2219铝合金变极性等离子弧穿孔焊接
两种热处理状态2219铝合金对接接头补焊特性

Cu
Mn
Ti
Mg
Zr
Zn
#i
V
Fe Si
Al
5.8 -6.8
0.2 -0.4 0.02 -0. 1
0.02 0.1 -0.25 0.10
—
0.05 -0.15
0.3 0.2
余量
-----------------------收稿曰期:2018- 1 1 - 2 2 doi:10.12073/j.hj.20181122001
的显
宏观力学性能,研究成果表明,2 2 1 9 铝
合 种 理状态焊接接
种 理状态焊接
接头相比,接头力学性能的 性有所降低,接头存在
弱点[5]。而补焊一定程度上又使接头的力学性能恶
, 开 展 2219 合 种 理状态接 焊性
能的研究,探 焊对接头力学性能的影响规律,减小
焊对接头性能的不利影响,对 宽 该 合 加深对其焊接性 具有重要意义。
流氦弧打底+ 交 流 氩 弧 盖 面 )接头背面用气动铣刀模 拟 实 际 贮 箱 补 焊 时 手 工 加 工 船 形 凹 槽 ,开 槽 深 度 约 为 试 片 厚 度 的 1/2,如 图 2 所示。补焊使用的焊接参数见 表 3 。焊 丝选用直径为2.4 mm的ER2325光 亮 焊 丝 ,焊
接 电 源 选 用 碰 11^700变 极 性 焊 机 ,保护气为99.999% 高纯氦气和氩气。一次补焊采用手工变极性T IG 方法 一 次 焊 满 ,二 次 补 焊 在 一 次 补 焊 焊 缝 表 面 再 次 开 同 样 尺寸的船形凹槽,同 样 采 用 手 工 变 极 性 T IG 方法一次 焊满。 1.3 测试分析方法
处 理 + 1 0 % 冷 变 形 + 人工时效)。2 2 1 9 铝合
铝合金时效处理

时效处理对电子束焊接AA2219铝合金焊接后的拉伸性能的影响摘要:2219铝合金(铝,铜6.5%)是一个航空航天应用中最受欢迎的时间硬化合金,因为其优良的焊接特点,虽然AA2219在焊接性方面其6000和7000系列占有优势,当焊接时它容易受到薄弱的连接强度的影响。
在本次研究中通过焊缝时效处理尽量提高焊接接头强度。
本文介绍时效处理对焊接电子束拉伸性能AA2219铝合金焊接的影响。
对接接头的平面制作,采用100千伏容量的电子束焊(电子束)机,焊缝在焊后给予人工时效处理。
拉伸试验用100千牛进行,机电控制采用普遍试验机。
焊后时效处理对提高焊缝金属的硬度和拉伸性能有益。
这主要是由于从焊缝金属的微观结构看,在焊缝金属区域的CuAl2析出物总体分布在焊后时效接头与焊接接头相比其影响是显而易见的。
关键词:AA2219铝合金;电子束焊接;人工时效;拉伸性能1简介2219铝合金(铝,铜6.5%)是一个航空航天应用领域最受欢迎的时效硬化合金,因为它具有优良的可焊性。
其他属于6000(铝硅镁)和7000(铝锌镁)系列的时效硬化合金容易产生凝固裂纹,而且必须使用不可热处理焊剂焊接。
AA2219基本上铝铜锰三元合金。
AA2219是低温液体火箭燃料箱的建造最广泛的使用材料并具有好了独特的综合性能,如:可焊性,高强度重量比和优越的低温性能。
AA 2219铝合金首选的焊接工艺为GMAW焊和钨极气体电弧焊(氩弧焊),相比较更容易成型和更好的经济适用性。
而且,等离子弧焊接以极高的极性电极和高焊接电流使铝组件被加入了一个良好的经济焊缝的质量。
在几个不同的领域,对铝合金的使用逐渐增加。
如压力容器,构造柱和运输系统就必须用多道焊进行焊接。
在多道焊接下,它的焊缝特点和机械性评测就不能用单道焊缝的方法进行观测。
在与氩弧焊和气体保护焊弧相比较,电子束的特点是高功率密度大,从而允许单方面通过且对平面接焊厚度约8毫米的物体焊接速度可达1米以上/分钟。
2219铝合金变极性等离子弧穿孔立焊工艺研究

[ABSTRACT] The technical characteristic and the effect of technical parameters on welding formation and the solidification characteristic of weld are dis ̄ cussed in detail by Al - alloy 2219 with unequal thick ̄ ness VPPA vertical welding experiments. The compre ̄ hensive properties of the joint are assessed and the optimal welding process of the joint is obtained. The test results show that the good matching of VPPA para ̄ meters is the key to obtain stable arc keyhole and weld shaping. And its weld has no porosity and inclusion. The outstanding mechanical properties and joint quality exceed the weld quality by traditional TIG.
在保持其余参数不变的条件下, 分别选取高于和 低于最佳离子气流量的流量值进行施焊, 其结果见 表 2。
由上面的试验结果可以看出, 离子气流量较大
表 2 焊缝的几何形状特征尺寸
离子气流量/ ( L·min-1)
2219铝合金变极性等离子弧焊接接头
2219铝合金变极性等离子弧焊接接头戴军;张娜;杨莉;徐珠睿;张尧成;郭国林【摘要】采用变极性等离子弧焊接技术对2219铝合金进行焊接,并通过光学显微镜、硬度计等分析和测试其焊接接头的微观组织和力学性能.结果表明,2219铝合金采用变极性等离子弧焊接能得到良好的焊缝,焊缝组织晶粒比母材细小,焊缝区域硬度小于母材硬度.【期刊名称】《电焊机》【年(卷),期】2016(046)001【总页数】3页(P113-115)【关键词】铝合金;变极性等离子弧;微观组织【作者】戴军;张娜;杨莉;徐珠睿;张尧成;郭国林【作者单位】常熟理工学院机械工程学院,江苏常熟215500;华北水利水电大学机械学院,河南郑州450000;常熟理工学院机械工程学院,江苏常熟215500;常熟理工学院机械工程学院,江苏常熟215500;常熟理工学院机械工程学院,江苏常熟215500;常熟理工学院机械工程学院,江苏常熟215500【正文语种】中文【中图分类】TG456.22219铝合金是由美国发明生产的变形铝及铝合金,其耐腐蚀性能较差,钎焊性差,但是机械加工性能好,适用于电弧焊和点焊。
可用于315℃下工作的结构件、高强度焊接件,在航空航天领域有广泛应用。
变极性等离子弧焊因其焊接品质高、焊接效率高、成本低、变形小的特点,在欧美发达国家已经广泛地应用于航空航天企业,是一种成熟的铝合金焊接工艺方法,可实现不开坡口一次焊透20 mm的铝合金,非常适合中厚板铝合金的焊接[1-2]。
对于变极性等离子弧焊接工艺和电源研究较多[3-6],陈剑虹[7]对2219铝合金采用上坡焊的方法进行焊接,发现当焊接倾角大于等于30°时成形良好,小于等于30°则成形困难。
韩永全[8]对15mmLD10铝合金进行了立焊工艺研究,发现正极性电弧对力更具影响,反极性电弧对热更具影响,实时保持穿孔熔池上热和力的平衡是焊接过程稳定的关键因素。
目前对于变极性等离子弧焊接研究主要集中在工艺控制和电源开发,但对2219铝合金变极性等离子弧焊接组织和性能相关报导较少。
铝合金变极性等离子弧平焊工艺
缝正/背面照片。 正反极性时间比为 19∶4。
电弧电压 U/V
30
20
10
0
-10
-20
-30
-40
320
360
400
440
480
时间 T/ms
120
80
40
0
-40
-80
-120
-160
320
360
400
440
480
时间 T/ms
图 4 变极性等离子电弧电压和焊接电流波形
焊接电流 I/V
Welding Technology Vol.39 No.2 Feb. 2010
本 试 验 采 用 了 3 mm 厚 的 LD10 (Al-Cu-Mg-Si) 铝合金。 采用德国汉诺威大学研制的汉诺威分析仪对 焊接电流、 电弧电压波形进行了采集和分析。
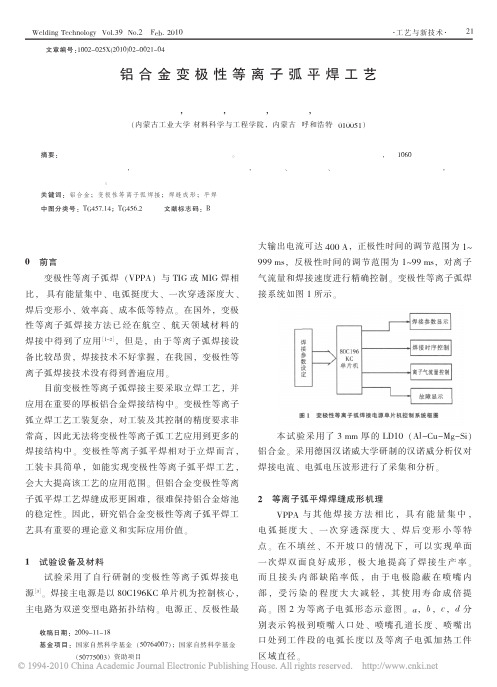
2 等离子弧平焊焊缝成形机理 VPPA 与 其 他 焊 接 方 法 相 比 , 具 有 能 量 集 中 ,
电弧挺度大、 一次穿透深度大、 焊后变形小等特 点。 在不填丝、 不开坡口的情况下, 可以实现单面 一次焊双面良好成形, 极大地提高了焊接生产率。 而且接头内部缺陷率低, 由于电极隐蔽在喷嘴内 部, 受污染的程度大大减轻, 其使用寿命成倍提 高。 图 2 为等离子电弧形态示意图。 a, b, c, d 分 别表示钨极到喷嘴入口处、 喷嘴孔道长度、 喷嘴出 口处到工件段的电弧长度以及等离子电弧加热工件 区域直径。
比较图 5 和图 7 可知, 在平均电流相同的情况 下, 减少正、 反极性电流幅值差值时, 变极性等离子 弧平均电压降低, 电弧功率下降, 使得正面焊缝余高 增高而背面焊缝余高降低, 甚至有些未焊透的现象。
2219铝合金TIG焊接性研究

20070801
2219 铝合金 TIG 焊接性研究 摘要
本文通过对新一代运载火箭 3.35m 直径模块助推器研制方案中选定的贮箱材料——厚度为 6mm 的 2219 铝合金板进行焊接试验与测试,研究了该材料的焊接性,同时对焊接工艺进行了初 步研究。从而可为方波 TIG 方法及 2219 铝合金在贮箱焊接加工方面应用的可行性验证,以及后 续的贮箱试制提供必要的依据。
