iso_2768-1未注公差标准
一般手板件的未注公差标准
一般手板件的未注公差标准一般手板件是产品开发过程中的一个重要环节,它通过制作出样件来评估产品设计的可行性和有效性。
由于手板件是产品设计的初期阶段,一般用于进行样品验证、功能测试和市场调研,因此在手板件制作过程中,注重的是效率和速度,而在公差标准方面则相对较宽松。
手板件的公差标准在一定程度上取决于产品的具体要求以及开发阶段。
一般来说,手板件的公差标准常用的有以下几种:1.常规公差:手板件的常规公差通常采用ISO 2768-1标准,即线性尺寸公差为±0.2mm,角度公差为±1°。
这种公差标准适用于大部分手板件,能够满足初步验证产品设计和功能的需求。
2.精细公差:对于一些对产品外观和细节要求较高的手板件,常规公差往往无法满足需求。
这时需要采用更严格的公差标准,如ISO 2768-2标准,线性尺寸公差可调整至±0.1mm或更小,角度公差可调整至±0.5°或更小。
3.最大公差:在一些特殊情况下,由于产品设计要求或生产工艺的限制,手板件的公差会较大。
在这种情况下,公差标准通常会根据实际情况进行灵活调整,以保证手板件能够达到预期的功能和效果。
除了上述常规的公差标准外,手板件的公差还需要考虑以下因素:1.材料特性:不同材料具有不同的物理性质和加工特性,因此在确定公差标准时,需要考虑材料的收缩率、热变形等因素,以确保手板件制作的准确性和稳定性。
2.加工工艺:手板件通常采用快速成型技术,如3D打印、数控加工等。
这些制造工艺的精度和精细程度对于公差的控制起着重要作用,因此需要综合考虑加工工艺的特点来确定公差范围。
3.产品用途:手板件的公差标准还要根据产品的具体用途和要求来确定。
例如,对于精密仪器或电子产品,公差要求通常较高,而对于日常生活用品或临时验证模型,公差要求可能较为宽松。
总之,手板件制作的公差标准通常较为宽松,以确保能够在短时间内快速制作出样件,进行初步验证和评估。
ISO-2768未注尺寸公差、未注形位公差及表面粗糙度
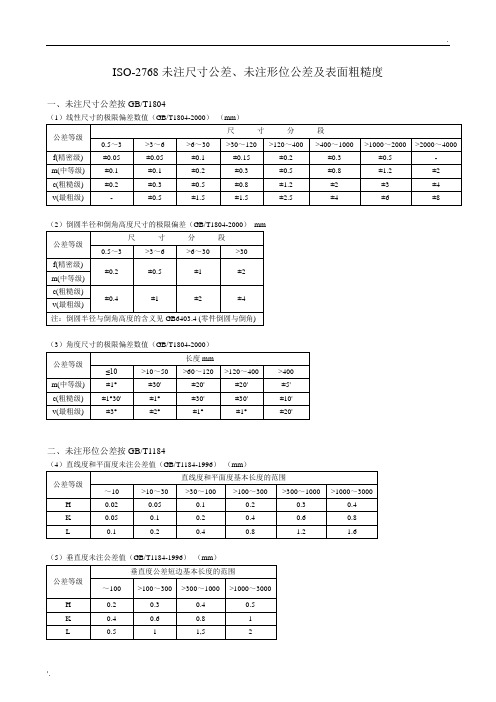
ISO-2768未注尺寸公差、未注形位公差及表面粗糙度一、未注尺寸公差按GB/T1804(1)线性尺寸的极限偏差数值(GB/T1804-2000)(mm)(2)倒圆半径和倒角高度尺寸的极限偏差(GB/T1804-2000)mm(3)角度尺寸的极限偏差数值(GB/T1804-2000)二、未注形位公差按GB/T1184(4)直线度和平面度未注公差值(GB/T1184-1996)(mm)(5)垂直度未注公差值(GB/T1184-1996)(mm)(6)对称度未注公差值(GB/T1184-1996)(mm)(7)圆跳动的未注公差值(GB/T1184-1996)(mm)三、选用原则(1)机械加工未注尺寸公差一般选用“m”级,未注形位公差一般选用“K”级。
(2)板金加工未注尺寸公差一般选用“c”级,未注形位公差一般选用“L”级。
四、表面粗糙度零件的表面都应该注明粗糙度的等级。
如果较多的表面具有相同的表面粗糙度等级,则要集中在图样右上角标注,并加“其余”字样。
粗糙度等级的选择,一般可以根据对各表面的工作要求和尺寸精度等级来决定,在满足工作要求的条件下,不得随意提高等级。
(1)取样长度和评定长度的选用值(GB/T1031-1995)Ra(μm)Rz(μm)取样长度l(mm) 评定长度l n(mm)>0.003~0.02 >0.025~0.10 0.08 0.4>0.02~0.10 >0.1~0.50 0.25 1.25>0.1~2.0 >0.50~10.0 0.8 4.0>2.0~10.0 >10.0~50 2.5 12.5>10.0~80 >50~320 8.0 40.0(2)轮廓算术平均偏差Ra的数值(GB/T1031-1995)(μm)第1系列0.012, 0.025, 0.050, 0.10, 0.20, 0.40, 0.80, 1.60, 3.2, 6.3, 12.5, 25, 50, 100第2系列0.008, 0.010, 0.016, 0.020, 0.032, 0.040, 0.063, 0.080, 0.125, 0.160, 0.25, 0.32, 0.50, 0.63, 1.0, 1.25, 2.0, 2.5, 4.0, 5.0, 8.0, 10.0, 