检验员自检记录表
高频淬火工序自检记录表
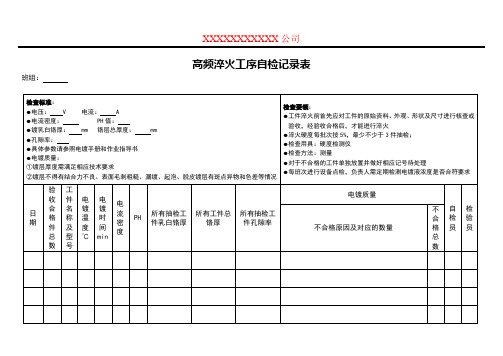
XXXXXXXXXXX公司
高频淬火工序自检记录表班组:
检查标准:
●电压: V 电流: A
●电流密度: PH值:
●镀乳白铬厚: mm 铬层总厚度: mm
●孔隙率:
●具体参数请参照电镀手册和作业指导书
●电镀质量:
①镀层厚度需满足相应技术要求
②镀层不得有结合力不良、表面毛刺粗糙、漏镀、起泡、脱皮镀层有斑点异物和色差等情况检查要领:
●工件淬火前首先应对工件的原始资料、外观、形状及尺寸进行核查或验收,经验收合格后,才能进行淬火
●淬火硬度每批次按5%,最少不少于3件抽检;
●检查用具:硬度检测仪
●检查方法:测量
●对于不合格的工件单独放置并做好相应记号待处理
●每班次进行设备点检,负责人需定期检测电镀液浓度是否合符要求
日期验
收
合
格
件
总
数
工
件
名
称
及
型
号
电
镀
温
度
℃
电
镀
时
间
min
电
流
密
度
PH
所有抽检工
件乳白铬厚
所有工件总
铬厚
所有抽检工
件孔隙率
电镀质量
自
检
员
检
验
员
不合格原因及对应的数量
不
合
格
总
数。
每日质量安全检查记录表格
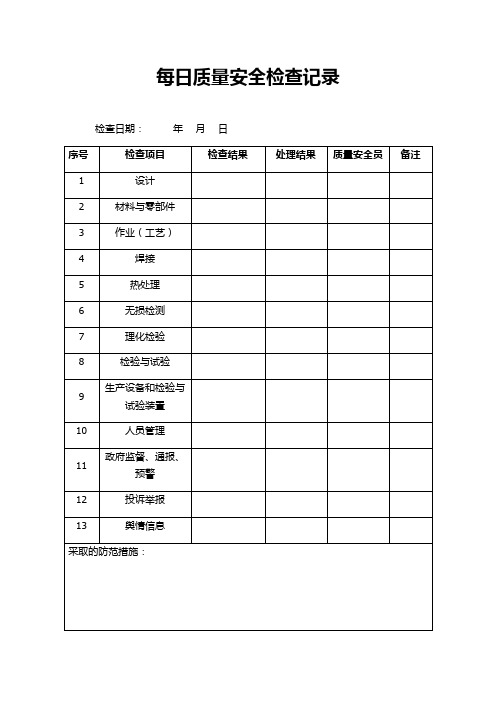
每日质量安全检查记录
检查日期:年月日
序号
检查项目
检查结果
处理结果
质量安全员
备注
1
设计
2
材料与零部件
3
作业(工艺)
4
焊接
5
热处理
6
无损检测
7
理化检验
8
检验与试验
9
生产设备和检验与试验装置
10
人员管理
11
政府监督、通报、预警
12
投诉举报
量安全员:
注:1.以上检查结果合格直接打“√”,若有不合格则在“检查结果”栏内填写不合格事项,同时填写处理结果。
生产过程检验记录表 (试行版)
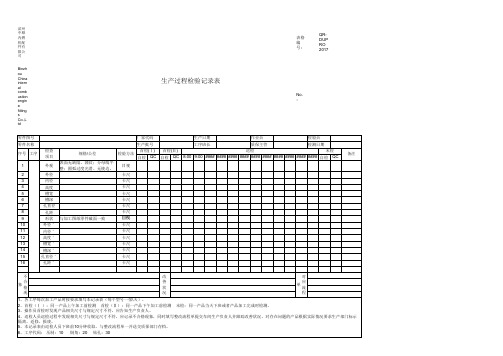
滨州中顺内燃机配件有限公司 Binzhou China internal combustion engine fittings Co.,Ltd
生产过程检验记录表
厂家代码 生产批号 生产日期 工序班长 首检(Ⅱ) 自检 QC号 工序 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 检查 项目 外观 外径 内径 高度 槽宽 槽深 孔直径 孔距 形状 外径^ 内径^ 高度^ 槽宽^ 槽深^ 孔直径^ 孔距^ 与加工图纸零件截面一致 规格/公差 表面无缺陷、裂纹;分母线平 整;圆弧过度光滑、无棱边。 检验方法 目视 卡尺 卡尺 卡尺 卡尺 卡尺 卡尺 卡尺 目视 卡尺 卡尺 卡尺 卡尺 卡尺 卡尺 卡尺
表格编号: QR- DUPRO 2017 No.: 检验员 检测日期 末检 QC 备注
8:00 9:00 #### #### #### #### #### #### #### #### #### #### 自检
