
1个
8000
合计
138000
3、改造定位和目标(1、改造定位首先要求界定项目性质:在品种调整、增加产能、质量改善、节能、降本增效、环保、消防安全、装备措施、配套设施、信息化、非生产性改造、提高劳动生产率等类别中选择改造对应的属性;2、改造目标要求定量化)
连铸机技术改造工程项目可行性研究报告

连铸机技术改造工程项目可行性研究报告专业资料目录1 项目名称、主办单位及负责人............................ 错误!未定义书签。
2 项目内容及建设必要性 (4)3建设规模及产品方案 (7)4主体工艺及设施 (8)5公用设施和辅助设施 (46)6环境保护和综合利用 (72)7 能源消耗和节能措施 (75)8技术经济 (76)专业资料1.项目名称、主办单位及负责人1.1项目名称某股份有限公司第三炼钢厂船板钢生产连铸机技术改造工程项目1.2 项目主办单位主办单位:某股份有限公司专业资料2 项目内容及建设必要性2.1某股份有限公司简介某股份有限公司(以下简称某)是1997年由某省韶关钢铁集团有限公司独家发起,采用募集方式设立的股份有限公司。
2005年,某成功进行股权分置改革,并荣登中国上市公司百强排行榜,通过十五技术改造,至2005年,某具备500万吨钢的生产能力,其产品主要有宽中厚板、线材、棒材三大系列,还有高强度凹型螺纹钢线、生铁、钢坯、气体、焦炭及其化工产品等,产品广泛应用于高层建筑、桥梁、船舶、隧道、地铁、公路等工程建设。
2.2项目内容建设一台船板钢生产专用板坯连铸机,每年为轧钢提供120万t造船用钢坯。
主要设施:1) 生产设施:包括在线设施、离线设施。
2) 公用辅助设施:包括总图运输设施、供排水及水处理设施、电信设施、仪表及过程自动化控制设施、采暖通风除尘设施、供配电设施等。
3)行政福利设施包括车间办公室等行政福利设施。
专业资料2.3 项目建设的必要性2.3.1调整产品结构目前某已具备年产250万吨的板材生产能力,形成8个系列20多个品种,其中普通板材约120万吨,专用板材约130万吨。
随着市场竞争的加剧,普通板材(如Q235板)的利润空间被大大压缩,公司拟放弃该品种,同时寻求高附加值船板钢产品替代。
某的造船工业发达,在充分调研的基础上,公司拟深度开拓该市场,做强做大船板钢生产,在提高某产品附加值、提高某产品市场竞争力、提高某经济效益的同时,为某造船工业的发展提供保证。
峨眉炼钢连铸技改工程施工组织设计方案

峨眉炼钢连铸技改工程施工组织设计方案一、项目概述峨眉炼钢连铸技改工程是针对现有连铸机设备的老化和陈旧,为提高钢水质量,优化生产流程,减少能耗和环境污染等方面,新建一套先进、高效、环保的连铸生产线。
本次工程从机械、电气、自控等多个方面进行升级改造,同时还包括管道及附件的重新布置和安装调整。
二、施工组织设计方案1. 施工分期本次连铸机技改工程的施工分为施工准备、现场布置及改造、调试调整三个阶段。
施工准备阶段主要包括施工人员的招募、培训和准备所需施工材料及设备的采购等工作。
现场布置及改造阶段则是整个项目施工的主阶段,主要完成设备布置、现有机座的拆除和新设备的安装、连接、调试等工作。
调试调整阶段是在新设备安装完毕以后,对连铸机进行全面的调试和调整,确保全部设备运转正常、平稳。
2. 施工任务分配为保证工程进度和施工质量,本次工程特别成立施工管理小组,负责协调各专业的施工作业计划和进度安排;设备安装和调试工程队,负责现场设备安装和调试工作;电气、自控、液压及机械等施工队伍,负责专业的施工作业。
3. 施工布置与安全保障在施工现场,需按照现有施工规范对施工区域进行布置,确保施工期间材料、设备和工人的安全,并对施工现场所涉及的钢铁业有关安全规定进行详细的安全协商和讨论,并通过成本考虑制定合理的安全预算,对现场环境进行全面的安全保护。