16.0, 20, 32, 40, 63, 80注:尽量选择第1系列(3)轮廓最大高度Rz的数值(GB/T1031-1995)(μm)第1系列0.025, 0.050, 0.100, 0.20, 0.40, 0.80, 1.60, 3.2, 6.3, 12.5, 25, 50, 100,200,400,800,1600,第2系列0.032, 0.040, 0.063, 0.080, 0.125, 0.160, 0.25, 0.32, 0.50, 0.63, 1.0, 1.25, 2.0, 2.5, 4.0, 5.0, 8.0, 10.0, 16.0, 20, 32, 40, 63, 80,125,160,250,320,500,630注:尽量选择第1系列。
未注公差
2引用标准
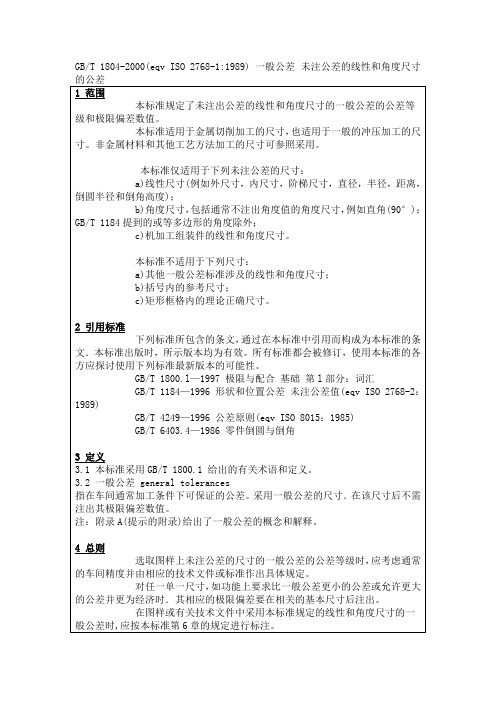
下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文.本标准出版时,所示版本均为有效。所有标准都会被修订,使用本标准的各方应探讨使用下列标准最新版本的可能性。
GB/T 1800.l—1997极限与配合基础第l部分:词汇
GB2768-2:1989)
线性尺寸的一般公差主要用于低精度的非配合尺寸。
采用一般公差的尺寸在正常车间精度保证的条件下,一般可不检验。
A3对某确定的公差值,加大公差通常在制造上并不会经济。例如适宜“通常中等精度”水平的车间加工35mm直径的某要素,规定±1mm的极限偏差值通常在制造上对车间不会带来更大的利益,而选用±0.3mm的一般公差的极限偏差值(中等级)就足够。
采用一般公差的要素在图样上可不单独注出其公差,而是在图样上、技术要求或技术文件(如企业标准)中作出总的说明。
A2线性和角度尺寸的一般公差是在车间普通工艺条件下,机床设备可保证的公差.在正常维护和操作情况下,它代表车间通常的加工精度。
一般公差的公差等级的公差数值符合通常的车间精度。按零件使用要求选取相应的公差等级。
e)由于签订合同前就已经知道工厂“通常车间精度”,买方和供方间能更方便地进行订货谈判;同时图样表示完整也可避免交货时买方和供方间的争论。
只有特定车间的通常车间精度可靠地满足等于或小于所采用的一般公差条件时,才能完全体现上述这些好处.因此,车间应做到:
——测量、评估车间的通常车间精度;
——只接受一般公差等于或大于通常车间精度的图样;
A4采用一般公差,可带来以下好处:
a)简化制图,图面清晰易读,可高效地进行信息交换。
b)节省图样设计时间。设计人员不必逐一考虑或计算公差值,只需了解某要素在功能上是否允许采用大于或等于一般公差的公差值。
DIN_ISO_2768-1_cn

DIN ISO2768第1部分一般公差第1部分:未标注各别公差的线性尺寸和角度的公差1.范围ISO2768这一部分目的在于简化图纸上的标示并且包括了未标注各别公差的线性尺寸和角度的公差, 将其分为4个公差等级。
注释1:1关于线性尺寸和角度的一般公差的构想在附录A中做了描述。
这个公差可以用于形状的要素,这些要素是由于夹紧金属半成品或由于对其进行改型而产生的。
注释2:这些公差也可用于非金属材料。
注释3:已经有了类似的国际标准或者还在起草当中,比如用于铸件的ISO8062 1)。
ISO2768这一部分只对未单独标注出公差说明的下列尺寸有效:A)线性尺寸(比如外部-,内部-,过渡尺寸,直径,半径以及断开倒角的高度,B)角度,也适用于那些一般没有标出来的角度,比如直角(90度),可以参考ISO2768第2部分或者多个均匀角的角度尺寸,C)由于加工配合件产生的角度尺寸和角度尺寸。
ISO2768这一部分不适用于:A)已经被关于一般公差的其它标准涵盖的线性尺寸和角度尺寸,B)括号内的辅助参考尺寸C)矩形框内的理论尺寸2.概述在选择公差级别时应考虑到车间一般的精度要求。
如果某个各别形状要素需要更小的和允许使用更大而且经济的公差,那么就要直接在所述的额定尺寸的旁边注明这些公差。
如果在图纸或附带的文件第5节中指出参考ISO2768这一部分,那么用于线性尺寸和角度的一般公差就是有效的。
如果在其它国际标准中说明了用于其它方法的一般公差,那么就要在图纸或附带的文件中指出参照那个文件。