不 对 改 合 应 善 格 流 状 现 程 况 象 单 1、各工序每次加工产品时按要求填写本记录表(每个型号一张\天)。 2、首检(Ⅰ ):同一产品上午加工前检测 首检(Ⅱ):同一产品下午加工前检测 末检:同一产品当天下班或者产品加工完成时检测。 3、操作员首检时发现产品相关尺寸与规定尺寸不符,应告知生产负责人。 4、巡检人员巡检过程中发现相关尺寸与规定尺寸不符,应记录不合格现象,同时填写整改流程单提交车间生产负责人并跟踪改善状况。对存在问题的产品根据实际情况要求生产部门标示隔 离、返修、报废。 5、本记录表由巡检人员下班前10分钟收取,与整改流程单一并送交质保部门存档。 6、工序代码: 压制:10 倒角:20 钻孔:30
起重机自检记录
起重机自检记录————————————————————————————————作者: ————————————————————————————————日期:ﻩ桥(门)式起重机(安装、改造、重大维修)自检记录)使用单位:浙江东南网架股份有限公司施工单位:河南华豫起重集团有限公司设备类别: 桥式起重机设备品种:电动单梁起重机设备型号: LD5t-25.5m设备代码: 417043施工起止日期: 2017年12月1日至12月河南华豫起重集团有限公司安装、改造、维修质量检验报告使用单位浙江东南网架股份有限公司施工类别安装设备名称电动单梁起重机规格、型号LD5t-25.5m额定起重量5t制造单位河南华豫起重集团有限公司跨度25.5m出厂编号检验结论:合格(检验专用章)日期: 年月日一、轨道及车档序号检查项目及技术标准检查结果结论1 轨道的实际中心线对吊车梁的实际中心线的位置偏差不应大于10mm;且不应大于吊车梁板厚度的一半3mm 合格2 轨道的实际中心线对安装基准线的水平位置的偏差,对于通用桥式起重机、通用门式起重机和装卸桥不应大于5mm,对于梁式悬挂起重机主应大于3mm。
2mm 合格3 当起重机轨道跨度的允许偏差应符合下列要求:起重机轨道跨度≤10m时,起重机轨道跨度的允许偏差为±3mm;/ /当起重机轨道跨度>10m时,起重机轨道跨度的允许偏差△S=±[3+0.25(S-10)],最大不应超过±15mm。
3mm 合格同一截面内两平行轨道的标高相对差,通用桥式起重机、通用门式起重机和装卸桥不应大于10mm;对于梁式悬挂起重机不应大于5mm。
4mm 合格两平行线轨道的接头位置宜错开,其错开距离不应等于起重机前后车轮的基距。
符合合格4 轨道接头应符合下列要求:当接头采用鱼尾板连接时,轨道接头高低差及侧向借位不应大于1mm,间隙不应大于2mm;1mm 合格用垫板支承的方钢轨道,接头外垫板的宽度(沿轨道长度方向)应比其它处增加一倍。
实验室检验异常调查记录表
实验室调查员:日期:
实验室调查总结报告
报告者:日期:实验室调查员:日期:
QA人员:日期:质量部经理:日期:
微生物结果超标、异常调查记录表
编号:YY/SMP-QA-ZL-010-003
调查报告编号
确认OOS结果的发现
及向主管报告
检验员:
日期:
质保部经理:
日期:
样品名称
批次
样品类型(标示出一种)
3.试验操作是否完全依照检验方法进行?