文中对焊缝宽度受焊接参数的影响作用进行了试验研究。试验表明占空比、电流频率、氩 气流量、电弧高度在打底焊接时宜分别选用 20%、100Hz、15L/min、6.5mm,盖面焊接时宜分别 选用 40%、80Hz、18L/min、6.0mm。
通过采用不同的焊接条件,研究了 2219T6 合金的焊接气孔敏感性。结果发现试板供货态和 表面进行丙酮清洗后的试板都产生了链状气孔。试板表面经机械刮削后焊缝中基本不产生气孔。 采用大规范焊接有助于减少 2219T6 合金焊后接头中的气孔。降低焊接时的环境温湿度对减少气 孔存在有利作用。在相同的焊接条件下,2219T6 铝合金和 2A14T6 铝合金焊接气孔敏感性无显 著差异,采用 ER2319 焊丝或 H703 焊丝对 2219T6 合金焊接气孔敏感性无显著影响。
关键词:2219 铝合金,焊接性,气孔敏感性,裂纹敏感性,力学性能,TIG 焊接
Weldability of 2219 Aluminum Alloy in TIG Welding
ABSTRACT
Researches were performed on the weldability and TIG welding technique of 2219 alloy boards with 6mm in thickness, which have been selected as the tank material of the roll booster of a new-type rocket. The purpose of the research is to give support to the validity verification of the manufactural project of the roll booster, in which 2219 alloy and TIG method have been selected, and to provide essential technique to the trial- manufacture of the roll booster.
2219铝合金FSW与VPPA交叉焊接研究
::!兰:苎丝兰塑窒:焊接技术第42卷第11期2013年11月=========================================::===::兰垒兰兰===兰==兰兰l二==兰====三==兰兰=文章编号:1002—025X(2013)11-0014—042219铝合金FSW与V PPA交叉焊接研究田志杰,苏志强,高彦军,徐宋娟,孙世炬(首都航天机械公司,北京100076)摘要:探讨了8m m厚2219铝合金FSW与V PPA交叉焊缝性能,研究了交叉焊缝的力学性能。
焊接接头常温的抗拉强度在260M P a 以上,断后伸长率为7.5%~9.5%。
对交叉焊焊缝与V PPA焊焊缝进行显微组织与硬度分析,2种接头组织为无明显结晶方向的细小铸造组织,共晶组织、形状、尺寸无显著差异;2种接头硬度分布曲线呈V形:两侧母材硬度较高,母材到焊缝中心的硬度呈现下降的趋势,在焊缝中心出现一个极小值。
与V PPA焊焊缝相比,交叉焊接头的焊缝区较宽.硬度“软化区”较大.关键词:2219铝合金;V PPA;FSW;拉伸性能;显微组织;硬度中图分类号:T G453.9;TG456.2文献标志码:B0前言2219铝合金是航天工业新一代应用材料.由于材料具有极强的氧化能力、热导率大、膨胀系数大、液态时溶解氢的能力强等特点,采用T I G等熔焊方法时,易在焊缝及热影响区中形成各种焊接缺陷,焊接接头强度不高[!-2]。
2219铝合金的焊接可采用可变极性等离子弧焊接及FS W焊接。
搅拌摩擦焊工艺过程中,材料未达到熔化状态,从而大大降低或避免了熔焊时容易出现的焊接变形、残余应力、气孑L、裂纹等缺陷。
但是,由于材料是在摩擦和压力作用下发生塑性变形而连接到一起的,接头仍然存在一个组织软化区。
变极性等离子弧焊兼有等离子弧和变极性两个特征。
小孔型等离子弧具有电弧穿透力强、电弧稳定性好、电弧挺直性好、加热集中等特点,变极性电源既能满足交流焊接的阴极清理作用,又能将钨极的烧损降低到最低。
2219高强铝合金活性TIG焊工艺
2219高强铝合金活性TIG焊工艺栗慧;邹家生;姚君山;彭浩平【摘要】采用单组分活性剂 (AlF3 和 LiF)、3组分 (AlF3+30%LiF+10%KF-AlF3)和 4 组分 (AlF3+30%LiF+ 10%KF-AlF3 + 10%K2SiF6)混合组分活性剂进行2219高强铝合金直流正极性活性TIG焊 (DCSP A-TIG),研究4种类型活性剂对焊缝表面成型、焊缝内部质量(气孔)、焊缝熔深、电弧形态、接头组织与力学性能的影响.结果表明:涂覆活性剂有助于去除2219铝合金表面的氧化膜,提高焊缝表面成型质量,涂覆4组分活性剂的DCSP A-TIG焊缝表面成型质量最佳;与变极性TIG焊(VPTIG)焊缝内部质量相比,DCSP A-TIG焊接方法可显著降低2219铝合金焊缝内部气孔的产生; AlF3单组分活性剂可显著增大焊缝熔深,其电弧形态具有明显的拖弧现象;DCSP A-TIG焊焊缝组织具有与母材相同的组织组成物,电流对A-TIG焊缝组织影响较大,增大焊接电流,会造成接头晶粒组织粗大;涂覆4组分活性剂的DCSP A-TIG接头强度和伸长率最高,与VPTIG焊接头力学性能具有相近的技术指标.2219高强铝合金的DCSP A-TIG焊接方法具有很大的工程应用价值.%Straight polarity direct current method (DCSP A-TIG) was applied to join 2219 high strength aluminum alloy, and the effects of single-component (AlF3, LiF), three-component (AlF3 + 30%LiF+10%KF-AlF3) and four-component (AlF3 + 30%LiF +10%KF-AlF3 +10%K2SiF6) activating flux on weld face forming, weld quality (porosity), arc shape, weld penetration, joint microstructure and mechanical properties were studied. The results show that adding activating flux helps to remove the oxide film on the weld face of the 2219 aluminum alloy, improve the weld surface forming quality; the four-component activating flux of weld face forming is the best; compared withthe weld quality of variable polarity TIG welding (VPTIG), DCSP A-TIG welding method significantly reduces the porosity generation in 2219 aluminum alloy weld; AlF3 single-component activating flux obviously increases the weld penetration, which has obvious dragged arc phenomenon; DCSP A-TIG welded seam has the same structure component as the parent metal. Welding current has a greater influence on DCSP A-TIG weld microstructure, increasing current may result in the coarsening of the joint microstructure. The strength and elongation of the DCSP A-TIG welding joint, which are coated with four-component activating flux are the highest, and the mechanical properties are nearly the same as VPTIG welding. The DCSP A -TIG welding method of 2219 high strength aluminum alloy is of great value to the engineering application.【期刊名称】《材料工程》【年(卷),期】2018(046)004【总页数】8页(P66-73)【关键词】2219铝合金;A-TIG焊;活性剂;DCSP【作者】栗慧;邹家生;姚君山;彭浩平【作者单位】江苏科技大学先进焊接技术省级重点实验室, 江苏镇江 212003;常州工学院机械与车辆工程学院, 江苏常州 213002;江苏科技大学先进焊接技术省级重点实验室, 江苏镇江 212003;常州工学院机械与车辆工程学院, 江苏常州213002;常州大学江苏省油气储运技术重点实验室, 江苏常州 213164【正文语种】中文【中图分类】TG44智慧制造是未来制造业的发展趋势,优质、高效、节能、降耗是其基本要求[1]。