对于加工面和未加工面之间的某个尺寸,比如对于铸造毛胚件或锻造毛胚件,对于未说明公差的各别尺寸,可以使用两个有疑问的一般公差中较大的一个值,比如对于铸件(按照ISO8062)。
1)ISO8062:1984铸件-线性尺寸的公差体系3 参阅其它标准下列标准包含了由于引用而成为ISO2768组成部分的一些规定。
已说明的版本在ISO2768出版时仍然有效。
注塑件未注公差尺寸标准

注塑件未注公差尺寸标准注塑件是一种重要的塑料制品,广泛应用于电子、家电、汽车等行业。
未注公差尺寸是注塑件的重要质量指标之一,直接影响到注塑件的装配精度和使用性能。
本文将介绍注塑件未注公差尺寸的标准,以供参考。
一、公差的基本概念公差是指允许零件尺寸或形状变动的范围。
在机械制造中,公差是保证产品质量和互换性的重要手段之一。
二、注塑件未注公差尺寸的标准在注塑件设计中,未注公差尺寸的标注是一个重要的问题。
目前,国内外注塑件未注公差尺寸的标准主要有以下几种:1.ISO2768-1:1989,《工件尺寸公差》2.GB/T14486-2008,《塑料模塑件尺寸公差》3.JISB0601:2009,《塑料成型品公差》三、注塑件未注公差尺寸的标注方法注塑件未注公差尺寸的标注方法通常有以下两种:1.公差带标注法公差带标注法是指在尺寸后标注公差带符号和公差值。
例如,尺寸80±0.1,表示尺寸80的公差带为0.1,即尺寸79.9到80.1之间为合格。
2.公差等级标注法公差等级标注法是指在尺寸后标注公差等级和公差值。
例如,尺寸80,公差等级IT6,表示尺寸80的公差带为0.01,即尺寸79.99到80.01之间为合格。
四、注塑件未注公差尺寸的选择注塑件未注公差尺寸的选择应该根据注塑件的使用要求和加工工艺等因素来确定。
一般来说,注塑件未注公差尺寸的选择应该遵循以下原则:1.尺寸公差应该符合产品的功能要求。
对于一些重要的尺寸,公差应该小一些,以保证产品的精度和可靠性。
2.尺寸公差应该符合注塑件的加工工艺和模具制造精度。
如果注塑件的加工工艺和模具制造精度较低,公差应该大一些,以保证产品的质量和生产效率。
3.尺寸公差应该符合产品的经济性和市场竞争力。
在保证产品质量的前提下,公差应该尽量小一些,以降低产品的成本和提高市场竞争力。
五、注塑件未注公差尺寸的检测方法注塑件未注公差尺寸的检测方法通常有以下几种:1.卡尺测量法卡尺测量法是最常用的尺寸检测方法之一。
未注公差标准值
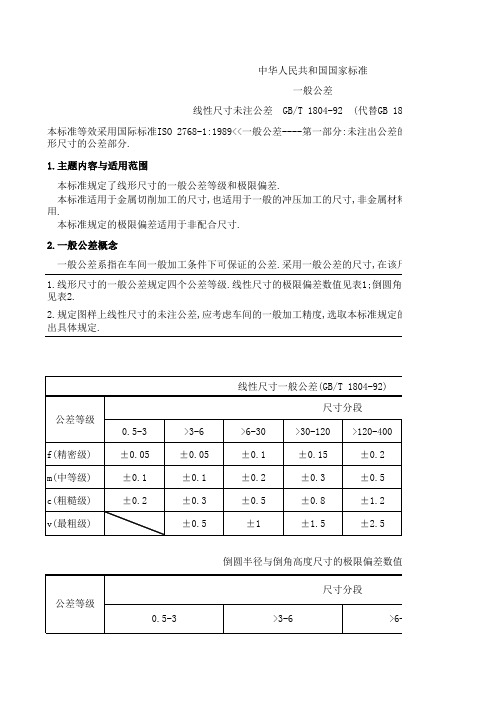
中华人民共和国国家标准一般公差线性尺寸未注公差 GB/T 1804-92 (代替GB 1804本标准等效采用国际标准ISO 2768-1:1989<<一般公差----第一部分:未注出公差的线形尺寸的公差部分.1.主题内容与适用范围本标准规定了线形尺寸的一般公差等级和极限偏差.本标准适用于金属切削加工的尺寸,也适用于一般的冲压加工的尺寸,非金属材料和用.本标准规定的极限偏差适用于非配合尺寸.2.一般公差概念一般公差系指在车间一般加工条件下可保证的公差.采用一般公差的尺寸,在该尺寸1.线形尺寸的一般公差规定四个公差等级.线性尺寸的极限偏差数值见表1;倒圆角半径见表2.2.规定图样上线性尺寸的未注公差,应考虑车间的一般加工精度,选取本标准规定的公出具体规定.倒圆半径与倒角高度尺寸的极限偏差数值注:倒圆半径与倒角高度的含义参照国家标准GB 6403.44.线性尺寸的一般公差的表示方法采用本标准规定的一般公差,在图样上,技术文件或标准中用本标准号和公差等级表示GB 1804-M新旧未注公差的等级过渡IT12 相当于 f(精密级)IT13 相当于 f(精密级)IT14 相当于 m(中等级)IT15 相当于 m(中等级)IT16 相当于 c(粗糙级)IT7 相当于 v(最粗级)直线度和平面度的未注公差值(GB/T 1184-1996)垂直度的未注公差值(GB/T 1184-1996)对称度的未注公差值(GB/T 1184-1996)1804-79)差的线性和角度尺寸的公差>>中未注出的线材料和其他工艺方法加工的尺寸可参照采该尺寸后不注出极限偏差.角半径和倒角的高度尺寸的极限偏差数值定的公差等级,由相应的技术文件或标准作数值级表示.例如选用中等级时,表示为:6)6)。
ISO_2768-1未注公差标准_中文版_
本 ISO 2768 部分目的是简化图纸说明并对无专门说明的 4 个公差等级的线性和角度尺寸的 一般公差进行技术说明。