是□否□NA□
4.供试品是否进行预混合?
是□否□NA□
5.供试品称样量及方式是否正确?
是□否□NA□
6.加入的试剂是否正确?
是□否□NA□
7.加入的试剂量、浓度及配制是否正确?
是□否□NA□
8.转移及定量稀释或定容是否正确?
是□否□NA□
9.比色时使用的比色管高度与颜色是否一致,比色方式是否正确?
□预期超标(说明):
调查项目
调查结果
取样检查
1.取样员是否经过培训?
是□否□NA□
2.取样员是否按照SOP规定进行取样?
是□否□NA□
3.取样操作时有无异常情况?(污染、混淆、异物等)
是□否□NA□
样品检查
1.样品的品名、批号是否正确?
是□否□NA□
2.样品的外观、储存是否正常?
是□否□NA□
3.样品使用时是否有偏差因素?
□其它:
调查人员:日期:
QA:日期:
下一步行动计划:
□再分析□再取样□再检验□其它:
调查人员:日期:
QA:日期:
实验室行动完成日期及检验结果:
检验员:日期:
实验室调查员:日期:
化验室检验记录表(表格模板、格式)
*********
化验室原始记录
编号:******* No:样品名称生产日期
样品规格及数量检验日期抽样人检验员
检验项目及记录
干燥失重计算公式X=(m1+m2-m3)/m2
试验序号试验1 试验2 称量瓶(袋)质量m1(g)
样品质量m2(g)
干燥后总质量m3(g)
水分含量X(g/100g)
还原糖计算公式
氧化亚铜:X1=(V1-V0)×c×71.54
还原糖:X=m1/(m×V/250×1000)试验序号试验1 试验2
称取样品质量m(g)
样液消耗高锰酸钾的量V1(ml)
空白消耗高锰酸钾的量V0(ml)
相当于氧化亚铜质量m1(mg)
相当于氧化亚铜的葡萄糖量(mg)
还原糖含量X(g/100g)
菌落总数稀释度空白0.1 0.01 0.001 平板计数
平均数
结果报告
其他
********
化验室原始记录
编号:******** No:样品名称生产日期
样品规格及数量检验日期抽样人检验员。
下料工序检验记录表

检验员:日期:年月日
复检结论:
检验员:日期:年月日
首检记录表(下料)
编号:KN/SC-16-01指令单号:
产品名称
计划数量
生产时间
年 月 日
图号
生产数量
操作者Байду номын сангаас
序号
检验项目
检验结果
单项判定
1
合格不合格
2
合格不合格
3
合格不合格
4
合格不合格
5
合格不合格
6
合格不合格
7.
合格不合格
8.
合格不合格
9.
合格不合格
检验结论:
检验员:日期:年月日
不合格品处置:
检验员:日期:年月日
复检结论:
检验员:日期:年月日
过程检验记录表( 下料 )
编号:KN/SC-16-01指令单号:
产品名称
生产日期
年月日
生产数量
抽样量
图号
操作者
序号
检验项目
检验结果
合格否
1
合格不合格
2
合格不合格
3
合格不合格
4
合格不合格
5
合格不合格
6
合格不合格
7.
合格不合格
8.
合格不合格
9.