2219-T87铝合金变极性等离子弧焊工艺工程适应性研究
关键词 : 2 2 1 9一T 8 7铝 合 金 中图分类号 : T G 4 5 6 . 2
变极性等离子
错边
间 隙
0
前
言
材 料 的焊接 制造 。 由于 变极 性 等 离 子弧 焊 过 程 中可 调
试 焊接 参数 多 、 工艺 窗 口较 窄 , 焊 接 时对 试 板坡 口加 工
伸长 率 >3 %, 因此 实 际生产 时试 板装 配 时应 控 制错 边
量 ≤0 . 5 mm。
( a )错 边
表 5为 不 同 间 隙 量 的 焊 接 接 头 拉 伸 试 验 结 果 。 可以看出 , 随着 间隙量 的增 加 , V P P A W 接 头 的 抗 托
、
强度 、 断 后 伸 长 率 均 不 断 下 降 。 在 试 验 选 择 的 3个 间隙量 , V P P A W 工艺只有 在 0 . 5 mm 间 隙 量 时 接 头
为6 0 0 m m x 1 5 0 mm×8 ml n , 焊接材料为 4 , 1 . 6 m m 的
E R 2 3 1 9焊 丝 , 母 材 和焊 丝 化 学成 分 见 表 1 , 表 2为
8 mm厚 的母 材力 学性 能 。
表1 2 2 1 9一T 8 7母 材 和 E R 2 3 1 9焊 丝 化 学 成 分 ( 质量分数 , %)
1 . 2 试验 方法
表2 2 2 1 9一 T 8 7母 材 力 学 性 能
试验采 用变极性 等 离子弧 焊工 艺 , 焊 接参数 见表 3 。
收 稿 日期 : 2 0 1 3—0 8— 0 2 基 金 项 目 :“ 高档 数 控 机 床 与 基 础 制 造 设 备 ” 国 家 科 技 重 大 专 项 资 助 项
不同热处理状态下的2219铝合金变极性TIG焊焊接接头性能研究
(保密的学位论文在解密后适用本授权说明)
学位论文作者签名:
签字日期:
年月日
导师签名:
签字日期:
年月日
摘要
本课题以运载火箭贮箱结构材料 2219 铝合金为研究对象,从母材及接头的 热处理状态角度提出了一种解决铝合金焊接接头软化问题的新思路。即对 2219-T6 铝合金母材先进行固溶处理再焊接,最后对接头进行人工时效,对比这 种方案与常规的“固溶+人工时效+焊接”方案的焊接接头强度大小,并通过组织 观察、硬度测试等试验分析不同热处理状态下的接头性能,最后通过应力腐蚀试 验来探究热处理对于抗腐蚀性能的影响。
The slow strain rate tension (SSRT) test was applied to investigate the effect of heat treatment on SCC resistance of 2219 aluminium alloy welded joints. Experimental results shows base metal got the highest resistance against stress
书而使用过的材料。与我一同工作的同志对本研究所做的任何贡献均已在论文中 作了明确的说明并表示了谢意。
学位论文作者签名:
2219铝合金及变极性TIG焊焊接接头的力学性能
温 环 境 箱 的 控 制 精 度 为 ± ℃ ,可 达 温 度 范 围 是 一 2 16 9 ℃到30 0 ℃。试 样 在相 应 的温 度 保 温3mi后 进 0 n
行拉 伸试验 。
铝 合 金 TG焊 接 方 法 经 历 了 直 流 钨 极 接 负 I ( C N) 变极 性TG 的发 展 过程 。变 极性 TG DE 到 I焊 I 焊
个 温 区 ,具 体 温度 点 为 :一 8 ̄ 12C、一 2 ℃、 1o 10 5C、 7 ℃ 、10C。低 温 环 境利 用 液 氮 以及 酒 精 与 液氮 8 2"
的混 合 来 实 现 ,利 用 温 度控 制 箱 来 控 制 温 度 ,低
于 液体 火 箭 推 进 器贮 箱 以储 存 液体 燃 料 。但 是 由 于 铝合 金 性 能评 定 标 准 还 不完 善 ,低 温试 验 条 件
影 响。
关 键 词 :2 1铝 合 金 ;变 极 I 29  ̄TG;力 学性 能 中 图分 类号 :T 55 G1 . 1 文献 标 识 码 :A 文 章编 号 :1 0 — 8 8 2 1 )3 0 3 - 5 5 4 9 ( 0 0 — 0 0 0 0 0
2 1铝 合金 在零 下2 0 2 0C 29 5 一 5  ̄ 的温 度 范 围内 , 具 有 良好 的加 工 性 能 、高 的 比强度 、抗 腐 蚀 性 能 以及 较 高 的韧 性 ,被 认 为 是 航 空航 天 工 业 中最 具 应 用前 景 的轻 质 高强 结 构 材 料从 而 被 广 泛 的 应用
从 39 a 加 到 4 1 a 4 MP 增 8 MP ,提 高 了3 . ;屈 服 强 78 % 度从2 1 a 32 a 7 Mp 到 O MP ,提 高 了 1 .%。母 材 的 延 1 4 伸率 在 室温条 件 下最 低 。从 以上数 据看 出2 1 铝 29
浅谈铝及铝合金变极性等离子焊接
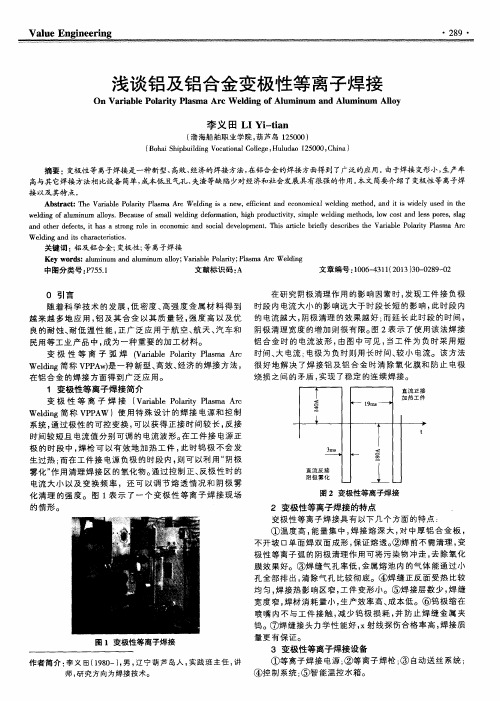
大 电流 : 电极为负B 3 , 5 0 用长时间、 较小 电流。该 方法 变极 性 等 离子 弧焊 ( V a r i a b l e P o l a i r t y P l a s m a A r c 时间、 We l d i n g 简称 V P P A w ) 是一种新型、 高效 、 经济 的焊接 方法, 很 好 地 解 决 了焊 接 铝 及 铝 合 金 时 清 除 氧 化 膜 和 防 止 电极
李义 田 L I Yi — t i a n
( 渤海船舶职业学院 , 葫芦 岛 1 2 5 0 0 0)
( B o h a i S h i p b u i l d i n g V o c a i t o n a l C o l l e g e , H u l u d a o 1 2 5 0 0 0 , C h i n a )
在 铝 合 金 的 焊 接 方面 得 到 广 泛 应 用 。
烧 损 之 间 的 矛盾 , 实 现 了稳 定 的连 续 焊 接 。
1 变极性等 离子焊接简介 变极 性 等 离 子焊 接 ( V a i r a b l e P o l a i r t y P l a s ma A r c We l d i n g 简称 V P P A W )使用特 殊设计 的焊 接 电源 和控制 系统 , 通过极 性的可控变换 , 可 以获得正接 时间较长 , 反接
Ab s t r a c t :T h e Va r i a b l e P o l a r i t y P l a s ma Ar c We l d i n g i s a n e w,e f f i c i e n t a n d e c o n o mi c a l we l d i n g me t h o d , a n d i t i s w i d e l y u s e d i n t h e w e l d i n g o f a l u mi n u m a l l o y s . Be c a u s e o f s ma l l we l d i n g d e f o r ma t i o n ,h i g h p r o d u c t i v i t y , s i mp l e we l d i n g me t h o d s , l o w c o s t a n d l e s s p o r e s , s l a g a n d o t h e r d e f e c t s . i t h a s a s t r o n g r o l e i n e c o n o mi c a n d s o c i a l d e v e l o p me n t .1 ’ } l i s a r t i c l e b i r e l f y d e s c ib r e s t h e Va ia r b l e P o l a i r t y P l a s ma Ar c
2219铝合金熔化焊焊缝中的偏析及其对力学性能的影响

2219铝合金熔化焊焊缝中的偏析及其对力学性能的影响李权;吴爱萍;李艳军;王国庆;齐铂金;鄢东洋;熊林玉【期刊名称】《中国有色金属学报(英文版)》【年(卷),期】2017(027)002【摘要】使用具有氩屏蔽的低频脉冲电流可变极性钨(LPVPTIG)进行三种焊缝,具有氩屏蔽,直流TIG(DCTIG),分别具有氦屏蔽和高频脉冲电流可变极性TIG (HPVPTIG),具有氩屏蔽。
发现由于脉冲变化的热输入的波动,在LPVPTIG焊接中形成大量厚的连续共肠和微孔的宏观聚糖带。
在DCTIG焊缝和HPVPTIG焊缝中仅存在微次次测量。
然而,由于其焊接速度较慢,HPVPTIG焊缝具有较低的Cu微量测量程度。
拉伸结果表明,随着Cu和孔隙孔的分离程度的增加,焊缝的机械性能降低,并且LPVPTIG焊缝在纵向方向上具有比横向引起的横向引起的较低的拉伸性能。
%IVING氩气保护的低频脉冲变极性氩弧焊(lpvptig),氦气保护的直流氩弧焊(dctig)和氩气保护的高频脉冲变极性(hpvptig)等等方法获得了3种不断的焊缝。