备注 1-对线性和角度尺寸规定公差的规定在附录 A 中进行说明。 本标准部分应用于金属切削加工成的产品或金属板材成型产品的尺寸。
备注 2- 这些公差还可适用于不同于金属的其他材料。 3 当具有相似的国际标准或计划采用类似的标准,举例来说,铸件见标准 ISO 8062 1)。
本 ISO 2768 标准部分仅用于以下无专门公差说明的尺寸: a) 线性尺寸(例如外部尺寸,内部尺寸,步长,直径,半径,距离,外部半径和斜高); b) 角度尺寸包括通常不说明的角度尺寸,例如直角(90°),除非参考 ISO 2768-2 或采用
正多边形的角度; c) 机加工装配件的线性和角度尺寸。
3 参考标准
以下标准包含参考的 ISO 2768 部分规定。在出版时,说明版本是有效的。所有标准可进行 修订,并且根据 ISO 2768 部分取得一致的当事人鼓励采用以下标准最新的版本。IEC 和 ISO 成员应保持对当前有效的国际标准的注册。 ISO 2768-2:1989,一般公差-第 2 部分:无单独公差说明的零件的集合尺寸公差 ISO 8015:1985,技术图纸-基本公差原则
量控制。 e) 在合同确定前,当“车间惯用精度”是熟悉的话,采购和附属合同供应工程师可更容易
商议定单;如果完全遵照图纸,也可避免客户和供应商之间的争议。
只有当一般公差未被超越,具有足够的可靠性,以上优势才可完全获得,也就是说当特殊的 车间惯用精度等于或小于图纸上的一般公差。 所以,车间应 - 通过测量找出车间惯用精度; - 只接受图纸一般公差等于或大于车间惯用精度; - 通过样品检测其车间惯用精度未恶化。
ISO2768-1未单独标注公差的线性和角度尺寸公差

M AMARA M BALLU M BOMBARDELLI M BOURHIS M BREBAN M CALLEY M CHANTOME M CHEVALIER M CORDONNIER M DONADEY M DUCLUZEAU M DURSAPT M GAUTHIER M GEORGE M HAEBIG MME KOPLEWICZ M LAGARDE M LE ROUX M LECRINIER M LETIZIA M LINARES M MATHIEU M NOGARET M SENELAER M SPENLE
本文件规定了线性和角度尺寸的通用公差。这些公差适用于未单 独标注公差的尺寸,但在图纸上注明参考标准 ISO2768 第 1 部分。
主题词
国际技术术语:金属零件、尺寸公差、角度公差、未标注公差的 尺寸、尺寸偏差、规定。
修收
与 1990 年 6 月标准 NF E 02-350 相比,修收了正文和介绍部分以 便与 ISO 标准一致;增加附录 1(参考):线性和角度通用公差概念。
公差级别
公称尺寸允许的偏差
名称 描述
0.5 1) ~ 3
>3~6
f 精密级 m 中等级
±0.2
±0.5
c 粗糙级
±0.4
±1
v 最粗级
1) 低于0.5mm的公称尺寸,偏差应在公称尺寸后标出。
8
值用mm表示
>6 ±1 ±2
公差级别 名称 描述
f 精密级 m 中等级 c 粗糙级
v 最粗级
≤10 ±1o ±1o30’ ±3o
ISO 2768-1:1989(F)
表3 - 角度尺寸允许的偏差
根据长度(mm)所允许角的短边的角度偏差
ISO2768未注公差的线性尺寸角度尺寸公差汇总

第一部分:除倒角外的线性尺寸公差表:
第一部分:倒圆半径、倒角高度的公差表:
第一部分:角度尺寸的偏差表:ຫໍສະໝຸດ 第二部分:直线度和平面度公差
第二部分:直线度公差:
第二部分:对称度一般公差;
人有了知识,就会具备各种分析能力, 明辨是非的能力。 所以我们要勤恳读书,广泛阅读, 古人说“书中自有黄金屋。 ”通过阅读科技书籍,我们能丰富知识, 培养逻辑思维能力; 通过阅读文学作品,我们能提高文学鉴赏水平, 培养文学情趣; 通过阅读报刊,我们能增长见识,扩大自己的知识面。 有许多书籍还能培养我们的道德情操, 给我们巨大的精神力量, 鼓舞我们前进。
DIN EN ISO 2768 培训讲义 ---- 未注公差的线性尺寸和角度尺寸公 差(第一,二部分)
第一部分:未注公差的线性尺寸和角度尺寸 公差,其适用于金属半成品的切削加工和成 形加工件。