合格不合格
检验结论:
检验员:日期:年月日
医学检验工作记录表

医学检验工作记录表是用于记录医学检验过程中所进行的各项操作和结果的表格。
它通常包括以下内容:
1.患者基本信息:包括姓名、性别、年龄、住院号或门诊号
等。
2.检验项目:列出需要进行的检验项目,如血常规、尿常
规、生化指标、免疫学检查等。
3.标本信息:记录采集标本的类型、时间、部位等信息,如
血液标本、尿液标本、粪便标本等。
4.检验方法:记录使用的检验方法和仪器,如全自动生化分
析仪、血细胞分析仪等。
5.检验结果:记录各项检验结果的数值和单位,如白细胞计
数、红细胞计数、血糖浓度等。
6.参考范围:记录各项检验结果的正常参考范围,以便与实
际结果进行比较。
7.异常结果分析:对于超出正常范围的结果,进行分析和解
释,如可能的原因、临床意义等。
8.结论和建议:根据检验结果,给出相应的结论和建议,如
需要进一步检查、治疗等。
9.签名和日期:记录检验人员和审核人员的签名和日期,以
确保记录的准确性和可靠性。
医学检验工作记录表是医学检验工作中的重要工具,它能够帮助医务人员全面了解患者的病情,制定合理的诊疗方案,并对治疗
效果进行评估和监测。
同时,它也是医疗质量管理和医疗纠纷处理的重要依据之一。
首件记录表格填写示范
什么是首(末)件检验和自检
1.首件 ❖ 每次生产条件变化的时候生产的第一件产品
生产条件变化的时机为(即首件检查的时 机): a.每班每工序开始加工时; b.更换或调整工、夹、刀、量具后; c.修理或调整机床后; d.更改图纸、工艺文件时; e.更换操作者和产品批次时。
首件记录表格填写示范
3.检验方法填写
首件记录表格填写示范
首(末)件和自检记录的表格和填写方法
4.首(末)检验项目和结果填写
首件记录表格填写示范
首(末)件和自检记录的表格和填写方法
5.自检结果填写
首件记录表格填写示范
首(末)件和自检记录的表格和填写方法
6.班组长的签字确认
首件记录表格填写示范
此课件下载可自行编辑修改,供参考! 感谢你的支持,我们会努力做得更好!
首(末)件和自检检验记录 填写规范
首件记录表格填写示范
主要内容
❖ 首(末)件检验和自检记录的目的 ❖ 什么是首(末)件检验和自检 ❖ 首(末)件检验和自检检验流程 ❖ 首(末)件和自检记录的表格和填写方法
首件记录表格填写示范
首(末)件检验和自检记录的目的
❖ 避免大批量不合格品的产生 ❖ 用于对质量的统计分析 ❖ 记录便于追溯 ❖ 表示操作者理解了 ❖ 表示操作者做了 ❖ 便于管理人员的检查
什么是首(末)件和自检
2. 末件 ❖ 每次生产条件变化的时候生产的最后一件产品 与首件相对应
首件记录表格 依据工艺卡片的检验频率进行自主检验。 当自己认为生产不稳定的应该提高频率,
勤检,避免不合格品流到下到工序。
首件记录表格填写示范
首(末)件检验和自检检验流程
合格 通知检 验员检 验
面包机IPQC巡线记录表(全机各零件)

IPQC巡检记录表
表单编 号版:xxx 本:A/0
品名
型号
产品规格
订单号
产线
检验日期 检验员
批准 序列号范围
面包机
序号
过程
检验项目
1.检查产品表面无刮花、变形、缩水等不良 1 上盖装饰片入上盖
2.将上盖装饰片上的保护膜揭掉后在装入上盖中,不可将上盖刮花,保护膜要撕干净
8:00-10:
试)
工作状态,在距面包机正面中心200mm处,用分贝仪从前、后、左、右、上、五
个方位测量蜂鸣器的音量,蜂鸣器音量应大于60dB
1.将高压测试仪上测试电压参数调试到1500V,档位电流调至5mA
2.压测试棒在电源线、主机壳、螺丝等部位滑动,如没有报警即为合格,有报警的 为不合格,挑出后并标示;(测试过程中应定时的检测设备运行情况且测试设备良 好。)
45
擦机 撕保护膜
2.对产品从上至下、从外到里的次序依次擦拭,去除产品表面污渍、手印等
3.擦拭电源线表面时注意不可将表皮丝印擦掉
1.检查主机电源线不可有污渍、破损等不良。
2.各胶件不得有变形,缩水,顶白、气纹、夹水纹、披锋、刮伤、刮花、破裂、流
46
外观检查
痕,观察窗不可夹异物等不良。
3.摇动主机不可有杂物在里面晃动,五金件不可有刮花、脏污、变形
33
插端子到电源板组 件