结果结果明:由于热输入的运动,lpvptig焊缝在宏观,带内聚集了粗大的和显微气孔; dctg和hpvptig焊缝仅现处于微观微观,但由于焊接速度较慢,hpvptig焊缝cu元素微观偏析微观偏析偏析偏析偏析偏析低于dctg 焊缝。
力学性能测试结果明:焊缝的力学性能随着cu元素和气孔偏析程随着的加入而降低,lpvptig焊缝由于ー存ー降低,l纵向拉拉力学学位性能低于拉拉力学【总页数】14页(P258-271)【作者】李权;吴爱萍;李艳军;王国庆;齐铂金;鄢东洋;熊林玉【作者单位】清华大学机械工程系,北京 100084;首都航天机械公司,北京 100076;清华大学机械工程系,北京 100084;清华大学摩擦学国家重点实验室,北京 100084;清华大学先进成形制造教育部重点实验室,北京 100084;清华大学机械工程系,北京100084;中国运载火箭技术研究院,北京 100076;北京航空航天大学机械工程及自动化学院,北京 100191;北京宇航系统工程研究所,北京 100076;首都航天机械公司,北京 100076【正文语种】中文因版权原因,仅展示原文概要,查看原文内容请购买。
2219铝合金及变极性TIG焊焊接接头的力学性能
2219铝合金及变极性TIG焊焊接接头的力学性能宋民远;赵海云;曲文卿;王炜【摘要】通过拉伸实验,借助光学显微镜和扫描电镜等手段,测定了2219-T62铝合金母材及变极性TIG焊焊接接头在不同温度下的力学性能,并且对母材以及焊接接头的断口形貌及微观组织进行了观察分析.实验结果表明,铝合金具有低温韧性增强现象.适用于低温工作条件;接头的抗拉性能及延伸率相比母材都有大幅下降.探讨了温度对母材及焊接接头性能的影响.【期刊名称】《铝加工》【年(卷),期】2010(000)003【总页数】5页(P30-34)【关键词】2219铝合金;变极性TIG;力学性能【作者】宋民远;赵海云;曲文卿;王炜【作者单位】北京航空航天大学机械工程与自动化学院,北京,100191;北京航空航天大学机械工程与自动化学院,北京,100191;北京航空航天大学机械工程与自动化学院,北京,100191;北京航空航天大学机械工程与自动化学院,北京,100191【正文语种】中文【中图分类】TG115.52219铝合金在零下250℃~250℃的温度范围内,具有良好的加工性能、高的比强度、抗腐蚀性能以及较高的韧性,被认为是航空航天工业中最具应用前景的轻质高强结构材料从而被广泛的应用于液体火箭推进器贮箱以储存液体燃料。
但是由于铝合金性能评定标准还不完善,低温试验条件和技术的限制,人们对于铝合金低温性能的研究较少。
铝合金TIG焊接方法经历了直流钨极接负(DCEN)到变极性TIG焊的发展过程。
变极性TIG焊是随着变极性电源的发展而产生的一种新型焊接技术,该技术被广泛的应用于铝合金的焊接当中,研究变极性TIG焊焊接接头的性能对于改进TIG焊接工艺更新TIG焊焊接设备具有重要的意义;同时由于2219铝合金被应用于我国液体燃料火箭的贮箱等结构,所以研究2219铝合金的低温接头性能对于拓宽2219铝合金的应用范围以及新一代火箭贮箱结构设计和构建安全具有重要作用。
2219铝合金复合热源焊接工艺及接头性能

第32卷第9期2011年9月焊接学报TRANSACTIONS OF THE CHINA WELDING INSTITUTIONVol.32No.9September 2011收稿日期:2010-03-28基金项目:国防基础科研资助项目(K0300020402)2219铝合金复合热源焊接工艺及接头性能冉国伟,宋永伦,闫思博,林江波(北京工业大学机械工程与应用电子技术学院,北京100124)摘要:采用填丝TIG 焊、激光辅助TIG 复合焊、激光-高频脉冲TIG 复合焊三种焊接工艺进行6mm 厚的2219铝合金焊接试验,研究了焊接工艺与接头组织和性能的相关性.结果表明,与填丝TIG 焊接工艺相比,激光辅助TIG 复合焊、激光-高频脉冲TIG 复合焊两种复合热源焊接工艺提高了焊接速度,显著减少了热输入,细化了焊缝组织,减少了晶界共晶组织的宽度,尤其能有效消除焊缝熔合区的气孔缺陷,并且显著改善和提高了焊接接头的力学性能和抗应力腐蚀性能.激光-高频脉冲TIG 复合焊接头SCC 断裂时间明显提高,达到了母材的93%.关键词:铝合金;复合焊接;接头性能中图分类号:TG444文献标识码:A文章编号:0253-360X (2011)09-0025-05冉国伟0序言Al-Cu 合金具有比重小、比强度高、比刚度高、易于加工、良好的物理和化学性能等优点[1],在航空航天工业中得到普遍应用.对于Al-Cu 合金材料,目前焊接工艺主要采用填丝变极性TIG 氩弧焊,在焊接生产中易产生气孔、裂纹等缺陷,接头强度和焊接效率也较低.为此需要探索新的焊接工艺,尽量减少焊缝的冶金缺陷,改善和提高Al-Cu 合金焊接接头的综合性能.根据热源主导地位的不同,激光电弧复合热源焊接可以分为两类:一类为电弧辅助激光焊,即通常意义上的激光-电弧复合焊接方式,与激光焊相比可以减少气孔、裂纹、咬边等缺陷,改善焊缝和热影响区的组织性能和应力状态[2].另一类为激光辅助电弧焊,一般采用不足以形成深熔“小孔”的小功率激光辅助电弧进行焊接,与电弧焊相比,激光的加入有利于电弧能量的集中和提高焊接过程的稳定性,在焊接速度较高时能避免电弧飘移从而使焊缝质量的一致性提高[3,4].近年来,对铝合金变极性TIG 焊接过程中叠加高频脉冲电流焊接工艺的研究表明,高频脉冲电流(≥10kHz )对铝合金组织具有显著的细化作用,有助于改善和提高铝合金焊接接头的组织和性能[5].前期Al-Cu 合金的TIG 电弧辅助激光复合焊接工艺试验表明:与填丝TIG 焊相比,TIG 电弧辅助激光复合焊可以显著提高焊接速度,减少热输入,细化焊缝组织,减少晶界共晶组织宽度,减小熔合区和热影响区的宽度,但由于温度梯度大,熔池冷却时间快,焊缝区晶粒与方位不均匀,焊接接头中易出现微气孔,致使焊接接头的断后伸长率和抗应力腐蚀性能均偏低.基于以上背景,采用填丝TIG 焊、激光辅助TIG 电弧复合焊、激光-高频脉冲TIG 复合焊三种焊接工艺,对6mm 厚2219铝合金进行了对接焊试验,通过对接头力学性能、抗应力腐蚀性能及金相组织的测试分析,探讨了2219铝合金焊接接头组织、性能与焊接工艺之间的相关性.1试验方法复合热源焊接系统如图1所示,激光辅助TIG复合焊接系统采用北京工业大学激光院研制的1000W 半导体激光器和EWM 的TETRIX521型TIG 焊机搭建焊接试验平台,试验中激光的离焦量为0mm ,激光束与水平面夹角75ʎ,钨极距离工件4mm ,距离激光束4mm ,焊枪与水平面夹角70ʎ.在激光-高频脉冲TIG 复合焊接试验时,采用了专门用于复合脉冲电流的焊接电源与EWM 变极性电源进行并联,脉冲焊接电源的脉冲幅值为50A 、脉冲频率为20kHz.试验所用的Al-Cu 合金为2219铝合金,焊接试件的尺寸为150mm ˑ150mm ,厚度为6mm ,采用Y 形坡口,留钝边≤3mm.焊接工艺为单面单层焊,焊26焊接学报第32卷图1复合热源焊接示意图Fig.1Schematic diagram of hybrid welding 缝填充焊丝选用的是 1.6mm的ER2319焊丝.焊前对焊接试件和焊丝先用丙酮擦拭去除表面油污,然后用钢丝刷清理表面去除氧化膜.钨极采用铈钨极,直径为4.8mm.保护气体为高纯氩,流量为15L/min.经过工艺参数优化后,激光辅助TIG复合焊采用激光-特殊交流(脉冲峰值阶段为直流,脉冲基值阶段为方波交流)TIG电弧进行焊接.激光-高频脉冲TIG复合焊试验采用500W激光与特殊交流TIG电弧复合后对试件进行焊接,焊接过程中在直流正接(DCEN)期间进行高频脉冲电流的复合,在直流反接(EP)期间未进行复合.表1为填丝TIG、激光辅助TIG复合焊、激光-高频脉冲TIG复合焊工艺参数.表1焊接工艺参数Table1Welding parameters焊接工艺焊接速度v/(m·min-1)激光功率P/W脉冲峰值电流I P/A基值EN段电流I EN/A基值EP段电流I EP/A高频脉冲电流I H/A工艺10.15—350240240—工艺20.3500410275275—工艺30.350040526526550注:工艺1为填丝TIG焊,工艺2为激光辅助TIG焊,工艺3为激光-高频脉冲TIG焊.填丝TIG焊接时由于Y形坡口的原因,且TIG 电弧能量较分散,为避免TIG电弧左右摇摆导致的焊缝成形不连续,填丝TIG焊选择了较低的焊接速度.当采用500W激光辅助TIG复合焊和激光-高频脉冲TIG复合焊时,由于激光的加入,TIG电弧的稳定性大大增强,所以激光辅助TIG复合焊和激光-高频脉冲TIG复合焊选用了较高的焊接速度.焊后采用OLYMPUS激光共聚焦扫描显微镜观察并分析焊缝组织,利用TH-8110S伺服式电子万能试验机测试焊接接头的力学性能.应力腐蚀性能试验采用慢应变速率的试验方法,慢应变速率设置为10-4mm/s.2试验结果2.1接头特征分析2219铝合金三种焊接工艺的焊缝截面形貌如图2所示,填丝TIG焊的热输入为1.6kJ/mm,焊缝正面熔宽为16.1mm,背面熔宽为9.5mm.激光辅助TIG复合焊的热输入为1.1kJ/mm,焊缝正面熔宽为13.5mm,背面熔宽为7.2mm.激光-高频脉冲TIG复合焊的热输入为0.9kJ/mm,焊缝正面熔宽为12.0mm,背面熔宽为5.5mm.图2三种焊接工艺的焊缝截面形貌Fig.2Cross-section shape of weld by three welding processes不同焊接工艺的焊缝中心区微观组织见图3,可见焊缝中心区晶体形态均为等轴晶,焊缝组织以α(Al)固溶体为基体,在基体内分布着许多颗粒较小的θ(CuAl2)相,起到强化基体的作用.