4. 提高技术水平和施工效率为了保证连铸技改工程的顺利进行,我们采用先进的设备和高效的工艺,同时还选用了一些新型的配套技术,如专业自控装置和润滑系统等。
通过这些新技术的应用,可以有效提高工程的质量和效率,提高钢水质量,减少施工工期和成本,保障连铸机生产的顺利进行。
5. 结束语本次技改工程是一项具有重要意义的工程,我们的理工人员在工程规划、设计、材料分配和设备组装等方面,认真较真,严谨细致,为期望早日为峨眉炼钢连铸机的升级换代做出贡献。
同时各施工队伍也将以饱满的热情和精湛的技术,共同携手打造一套安全、高效、环保的连铸生产线,为钢铁生产的持续发展做出更大的贡献。
炼钢厂连三车间技术规格书
炼钢厂连三车间技术规格书(X18SACU4768)甲方:本钢炼钢厂设备管理室(一)采购物资的性能/功能描述;连三作业区扇形段辊子,具体形状及尺寸参见图纸,其功能为导引连铸坯。
X18SACU4768DE0308040051非驱动辊总成组合件8.365818.M 3.000000X18SACU4768DE0308040201辊子装配42CrMo4+HH7.362251.A 4.000000X18SACU4768DE0308040052驱动辊总成组合件8.365821.G 6.000000X18SACU4768DE0308040046驱动辊总成组合件8.365814.A8.000000X18SACU4768DE0308040047驱动辊总成组合件8.365816.C8.000000X18SACU4768DE0308040023辊子总装配组合件8.365788.X10.000000X18SACU4768DE0308040041足辊冷却42CrMo48.348442.S10.000000X18SACU4768DE0308040023辊子总装配组合件8.365788.X10.000000X18SACU4768DE0308040050非驱动辊总成42CrMo48.365817.D12.000000X18SACU4768DE0308040043足辊支架装配21CrMoV58.348404.V18.000000X18SACU4768DE0308040009辊子总装配组合件8.365794.N20.000000X18SACU4768DE0308040010辊子总装配组合件8.365795.P20.000000X18SACU4768DE0308040011辊子总装配组合件8.365796.Q20.000000X18SACU4768DE0308040021辊子总装配组合件8.365790.W20.000000X18SACU4768DE0308040012辊子总装配组合件8.365797.H22.000000X18SACU4768DE0308040013辊子总装配组合件8.365798.S22.000000X18SACU4768DE0308040014辊子总装配组合件8.365799.T22.000000X18SACU4768DE0308040018辊子总装配组合件8.365793.M22.000000X18SACU4768DE0308040020辊子总装配组合件8.365791.K22.000000X18SACU4768DE0308040022辊子总装配组合件8.365789.Z30.000000X18SACU4768DE0308040048非驱动辊总成42CrMo48.365815.B36.000000X18SACU4768DE0308040040辊子42CrMo5.266070.H40.000000X18SACU4768DE0308040019辊子总装配组合件8.365792.L44.000000(二)技术要求、技术参数描述;1、甲方负责提供制造图纸及相关的技术检验技术资料。
(生产管理知识)关于改善AISI连铸生产过程及实物质量的相关建议
