SMT元件推力测试使用作业指导书
SMT焊点推力作业标准书
1.消除阻碍电感边缘的其它元器件 2.将推力计归零,用≤30度角(如图所示) 进行推力测试,记录脱焊的数值.
1.消除阻碍晶振边缘的其它元器件 2.将推力计归零,用≤30度角(如图所示) 进行推力测试,记录脱焊的数值.
1.消除阻碍IC边缘的其它元器件 2.将推力计归零,用≤30度角(如图所示) 进行推力测试,记录脱焊的数值.
第 2 页,共 2 页 脱焊推力≥2.0kgf 脱焊推力≥2.5kgf 脱焊推力≥2.0kgf 脱焊推力≥2.5kgf 脱焊推力≥3.0kgf 脱焊推力≥3.5kgf 脱焊推力≥4.0kgf 脱焊推力≥3.5kgf 脱焊推力≥4.0kgf 脱焊推力≥3.0kgf 脱焊推力≥3.0kgf 脱焊推力≥3.5kgf 脱焊推力≥3.5kgf 脱焊推力≥4.0kgf
1.消除阻碍IC边缘的其它元器件 2.将推力计归零,用≤30度角(如图所示) 进行推力测试,记录脱焊的数值.
1.消除阻碍IC边缘的其它元器件 2.将推力计归零,用≤30度角(如图所示) 进行推力测试,记录脱焊的数值.
1.消除阻碍IC边缘的其它元器件 2.将推力计归零,用≤30度角(如图所示) 进行推力测试,记录脱焊的数值.
1.消除阻碍三极管边缘的其它元器件 2.将推力计归零,用≤30度角(如图所示) 进行推力测试,记录脱焊的数值.
1.消除阻碍大功率三极管边缘的其它元器件 2.将推力计归零,用≤30度角(如图所示) 进行推力测试,记录脱焊的数值.
1.消除阻碍MOS管边缘的其它元器件 2.将推力计归零,用≤30度角(如图所示) 进行推力测试,记录脱焊的数值.
1.消除阻碍电阻(1210)边缘的其它元器件 2.将推力计归零,用≤31度角(如图所示) 进行推力测试,记录脱焊的数值.
SMT检验作业指导书

SMT检验作业指导书一、引言SMT(表面贴装技术)是现代电子制造中广泛应用的一种技术,它通过将电子元件直接贴装在印刷电路板(PCB)上,提高了生产效率和产品质量。
为了确保SMT生产过程中的质量控制,本指导书旨在提供详细的作业指导,以帮助操作人员正确进行SMT检验。
二、作业环境要求1. 温度控制:作业环境温度应控制在20℃±2℃范围内,以确保元件和设备的正常工作。
2. 静电防护:操作人员应穿戴防静电服,并确保工作区域的地面、工作台面等都具备良好的静电防护措施。
3. 照明条件:作业区域应提供充足的照明,以便操作人员能够清晰地观察和检验SMT元件。
三、SMT检验步骤1. 准备工作a. 确认所需检验的SMT元件种类和数量,并准备相应的检验工具和设备。
b. 检查检验工具和设备的完好性,如显微镜、测试仪器等。
c. 清洁工作区域,确保没有杂物和灰尘影响检验结果。
2. 外观检验a. 使用显微镜检查SMT元件的外观,包括外壳是否完整、引脚是否弯曲或损坏等。
b. 检查元件表面是否有划痕、氧化或污染等现象。
c. 检查焊盘是否存在锡球、焊接不良或其他缺陷。
3. 尺寸检验a. 使用尺寸测量工具,测量SMT元件的尺寸,如长度、宽度、高度等。
b. 检查测量结果是否符合设计要求,记录并保存测量数据。
4. 功能性检验a. 使用测试仪器对SMT元件进行功能性测试,如电阻、电容、电感等。
b. 检查测试结果是否符合规定的功能要求,记录并保存测试数据。
5. 焊接质量检验a. 使用显微镜检查焊接点的质量,包括焊接是否均匀、焊接是否完全等。
b. 检查焊接点是否存在焊接不良、焊接短路或其他焊接缺陷。
6. 包装检验a. 检查SMT元件的包装是否完好,如是否有破损、湿气或其他污染。
b. 检查包装标签是否准确并清晰可读,如批次号、生产日期等。
四、记录和报告1. 在每一次SMT检验过程中,操作人员应记录每个元件的检验结果和相关数据。
2. 检验结果应准确、清晰地记录,并保存在指定的文件夹或数据库中。
SMT作业指导书