在基体晶界和枝晶间分布着大量的α(Al)+θ(CuAl2)共晶相,共晶相呈网络状连续分布.三种焊接工艺中,填丝TIG焊缝中心区组织晶粒最为粗大,晶界共晶相的宽度最大,晶内溶质元素含量相对较少.激光辅助TIG复合焊和激光-高频脉冲TIG复合焊的焊缝中心区组织晶粒均比填丝TIG焊晶粒细小,而且晶界共晶相的宽度明显减少,晶内溶质元素含量明显变大.这主要是不同焊接工艺的速度和热输入量不同造成的.在焊接过程中,溶质元素的含量是随着过冷度的增加而提高的.激第9期冉国伟,等:2219铝合金复合热源焊接工艺及接头性能27图3焊缝中心区和熔合区微观组织形貌Fig.3Microstructure of weld zone and fusion zone光辅助TIG复合焊和激光-高频脉冲TIG复合焊焊接速度快,焊接热输入少,熔池金属高温停留时间较短,冷却速度大,枝晶前沿的过冷度大,液态物质中的溶质元素含量较高,因此与填丝TIG焊相比基体中的溶质元素含量较高,晶界中的共晶相宽度较低.在2219铝合金的焊接过程中,最常见的焊接缺陷就是气孔,由图3的焊缝熔合区微观组织可以看出熔合区内的组织形态是不均匀的,填丝TIG焊和激光辅助TIG复合焊两种工艺熔合区微观组织为柱状树枝晶和胞状树枝晶,激光-高频脉冲TIG复合焊接熔合区存在一条明显的细小等轴晶带,晶体形态与焊缝中心的晶体形态相类似.填丝TIG焊缝熔合区出现了结晶层气孔,尺寸在50 100μm之间.激光辅助TIG复合焊和激光-高频脉冲TIG复合焊的焊缝熔合区未发现明显的气孔.据此可以推断,采用这两种复合热源焊接工艺可有效减少甚至消除焊缝气孔缺陷.在填丝TIG 焊接时,电弧主要是依靠低频调制脉冲的振动来排出气孔,熔池边缘的气孔由于得不到充分振动而难以排出,在加入激光和高频脉冲能量后,电弧的挺度增强,冲击力变大,熔池内的液体金属产生有规则的循环流动,将熔池边缘的气孔带出,有效的促进熔池边缘的气孔逸出.激光-高频脉冲TIG复合焊的焊缝熔合区出现细小等轴晶带,证明了20kHz的高频脉冲能量具有细化焊缝晶粒的作用,高频脉冲能量作用于熔池后,熔池受到的高频振动,一方面可以打碎固液界面处初生的枝晶组织,增加了结晶中心;另一方面,还可以将未熔的高熔点粒子A13Zr等卷入焊缝中,成为形核核心,促进了细小等轴晶带的形成.2.2显微硬度曲线三种焊接工艺焊接接头的硬度分布曲线如图4所示,三种工艺焊接接头的焊缝区的硬度均在85 HV左右,填丝TIG焊接工艺接头的焊缝熔合区发生了明显的软化现象,熔合区硬度最低只有68HV,而采用二种复合热源焊接工艺的接头在这一区域没有发生明显的软化现象.综合来看,复合热源接头硬度值稍高于填丝TIG焊接头,且没有填丝TIG焊接接头的硬度值变化剧烈.图4不同焊接工艺的硬度曲线Fig.4Hardness diagram of welded joints by different welding processes2.3接头的力学性能填丝TIG焊接接头断裂的位置在焊缝熔合区,两种复合热源工艺的焊接接头断裂的位置均在焊缝靠近熔合线母材侧的热影响区.图5为焊接接头的断裂路径,可以看出填丝TIG焊接接头在拉伸过程中是沿着晶界上的共晶相断裂的,晶界上的α+θ共晶组织属于脆性组织,网络状分布的共晶组织的含量和分布决定着焊接接头的拉伸性能.而激光-高频脉冲TIG复合焊接接头在拉伸过程中呈明显穿晶断裂.28焊接学报第32卷图5焊缝断裂路径Fig.5Fracture paths of weld2219铝合金母材和不同焊接工艺接头的拉伸力学性能见表2.焊接接头的抗拉强度和断后伸长率均明显低于母材,填丝TIG焊接头的强度系数仅为0.58,断后伸长率仅达到母材金属的26.1%.接头拉伸断口未发生明显的塑性变形,断裂面有气孔存在,气孔的存在不仅会减小焊缝的有效承载面积而且会形成应力集中,使得焊缝的强度和塑性降低.表2焊接接头和母材金属的力学性能Table2Tensile properties of welded joints and base metal 焊接工艺抗拉强度R m/MPa断后伸长率A(%)填丝TIG2553.0激光辅助TIG2753.5激光-高频脉冲TIG2874.02219母材44111.5与填丝TIG焊接头相比,激光辅助TIG焊接接头性能得到明显的提高,抗拉强度提高了8%,达到了母材抗拉强度的62.5%,断后伸长率提高了17%,达到母材金属的30.4%.抗拉强度和断后伸长率的提高主要是热输入降低造成的,当采用500 W激光辅助TIG电弧焊接时,焊接过程中在EN时段TIG电弧的电压明显下降,电弧两极间的电压由15V降低到了11V,TIG电弧功率下降使得熔池的热输入减小.低热输入使得焊缝晶粒趋于细小,晶内溶质元素含量增加,晶界共晶组织宽度减少,因此焊缝的强度也将随之增大.激光-高频脉冲TIG复合热源焊接接头抗拉强度比填丝TIG焊提高了12.5%,断后伸长率提高了33.3%.这种焊接工艺在小功率激光作用的基础上,加入的高频脉冲能量对熔池起到了高频振动的作用,进一步细化了焊缝组织,因此焊缝的力学性能也随之增加.2.4接头的抗应力腐蚀性能2219母材和三种焊接工艺的接头抗应力腐蚀性能试验采用慢应变速率方法(SSRT),在腐蚀液为3.5%的NaCl溶液,温度为25ħ的环境下进行.应力腐蚀试样的慢应变速率试验断裂时间见图6,断裂时间即从慢应变速率试验开始到试样拉断时刻所需要的时间,是评定开裂敏感性的最重要指标.2219母材断裂时间为10.55h,拉伸试样发生了明显的颈缩现象,抗应力腐蚀性能明显高于焊接接头.图6母材及焊接接头试样断裂时间Fig.6Time-to-failure of specimens填丝TIG焊接接头拉伸试样表现为明显的脆性断裂,接头应力腐蚀断裂处有气孔存在,为腐蚀开裂提供了有利通道,另外晶界大量分布的α(Al)+θ(CuAl2)共晶组织增加了应力腐蚀裂纹沿晶界扩展的通道,增加了接头的开裂敏感性,因此填丝TIG焊接接头的抗应力腐蚀性能不是很高,断裂时间仅为5.45h.激光辅助TIG复合焊和激光-高频脉冲TIG复合焊接接头的应力腐蚀断裂(SCC)都发生在材料的屈服变形阶段,拉伸试样都发生了颈缩现象属于韧性断裂,与填丝TIG焊接接头相比,断裂时间分别提高了60%和78%,达到了母材的83%和93%,抗应力腐蚀性能得到了显著提高.这主要是因为焊接速度的提高、热输入的减少以及高频能量对熔池的振动导致的晶粒细化和晶界共晶组织宽度和气孔的减少所致.另外低的热输出可以使熔合线附近的无溶质原子析出带(PFZ)宽度减小,而PFZ 是最易产生应力腐蚀开裂的区域之一.3结论(1)采用激光辅助TIG复合焊、激光-高频脉冲TIG复合焊进行2219铝合金焊接,与填丝TIG焊第9期冉国伟,等:2219铝合金复合热源焊接工艺及接头性能29相比,可以显著提高焊接速度,减少热输入,细化焊缝组织,减少晶界共晶组织宽度,有效减少甚至消除焊缝熔合区气孔缺陷.(2)激光辅助TIG复合焊、激光-高频脉冲TIG复合焊可以改善和提高2219铝合金焊接接头的力学性能和抗应力腐蚀性能.与填丝TIG焊相比,两种复合热源焊接接头SCC断裂时间明显提高,分别达到了母材的83%和93%.参考文献:[1]周万盛,姚君山.铝及其合金的焊接[M].北京:机械工业出版社,2006.[2]Katayama S,Naito Y,Uchiumi S,et al.Physical phenomena and porosity prevention mechanism in laser-arc hybrid welding[J].Transactions of JWRI,2006,35(1):13-18.[3]Shinn B W,Farson D F,Denney P E.Laser stabilization of arc cathode spots in titanium welding[J].Science and Technology ofWelding and Joining,2005,10(4):475-481.[4]Hu B,Richardson I M.Hybrid laser/GMA welding aluminum al-loy7075[J].Welding in the World,2006,50(7-8):51-57.[5]邱灵,杨春利,林三宝.高频脉冲变极性焊接工艺性能研究[J].焊接,2007(7):35-38.Qiu Ling,Yang Chunli,Lin Sanbao.Technology properties of varia-ble polarity arc welding with high frequency pulsed current[J].Welding&Joining,2007(7):35-38.作者简介:冉国伟,男,1979年出生,博士研究生.主要从事焊接工艺及焊接质量控制方面的研究.发表论文5篇.Email:ranguowei@ emails.bjut.edu.cn通讯作者:宋永伦,男,教授,博士生导师.Email:ylsong@bjut.edu.cn[上接第24页]Chen Huang,Ding Chuanxian.Numerical simulation of nanostruc-tured agglomerated powder melting process during plasma spraying [J].Journal of Inorganic Materials,2002,17(4):882-886.