丝杠机械加工工艺设计说明书
机械制造工艺学课程设计-丝杆座机加工工艺规程及夹具设计

机械制造工艺学课程设计设计题目:丝杆座机加工工艺规程及夹具设计专业:机械设计制造及其自动化班级:学号:学生姓名:指导老师:2011 年 6 月 30日丝杠座机械加工工艺规程与机床夹具设计一、 设计任务1. 设计课题:丝杆座加工工艺规程设计铣槽80.020+专用夹具设计2. 生产纲领:年产量10000件,属于大批量生产3. 设计要求:(1)零件毛坯图 1张 (2)机械加工工艺过程卡片 1套 (3)机械加工主要工序的工序卡片 1套 (4)夹具装配图 1张 (5)夹具零件图 若干张 (6)设计说明书1份二、 设计说明书前言《机械制造工艺学》课程设计是学完《机械制造工艺学》课程后进行的一个实践教学环节,是应用所学基础理论、专业知识与技能去分析和解决生产实际问题的一次综合训练。
它要求学生全面地综合运用本课程及有关先修课程的理论和实践知识,进行零件加工工艺规程的设计和机床夹具的设计。
我希望通过这次课程设计培养独立思考、独立工作以及综合运用过去所学过的全部课程进行机械制造工艺及结构设计的基本能力,为以后做好毕业设计、走上工作岗位进行一次综合训练和准备。
1. 零件加工工艺设计(1). 零件的工艺性审核 1) 零件的结构特点丝杆座零件图如附图1所示。
该零件是丝杆座 2) 主要技术要求零件图上的主要技术要求为:去毛刺、锐角倒钝。
3) 加工表面及其要求① 孔φ2203.00+:孔径φ2203.00+,对A 的垂直度为0.05mm ,表面粗糙度R a 1.6μm② B 、C 面:保证尺寸为55*37mm ,平行度0.02mm ,表面粗糙度R a 1.6μm ③ F 、G 面:保证尺寸为28*37mm ,表面粗糙度R a 3.2μm④ D 面:保证尺寸为55*28mm ,对A 的垂直度为0.02mm ,表面粗糙度R a 1.6μm ⑤ E 面:保证尺寸为55*28mm ,表面粗糙度R a 3.2μm⑥ 槽802.00+:尺寸为802.00+mm ,对A 的垂直度为0.05mm ,对称度为0.2mm, 表面粗糙度R a 3.2μm⑦6-M4不通螺纹孔(B面):钻孔φ3.3mm深为14mm,攻丝螺纹长为12mm,其+同心圆上,该圆直径为φ32,轴线距顶面距离为19±分布在与孔φ220.030.02mm,各孔相距角度45°⑧2-M6不通螺纹孔:钻孔φ5mm深为14mm,攻丝螺纹长为12mm,其轴线距F面距离为8mm,两螺纹孔轴线距离为39mm4)零件材料零件材料为45#钢,是调质钢,其组织为回火索氏体,适用于各种受力复杂的重要力零件,可再进行表面淬火和低温回火或滲氮处理,使零件不仅具有先前调质处理后良好的综合力学性能,还具有局部或整体表面硬度高,较好的耐磨性。
2019年数控车床丝杆加工工艺规程毕业设计
2019年数控车床丝杆加工工艺规程毕业设计摘要数控车床丝杆加工工艺规程设计摘要本篇论文完成了针对数车丝杆的形状结构设计以及加工,并对丝杆进行总体性的分析。
丝杆:由细长的金属棒制造,表面光洁度很高,滚珠丝杠目前已基本取代梯形丝杠,已俗称丝杠,是用来将旋转运动转化为直线运动;或将直线运动转化为旋转运动的执行元件,并具有传动效率高,定位准确等特点。
滚珠丝杠丝母间因无间隙,直线运动时精度较高,尤其在频繁换向时无需间隙补偿。
滚珠丝杠丝母间摩擦力很小,转动时非常轻松。
一般小导程滚珠丝杠都采用单线,中,大或超大导程采用两线或多线。
针对此文所设计得丝杆进行加工工艺分析,经过多层次、多方面的分析后,确定了最适合的方案,最终完成了丝杆的加工以及拟定了工艺规程。
关键词:丝杆、加工工艺、设计I目录目录前言 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .2 丝杆零件图. . .第一章选择毛坯. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3 第一节影响毛坯选择的因素... .. . . . . . . . .. . . . . . . . . . . . . . . . . . . . . . . . . . . . .3第二节毛坯材料. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .3 第三节毛坯种类...... . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .3 第四节毛坯选定 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .... . . . . . . . . . . .4 第二章选择机床. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .4 第一节概述. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .4 第二节机床选定 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .5 第三章选择刀具...........................................................................6 第一节刀具分析..............................................................................6 第二节刀具拟定 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .6 第四章工装量具. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .9 第一节工装解析. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .9 第二节工装选定. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .9 第三节选择量具 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .9第五章工艺分析. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .10 第一节工件的装夹. ... . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .10 ............ . . . . . . . . . . . . . . . . . . . .. . . . . . . . . . . . . . . . . . . .12 第二节工件的夹紧.第三节定位基准的选择.... ... . . . . . . . . . . . . . . . . . . . .. . . . . . . . . . . . . . . . . . .12 第四节工艺路线的拟定......... . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .13 第五节工艺过程卡.......... . . . . . . . . . . . . . . . . . . . . . .. . . . . . . . . . . . . . . . . . . .17 第六节工序内容的拟定........ . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .20 II目录第六章工艺过程的技术经济分析...... . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .38第七章综合检验 (38)课程设计总结 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 40 致谢 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 41参考文献 (42)III前言前言一、设计目的由于任何事物都不可能完美无缺,都存在或多或少的不足,所以不断的改进是不可避免的。
冷轧丝杠硬车加工工艺
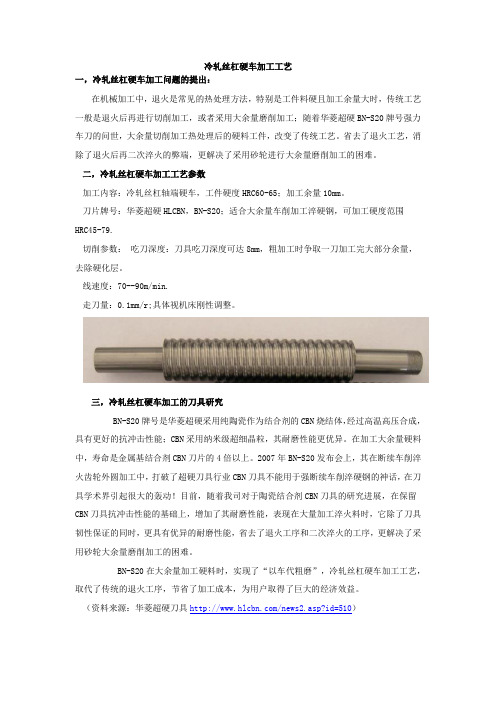
冷轧丝杠硬车加工工艺一,冷轧丝杠硬车加工问题的提出:在机械加工中,退火是常见的热处理方法,特别是工件料硬且加工余量大时,传统工艺一般是退火后再进行切削加工,或者采用大余量磨削加工;随着华菱超硬BN-S20牌号强力车刀的问世,大余量切削加工热处理后的硬料工件,改变了传统工艺。
省去了退火工艺,消除了退火后再二次淬火的弊端,更解决了采用砂轮进行大余量磨削加工的困难。
二,冷轧丝杠硬车加工工艺参数加工内容:冷轧丝杠轴端硬车,工件硬度HRC60-65;加工余量10mm。
刀片牌号:华菱超硬HLCBN,BN-S20;适合大余量车削加工淬硬钢,可加工硬度范围HRC45-79.切削参数:吃刀深度:刀具吃刀深度可达8mm,粗加工时争取一刀加工完大部分余量,去除硬化层。
线速度:70--90m/min.走刀量:0.1mm/r;具体视机床刚性调整。
三,冷轧丝杠硬车加工的刀具研究BN-S20牌号是华菱超硬采用纯陶瓷作为结合剂的CBN烧结体,经过高温高压合成,具有更好的抗冲击性能;CBN采用纳米级超细晶粒,其耐磨性能更优异。
在加工大余量硬料中,寿命是金属基结合剂CBN刀片的4倍以上。
2007年BN-S20发布会上,其在断续车削淬火齿轮外圆加工中,打破了超硬刀具行业CBN刀具不能用于强断续车削淬硬钢的神话,在刀具学术界引起很大的轰动!目前,随着我司对于陶瓷结合剂CBN刀具的研究进展,在保留CBN刀具抗冲击性能的基础上,增加了其耐磨性能,表现在大量加工淬火料时,它除了刀具韧性保证的同时,更具有优异的耐磨性能,省去了退火工序和二次淬火的工序,更解决了采用砂轮大余量磨削加工的困难。
BN-S20在大余量加工硬料时,实现了“以车代粗磨”,冷轧丝杠硬车加工工艺,取代了传统的退火工序,节省了加工成本,为用户取得了巨大的经济效益。
(资料来源:华菱超硬刀具/news2.asp?id=510)。
丝杠加工文档
丝杠加工1. 简介丝杠是一种常见于机械传动系统中的重要零件,其主要功能是将旋转运动转化为线性运动或者将线性运动转化为旋转运动。
由于其在许多领域中的广泛应用,丝杠加工也成为制造业中不可或缺的工艺之一。
本文将介绍丝杠加工的基本工艺和常见加工方法。
2. 丝杠加工的基本工艺丝杠加工的基本工艺包括材料准备、车削加工、磨削加工和螺纹加工等几个主要环节。
下面分别介绍每个环节的加工过程。
2.1 材料准备丝杠常用的材料主要有碳素钢、合金钢和不锈钢等。
在材料准备环节,需要根据工程要求选择合适的材料,并提前进行材料的切割和装夹等准备工作。
2.2 车削加工车削是丝杠加工中最常用的加工方法之一。
其过程通常包括外圆车削、内孔车削和螺纹车削等几个步骤。
在外圆车削中,需要将丝杠材料装夹在车床上,并通过车刀对材料进行切削,使其形成所需的外圆形状。
内孔车削和螺纹车削则是针对丝杠中的内腔和螺纹进行加工,同样采用车刀进行切削。
2.3 磨削加工磨削是丝杠加工中用于提高加工精度和表面质量的常见方法。
磨削加工可以通过砂轮磨削、线切割和研磨等方式实现。
通过磨削加工,可以进一步提高丝杠的精度和平滑度,提高其传动效率和使用寿命。
2.4 螺纹加工螺纹是丝杠的关键部分,也是丝杠加工中较为复杂的环节之一。
螺纹加工可以通过切削、滚压和线切割等方式实现。
其中,切削螺纹加工是常用的方法,通过铣削或者车削的方式将螺纹形状逐渐切削出来,需要注意的是保持切削的进给速度和纵向进给的匹配,以确保螺纹的质量。
3. 常见丝杠加工方法除了基本工艺外,丝杠加工还有一些常见的特殊方法,用于满足不同的工程要求。
下面列举几种常见的加工方法:3.1 滚压加工滚压加工是一种通过滚轮的旋转和压力作用,将材料表面压制成螺纹形状的方法。
相比于切削加工,滚压加工具有更高的效率和更好的表面质量,被广泛应用于丝杠生产中。
3.2 异型丝杠加工异型丝杠是指螺纹截面形状不规则或者非标准的丝杠,常见的包括梯形丝杠、方丝杠和多螺旋丝杠等。
滚珠丝杠设计说明书
广西科技大学机制工艺课程设计(滚珠丝杠)设计说明书学生姓名:刘淮学生学号:20150140702指导教师:唐满专业班级:机械Z135班专业方向:广西科技大学职业技术教育学院二零一六年六月机械制造工艺学课程设计任务书一、设计题目滚珠丝杠的预拉伸结构二、原始资料(1) 滚珠丝杠外径40mm,导程10(2) 双螺母预紧三、上交材料1.CAD制零件图 3张2、设计说明书一份 1套滚珠丝杠预拉伸结构说明书一、用途:该滚珠丝杠可用于车床、铣床等数控铣床使用,定位精度高,制造等级高。
二、重要数据1、规格:滚珠丝杠外径为40mm,导程为10,总长为1407,有效行程为1100mm。
制造材料为45钢,制造等级为研磨级,有较高的接触精度。
2、循环方式:采用弯管是外循环,采用3.5圈X1有效循环圈数,该方式装配简单,使用面广。
3、螺母选用:采用双螺母,法兰盘式连接,方便预紧,预紧方式采用垫片式可调预紧。
螺母内径为65mm,内径为40mm,螺母及法兰盘总长152mm。
4、支撑方式:电机端固定和另一端铰支撑,采用铰接触轴承支撑,轴承型号为7206C,接触为60度,有较好的稳定性,能做到有效支撑。
5、电机连接方式:采用联轴器电机直连方式。
这种连接方式不但方片轻巧,不但能提高传动效率,而且能减少磨损,减少装配所需空间。
6、联轴器的选用:采用最先进的弹性膜片联轴器,冲击载荷小,是现在普遍再用电机直连的一种方式。
7、轴端螺母的选用:采用M30 B级螺母,制造材料为45钢。
三、转配的选用:根据丝杠的材料和外径,导程,选用合理的丝杠形成,达到最佳的配合。
丝杆加工
任务3 细长轴零件加工(一)、教学目标最终目标:会加工细长轴零件。
促成目标:1、能分析细长轴零件的技术要求;2、会拟定细长轴加工工艺;3、会正确使用中心架或跟刀架;4、牢记安全文明生产规范要求。
(二)、工作任务按拟定工艺完成图3-1所示丝杆加工。
技术要求1、调质处理硬度250HBS;2、螺距累积误差0.009/25、0.012/100;3.丝杠大径的等直径允差0.013,中径允许变动量0.012;4、修去两端轴向厚度小于1的不完整牙形。