一、操作 准备:
1.1、打开 电脑;
二、操作 内容:
2.1、选择 道宽度 2.3、测 试,并记 录不良内
SMT-5
工序人数
1
RoHS
SMT作业指导书
工序名称
AOI
安全注意事项及要求:
关键工位
文件编号 产品型号
是
0 通用 作业工时S
1.机器在测试过程中手不可以伸到机器内
根据报错信息,判断 焊点的焊接状态,不 良品用箭头纸标出送 修。重大不良第一时 间通知技术人员处理。 详细标准见《焊接工 艺标准》
按下右手边绿色的
内部公开 第7页,共11页
按下右手边绿色的
"TEST"按键,进行测 试
变更内容
NO
2.连续性的不良要及时通知技术人员改善
1
3.敲击键盘不可用力敲出声音
2
4.不可以私自更改机器任何参数
3
5.机器测试过程中有异常要立刻按下 紧急按钮并上报
紧急开
4
关
5
6
编制部门 版本号 节拍S
工程部 内部拟公制开 第7页0 ,共11页 0
A1
审核
批准
仪 器、设 备、工 具、物 料、辅 料
物料编码
物料名称
规格
用量
箭头纸
镊子
静电手环
双击桌面上ALD520应 用程序,点确定进入软 件画面
自动测试完成后,先 按电脑键盘“空格” 键,跳出报错画面, 然后按"Ctrl"或"Shift" 键分别往下或往上看 报错信息
在"文件"菜单下找到" 程序装载"路径点击进 入装载画面
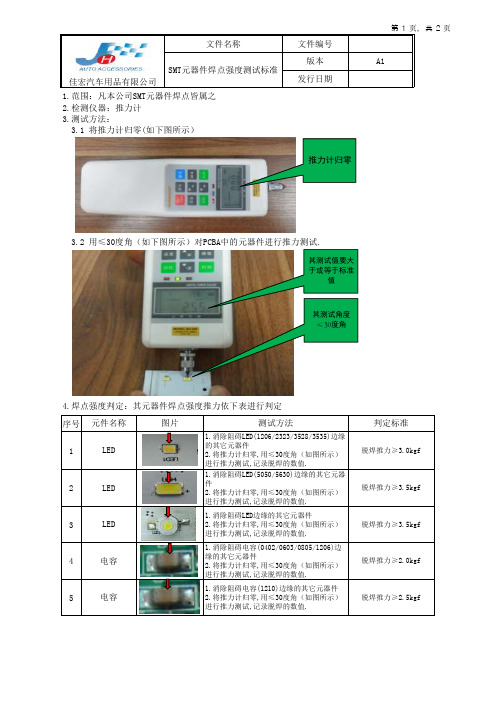
SMT元件推力测试使用作业指导书
3.测推力时,应按元件由大到小的顺序.,从元件的宽边去推,
4.每推完一个零件,一定要重新归零,再进行测试下一个,并作好记录。
5.测试完毕,注意把推力测试仪整理放好。
6.如有元件被推掉,应在PCB板相应位置用箭头纸粘上,
7. 推掉元件的PCB板放入待修理架中,交给修理员及时处理;
作业错误的后果:
1.推力测试达不到要求将造成后工序贴片焊接缺陷,影响后工序操作!
2.推掉元件时漏补、未及时维修和重复使用掉落元件将造成后工序贴片焊接不
良产品存在质量隐患
注意事项:
1.把推掉元件的PCB板放入待修理架中,交给修理员及时处理;
2.推掉的元件不能回收使用;
3.作业时需佩戴静电手环、手套;
4.对于连续产生不良缺陷时要及时调整设备;
佛山市北川电子科技有限公司
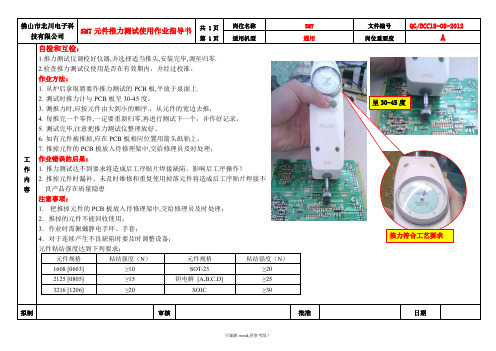
SMT元件推力测试使用作业指导书
共1页
第1页
岗位名称
SMT
文件编号
QG/BCC18-08-2012
适用机型
通用
岗位重要度
A
工
作
内
容
自检和互检:
1.推力测试仪调校好仪器,并选择适当推头,安装完毕,调至归零.
2.检查推力测试仪使用是否在有效期内,并经过校准。
作业方法:
1.从炉后拿取將要作推力测试的PCB板,平放于桌面上.
元件Байду номын сангаас结强度达到下列要求:
元件规格
粘结强度(N)
元件规格
粘结强度(N)
1608 [0603]
≥10
SOT-23
≥20
2125 [0805]
≥15
钽电解[A,B,C,D]
推拉力测试作业指导书+推力标准