第二部分:未注公差的几何要素公差 1.线性尺寸:内外部尺寸,阶梯尺寸,直径,半径, 距离,倒圆半径,倒角高度 2.角度尺寸 3.机加工装配的线性和角度尺寸
ISO-2768未注尺寸公差未注形位公差及表面粗糙度

ISO-2768未注尺寸公差、未注形位公差及表面粗糙度
一、未注尺寸公差按GB/T1804
)(mm(1)线性尺寸的极限偏差数值(GB/T1804-2000)
公差等级
尺寸分段
0.5~3
>3~6
>6~30
>30~120
>120~400
>400~1000
>1000~2000
>2000~4000
) f(精密级
8.0, 10.0, 16.0, 20, 32, 40, 63, 80
注:尽量选择第1系列
(3)轮廓最大高度Rz的数值(GB/T1031-1995)(μm)
第1系列0.025, 0.050, 0.100, 0.20, 0.40, 0.80, 1.60, 3.2, 6.3, 12.5, 25, 50, 100,200,400,800,1600,
第2系列0.032, 0.040, 0.063, 0.080, 0.125, 0.160, 0.25, 0.32, 0.50, 0.63, 1.0, 1.25, 2.0, 2.5, 4.0, 5.0, 8.0, 10.0, 16.0, 20, 32, 40, 63,
80,125,160,250,320,500,630
300
~>100~>1000100~~>3000.5 0.4 0.2 0.3 H
1 0.8 0.4 K 0.6
2
1
L 0.5
1,5
'.
.
(6)对称度未注公差值(GB/T1184-1996)(mm)
对称度公差基本长度的范围
公差等级~100
>100~300
>300~1000>1000~3000
未注公差标准2768或1804
检验规范 SPECIFICATION 页码:
1 of 4
研发部R&D DEPARTMENT
文件编号No. 文件名称Title 生效日期:Issued Date MSZ 4010.00 机械加工料件未注公差标准
起草人Initial by/日期Date:
研发机械工程师:杨顺清
盖章处
审核人Checked by/日期Date:
研发主管:黎群华
批准人Approved by/日期Date:
研发经理:孙吉松
倒圆半径和倒角高度尺寸的极限偏差数值
角度尺寸的极限偏差数值
常规垂直度公差
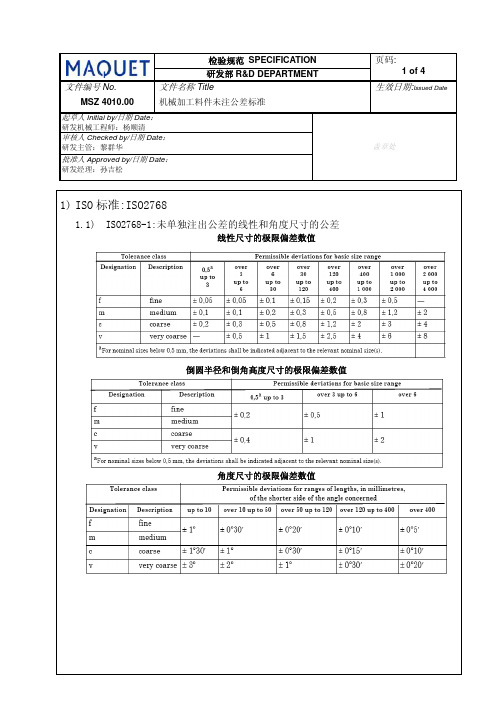
2)国家标准:GB 1804未单独注出公差的线性和角度尺寸的公差
线性尺寸的极限偏差数值
倒圆半径和倒角高度尺寸的极限偏差数值
角度尺寸的极限偏差数值
一般公差的图样表示法
若采用本标准规定的一般公差应在图样标题栏附近或技术要求技术文件如企业标准中注出本 标准号及公差等级代号例如选取中等级时标注为
GB/T 1804-M
3)国家标准:GB 1184无独立公差标示的部件形位公差
直线度和平面度的未注公差值
垂直度未注公差值
对称度未注公差值
圆跳动的未注公差值
未注公差值的图样表示法
若采用本标准规定的未注公差值应在标题栏附近或在技术要求技术文件如企业标准中注出标 准号及公差等级代号
GB/T 1184-X
4)拒收
除另有规定当零件要素的误差超出未注公差值而零件的功能没有受到损害时不应当按惯例 拒收。
iso2768-mh标准
ISO 2768-MH 标准ISO 2768-MH 标准是关于未标注公差(Unmarked Tolerance)的一项国际标准。
ISO 2768 系列标准分为三个部分:1. ISO 2768-1:1998,题为“Geometrical tolerances for components - Part 1: General tolerance specifications”),2. ISO 2768-2:1998 (“Geometrical tolerances for components - Part 2: tolerances for form, location and orientation”),3. ISO 2768-3:1998 (“Geometrical tolerances for components - Part 3: tolerances for surface texture”).ISO 2768-MH 标准中的“MH”表示一般公差(General Tolerance)。