零件名称:丝杠材料:45生产类型:小批图3-1丝杆(三)、相关实践知识1、拟定图3-1所示丝杆加工工艺(1)分析丝杆的结构和技术要求;丝杠不仅要能传递准确的运动,而且还要能传递一定的动力。
所以它在精度、强度以及耐磨性各个方面,都有一定的要求。
如图3-1所示的丝杠,螺纹部分为其主要表面,其表面粗糙度、加工质量有较高要求。
005.045-φ、0016.052-φ、0016.035-φ、025.0900.040++φ、025.0009.005++φ、005.0005.035+-φ这几处外圆是安装轴承和传动零件的,有圆度、圆跳动要求,表面粗糙度要求也较高。
Φ60左端面轴向定位面,与0016.052-φ有垂直度要求。
(2)明确毛坯状况;丝杠材料要有足够的强度,以保证传递一定的动力;应具有良好的热处理工艺性(淬透性好、热处理变形小、不易产生裂纹),并能获得较高的硬度、良好的耐磨性。
丝杠螺母材料一般采用GCrl5、CrWMn 、9CrSi 、9Mn2V ,热处理硬度为60~62HRC 。
整体淬火在热处理和磨削过程中变形较大,工艺性差,应尽可能采用表面硬化处理。
上述滚珠丝杠材料为9Mn2V 热轧圆钢,调质硬度为250HRS ,除螺纹外,其余高频淬硬60HRC 。
材料加工前须经球化处理,并进行严按的切试样检查。
为了消除由于金相组织不稳定而引起的残余应力,安排了冰冷处理工序,使淬火后的残余奥氏体转变为马氏体。
丝杆传动精密机械课程设计说明书新
精密机械课程设计说明书设计题目丝杆传动学校武汉大学专业测控技术与仪器完成日期2014年9月28日目录第一章概述 (2)1.1课程设计的目的 (2)1.2 设计要求 (3)1.3 注意事项 (4)第二章总体方案设计 (4)2.1工作台的尺寸设计 (5)2.2导轨类型设计 (5)2.3丝杠的选型和校核计算 (5)2.4电机的选择 (5)2.5联轴器和轴承的选择 (5)第三章机械零部件设计 (5)3.1工作台的设计 (5)3.1.1工作台外形尺寸及重量初步估计 (5)3.1.2工作台工作时的运动情况估计............................................. 错误!未定义书签。
3.1.3工作台简图 (5)3.2导轨的设计 (6)3.2.1导轨材料和类型选择 (6)3.2.2导轨额定载荷的预算 (7)3.2.3导轨参数选择 (7)3.2.4滑动导轨的计算 (8)3.3丝杠的的选型和计算 (9)3.3.1 滚珠丝杠使用条件 (9)3.3.2 确定滚珠丝杠副导程 (9)3.3.3 滚珠丝杠轴向负荷计算 (9)3.3.4 滚珠丝杠选型 (10)3.3.5 静安全系数 (11)3.3.6 丝杠轴安装方式和挫曲载荷 (11)3.3.7 丝杠容许转速 (13)3.3.8 校核工作寿命 (14)3.3.9 定位精度计算 (15)3.4 电机选型 (15)3.5 轴承的选择 (16)3.6 联轴器选型 (18)第四章机构润滑 (19)4.1 导轨润滑 (19)4.2 滚动轴承的润滑 (20)4.3 滚珠丝杠润滑 (21)课程设计总结 (22)第一章概述1.1课程设计的目的“精密机械设计基础”课程设计作为实践环节对于整个课程具有非常重要的意义。
学生在这个环节中不仅是完成一项指定任务,更重要的是实际走过一个完整的设计过程。
学生在课程设计中应该定位为设计者。
设计者要进行方案筛选论证,要考虑装配关系,考虑结构工艺性,考虑选材。
丝杠设计说明书

1.设计题目
鞭炮插引机
2.动力参数计算由《鞭炮插引 Nhomakorabea运动和力参数》可知鞭炮插引机动力参数:
工作台移动阻力为30N,最大速度为80mm/s;
插引杆摆动阻力矩为60Nm,最大角速度为0.105rad/s;
夹引板滑动阻力为70N,最大速度为25mm/s;
切引刀工作阻力为120N,最大速度为62.5mm/s。
3.齿轮传动,带传送设计计算
齿轮轴直齿轮和槽轮轴齿轮,主动齿轮为齿轮轴直齿轮,从动齿轮为槽轮轴齿轮
中心距a=65,取模数m=2.5∴z1+z2=52
∵传动比=1:1 ∴z1=26,z2=26
取齿宽系数=0.5 ∴b=26
4.键的强度校核
假定载荷在键的工作面上均匀分布,普通平键连接的强度条件为
T= =
由此求出工作台功率为2.4W,插引杆功率为6.28W,夹引板功率为1.75W,切引刀功率为7.5W。
结合鞭炮插引机原理图,查表得出各传动机构效率,求得所需由电机提供的最小功率,如下图示。
查机械课程设计手册选用型号为YS5624的小型异步电动机,该型号电动机功率为90W,效率为58%,满足工作要求。该电机转速为1400r/min,而由《鞭炮插引机运动和力参数》可知插引机各主轴最大转速为30r/min,故需采用减速装置。由于带传动平稳,且有过载保护作用,故置于电动机输出端,取传动比为4。齿轮效率高,结构紧凑,工作可靠,寿命长,传动比稳定,故将其置于带传动之后,采用传动比为5和传动比为7/3的两级齿轮减速。装上此电机后,通过带及两级齿轮减速,将运动和力传至插引机齿轮轴,驱动机器运转。机器工作时,齿轮轴功率为44.27W,连杆轴功率为29.53W,凸轮轴功率为13.11W,槽轮轴功率为10.70W,丝杆功率为9.97W。
滚珠丝杠设计说明书
滚珠丝杠设计1、打开程序双击Solidworks2012图标,打开solidworks2012程序。
2、新建文档单击“文件”按钮,选择“新建”。
在出现的对话框中双击选择“单一设计零部件的3D展现”。
3、绘制滚珠丝杠主体柱形1)绘制草图①单击设计树中的“前视基准面”,单击“草图绘制”按钮。
②单击草图绘制工具栏中“圆”,选择“圆心-半径”,在绘图区以给定坐标原点为圆心,任意长度为半径画圆。
③单击草图绘制工具栏中的“智能尺寸”按钮,为所绘制的圆设定直径为48,此时所绘制的圆呈黑色,已经被完全定义。
④单击草图绘制工具栏中的“退出草图”按钮,退出草图。
2)拉伸特征①在设计树中,选中上一步中绘制的“草图1”。
②单击特征工具栏中的“拉伸凸台/基体”按钮,在左侧出现的参数栏中设定D1为80。
单击确定,退出拉伸特征。
4、绘制滚珠丝杠螺纹1)绘制螺旋线①右击上一步中绘制的圆柱体的端面,选择“草图绘制”按钮。
②单击草图绘制工具栏中“转换实体引用”按钮,则端面圆周自动转换成为草图中的实体。
③单击“退出草图”按钮,退出草图。
④单击设计树中刚刚完成的“草图2”,单击“插入”→“曲线”→“螺旋线/涡状线”。
⑤在右侧出现的参数栏中,选择“反向”,设定螺距为10,圈数为5,起始角度0。
⑥单击“确认”按钮,退出螺旋线绘制。
2)绘制切除区端面①单击设计树中的“上视基准面”,单击草图绘制按钮。
按,使正视于草图平面。
②单击草图绘制工具栏中“圆”选择“圆心-半径”,在绘图区以任意点为圆心,任意长为半径,画圆。
③单击草图绘制工具栏中“智能尺寸”按钮,为所绘制的圆添加尺寸,直径为12。
单击“确认”按钮,退出智能尺寸。
④按住Ctrl键,选择上一步所绘制的圆的圆心和螺旋线,在右侧出现的“添加几何关系”中,选择“穿透”,单击“确定”按钮,退出添加几何关系。
⑤单击“退出草图”按钮,退出草图编辑。