[5]Sampath S,Herman H.Rapid solidification and microstructure de-velopment during plasma spray deposition[J].Journal of Thermal Spray Technology,1996,5(4):445-456.[6]李蔚,高濂,归林华,等.纳米Y-TZP材料烧结过程晶粒生长的分析[J].无机材料学报,2000,15(3):536-540.Li Wei,Gao Lian,Gui Linhua,et al.Analysis of the grain growthof nano Y-TZP materials[J].Journal of Inorganic Materials,2000,15(3):536-540.[7]Allemann J A,MichelI B,Marki H B,et al.Grain growth of dif-ferently doped zirconia[J].Journal of European Ceramic Society,1995,15(10):951-958.作者简介:王东生,男,1978年出生,博士,讲师.主要从事激光加工技术、等离子喷涂技术、纳米材料加工技术、表面涂层技术以及加工过程的数值模拟研究.发表论文20余篇.Email:wangdongsheng @tlu.edu.cnⅡMAIN TOPICS ,ABSTRACTS &KEY WORDS 2011,Vol.32,No.9Research on phase recognition for ultrasonic TOFD testedsignal CHI Dazhao 1,GANG Tie 1,GAO Shuangsheng 1,2(1.State Key Laboratory of Advanced Welding Production Technolo-gy ,Harbin Institute of Technology ,Harbin 150001China ;2.School of Materials Science &Engineering ,Shenyang Aerospace University ,Shenyang 110036,China ).p 17-20Abstract :In ultrasonic TOFD (time of flight diffraction )tested signal ,the phase information is very important parameter for qualitative identification and quantitative measurement of de-fect usually ,Phase characteristic is not obvious in the original tested signal for the effect of testing system.For low SNR (signal to noise ratio )ultrasonic signal ,the Wiener inverse filter is in-sufficient for improving the time resolution.To solve the disadva-ntuge of traditional de-convolution technique ,an improved Wie-ner inverse filter method is proposed by employing spectral ex-trapolation.Computer simulated and artificial defect tested sig-nals were processed by using traditional and improved Wiener fil-ter technology respetively.The results showed that the proposed method could effectively improve the time resolution of the re-ceived signal ,and could accurately extract the phase information about the defect tips.The proposed method could provide a relia-ble basis for defect identification and location.Key words :ultrasonic TOFD ;phase ;Wiener inverse filter Growth analysis of nanoparticles during plasma sprayingprocessWANG Dongsheng 1,2,TIAN Zongjun 2,WANG Jingwen 1,DUAN Zongyin 1,SHEN Lida 2,HUANG Yinhui 2(1.Department of Mechanical Engineering ,Tongling College ,Ton-gling 244000,China ;2.College of Mechanical and Electrical Engineering ,Nanjing University of Aeronautics and Astronau-tics ,Nanjing 210016,China ).p 21-24,29Abstract :In order to optimize the processing parameters of nanostructured coating prepared by plasma spraying ,the change of nanoparticle size during plasma spraying was investiga-ted.Based on the Brook's classical theory about grain growth ,a computational model for analyzing the nanoparticles growth of plasma-sprayed nanostructured agglomerated ZrO 2-7%Y 2O 3pow-ders was established.The effects of the thermal circulation curve and nanoparticle diameter on grain growth were studied.Mean-while ,experiment of plasma spraying using nanostructured ag-glomerated powders was carried out.The results showed that the nanostructured coating had a bimodal microstructure ,which was composed of both fully melted regions and partially melted re-gions.The partially melted regions were composed of slightly grown-up nanoparticles.The obtained experimental results showed a good agreement with the calculated results ,which indi-cated that the nanoparticles growth theory based on the Brook's theory was correct and reliable.The theory provides theoretical basis for nanoparticles growth of plasma spraying.Key words :plasma spraying ;nanostructured agglomera-ted powders ;nanoparticles growthWelding process and joint properties of hybrid welding on2219aluminum alloyRAN Guowei ,SONG Yonglun ,YAN Sibo ,LIN Jiangbo (Department of Mechanical Engineering &Applied Electronics Technology ,Beijing University of Technolo-gy ,Beijing 100124,China ).p 25-29Abstract :The correlation between three welding proces-ses and joint microstructure as well as properties was investigated on 2219aluminum alloy of 6mm thickness.The three weldingprocesses were TIG welding with filler wire ,low-power laser as-sisted TIG hybrid welding