分别将相对应的端子插在电路板上:RT1:接热敏电阻。MOTOR1:接电机(有正负极)。 H_HOT1:接电热管。FUSE:接熔断器。AC1:接电源线接口(L、N不可接错)。CN2:上 盖电路板(按键开关),各个端子需插到位,切不可插错位置.员工操作时需佩戴静电环
1.螺丝不可滑牙、扫头、生锈、锁不到位等现象)螺丝扭力大于4kgf*cm。.员工操
(完整版)日常检查记录表
2 、发现问题必须在第一时间通知相关责任人进行整改,并及时上报;
3 、如有特殊情况在规定工作日整改不完成的,必须及时向有关领导请示;
4 、记录表需当日填写,按月进行汇总并交办公室存档。
2 、发现问题必须在第一时间通知相关责任人去现场进行整改,并及时上报;
3 、如有特殊情况在规定工作日整改不完成的,必须及时向有关领导请示。
4、记录表需当日填写,按月进行汇总并交办公室存档。
园林、卫生日常检查记录表
注:1、工作人员在检查工作时需通知物业相关人员进行陪同并做到认真细致
2、所发现问题必须及时通知相关责任人,并于一个工作日内整改完成;
用电日常监管检查记录表3 、需在当日依实填写记录表,按月进行汇总交办公室存档。
医用氧自检检查记录表
4202不合格产品是否专区存放,有易于是识别的明显标识;并按有关规定及时处理。
现场检查。
未发现不合格品
4411医用气体容器是否则具有能与其它气体容器区分的明显状态标志,标志是否符合国家有关规定。
现场检查。
医用气体容器具有与其它气体容器区分的明显状态标志,标志符合国家有关规定。
自检记录表
文件编号REG -ZJ-0102-00:
项目条款
检查内容及检查方式
检查情况及结果ຫໍສະໝຸດ 结果处理*0301企业是否建立医用气体生产和质量管理机构,明确各级机构和人员的职责。
1、企业各个部门、各级人员的职责、权限及其相互关系是否确定,并能相互沟通
2、企业所有员工是否清楚其职责范围并能有效履行。
3、企业各部门及各级人员的职责设定能否涵盖医用氧GMP所规定的内容。
1201生产区和储存区是否有与生产规模相适应的面积和空间
现场检查
生产区和储存区均有与生产规模相适应的面积和空间
1205医用气体生产过程各阶段的气瓶是否分区存放,并有明显的状态标志。
1、气瓶存放的状态分为:待检验空瓶、不合格气瓶(报废、水压过期、待维修)、待充装气瓶、待检验实瓶、合格品。
2、现场检查。
相关记录均按规定保存
3701生产、检验设备是否有使用、维修、保养记录,并有专人管理。
检查相关记录和管理制度。
生产、检验设备有使用、维修、保养记录,并有专人管理。
记录已按规定保存
*3901医用气体的分装企业是否向具有医用气体生产许可证和生产批准文号的企业购进液态氧,是否在分装前做全检。
1、分装企业是否向具有医用氧生产资质的企业购入液氧。查看向其提供液氧企业的资质资格证明文件。
品质部检验员绩效考核记录表

缺检验记录或提供无效记录,每批次扣3分;
月报表应在次月4个工作日内提交,每迟交1天扣2分;
缺月报表或提供无效月报表记录,扣10分;
2
监督抽查
8
库存产品每抽到1批不合格扣2分;
3
检验设备的使用、维护、管理
6
检验设备未维护,使用、维护、保管不当每次扣2分;
缺维护、保养记录,每次扣2分;
4
顾客质量信息的响应、处置,统计及分析
技术改进奖:项目取得成果,参与人每个项目,加10分;
专业技能奖:提供有效证明文件(如计量员证、内审员证、毕业证),每件加10分;
其他项目可参照执行。公司有明文规定核发奖金的,按公司规定另算;
注1:绩效考核基本要求为80分。高于80分,嘉奖:81分~90分,每分奖20元;91分~100分,每分奖30元;101分~120分,每分奖50元;低于80分,扣绩效工资:79分~70分,每分扣10元;69分~60分,每分扣15元;60分以下,除执行上述扣款外,还视情况调岗或辞退处理;连续3个月低于80分,除执行上述罚款外,调岗处理。
10
顾客质量信息4小时内未响应,每次扣2分;72小时内未处置,每次扣3分;缺处置记录每次扣3分,处置不当每次扣3分;缺统计及分析月报表或提供无效月报表,扣10分。
5
6S管理
6
每发现1次不合格项扣1分;
6
与其他人员工作配合
10
不怎么配合其他人工作每次扣2分;完全不配合每次扣5分
7
培训会或其他应参与的会议
5
会议每缺席一次扣2分;迟到1次扣1分;早退1次扣1分;
8
工作计划、工作总结、临时工作任务及其他