3)扫描切除单击特征工具栏中的“扫描切除”按钮,选择“草图4(即在上一步中所绘制的d=12的圆)”为轮廓,选择“螺旋线/涡状线1”为路径。
机床超长丝杠的加工工艺
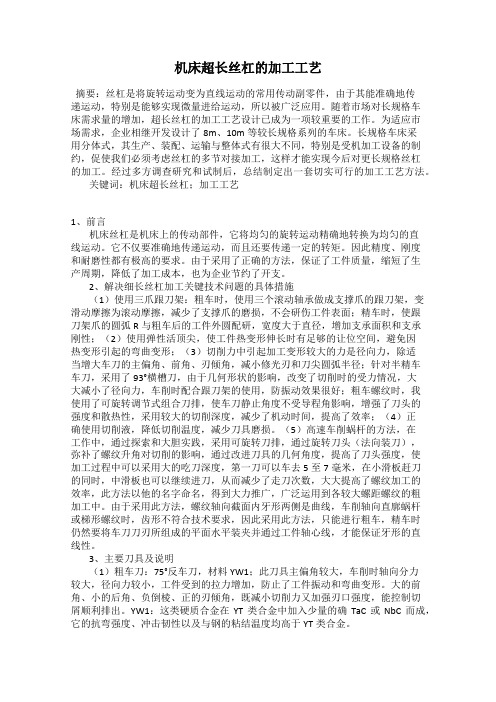
机床超长丝杠的加工工艺摘要:丝杠是将旋转运动变为直线运动的常用传动副零件,由于其能准确地传递运动,特别是能够实现微量进给运动,所以被广泛应用。
随着市场对长规格车床需求量的增加,超长丝杠的加工工艺设计已成为一项较重要的工作。
为适应市场需求,企业相继开发设计了8m、10m等较长规格系列的车床。
长规格车床采用分体式,其生产、装配、运输与整体式有很大不同,特别是受机加工设备的制约,促使我们必须考虑丝杠的多节对接加工,这样才能实现今后对更长规格丝杠的加工。
经过多方调查研究和试制后,总结制定出一套切实可行的加工工艺方法。
关键词:机床超长丝杠;加工工艺1、前言机床丝杠是机床上的传动部件,它将均匀的旋转运动精确地转换为均匀的直线运动。
它不仅要准确地传递运动,而且还要传递一定的转矩。
因此精度、刚度和耐磨性都有极高的要求。
由于采用了正确的方法,保证了工件质量,缩短了生产周期,降低了加工成本,也为企业节约了开支。
2、解决细长丝杠加工关键技术问题的具体措施(1)使用三爪跟刀架:粗车时,使用三个滚动轴承做成支撑爪的跟刀架,变滑动摩擦为滚动摩擦,减少了支撑爪的磨损,不会研伤工件表面;精车时,使跟刀架爪的圆弧R与粗车后的工件外圆配研,宽度大于直径,增加支承面积和支承刚性;(2)使用弹性活顶尖,使工件热变形伸长时有足够的让位空间,避免因热变形引起的弯曲变形;(3)切削力中引起加工变形较大的力是径向力,除适当增大车刀的主偏角、前角、刃倾角,减小修光刃和刀尖圆弧半径;针对半精车车刀,采用了93°横槽刀,由于几何形状的影响,改变了切削时的受力情况,大大减小了径向力,车削时配合跟刀架的使用,防振动效果很好;粗车螺纹时,我使用了可旋转调节式组合刀排,使车刀静止角度不受导程角影响,增强了刀头的强度和散热性,采用较大的切削深度,减少了机动时间,提高了效率;(4)正确使用切削液,降低切削温度,减少刀具磨损。
(5)高速车削蜗杆的方法,在工作中,通过探索和大胆实践,采用可旋转刀排,通过旋转刀头(法向装刀),弥补了螺纹升角对切削的影响,通过改进刀具的几何角度,提高了刀头强度,使加工过程中可以采用大的吃刀深度,第一刀可以车去5至7毫米,在小滑板赶刀的同时,中滑板也可以继续进刀,从而减少了走刀次数,大大提高了螺纹加工的效率,此方法以他的名字命名,得到大力推广,广泛运用到各较大螺距螺纹的粗加工中。
长丝杆的加工工艺与编程加工
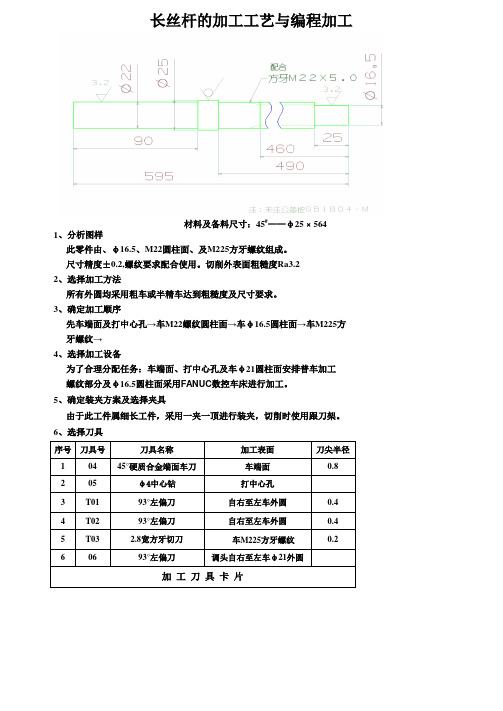
长丝杆的加工工艺与编程加工材料及备料尺寸:45#——φ25 × 5641、分析图样此零件由、φ16.5、M22圆柱面、及M225方牙螺纹组成。
尺寸精度±0.2,螺纹要求配合使用。
切削外表面粗糙度Ra3.22、选择加工方法所有外圆均采用粗车或半精车达到粗糙度及尺寸要求。
3、确定加工顺序先车端面及打中心孔→车M22螺纹圆柱面→车φ16.5圆柱面→车M225方牙螺纹→4、选择加工设备为了合理分配任务:车端面、打中心孔及车φ21圆柱面安排普车加工螺纹部分及φ16.5圆柱面采用FANUC数控车床进行加工。
5、确定装夹方案及选择夹具由于此工件属细长工件,采用一夹一顶进行装夹,切削时使用跟刀架。
6、选择刀具7、根据被加工表面质量要求、刀具材料和工件材料,参考切削用量手册或有关资料选取切削速度与每转进给量,然后根据计算公式计算主轴转速与进给速度,最后根据工件的钢性合理选择转速及进给量。
相关结果如下表8、编制加工程序与操作步骤%O1111N10 S650 M03 G99N20 T0101 M08N30 G0 X28. Z1.5N40 G90 X21.5 Z-25 F0.25N50 G0 X120. Z-24.N60 T0202N70 G0 X26. Z-24.5N80 M00N90 G90 X21.5 Z-490. F0.2N100 G0 X120.N120 T0101N130 G0X22. Z1.5N140 G0 X16.5N150 G1 Z-25. F0.2N160 G1 X19.5N170 G1 X22.5 Z-26.5N180 G0 X120. S400N190 T0303N200 G0 X24. Z-23.N210 M00N220 G76 P011000 Q200 R0.1N230 G76 X18.5 Z-460. R0. P1900 Q300 F5.0 N240 G0 X120. M05N250 M09N260 T0101N270 M30 ; 程序号; 主轴正转并设定每转进给方式; 换1号刀调1号刀补、开冷却液; 快速定位; 先粗车φ16.5圆柱面(跟刀位置); 快速退刀;换2号刀调2号刀补; 快速定位; 暂停调节跟刀架; 车螺纹圆柱面; 快速退刀; 换1号刀调1号刀补; 快速定位; 快速定位车φ16.5圆柱面; 车φ16.5圆柱面; 车出台阶端面; 倒角; 快速退刀、切换转速; 换3号刀调3号刀补; 快速定位; 暂停调节跟刀架; 定义螺纹切削循环; 定义螺纹切削循环;快速退刀并停止主轴; 关冷却液; 换回1 号刀; 结速程序并返回程序头。
机械制造工艺卡片—车床丝杠
工序名称
粗车外圆
工序号
零件名称
车床丝杠
零件号
零件重量
同时加工零件数
1
材料
毛坯
牌号
硬度
形式
重量
45
锻件
设备
夹具
辅助工具
名称
型号
标准夹具
卧式车床
CA6140
安装
工步
安装及工步说明
刀具
量具
走刀长度
(mm)
走刀次数
切削深度(mm)
进给量
(mm/r)
主轴转速
切削速度
基本工时
(s)
顶尖装夹
1
2
3
粗车左端外圆
粗车右段外圆
车倒角
90焊接式直头外圆车刀
T0303
游标卡尺
千分尺
设计者
刘清玉
指导教师
王天煜
共1页
第1页
北京邮电大学机械工程及自动化专业
机械加工工序卡片
工序名称
粗车螺纹
工序号
零件名称
车床丝杠
零件号
零件重量
同时加工零件数
1
材料
毛坯
牌号
硬度
形式
重量
45
锻件
设备
夹具
辅助工具
名称
型号
标准夹具
卧式车床
机械制造工艺课程设计
机械加工工艺卡片
零件名称:车床丝杠
学生:刘清玉
学号:2010542108
指导教师:王天煜
2012年07月09日至2012年07月13日
沈阳工程学院
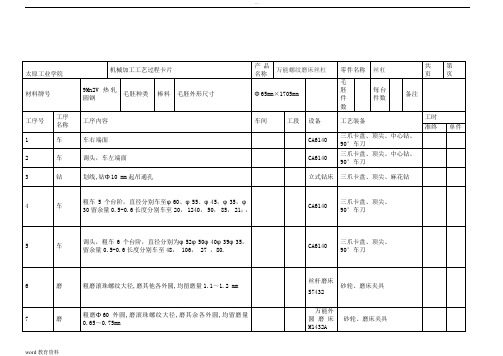
机械加工工艺过程卡片
零件号
零件名称
车床丝杠
丝杠机械加工工艺卡片
每台件数
1705x¢65mm
1
1
设备名称
设备型号
设备编号
同时加工件数
车床
车床CA6140
1
夹具编号
夹具名称
切削液
三爪卡盘、顶尖
乳化液
工位器具编号
工位器具名称
工序工时(分)
准终
单件
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
0.05
0.1
2
5
磨其余各外圆,均留磨量0.65~0.75mm,
平行砂轮
74.5
45.5
0.05
0.1
2
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
机械加工工序卡片