and laser high-frequency pulse TIG hy-brid welding respectively.The results showed that ,compared with the TIG welding ,the hybrid welding processe could improve the welding speed ,reduce the heat input significantly ,refine the microstructure of the joint ,and reduce the width of eutectic α(Al )+θ(CuAl2),especially eliminate the porosities of fusion zone effectively.Furthermore both the joint properties and stress corrosion resistance were improved significantly.The average fracture time for 2219aluminum alloy through the laser high-fre-quency pulse TIG hybrid welding was significantly longer than that through the TIG welding ,which was about 93%of the aver-age fracture time for 2219base material.Key words :aluminum alloy ;hybrid welding ;joint prop-ertiesWetting correlations between rosin &other flux components and Sn-9Zn /Cu MENG Gongge ,ZHANG Hongyan ,LIUChao ,GU Baisong (School of Material Science &Engineering ,Harbin University of Science and Technology ,Harbin 150040,China ).p 30-32Abstract :Wetting correlations between rosin &other 6flux components and Sn-9Zn /Cu are studied based upon uniformdesign method.The factors rosin ,ZnCl 2,NH 4Cl ,ethylene gly-col ,oleic acid and lactic acid ,were divided into three groups and twelve levels in the experiment.By using computer software UST4.0,the wetting spread area were processed statistically and three correlative equations were obtained.The results showed that the effect of ZnCl 2,oleic acid and the mutual term of ZnCl 2&NH 4Cl were positive.The effects of NH 4Cl was negative ,and that of rosin with ZnCl 2or NH 4Cl together is little ,ZnCl 2or oleic acid is also in quadratic &negative form.The analysis of vari-ance showed that the multinomial equations were sound and meaningful.Key words :wetting ;flux ;tin-zinc solder ;uniform de-sign ;correlationsVacuum electron beam welding of 35CrMnSi steel CHENGuoqing 1,ZHANG Binggang 1,WANG Zhenbing 1,FENG Jic-ai 1,SUN Yi 2(1.State Key Laboratory of Advanced Welding Production Technology ,Harbin Institute of Technology ,Harbin 150001,China ;2.Faculty of Astronautical Engineering and Mechanics ,School of Astronautics ,Harbin Institute of Technolo-gy ,Harbin 150001,China ).p 33-36Abstract :The electron beam welding of (35CrMnSi steel )was studied.The results showed the appearance of electron beam welded joint was good ,and no welding defects were found.The weld was fully austenitized ,the rapidy solidified microstruc-ture mainly consists of batten martensite while a small amount of residual austenite.The heat-affected zone can be divided into theoverheated zone ,normalized zone and slack quenching zone.The microstructure of overheated zone was coarse martensite.The microstructure of normalized zone was the mixture of mar-tensite and bainite.The tensile strength of joint was higher than the base metal and the fracture occurred at the base metal.The weld hardness was significantly higher than the base metal ,the bending strength was 1300MPa ,which was better than base metal ,and the bending strength increased slightly with beam current.The bending angle of joint was 54ʎ,which was slightly lower than the base metal.。
2219高强铝合金活性TIG焊工艺

第卷第!期 材料工程7。
1.46 No.42018 年!月第 66 —73 页JoumalofMaterialsEngineering Apr.2018 pp.66 —73 2219高强铝合金活性T IG焊工艺Activating Flux TIG W elding Technology of2219 High Strength Aluminum Alloy栗慧1!,邹家生%,姚君山2,彭浩平3"江苏科技大学先进焊接技术省级重点实验室,江苏镇江212003;2常州工学院机械与车辆工程学院,江苏常州213002#3常州大学江苏省油气储运技术重点实验室,江苏常州213164)L I H u i 1! ,Z O U J ia-s h e n g1,Y A O J u n-s h a n2,P E N G H a o-Pin g3(1 P r o v in c ia l K e y L a b o r a to r y o f A d v a n c e d W e ld in g T e c h n o lo g y,J ia n g s uU n iv e r s ity o f S cience a n d T e c h n o lo g y,Z h e n jia n g 212003 ,J ia n g s u,C h in a;2 S c h o o l o f M e c h a n ic a l a n d V e h ic le E n g in e e r in g,C h a n g z h o u I n s t it u t e o fT e c h n o lo g y,C h a n g z h o u 213002 ,J ia n g s u,C h in a;3 J ia n g s u K e yL a b o r a to r y o f O il &G as S to ra g e a n d T r a n s p o r ta tio n T e c h n o lo g y,C h a n g z h o u U n iv e r s it y,C h a n g z h o u 213164, J ia n g s u,C h in a)摘要:采用单组分活性剂(A IF3和L iF)、3 组分(AlF3 + 30\L iF+10\K F-A l F3)和4 组分(A l F3+30\L iF+10\K F-A lF3+10\K2S iF6)混合组分活性剂进行2219高强铝合金直流正极性活性T I G焊(DCSP A-T IG),研究4种类型活性剂对焊缝表面成型、焊缝内部质量(气孔)、焊缝熔深、电弧形态、接头组织与力学性能的影响。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