关于改善AISI321连铸生产过程及实物质量的相关建议1.前言1.1存在的问题我们厂在生产过程中经常出现因为连铸浸入式水口结瘤而停浇的现象,并且在生产过程中中间包的使用寿命较短。
例如在钛稳定化不锈钢AISI321的过程中,出现了严重的连铸浸入式水口结瘤现象,导致浇铸困难,甚至断浇。
生产出来铸坯常有表面横裂纹、沾渣等表面质量问题。
在最近一次生产该钢种的过程中,在浇铸第一包(20吨)的时候就出现因为水口结瘤而断浇的现象,更换水口、中间包以后再继续浇铸剩下的三包,仍然出现了严重的水口结瘤现象,且部分铸坯表面质量不好。
1.2问题分析由于水口结瘤现象出现频繁,在生产AISI321时召开研讨会提出:连铸第一包截流可能是连铸开浇时不慎造成的,但后续三包仍然出现严重的截流现象,经过分析水口结瘤物,得出其中含有TiN,CaO,TiO2,MgO,Al2O3、其他非金属氧化物以及杂质,由此就可以说明不仅仅是连铸的问题,钢水纯净度也存在问题。
1.3问题出现可能涉及的领域1.3.1可能涉及的领域普遍的连铸出现了严重的水口结瘤问题,可能涉及的领域包括:⑴冶炼方面冶炼生产出的钢水存在问题,可能的原因是:①冶炼设备不完整或者功能不齐全。
②冶炼工艺路径不正确或存在缺陷。
③冶炼辅料不合适或存在缺陷。
⑵连铸方面连铸生产存在问题,可能的原因是:①连铸设备不完整或者功能不齐全。
②连铸生产工艺不正确或存在缺陷。
③连铸生产使用的辅料不合适或存在缺陷。
1.3.2我们厂存在的主要问题因为我们现在有的主要设备包括电炉、BOF、AOD、LF、VD。
有喂线机、软吹站等辅助设备,在生产AISI321、304、27SiMn、37Mn5等钢种时已经能够满足条件,但仍然出现了严重的截流现象,所以我们有理由认为冶炼设备不完整或者功能不齐全不是我们厂存在的主要问题。
经过对我们厂情况的分析,认为我们厂存在的问题主要是:⑴精炼工艺制度存在缺陷。
⑵精炼使用的辅料存在缺陷。
连铸机设备技术改造
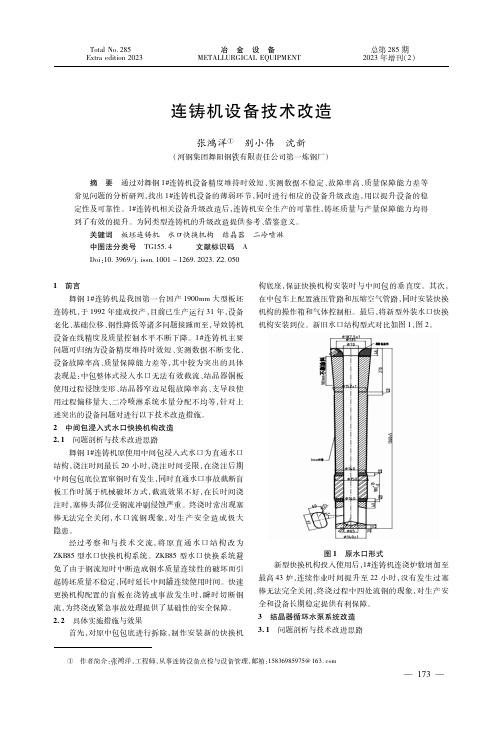
连铸机设备技术改造张鸿洋① 别小伟 沈新(河钢集团舞阳钢铁有限责任公司第一炼钢厂)摘 要 通过对舞钢1#连铸机设备精度维持时效短、实测数据不稳定、故障率高、质量保障能力差等常见问题的分析研判,找出1#连铸机设备的薄弱环节,同时进行相应的设备升级改造,用以提升设备的稳定性及可靠性。
1#连铸机相关设备升级改造后,连铸机安全生产的可靠性,铸坯质量与产量保障能力均得到了有效的提升。
为同类型连铸机的升级改造提供参考、借鉴意义。
关键词 板坯连铸机 水口快换机构 结晶器 二冷喷淋中图法分类号 TG155.4 文献标识码 ADoi:10 3969/j issn 1001-1269 2023 Z2 0501 前言舞钢1#连铸机是我国第一台国产1900mm大型板坯连铸机,于1992年建成投产,目前已生产运行31年,设备老化、基础位移、钢性降低等诸多问题接踵而至,导致铸机设备在线精度及质量控制水平不断下降。
1#连铸机主要问题可归纳为设备精度维持时效短、实测数据不断变化、设备故障率高、质量保障能力差等,其中较为突出的具体表现是:中包整体式浸入水口无法有效截流、结晶器铜板使用过程侵蚀变形、结晶器窄边足辊故障率高、支导段使用过程偏移量大、二冷喷淋系统水量分配不均等,针对上述突出的设备问题对进行以下技术改造措施。
2 中间包浸入式水口快换机构改造2.1 问题剖析与技术改进思路舞钢1#连铸机原使用中间包浸入式水口为直通水口结构,浇注时间最长20小时,浇注时间受限,在浇注后期中间包包底位置窜钢时有发生,同时直通水口事故截断盲板工作时属于机械破坏方式,截流效果不好,在长时间浇注时,塞棒头部位受钢流冲刷侵蚀严重。
终浇时常出现塞棒无法完全关闭,水口流钢现象,对生产安全造成极大隐患。
经过考察和与技术交流,将原直通水口结构改为ZKB85型水口快换机构系统。