机械加工工序卡片
产品型号
零件图号
产品名称
零件名称
共(13)页
第(7)页
CA6140
三爪卡盘、顶尖、中心钻、
90°车刀
3
钻
划线,钻Φ10 mm起吊通孔
立式钻床
三爪卡盘、顶尖、麻花钻
4
车
粗车5个台阶,直径分别车至φ60、φ55、φ45,φ35,φ30留余量0.5-0.6长度分别车至20,1240,50,85,21;,
CA6140
三爪卡盘、顶尖、
90°车刀
5
SG8630丝杠加工工艺设计(说明书)
本科毕业设计(论文)题目: SG8630丝杠加工工艺设计院(系):专业年级:学生姓名:学号:指导教师:2019年5月摘要现代化SG8630丝杠的发展在中夹具的行业当中显得尤为重要,因此对于这次SG8630丝杠零件的设计课题我特别的上心。
SG8630丝杠零件是我国目前比较具有特色的新起的行业,SG8630丝杠零件的生产与发展能够为我国的夹具行业带来非常巨大的便利,SG8630丝杠零件的应用也能够为我们生活的环境带来一份宁静与安逸。
在价值上还能够充分体现。
机械行业的快速发展已经不是一天两天了,因此对于SG8630丝杠零件的研究也不能停滞不前。
在这次对SG8630丝杠零件的研究当中,会夹具行业的进步得到空前的提升。
我也相信之后SG8630丝杠零件的发展会有非常大的进步空间,我知道这次的研究不仅仅是我大学四年的答卷,还是我未来发展的垫脚石。
这篇论文会对SG8630丝杠零件进行一个全面的简单概述。
在讲述他运行工作的理念之后,再进行重要的具体情况分析。
并且我们还需要与国外SG8630丝杠零件发展进行简要的对比,坚持做到向西方学习来超越西方的发展理念。
在综合国内外发展情况之后,我们会对这篇课题SG8630丝杠零件的装置作出全面的设计概念。
在这篇论文当中,我们会SG8630丝杠零件的设计构造与方案极尽所能的完善好,对于它的装置与设备也会认真的检查。
我们会终于科技永远是第一生产力的思想。
对于SG8630丝杠零件设计这一课题,它的涵知识面较广,具有极强的综合性,学生要积极主动的思考和钻研这个设计课题,这样才能在问题的分析解决上得到能力的提升,从而也能够积累对未来有帮助的工作经验。
关键词:机械加工SG8630丝杠工艺卡片夹具AbstractThe development of the tailstock of modern lathes is particularly important in the industry of the fixtures. Therefore, I am particularly concerned about the design of the tailstock parts of this lathe. Lathe tailstock parts are a new industry with distinctive features in China. The production and development of lathe tailstock parts can bring great convenience to China's fixture industry. The application of lathe tailstock parts can also be used for us. The environment of life brings peace and comfort. It can also be fully reflected in value. The rapid development of the machinery industry is not a day or two, so the research on lathe tailstock parts can not be stagnant. In this research on the lathe tailstock parts, the progress of the fixture industry has been unprecedentedly improved. I also believe that there will be a lot of room for improvement in the development of lathe tailstock parts. I know that this research is not only a four-year answer to my university, but also a stepping stone for my future development.This paper provides a comprehensive overview of the lathe tail stock parts. After telling the idea of his work, he will conduct an important analysis of the specific situation. And we also need to make a brief comparison with the development of foreign lathe tailstock parts, and insist on learning from the West to transcend Western development concepts. After the comprehensive development at home and abroad, we will make a comprehensive design concept for the installation of the lathe tail stock parts. In this paper, we will improve the design and construction of the lathe tail stock parts and do our best to check the equipment and equipment. We will finally be the idea that technology is always the primary productive force. For the subject of lathe tail stock design, it has a wide range of knowledge and is extremely comprehensive. Students should actively think about and delve into this design topic so that they can improve their ability to analyze and solve problems. Therefore, it is also possible to accumulate work experience that will help the future.Keywords: Machining