在这个级别中,公差值根据尺寸范围和精度要求进行分类。
以下是一般公差等级中的部分尺寸范围和公差值:- 0-6:正负 0.1- 6-30:正负 0.2- 30-120:正负 0.3- 120-400:正负 0.5这些公差值仅作为一般指导,实际应用时可能需要根据具体需求进行调整。
ISO 2768-MH 标准主要应用于工程领域、制造业和机械加工领域,以确保产品和零部件的尺寸、形状和位置公差符合要求,从而提高产品的性能和可靠性。
此外,我国针对 ISO 2768-MH标准制定了相应的国家标准GB/T1804,两者基本等同。
在实际应用中,可以根据具体需求选择合适的国际或国内标准来指导生产和设计。
din iso 2768-1&2未注长度与角度公差 & 未标注形 状位置公差
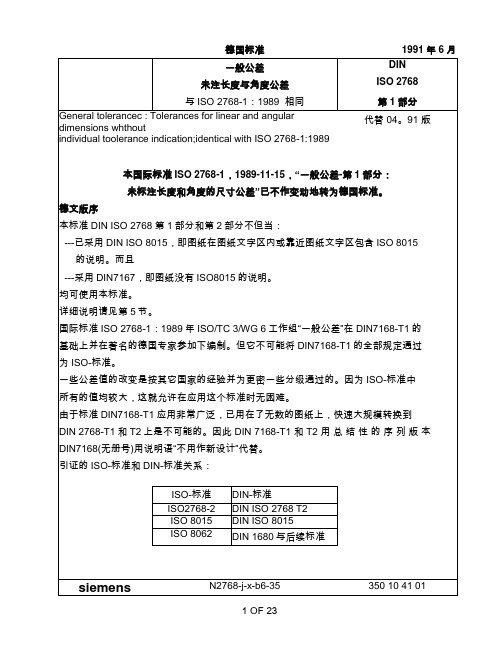
德国标准1991年6月一般公差第1部分:未注长度与角度公差前言ISO(Internationale Organisatioon fuer Normung)是世界统一的国际标准研究所。
ISO-成员体)。
编制国际标准属于ISO技术委员会的责任。
每个成员体,如其对某个课题感兴趣就可以参加此课题的技术委员会,在这个委员会共同工作。
与ISO有联系的国际(国家的和非国家的)组织也可以参加工作。
ISO与国际电工委员会(IEC)在所有电工技术标准领域密切合作。
由技术委员会通过的国际标准草案在它被确认为国际标准的建议以前,首先呈送各成员体。
如表决的成员体75%赞成,那么草案按ISO的议事规则通过为ISO。
国际标准ISO 2768-1由ISO/TC 3“极限尺寸和配合”技术委员会编制。
本版ISO2768-1和ISO2768-2:1989一起代替ISO2768:1973。
ISO2768在主标题“一般公差”下包括如下部分:---第1部分:未注长度和角度公差。
---第2部分:未注形状和位置公差。
引言零件的形状元素有尺寸和几何形状。
由于尺寸偏差和几何特性偏差(形状、方向和位置)零件必须有公差。
若超过了公差,那么功能就要受损害。
公差在图纸上应是完整的,以便确保包括所有尺寸元素和几何形状元素的质量,也就是说不允许保留含糊或在评价车间和检验时听天由命。
在使用尺寸、形状和位置的一般公差的条件下,满足这个条件的任务就可简化。
1 目的ISO2768的这部分用来简化图纸并包含不用单独标注的长度和角度的一般公差,分四个级别。
说明1:长度和角度的一般公差草案在附录A中描述。
ISO2768的这部分可用于金属半成品通过切削或冲压变形形成的形状元素。
说明2:这套公差对非金属也可使用。
说明3:类似的铸件公差国际标准已经有或尚在编制,如ISO80621)。
ISO2768的这部分只适用于下列未单独标注公差的尺寸:a)长度尺寸(如外部尺寸、内部尺寸、台阶尺寸、直径、半径、距离、弯曲半径及倒角尺寸)b)一般不标注的角度尺寸,如若在 ISO2768第2部分未规定的直角(90o) 或等分的角。
铸件公差要求和ISO2768-1要求等(全)2009.05.22

ISO 2768-1线性尺寸和角度未注公差的相应等级要求:
直线度平面度
ISO2768-2 形状位置的未注公差的相应等级要求
圆度、垂直度、对称度、平行度
同轴度
大型砂铸件尺寸公差DIN 1686 – 1
锻件尺寸公差要求(Forged)DIN 1684 - 1
Længdemål/ Längenmaße / length und Dickenmaße/Wanddicken/ Hippen/thickness fur formgebunden 线性长度厚度公差
非规则形状平面度公差
焊接件公差要求ISO 13920
Vinkelmål/ Winkelmaß / angle 角度公差
GB∕T 15055—94 冲压件未注公差
表1 未注公差冲裁尺寸的极限偏差mm
表5 未注公差冲裁角度的极限偏差
表6 未注公差弯曲角度的极限偏差
表2 未注公差成形尺寸的极限偏差mm
表3 未注公差冲裁圆角半径的极限偏差 mm
表4 未注公差成形圆角半径的极限偏
差mm。
ISO2768-1未注公差标准中文版
ISO 2768-1一般公差—第1部分:无专门说明的线性和角度尺寸公差第1部分:无专门公差说明的线性和角度尺寸的公差1 范围本ISO 2768部分目的是简化图纸说明并对无专门说明的4个公差等级的线性和角度尺寸的一般公差进行技术说明。