ZKB85型水口快换系统避免了由于钢流短时中断造成钢水质量连续性的破坏而引起铸坯质量不稳定,同时延长中间罐连续使用时间。
峨眉炼钢连铸技改工程施工组织设计方案

峨眉炼钢连铸技改工程施工组织设计方案一、工程概述峨眉炼钢连铸技改工程是针对峨眉炼钢厂原有连铸工艺的改善与提升,通过对连铸工艺设备及生产工艺流程的重新设计、改造和升级,从而达到提高生产效率、降低生产成本和改善产品质量等综合效益的目的。
本次技改工程主要包括:生产线连铸机改造、水处理系统改造、电气自动化控制系统的升级。
二、施工组织设计1.施工范围本次技改工程包括以下3个方面的设备和系统的改造:(1)生产线连铸机改造:重新设计改造生产线连铸机的流程,升级控制系统,提高生产效率和产品质量。
(2)水处理系统改造:改造并增加水处理设施,提高水循环利用率,降低生产成本。
(3)电气自动化控制系统的升级:更新升级现有电气自动化控制系统,提升生产过程的自动化程度和稳定性。
2.施工组织机构(1)项目部:本次技改工程的施工组织机构是项目部。
(2)项目经理:项目经理是本次技改工程的负责人,负责制定施工计划、组织施工人员、监督工程进度、控制工程质量和安全施工等。
(3)技术负责人:技术负责人是负责本次技改工程的技术设计、施工工艺和改造方案的设计人员。
(4)施工队伍:施工队伍由专业技术人员和熟练工人组成,其中技术人员主要负责工程设计和管理工作,工人主要负责现场施工和设备安装等工作。
3.质量控制(1)工程声像资料:对所有工程施工过程中的声像资料进行记录,并做好管理和保存。
(2)施工监督:对现场施工过程进行监督,确保施工按照设计要求进行,并提出必要的技术指导和检查。
(3)检测验收:在各工程节点完成时,进行检测验收,确保工作合格,保证施工质量。
4.安全措施(1)施工现场安全管理:应成立专门的安全施工组,加强对现场施工的安全管理,保证施工人员的人身安全。
(2)设备安全管理:严格按照安全操作规程进行设备安装和调试等工作,保障设备正常运行,确保人员和设备的安全。
(3)消防安全措施:应落实到位消防安全措施,预防火灾和其他意外事件的发生。
5.施工进度计划本次技改工程的施工进度计划分为三个阶段,分别是:前期准备、中期施工和后期验收。
炼钢3#转炉中修组织方案

炼钢厂3#转炉中修系统方案四川德胜钒钛集团有限公司装备部炼钢维保车间2018年4月目录目录 (2)第一部分:总体检修安排 (3)第二部分:系统运行现状 (3)第三部分:检修组织方案 (8)第四部分:检修安全注意事项 (9)附件1:炼钢厂3#转炉中修项目表附件2:炼钢厂3#转炉中修材料表附件3:炼钢厂3#转炉中修进度表按照公司统一安排,炼钢厂将在2018年12月择机对3#转炉进行为期9天中修,为保证本次中修任务按时、按质、按量的完成,现制定本次中修检修及生产组织方案:第一部分总体检修安排一、检修安排1、中修期限9天,主要检修内容:更换氧枪口装置、更换下料口装置,更换非传动侧的旋转接头、更换转炉拖圈三件球铰装置、更换合金旋转溜槽溜管,更换小齿轮、回转支撑、基础检查加固,上、下河耳轴轴承拆盖检查,更换炉体周边设备及炉衬砖;更换一文收缩段、更换重力脱水器底部并增加接水盆,更换一次除尘排污管及其水封器,更换一次除尘煤气回收系统旁通阀,新增2只煤气回收眼镜阀。
3、本次中修修原则:对文明生产、设备隐患、跑㴘滴漏等问题全面系统整治,保证中修后设备运行正常,为炼钢生产顺行提供可靠保障。
第二部分:系统运行现状目前主要的设备隐患简述如下:转炉系统:3#转炉下料口装置、氧枪口装置于2017年12月份中修时更换,为减少因下料管漏水对炼钢生产带来的影响需定期进行更换,本次中修将其改造为铸造水冷式氧枪口(使用周期一年)。