process card fixture目录摘要 (I)ABSTRACT (II)第1章前言 (2)第2章零件的工艺性分析 (5)2.1SG8630丝杠零件概述 (5)2.2SG8630丝杠零件的选材 (5)2.3零件的加工表面分析 (6)2.4零件加工中的问题及其解决方案 (7)2.5SG8630丝杠毛坯的确定 (7)第3章 SG8630丝杠机械加工工艺规程制定 (9)3.1加工阶段的划分 (9)3.1.1何为加工阶段的划分 (9)3.1.2加工阶段划分的作用 (10)3.2SG8630丝杠加工定位基准的选择 (10)3.3制定SG8630丝杠加工方案即加工路线的确定 (11)3.4确定切削用量及基本工时(机动时间) (12)3.5时间定额计算 (16)第4章夹具设计 (20)4.1机床夹具叙述 (20)4.2定位方案确定 (20)4.3夹具体方案确定 (21)4.4夹紧方案确定 (22)4.5定位误差计算 (25)4.5.1定位误差的概念 (25)4.5.2钻夹具定位误差计算 (25)4.6夹紧力计算 (27)4.7夹具原理及操作说明 (27)结论 (29)参考文献 (30)致谢 (32)第1章前言机械制造技术是作为机械类本科学生主修课程,毕业设计是机械类专业学生在学习了机械相关理论知识以后进行的一次实践操作,在毕业设计环节,可以将理论知识与实践操作相结合,使得我们更加深层次的理解机械类相关的知识;背刺设计主要用到的理论知识有机械设计知识、金属切削加工技术、机床专用夹具设计手册以及机械加工工艺规程设计,结合生产实践,培养我们在实际工作中遇到的问题的解决能力,通过本次设计,应该使我们具备分析中等复杂零件机械加工工艺规程设计、机床专用夹具设计以及工艺参数等的设计计算相关问题。
滚珠丝杠加工工艺(一)

滚珠丝杠加工工艺(一)滚珠丝杠加工工艺详解简介•滚珠丝杠是一种常用于工业机械设备传动系统的重要零件•正确的加工工艺能够保证滚珠丝杠的性能和使用寿命加工前的准备工作1.材料选择2.设计滚珠丝杠的齿型和结构3.完善加工工艺流程加工工艺流程1.原材料切割–使用合适的设备进行切割,如锯床、电火花切割机等2.材料热处理–通过加热和冷却控制材料的组织结构和硬度3.材料粗加工–采用车床、镗床等设备对材料进行粗加工4.材料精加工–使用数控加工设备,如铣床、磨床等,对材料进行精细加工5.淬火处理–控制加热温度和冷却速度,提高滚珠丝杠的硬度和耐磨性6.表面处理–采用镀锌、硬质氮化等工艺,提高滚珠丝杠的防腐性和表面硬度7.装配测试–将滚珠、内外套等组装在一起,进行测试以确保加工质量加工注意事项•加工设备的选择要与滚珠丝杠的规格相适应,确保精度和质量•加工过程中要注意保护环境和员工的安全•加工前要对加工设备进行调试和维护,确保正常运行结语通过合理的滚珠丝杠加工工艺,可以获得高品质的滚珠丝杠产品。
在加工过程中,需要严格控制每个环节的质量,并保证操作员的专业技能和设备的正常运行。
只有如此,才能生产出性能优良、使用寿命长的滚珠丝杠,为工业机械设备的运行提供稳定的支持。
以上内容仅供参考,具体加工工艺仍需根据实际情况确定滚珠丝杠加工工艺详解(续)加工前的准备工作在进行滚珠丝杠的加工前,需要做以下准备工作:1.材料选择:根据滚珠丝杠的使用要求和环境条件,选择合适的材料,如铝合金、不锈钢等。
2.设计滚珠丝杠的齿型和结构:根据滚珠丝杠的使用需求,设计出适合的齿型和结构,以确保其传动效率和稳定性。
3.完善加工工艺流程:制定详细的加工流程,包括每个步骤的设备、工具、工序和工艺参数等,确保加工过程的顺利进行。
加工工艺流程下面是滚珠丝杠的加工工艺流程:1.原材料切割:根据滚珠丝杠的长度要求,使用合适的设备进行切割,如锯床、电火花切割机等。
2.材料热处理:通过加热和冷却控制材料的组织结构和硬度,以提高滚珠丝杠的强度和耐磨性。
滚珠丝杠设计说明书模板
滚珠丝杠设计说明书xxxx大学题目:《滚珠丝杠结构设计》学院:职业技术教育学院专业:机械工程班级:机械Z125班学号:姓名:指导教师:1月14日摘要:螺旋传动是应用非常广泛的机械传动之一,最常见的一种是滑动螺旋传动。
可是,由于滑动螺旋传动的接触螺旋面间存在着比较大的滑动摩擦阻力,故其传动效率低、磨损快、使用寿命短,已不能完全适应现代机械传动在高速度、高效率、高精度等方面的发展要求。
为了减小丝杠传动副的摩擦和提高传动效率,国内外已普遍采用以滚动摩擦代替滑动摩擦原理,简称“滚化”原理,创造了滚珠丝杠副这种先进的新型传动机构。
对于滚珠丝杠副,其结构上的明显特征是:构件间的可动连接一般不是借助于运动副本身,而是在丝杠和螺母两构件之间利用中间元件(滚珠)来实现的。
滚珠丝杠副是在丝杠与螺母旋合螺旋槽之间放置适量滚珠作为中间传动体,借助滚珠返回通道,构成滚珠在闭合回路中循环的螺旋传动机构。
如图:1-1图:1-1根据课题要求,我们对滚珠丝杠进行了以下设计:有效导程1000,丝杠直径50mm滚珠丝杠结构设计说明书一、滚珠丝杠的预拉伸结构设计丝杠又称丝杆.它是机械传动上最常使用的传动元件.其主要功能是将旋转运动转换成直线运动.既能够使用较小的转矩得到很大的推力,又能够作为减速装置,得到很大的减速比;也有将直线运动变成旋转运动的。
丝杠作为高精度的动力驱动装置,应用越来越广泛。
采用丝杠两端固定的安装方式,需要作预拉伸处理。
目的是减小丝杠工作中因热膨胀、自重引起的弹性变形从而加大导程,影响传动比和传动精度。
对要求精密的传动丝杠,需要热膨胀补偿。
而丝杠预拉伸就是常见的补偿方式。
在丝杠制造时,使丝杠螺纹部分的长度小于公称长度一个预拉伸量,预拉伸量略大于热膨胀量。
装配时,经过一定拉伸结构,将丝杠拉长一个预拉伸量,使丝杠螺纹部分达到公称长度。
工作时,热膨胀量抵消部分预拉伸量,丝杠拉应力下降,但长度不变。
从而保证螺距精度不受热膨胀的影响。
JWB100滚珠丝杠升降机结构设计说明书

I
Abstract
The paper studies on the topic of JWB100Ball screw elevator design. Mainly on the worm gear, worm gear screw transmission parts of the design, with the lead screw, worm, worm gear as the main research object, its work force, material strength, stiffness, toughness and thermal performance were analyzed, and the lift device characteristics and use, to determine the worm gear, worm screw two transmission devices as the main transmission design, developed a worm gear, worm, screw between the structural design. To complete the structure design, drawing auxiliary tool for drawing Auto