备注1-对线性和角度尺寸规定公差的规定在附录A中进行说明。
本标准部分应用于金属切削加工成的产品或金属板材成型产品的尺寸。
备注2- 这些公差还可适用于不同于金属的其他材料。
3当具有相似的国际标准或计划采用类似的标准,举例来说,铸件见标准ISO 8062 1)。
本ISO 2768标准部分仅用于以下无专门公差说明的尺寸:a)线性尺寸(例如外部尺寸,内部尺寸,步长,直径,半径,距离,外部半径和斜高);b)角度尺寸包括通常不说明的角度尺寸,例如直角(90°),除非参考ISO 2768-2或采用正多边形的角度;c)机加工装配件的线性和角度尺寸。
本标准不适用以下尺寸:a)采用其他标准一般公差规定的线性和角度尺寸。
b)辅助尺寸包括括号内的。
c)理论上精确尺寸包括在矩形括号内的。
2 概述当选择公差等级时,应考虑各个车间习惯采用的精度。
如果要求更小的公差或对个别零件更经济的考虑允许较大的公差时,则这样的公差应在靠近对应的名义尺寸处进行说明。
当图纸或相关技术说明涉及的部件符合ISO 2768第4,5章节,则线性和角度尺寸应用一般公差。
如果在其他加工处理过程中采用一般公差,如在其他标准中有说明,则应将这些说明注在图纸和相关技术说明上。
对未加工完成和加工完成表面之间的尺寸,举例来说,对无直接指出个别公差的铸造或浇注件,其两个公差中较大的一个在应用时应进行讨论,对浇注件,见ISO 8082 1)。
3 参考标准以下标准包含参考的ISO 2768部分规定。
在出版时,说明版本是有效的。
所有标准可进行修订,并且根据ISO 2768部分取得一致的当事人鼓励采用以下标准最新的版本。
IEC和ISO 成员应保持对当前有效的国际标准的注册。
ISO-2768未注尺寸公差、未注形位公差及表面粗糙度

ISO-2768未注尺寸公差、未注形位公差及表面粗糙度一、未注尺寸公差按GB/T1804(1)线性尺寸的极限偏差数值(GB/T1804-2000)(mm)(2)倒圆半径和倒角高度尺寸的极限偏差(GB/T1804-2000)mm(3)角度尺寸的极限偏差数值(GB/T1804-2000)二、未注形位公差按GB/T1184(4)直线度和平面度未注公差值(GB/T1184-1996)(mm)(5)垂直度未注公差值(GB/T1184-1996)(mm)(6)对称度未注公差值(GB/T1184-1996)(mm)(7)圆跳动的未注公差值(GB/T1184-1996)(mm)三、选用原则(1)机械加工未注尺寸公差一般选用“m”级,未注形位公差一般选用“K”级。
(2)板金加工未注尺寸公差一般选用“c”级,未注形位公差一般选用“L”级。
四、表面粗糙度零件的表面都应该注明粗糙度的等级。
如果较多的表面具有相同的表面粗糙度等级,则要集中在图样右上角标注,并加“其余”字样。
粗糙度等级的选择,一般可以根据对各表面的工作要求和尺寸精度等级来决定,在满足工作要求的条件下,不得随意提高等级。
(1)取样长度和评定长度的选用值(GB/T1031-1995)Ra(μm)Rz(μm) 取样长度l(mm) 评定长度l n(mm)>0.003~0.02 >0.025~0.10 0.08 0.4>0.02~0.10 >0.1~0.50 0.25 1.25>0.1~2.0 >0.50~10.0 0.8 4.0>2.0~10.0 >10.0~50 2.5 12.5>10.0~80 >50~320 8.0 40.0(2)轮廓算术平均偏差Ra的数值(GB/T1031-1995)(μm)第1系列0.012, 0.025, 0.050, 0.10, 0.20, 0.40, 0.80, 1.60, 3.2, 6.3, 12.5, 25, 50, 100第2系列0.008, 0.010, 0.016, 0.020, 0.032, 0.040, 0.063, 0.080, 0.125, 0.160, 0.25, 0.32, 0.50, 0.63, 1.0, 1.25, 2.0, 2.5, 4.0, 5.0, 8.0, 10.0, 16.0, 20, 32, 40, 63, 80注:尽量选择第1系列(3)轮廓最大高度Rz的数值(GB/T1031-1995)(μm)第1系列0.025, 0.050, 0.100, 0.20, 0.40, 0.80, 1.60, 3.2, 6.3, 12.5, 25, 50, 100,200,400,800,1600,第2系列0.032, 0.040, 0.063, 0.080, 0.125, 0.160, 0.25, 0.32, 0.50, 0.63, 1.0, 1.25, 2.0, 2.5, 4.0, 5.0, 8.0, 10.0, 16.0, 20, 32, 40, 63, 80,125,160,250,320,500,630注:尽量选择第1系列。