23制造技术研究2219铝合金变极性等离子弧穿孔焊接工艺研究陆成虹 罗志强 杨学勤 林立芳 (上海航天精密机械研究所,上海 201600)摘要:采用上坡焊的方法,以不同的焊接倾角对2219铝合金进行变极性等离子弧穿孔焊接。
通过对不同焊接倾角条件下得到的焊缝进行焊缝成形、焊缝尺寸、显微组织及焊缝强度的分析,得出不同焊接倾角对变极性等离子弧穿孔焊接的影响。
结果表明,当焊接倾角小于20°时,焊缝不能良好成形;当倾角小于40°时,焊缝区有少量气孔。
关键词:2219铝合金;变极性等离子弧;上坡焊Investigation of VPPA Welding Processing for 2219 Aluminum AlloyLu Chenghong Luo Zhiqiang Yang Xueqin Lin Lifang(Shanghai Spaceflight Precision Machinery Research Institute, Shanghai 201600)Abstract :Variable polarity plasma arc (VPPA) welding is used with upward welding in the inclined position with different angles for 2219 aluminum alloy, then studying the weld shape, the weld size, microstructures and weld strength of welded joint obtained at different angles. The results indicate that when the angle of inclination for welding is less than 20 degree, welded joint cannot form well; when the angle of inclination for welding is less than 40 degree, weld zone has little gas pore.Key words :2219 aluminum alloy ;VPPA ;upward welding in the inclined position 1 引言2219铝合金在-250℃到250℃的温度范围内仍能保持良好的力学性能和断裂韧性,因此被广泛用作航空、航天、军事以及一些民用领域的焊接结构材料。
但是2219铝合金在熔焊时存在接头强度系数低的问题,通常只有母材强度的60%;且气孔倾向性较大[1,2]。
变极性等离子弧焊接铝合金时,焊件不需要开坡口,节省了焊前制备时间;焊道窄,焊接变形小,且单面一次焊双面自由成形;立向上焊接时有利于排除焊缝中的夹气和夹杂物,可获得无缺陷焊缝[3,4]。
但在实际生产中,多数焊缝为空间曲线焊缝,要使空间曲线焊缝在焊接时始终保持立向上焊有一定的困难,因而采用倾斜焊的焊接位姿。
与立向上焊接相比,倾斜焊不利于熔池中气孔的排出,且在相同焊接规范不同倾角焊接时,熔池受到重力、电弧力等的作用,焊缝成形不均一,在倾角大时,熔池易发生下塌。
2 试验材料与方法图1 焊接方法示意图作者简介:陆成虹(1984−),硕士,飞行器设计专业;研究方向:焊接自动化。
收稿日期:2009-11-1924试验材料为2219铝合金,焊丝为2319铝合金,其主要化学成分如表1所示。
试板尺寸为250 mm×150 mm×6mm ,焊前机械刮削,焊丝直径为1.6mm 。
焊接过程中的离子气和保护气均为氩气。
焊接方法采用上坡焊,如图1所示。
焊接工艺参数见表2。
表1 2219和2319铝合金化学成分 %牌号 Cu MnVZrTi Al2219 5.8~6.8 0.20~0.40 0.05~0.15 0.10~0.25 0.02~0.10 余量 2319 5.8~6.8 0.20~0.40 0.05~0.15 0.10~0.25 0.10~0.205余量表2 焊接工艺参数焊接电流I /A离子气L /min保护气L /min送丝速度/mm·min -1焊接速度/mm·min -1180~200 1.95~2.15 15~25 1000~1500 180~2203 试验结果与分析3.1 不同倾角上坡焊焊接接头成形图2是采用上坡焊的方法,在不同倾角条件下施焊所得焊接接头的外观形貌。
a 焊接倾角α=20°b 焊接倾角α=30°c 焊接倾角α=40°d 焊接倾角α=50°e 焊接倾角α=60°图2 不同倾角焊接接头外观形貌由图2可知,当倾角大于30°时,焊缝成形良好,当倾角小于30°时,焊缝成形困难,出现类似切割状的连续焊穿缺陷。
图3是焊缝尺寸与焊接倾角的关系,从图中可以看出,随着倾角α的减小,焊缝正面的余高和宽度有所减小,而焊缝背面的余高和宽度有所增大。
图4是穿孔立焊时熔池的受力分析图。
F G 为重力,P 是由表面张力所引起的附加压力[5]。
图3 焊接倾角对焊缝尺寸的影响图4 穿孔熔池受力分析图[5]如图4所示,穿孔立焊熔池的弯曲液面在yz 平面方向产生指向穿孔中心的附加压力P r ;在xz 平面方向,正面喇叭口形的弯曲液面产生指向正面的附加压力P x ,背面喇叭口形的弯曲液面产生指向背面的附加压力P x ′。
当立向上焊接时,在重力F G 和弯曲液面附25加压力P 的作用下,液态金属沿着小孔的两侧向下流淌,并在冷却后凝固。
改变试板倾斜角度施焊,其它条件不变,随着倾角α的减小,在重力和附加压力的作用下,更多的液态金属沿着小孔向试板的背面流动,在表面张力的作用下,液态金属在焊缝正面横向铺展的面积变小,在焊缝背面横向铺展的面积变大。
因此随着焊接倾角的减小,焊缝正面的余高和宽度逐渐减小,背面的余高和宽度逐渐增加。
当倾角足够小的时候,表面张力不足与电弧力、重力相平衡,稳定的熔池状态被破坏,使熔池脱落,出现焊穿。
3.2 不同倾角上坡焊焊缝区气孔的影响图5为不同焊接倾角条件下所得焊缝的焊缝区显微组织,图中黑色点状物为气孔。
a 焊接倾角α=50° b焊接倾角α=40° c 焊接倾角α=30°图5 不同倾角焊缝区显微组织2219铝合金焊接时对气孔的敏感性较强,从图5中可以看出,当倾角小于等于40°时,焊缝区有少量气孔出现;当倾角大于40°时,焊缝区没有气孔。
金属熔焊中,由于气泡的密度小,熔池中的气泡受到浮力的作用向上运动。
穿孔型变极性等离子弧立向上焊接时,在等离子流力的作用下,离子弧把工件完全熔透形成一个小孔,熔化金属被排挤在小孔周围,金属熔池中气泡也在等离子流力的作用下从熔池后方排出。
焊接由立向上焊改为上坡焊,当焊接倾角达到一定值时,浮力对熔池中气泡的作用力占主导作用,气泡在浮力的作用下,从熔池表面溢出。
通常焊接熔池的凝固速度较快,而气泡存在一个形核、长大、上浮的过程,所需时间较长,所以在一定倾角的上坡焊施焊时,气泡不能及时排出,导致焊缝接头处存在气孔。
3.3 不同倾角上坡焊焊缝强度的影响图6是不同焊接倾角条件下得到的焊缝接头强度,所得焊缝强度均高于母材强度的60%,最高为母材强度的65%。
焊缝余高的存在使焊接接头在承受载荷时力流线密度变小,增加了焊缝承载能力。
焊接接头的强度也随着焊接倾角的减小而增加。
当焊接倾角不断增大时,所得焊缝的正面余高逐渐增加,背面余高逐渐减小,焊接倾角从30°增加到70°时,背面余高从2.85mm 减小到1.77mm 。
由于背面余高的减小程度大于正面余高的增加程度,从而随着焊接倾角的增加,焊缝承载能力变小,焊接接头的拉伸强度也相应变低。
图6 焊接倾角对焊接接头强度的影响4 结束语a. 采用变极性等离子弧上坡焊焊接2219铝合金,当焊接倾角大于等于30°时能良好成形,小于等于30°则成形困难,出现类似切割的连续焊穿缺陷;b. 随着焊接倾角的减小,正面焊缝余高和宽度均减小,背面焊缝余高和宽度都增大;c. 焊接倾角小于等于40°时,焊缝区有少量气孔;当倾斜角度大于40°,焊缝区无气孔;d. 在焊缝余高分散减小焊缝承载时力流线密度的作用下,焊接接头的强度随着倾角的减小而增加;e. 考查焊缝尺寸和焊缝强度,在焊接倾角大于50°时,上坡焊可在2219铝合金变极性等离子弧焊中应用。
参考文献1 周万盛,姚君山. 铝及铝合金的焊接. 北京:机械工业出版社,20062 Xu Wenli, Li Qingfen, Meng Qingguo, etc. Microstructures of 2219 twinwire welded joints. China Welding, 2005,14(2):101~1043 董春林,吴林,邵亦陈. 穿孔等离子弧焊发展历史与现状. 中国机械工程,11(5):577~5814 刘志华,赵兵,赵青. 21世纪航天工业铝合金焊接工艺技术展望.导弹与航天运载技术,2002(5):63~685 雷玉成,邓惠锦. 穿孔法等离子弧立焊焊缝成形机理初探. 江苏理工大学学报,2000,21(1):61~64。