CAD 3 A0 drawings, clear expression of the JWB100Ball screw lift structure characteristics and performance. Design of the worm screw lift that can be used in single machine, also can be used in combination. According to certain procedures to accurately control the restructuring to enhance or promote height, can be used to directly drive the motor or other power, and can also manually. It has different forms of structure and form of the assembly, the device can lock. Widely used in machinery, metallurgy, construction, water conservancy facilities and other industries, has the advantages of compact structure, small volume, light weight, wide range of power, no noise, convenient installation, flexible use, multiple functions, supporting form, high reliability, long life and many other advantages. Keywords: Elevator;Screw;Worm;Crane
精密丝杆加工工艺设计

精密丝杆加工工艺设计摘要:随着工业技术的不断发展,制造工艺越来越被重视,特别是精密加工、超精密加工更是当今工业界及其重视的环节之一,零件的加工工艺直接影响了工业设备的精密程度,可以说没有完善紧密的加工工艺就不可能有精密的设备,零件精度和精密设备之间的精度关系可谓是差之毫厘谬以千里,精密丝杆的加工精度直接影响了机械传动等精度,所以精密丝杆的加工工艺设计至关重要,而丝杆加工工艺的每一个环节有直接影响到了丝杆的精度,所以丝杆加工的每一道工序都应该精心的设计,使之达到精度要求。
本次设计涉及到了零件金工加工、材料热处理、精度测算等设计,从最大限度上保证了丝杆的精度达到预期目标。
关键词:定位基准工装热处理工艺过程工序精车铣精磨钻精度检验1.设计任务书1.1设计目的通过课程设计,综合运用所学基本理论以及在生产实习中学到的实践知识对精密丝杆进行工艺及结构设计的基本训练,掌握精密机械制造过程中的加工方法、加工装备等基本知识,提高学生分析和解决实际工程问题的能力,为毕业设计及今后从事科学研究、工程技术工作打下较坚实的基础。
1.2设计要求(1)拟定精密丝杆加工工艺路线,并制定各工艺过程文件,制作各道工序的工艺卡片;(2)加工余量和工序尺寸的确定;(3)设计有关工装、夹具,并绘制工装夹具图。
1.3题目精密丝杆加工工艺设计1.4设计要求1、零件图一张(A3);2、毛坏图一张(A4);3、编写设计说明书一份,相关图纸在说明书上要有体现。
1.5原始数据1、毛坯尺寸:ø=18.00mm,L=158.00mm2、工件尺寸ø=10.00mm,L=150.00mm,P=2.00mm,H1=0.5P=1.00mm,D=10.00mm,D1=7.50mm,D2=9.00mm3、有效螺纹圈数:n=60,单头右旋螺纹。
1.6设计简图1.7提交材料1、零件图一张(A3);2、毛坏图一张(A4);3、设计说明书一份。
2、总体方案设计2.1丝杆牙型设计梯形螺纹基本牙型图中:D —内螺纹大径d —外螺纹大径 D2—内螺纹中径 d2—外螺纹中径 D1—内螺纹小径d1—外螺纹小径 P —螺距H —原始三角形高度 H1—基本牙型高度 其中:H=1.866P ;H1=0.5P2.2丝杆加工工艺过程设计测控技术与仪器课程设计3、工装设计3.1夹具设计3.1.1铣键槽专用夹具连杆夹紧机构连杆夹紧机构为专用的夹具,具有安装简单,使用方便等优点;安装工件的时候不需要其他的辅助工具,在实际生产中大大提高力生产效率。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
第 1 章 零件的分析
1. 1.1 零件的作用
丝杠是一种精度很高的零件,它能精确地确定工作台坐标位置,将旋转运动 转换成直线运动,面且还要传递一定的动力,所以在精度、强度及耐磨性等方面 都有很高的要求。所以,丝杠的加工从毛坯到成品的每道工序都要周密考虑,以 提高其加工精度。
1.2 零件的结构简介 1.2.1 丝杠的分类
2.3 制订工艺路线
材料 精度等级 工艺过程 9Mn2V 6级 工序内容 1.锻造 2.球化退火 3.车端面打中心孔 4.粗车外圆 5.高温时效 5.牢外圆打中心孔 7.半精车外圆 8.粗磨外圆 9.淬火(t=800℃),中温回 火(t=260℃) 14.研磨两顶尖孔 11.粗磨外圆 12.粗磨出螺纹槽 13.人工时效(t=260℃) 双顶尖孔 双顶尖孔 外圆表面 双顶尖孔 双顶尖孔 外圆表面 双顶尖孔 定位基准
2.1 确定毛坯材料
丝杠材料的选择是保证丝杠质量的关键,一般要求是: (1) 具有优良的加工性能,磨削时不易产生裂纹,能得到良好的表面光洁
度和较小的残余内应力,对刀具磨损作用较小。 (2) 抗拉极限强度一般不低于 588MPa。 (3) 有良好的热处理工艺性,淬透性好,不易淬裂,组织均匀,热处理变形 小,能获得较高的硬度,从而保证丝杠的耐磨性和尺寸的稳定性。 (4) 材料硬度均匀,金相组织符合标准。常用的材料有:不淬硬丝杠常用 T10A, T12A 及 45 等;淬硬丝杠常选用 9Mn2V,CrWMn 等。其中 9Mn2V 有较 好的工艺性和稳定性,但淬透性差,常用于直径≤50mm 的精密丝杠;CrWMn 钢 的优点是热处理后变形小,适用于制作高精度零件,但其容易开裂,磨削工艺性 差。 丝杠的硬度越高越耐磨,但制造时不易磨削。 丝杠材料要有足够的强度, 以保证传递一定的动力;应具有良好的热处理工 艺性(淬透性好、热处理变形小、不易产生裂纹),并能获得较高的硬度、良好的 耐磨性。丝杠螺母材料一般采用 GCrl5、CrWMn、9CrSi、9Mn2V,热处理硬度 为 60~62HRC。整体淬火在热处理和磨削过程中变形较大,工艺性差,应尽可能
机床丝杠按其摩擦特性可分为三类:即滑动丝杠、滚动丝杠及静压丝杠。 由于滑动丝杠结构简单,制造方便,所以在机床上应用比较广泛。 滑动丝杠的牙型多为梯形。 这种牙型比三角形牙酬具有效果高, 传动性能好, 精度高,加工方便等优点。 滚动丝杠义分为滚珠丝杠和滚柱丝杠两大类。 滚珠丝杠与滚柱丝杠相比而言摩擦 力小,传动效率高,精度也高,因而比较常用,但是其制造工艺比较复杂。 静压丝杠有许多的优点, 常被用于精密机床和数控机床的进给机构中。其纹 牙与标准梯形螺纹牙形相同。但牙形高于同规格标准螺纹 1.5~2 倍,目的在于 获得好油封及提高承载能力。但是调整比较麻烦,而且需要一套液压系统,工艺 复杂,成本较高。