NO 元件名称检测方式图片试验仪器测试方法推力标准(Kgf )1CHIP0402推力推力计1、消除阻碍0402元器件边缘的其它元器件;2、选用推力计,将仪器归零,≤30度角进行推力试验;3、检查元器件是否脱焊,记录元器件脱焊的数值;4、 ≥0.60Kgf判合格。
0.602CHIP0603推力推力计1、消除阻碍0603元器件边缘的其它元器件;2、选用推力计,将仪器归零,≤30度角进行推力试验;3、检查元器件是否脱焊,记录元器件脱焊的数值;4、≥1.00Kgf判合格。
1.003CHIP0805推力推力计1、消除阻碍0805元器件边缘的其它元器件;2、选用推力计,将仪器归零,≤30度角进行推力试验;3、检查元器件是否脱焊,记录元器件脱焊的数值;4、≥1.50Kgf判合格。
1.504CHIP1206推力推力计1、消除阻碍1206元器件边缘的其它元器件;2、选用推力计,将仪器归零,≤30度角进行推力试验;3、检查元器件是否脱焊,记录元器件脱焊的数值;4、≥2.50Kgf判合格。
2.505四脚 IC 推力推力计1、消除阻碍四脚IC边缘的其它元器件2、选用推力计,将仪器归零,≤30度角进行推力试验;3、检查元器件是否脱焊,记录元器件脱焊的数值;4、≥3.00Kgf判合格。
3.006五脚 IC 推力推力计1、消除阻碍5脚 IC元器件边缘的其它元器件;2、选用推力计,将仪器归零,≤30度角进行推力试验;3、检查元器件是否脱焊,记录元器件脱焊的数值;4、≥3.50Kgf判合格。
3.507六脚 IC 推力推力计1、消除阻碍6脚 IC元器件边缘的其它元器件;2、选用推力计,将仪器归零,≤30度角进行推力试验;3、检查元器件是否脱焊,记录元器件脱焊的数值;4、≥3.50Kgf判合格。
3.508八脚 IC 推力推力计1、消除阻碍八脚IC边缘的其它元器件;2、选用推力计,将仪器归零,≤30度角进行推力试验;3、检查元器件是否脱焊,记录元器件脱焊的数值;4、≥4.00Kgf判合格。
SMT推力测试作业指导书 10.28

名称 静电环 推力测试仪
型号/参数设置
序号 1 2
版本变更记录 变更依据 修改者
日期
深圳市鸿富源实业有限公司
页码:
第1页 共1 页
拟制 审核 批准
编号
WI-PR-028-V1.0
图示
顺序 1
物料编码
物料名推力作业指导书
注意手不可 碰触被测试
器件
客户代码
工序名称:
SMT推力测试
通用
产品型号/版本: WI-PR-028-V1.0
环保要求
文件版本:
V1.0
无铅
作业内容:
1、生产线转线生产首件后IPQC需做推力测试,使用推力计测试PCBA
上不同规格器件各5pcs.做推力测试之前需将推力计归零,使其指针
向“0”刻度;力度要求:0603 大于0.8KG/0805大于1.0KG/1206大
于1.5KG/二极管大于1.5KG/电晶体元件大于2.0KG/IC/大于3.0KG。
位置如图
2.使用推力计时要求推力计与被测试物料呈30度至45度斜角进行施
力,匀速达到力度达到规定标准要求即可 ;
3.测试良品与不良品需记录在相应的记录表上以备查验 ;
4.测试后不良品需单独放置经维修重新测试后方可下拉;
注意事项:
1、测量时不可迅速加力,以免损坏器件; 3、不同器件的推力测试标准无客户未指定可参考品质相关标准或IPC通用 性检验标准执行。
位号
用量/色标
工具 治具
SMT贴片元件推力测试操作指导书