一般公差及未注公差介绍

EDGES ISO 13715
ISO 13715 ISO 13715
倒角及边缘标注采用ISO 13715 标准 允许最大毛刺为0.05mm 的外部 边,毛刺方向确定 核(中)心区域未注公差采用 ISO 8062-3 DCTG 9级 核(中)心区域未注形位公差采 用ISO 8062-3 GCTG 5级 未加工区域公差采用ISO 8062-3 DCTG 10级 未加工区域形位公差采用ISO 8062-3 GCTG 5级 未注公差采用ISO 8062-3 DCTG 9级
ISO 8062:1994 ISO 8062-1-2007
BH Casting Drawing TH/CH Casting Drawing
ISO 8062-3-2007
TH/CH Casting Drawing
ISO 13715-2000
图纸未注形状边(倒角,毛 刺)标注
技术图样—未定义形状 边的术语和注法
5
一般公差及未注公差介绍
4.ISO 2768-2 通用公差表
6
一般公差及未注公差介绍
4.ISO 13715标注举例
7
一般公差及未注公差介绍
4.ISO 8062-3 DCTG公差表
备注:a.在等级DCTG 1-DCTG 15中对壁厚公差采用粗一级公差(见第7章)。 b.等级DCTG 16仅适用于一般公差规定为DCTG 15的壁厚。
涉及区域
图纸未注几何尺寸公差(线 性,倒角,角度) /
备注
通用公差.第1部分:未注 公差的线性和角度公差 通用公差.第2部分:未注 公差的零部件的几何公 差 已废止 产品几何量技术规范 (GPS).模制件尺寸和几 何公差.第1部分词汇 产品几何量技术规范 (GPS).模制件尺寸和几 何公差.第3部分铸件一 般尺寸、几何公差和机 械加工余量
ISO 2768-1常规公差—第1部分:无单独公差标示的线尺度、角度公差
国际标准 ISO2768-1初版1989-11-15常规公差——第一部分:无单独公差标示的线尺度、角度公差参考号ISO2768-1:1989(E)ISO 2768-1:1989(E)前言ISO(国际标准化组织)是世界范围内国家标准实体(ISO成员)的联合体。
通常由ISO技术委员会制定国际标准。
但是,只要对该组织建立的某个主题感兴趣,任何成员都可以在这方面充当委员会的代表。
所有与ISO关联的国际组织,政府以及非政府机构,都参加此项工作。
ISO在电工标准事务上,与国际电工委员会紧密一致。
由技术委员会起草的国际标准草稿,在ISO将其作为国际标准正式文件之前,需要分发给各成员实体进行核准。
标准的核准需要经过ISO的程序进行,即需要所有成员的75%赞成才可获得通过。
ISO2768-2由技术委员会ISO/TC 3(误差与配合)制定。
ISO2678-1初版与ISO2678-1:1989一起取代了ISO2768:1973。
题为常规公差的ISO2768包括以下部分:第一部分:无单独公差标示的线尺度、角度公差第二部分:无单独公差标示的部件几何公差ISO2768中附录A与B仅供参考。
简介所有部件部分的零部件都有自己的尺寸和几何形状。
如果尺寸或几何特性(形状,方向与位置)出现偏差,超出了该部分要求的最低值,则破坏了该部分的功能。
图纸上的公差规定应当完整,以确保控制零部件的尺寸与几何因素,也就是,不应该留给车间或检验部人员来判断。
使用尺寸与几何常规公差,减轻了满足该必要条件的任务。
国际标准 ISO2768-1:1989(E)常规公差——第一部分:无单独公差标示的线尺度、角度公差1 应用范围ISO 2768的这部分意在简化图纸标示,规范常规线尺度、角度公差,从而使图纸上所有零部件不再出现单独不同的公差。
此处分四类进行公差规定。
注1:对常规线尺度、角度公差规定的方案,将在附件A中阐述。
该部分主要适用于金属材料切除后生产的或由金属板加工的零部件。