3#炉非传动侧旋转接头使用到期,需定期更换;3#转炉其他周期性更换设备如水冷炉口、炉体冷却水管、炉体裙板等设备需在3#转炉中修时进行更换;3#转炉球铰在2018年2月份断裂一只,后更换1件撑能力较小的球铰,需在3#转炉中修时对三件球铰全部进行更换除尘系统:3#炉一文收缩段管壁洗薄,需进行更换,一文喷嘴管道内部结垢,喷头有堵塞现象,影响除尘效果,需进行整体更换;除尘系统排污管磨损、结垢;重力脱水器内部接水盆已到使用期限需更换;3#炉一次除尘系统煤气回收旁通阀已使用多年,现存在漏煤气等现象,3#炉中修时需进行更换。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
设备投入第一年产生的直接经济效益为34.56万元。半年内可以收回投资。
间接经济效益
1、减少了超长坯轧件上不了冷床、长短差过大坯料轧件成排后尾料收集困难等影响生产的问题。
2、减少坯料结算人力物力和日常设备维护成本。
数字摄像器分辨率为1600×1200,模拟摄像器的分辨率为768×576。
根据定尺精度要求不同,每个摄像器可以用于检测的切割规格范围为1.5米~2米,推荐摄像器检测的流间距方向的宽度建议小于4米,最大不超过5米。
如上图所示,W建议小于4米,L建议为1.5米~2米(上图中相机数量不代表实际镜头数量,只作为示意用)。
(5)项目热试、系统功能考核:2016年1月;
(6)交工验收:2016年1月。
6、改造投资匡算单位:万元
总投资匡算
引进设备费
国内设备费
建安费
设计费
软件费
15.8
/
13.8
2
/
/
备注:国内设备费合计15.8万元,费用组成详见“项目内容与范围概述”中的“主要设备清单表”。
7、主要直接经济效益
数字式红外定尺系统具有控制精度高、稳定性好,抗干扰能力强的特点,保证了定尺精度,能有效提高轧钢成材率。
广东韶钢松山股份有限公司
快速改进项目建议书
项目名称:炼钢厂3号连铸机红外定尺系统改造
项目负责人:童兵联系电话:
项目单位主管领导签字:
项目单位盖章
2015年10月16日
(一式三份)
一、现状分析及技术改造的必要性
炼钢厂3号板坯连铸机为5机5流方坯连铸机,具有年产板坯约100万吨的生产能力,产品包括普碳钢、低合金钢、管线钢等品种。
改造定位:定尺优化,提高定尺精度,提高成材率,减少浪费;
改造目标:
(1)定尺精度误差控制由0~30mm提高到0~20mm;
(2)设备无故障时间由98%提高至99.8%;
4、项目建设地点(要求说明具体机组或工位)
3号方坯连铸机。
5、改造实施的时间及其实施条件(年修实施项目或有年修接口项目要求特别说明,需增加停机时间的改造要求如实说明)
数字相机与模拟相机的主要区别在于分辨率,数字相机可以提供更高的分辨率,从而为定尺带来更精确的切割精度。因此,数字相机有更好的性能。
3#方坯切割范围为9~12m,每台铸机5个流,流间距1.2m,要求精度为0~20mm。
现有火切机的回位精度经过确认无需改进,不能影响定尺精度。但若使用过程中出现不精确情况,需要及时改进修正。
二、项目主要内容
1、改造内容与范围概述
炼钢厂3号方坯坯红外定尺改造升级工程,主要是对现有的工控机、图像采集卡、红外镜头进行升级更换。
本项目的规模不大,不影响炼钢厂的正常生产。
本工程项目没有土建等特殊性施工,所以在项目施工过程中,不影响周围环境。在项目投产后,设备只消耗电源,也不会影响周边环境。
目前类似改造项目已经在昆钢、湘钢、衡钢、沙钢、汉中钢铁钢等30家钢铁企业应用,技术成熟可靠。
(1)定尺精度优化效果
升级后定尺控制精度可以达到0~20mm,有效减少了铸坯浪费、提高轧钢的成材率,效益非常明显。
(2)综合经济效益分析:
每产生10mm误差,钢坯就平均产生3.0Kg重量差。目前定尺中,大于30mm占比30%,这部分钢坯是一定会产生切头切尾的。可以算出每个月浪费为:40000*3.0*2 *0.3=72000Kg(计算方式:月产40000支钢坯,40%的误差在大于30mm和长定尺、短定尺的钢坯取平均超出20mm),则每月产生不必要的切头切尾72吨。一年下来给衡钢造成经济损失至少为:
2、改造技术方案详述(要求尽量具体和量化,有关改造原理、工艺流程和工艺技术参数尽量用图、表描述)
3号连铸机自动定尺主要由机柜、工控机(内装图像采集卡、数据采集卡)、视频隔离器、调焦板、PLC接口板、摄像器等组成。
单套系统结构图如下(数字相机):
系统方案说明
采用数字式高精度红外镜头替换现有的模拟量红外镜头,并配置高性能数字式图像采集卡及工控机,优化软件。
2004年12月开始使用红外定尺控制系统,目前已经使用十多年,进入更老化期,已出现设备稳定性降低、定尺精度波动大等问题,无定尺备件,已经多次出现故障,导致现场人工定尺造成浪费,因此建议升级改造成数字式红外定尺系统,保证设备可靠使用,提高定尺精度。
由于目前炼钢连铸工序生产任务紧,产量指标高,而3号连铸机定尺系统已成为制约3号连铸机稳产高产的瓶颈,故亟需进行改造。有鉴于此,炼钢厂建议通过借鉴昆钢和汉中钢铁连铸机的红外定尺系统改造升级的成功经验,对3号连铸机红外定尺系统进行改造。
利用平时检修或方坯连铸机中修时间
(注:提出具体的改造进度计划安排,并明确以下节点时间)
(1)项目前期阶段:2015年11月;
(2)设备采购、到货:2015年11月至2014年12月;
(3)主体设备安装、调试:2016年1月至2016年1月;
(4)电仪设备安装、调试:2016年1月至2016年1月;
1个
8000
KVM切换器
RXRP-08A-XXC
(线缆3米2L-5203P)
1个
8000
合计
138000
3、改造定位和目标(1、改造定位首先要求界定项目性质:在品种调整、增加产能、质量改善、节能、降本增效、环保、消防安全、装备措施、配套设施、信息化、非生产性改造、提高劳动生产率等类别中选择改造对应的属性;2、改造目标要求定量化)
3#方坯连铸机生产:160断面钢坯,定尺在9~12米,月产钢坯3至4万支;月钢坯8万吨以上。受制于方坯定尺设备现状,定尺精度如下(数据来源炼钢厂):
误差在0~30mm约占70%;
误差在30~60mm约占20%;
短定尺和大于60mm约占10%;
现状分析:1、定尺误差过大,约半数钢坯定尺精度会产生过长的切头切尾,浪费严重。2、造成炼钢厂成本浪费严重,轧管厂在部分误差大(较长的)钢坯中得利,在公司成本考核中受益,不利于轧管厂的技术提升和有效的成本控制管理。
PLC控制板
RXIS-12A-XXB
1块
7000
信号调节分系统
调焦板
RXIS-06A-XXC
1块
7500
信号控制分系统1
数据采集卡
RXRO-06H-XXB
1块
12000
采集分系统1
网线
六类网线
100米
500
运算控制分系统3
控制电缆
RVVP 6*0.5
100米
2000
控制柜
控制柜
2000*800*800(标准)
安装效果示意图
改造设备清单详细如下表:
设备名称
组成
型号
备注
数量
费用
(万元)
信号运算分系统
工控机
RXEL-00A-XJQ
1台
15000
定尺软件
RamonDC
1套
15000
信号接收分系统
定尺镜头(含保护筒)
RXRN-02D-XXU
3个
60000
信号接收分系统
4口网卡
RXRO-20A-XCH
1块
3000
控制分系统
定尺系统的关键是通过摄像器对坯头进行检测和识别,因此需要保证摄像器视野内的钢坯没有被遮挡,并有足够的成像大小,需要提供图纸,由我方计算钢坯的成像大小。
机械部分说明
主要机械装置
保护筒安装支架:
用来安装镜头,它包括卡环套、保护套筒和定位套。
系统电气连接示意图
机柜标准说明
卖方标准机柜配置:1台仪表柜2000*800*800(毫米),前后开门,前后接线,要求现场后门离墙壁不少于800毫米;