4
(7)外径为尺寸公差; (8)内径为尺寸公差。
第 2 章 工艺规程设计
2.1 确定毛坯的制造形式
题目给定的零件是丝杠,轴类零件可根据使用要求、生产类型、设备条件及 结构,选用棒料、锻件等毛坯形式。对于外圆直径相差不大的轴,一般以棒料为 主;而对于外圆直径相差大的阶梯轴或重要的轴,常选用锻件,这样既节约材料 又减少机械加工的工作量,还可改善机械性能。 轴类零件的材料和毛坯,合理选用材料和规定热处理的技术要求,对提高轴 类零件的强度和使用寿命有重要意义,同时,对轴的加工过程有极大的影响。
2.4 机械加工余量、工序尺寸及毛坯尺寸的确定 2.4
工序号 工种 工序内容 设备
1 2 3 4 5 6 7 8 9 10
备料 热处 理 车 磨 检验
热轧圆钢 65mmх 1705mm 球化退火 车削试样,试样尺寸为Φ 45×8mm,车削后应 保证零件总长为 1697mm 在平面磨床上磨试样两平面(磨出即可) ,表 面粗糙度 Ra 值为 1.25μ m 检验试样,要求试样球化等级 1.5~4 级,网状组 织小于 3 级,待试样合格后方可转入下道工序 平面磨床 M820 车床 CA6140
热 处 调质,调质后硬度 250HBS,校直 理 粗车 钳 理 车 粗车各外圆,均留加工余量 6mm 划线,钻Φ 10 mm 起吊通孔 得冷校直 (1) 车两端面取总长 1697 mm,修正两端面中 车床 车床 CA6140 热 处 时效处理,除应力,要求全长弯曲小于 1.5mm,不
第3章
绘制零件图.............................................
15 16 16 17
总结............................................................... 致谢............................................................... 参考文献..........................................................
1.2.2 丝杠的结构特点及技术要求
丝杠是细而长的柔性轴,它的长径比往往很大,一般都在 20~50 左右,刚 度很差。加上其结构形状比较复杂,有要求很高的螺纹表面,又有阶梯及沟槽, 因此,在加工过程中,很容易产生变形。这是丝杠加工中影响精度的一个主要矛 盾。 主要技术要求:
3
1、尺寸精度 轴颈是轴类零件的主要表面,它影响轴的回转精度及工作状态。轴颈的直径 精度根据其使用要求通常为 IT6~IT9,精密轴颈可达 IT5。 2、几何形状精度 轴颈的几何形状精度(圆度、圆柱度) ,一般应限制在直径公差点范围内。 对几何形状精度要求较高时,可在零件图上另行规定其允许的公差。 3、位置精度 主要是指装配传动件的配合轴颈相对于装配轴承的支承轴颈的同轴度, 通常 是用配合轴颈对支承轴颈的径向圆跳动来表示的;根据使用要求,规定高精度轴 为 0.001~0.005mm,而一般精度轴为 0.01~0.03mm。 此外还有内外圆柱面的同轴度和轴向定位端面与轴心线的垂直度要求等。 4.表面粗糙度 根据零件的表面工作部位的不同,可有不同的表面粗糙度值,例如普通机床 主轴支承轴颈的表面粗糙度为 Ra0.16~0.63um,配合轴颈的表面粗糙度为 Ra0.63~2.5um,随着机器运转速度的增大和精密程度的提高,轴类零件表面粗 糙度值要求也将越来越小。 轴类零件的加工工艺因其用途、结构形状、技术要求、产量大小的不同而有 差异。而轴的工艺规程编制是生产中最常遇到的工艺工作。 轴类零件加工的主要问题: 轴类零件加工的主要问题是如何保证各加工表面 的尺寸精度、表面粗糙度和主要表面之间的相互位置精度。 具体指标有: (1)单个螺距允差 (2)中径圆度允差; (3)外径相等性允差; (4)外径跳动允差; (5)牙形半角允差; (6)中径为尺寸公差;
2.2 基面的选择
基面的选择是工艺规程设计的重要工作之一,基面选择的正确与合理,可以 使加工质量得以保证,生产率得以提高。否则,加工工艺过程中会问题百出,甚 至会造成零件的大批报废,使生产无法正常运行。 (1)粗基准的选择。对于本零件而言,按照粗基准的选择原则,以外圆为 粗基准是完全合理的。 (2)精基准的选择。主要考虑到基准重合的问题,和便于装夹,以工件端 面打中心孔为精基准。
5
采用表面硬化处理。 上述滚珠丝杠材料为 9Mn2V 热轧圆钢, 调质硬度为 250HRS, 除螺纹外,其余高频淬硬 60HRC。材料加工前须经球化处理,并进行严按的切 试样检查。 为了消除由于金相组织不稳定而引起的残余应力,安排了冰冷处理工 序,使淬火后的残余奥氏体转变为马氏体。为了保证质量,毛坯热处理后进行磁 性探伤,检查零件是否有微观裂纹。
第2章
工艺规程设计............................................
5
2.1 确定毛坯的制造形式................................................................................ 5 2.2 基面的选择 .................................................................................................. 6 2.3 制订工艺路线 ............................................................................................ 6 2.4 机械加工余量、工序尺寸及毛坯尺寸的确定 ................................. 6 2.5 确定切削用量......................................................................................................... 10 2.6 机床、刀具、夹具、量具的选择……………………………...12
6
14.研磨两顶尖孔 15.半精磨外圆 16.半精磨螺纹 17.人工时效(t=160℃) 18 研磨两顶尖孔 19.精磨外圆,检查 20.精磨螺纹(磨出小径) 21.研磨两顶尖孔 22.终磨螺纹,检查 23.终磨外圆,检查 24.研磨止推端面 F,检查 双顶尖孔 双顶尖孔 双顶尖孔 双顶尖孔 双顶尖孔 双顶尖孔 双顶尖孔
1.1 零件的作用 ................................................................................................ 3 1.2 零件的工艺分析 ......................................................................................... 3