e
名称
SMT贴片元件推力测试操作指导书
图号
/
编号
一、测试仪器:推力器
二、目的:检查贴片元件(红胶)过回流焊后承受的推力。
三、操作说明:
1、将推力器的测试端顶在贴片侧面的中点,边看推力器的读数,边用一定的力度推推力器。
2、各贴片元件的不脱落推力如下:0805≧0.8Kg,1206≧1.2Kg,三极管≧1.5Kg。
3、要求IPQC按抽检记录表要求进行抽检。
备注
更改标记
数量
更改单号签名日期编制源自罗冯荣04-12-25
审核
会签
批准
第1页
共1页
顺德科威电子厂有限公司
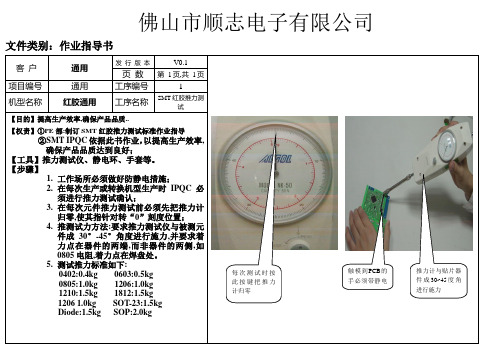
SMT红胶推力作业指导书
佛山市顺志电子有限公司文件类别:作业指导书
客户通用发行版本V0.1
页数第1页,共1页
项目编号通用工序编号 1
机型名称红胶通用工序名称SMT红胶推力测
试
【目的】提高生产效率,确保产品品质..
【权责】①PE部:制订SMT红胶推力测试标准作业指导
②SMT IPQC依据此书作业,以提高生产效率,
确保产品品质达到良好;
【工具】推力测试仪、静电环、手套等。
【步骤】
1.工作场所必须做好防静电措施;
2.在每次生产或转换机型生产时IPQC必
须进行推力测试确认;
3.在每次元件推力测试前必须先把推力计
归零,使其指针对转“0”刻度位置;
4.推测试力方法:要求推力测试仪与被测元
件成30°-45°角度进行施力,并要求着
力点在器件的两端,而非器件的两侧,如
0805电阻,着力点在焊盘处。
5.测试推力标准如下:
0402:0.4kg 0603:0.5kg 0805:1.0kg 1206:1.0kg 1210:1.5kg 1812:1.5kg 1206 1.0kg SOT-23:1.5kg Diode:1.5kg SOP:2.0kg 每次测试时按
此按键把推力
计归零
触模到PCB的
手必须带静电
手套或无线静
推力计与贴片器
件成30~45度角
进行施力。
【优质】smt作业指导书-推荐word版 (8页)

本文部分内容来自网络整理,本司不为其真实性负责,如有异议或侵权请及时联系,本司将立即删除!== 本文为word格式,下载后可方便编辑和修改! ==smt作业指导书篇一:SMT作业指导书实例SMT技术手册目錄 .................................................. 1 1. 目的 .................................................. 2 2. 範圍 .................................................. 2 3. SMT簡介 ............................................... 2 4. 常見問題原因與對策 .................................... 15 5. SMT外觀檢驗 ........................................... 21 6. 注意事項: ............................................. 23 7. 測驗題: (24)篇二:SMT作业指导书苏州耀新机电有限公司作业指导书作业指导书篇三:SMT工厂中作业指导书的改善SMT工厂中作业指导书的改善在SMT工厂的管理中,对于如何保证生产产品的质量并且维持生产线高效、有序的生产是非常重要的。
要做到这一点,除了性能优异的设备、辅助工具等相关硬件设施之外,还与工厂操作人员的操作技能,规范作业有很大的关系。
因此,这就需要工厂能够在相应工位上制定出符合工位要求的作业指导书,并且要求每个操作人员严格按照作业指导书上规定的内容进行作业,这对于新建的SMT工厂来讲是最重要的。
这是因为一份合理的作业指导书不但能够规范作业内容,而且减少或者避免人的因素对品质的影响,达到稳定产品品质的目的,可以说是工厂品质改善的基础。
SMT推力测试作业指导书

二、
操作1
2
3
44.14.24.3567文件编号XX-QPA-QA019制订日期2018/5/1文件版本A/01页 码第1页,共1页
一、操作流程四、相关图片准备待测试板将需待做推力测试的板准备好,每次测试数量:AYD 客户产品≤3片,其它客户产品≤1片(依客户要求测试);测试时机⑴首件;⑵制程中;⑶批次工单将结束时。
按下“归零按钮”键,使用指针指向“0”,图A ;推力测试将推力计尖头对准待测试之元件;
角度要求推力计尖头与元件成45度角,图D ;
1.推力计必须在有效范围内使用;
2.当出现异常时必须立即停线分析原因。
XX 电子科技有限公司
检查 1.每次测试完后,均必须检查各焊盘的状况,图E ;
2.检查标准:
⑴焊盘均被推掉;⑵焊盘未被推掉,但能看到焊盘上有锡;以上两要求必须符合其中之一,否则判NG 。
异常处理
当推力达不到标准,或测试后焊盘要求不达标时均必须立即上报给品质领班处理。
三、注意事项
SMT 推力测试作业指导书方向要求
推力计尖头对准元件长边方向,图C ;
推力标准 1.CHIP 件(C\R\D )标准:
0201≥0.50Kg ,0402≥0.80Kg ,0603≥1.20Kg ,0805≥1.50Kg ;2.IC/CON (连接器)标准:
小于8mm 元件标准≥1.50Kg ,大于8mm 小于25mm 元件标准≥2.50Kg ,大于25mm 元件标准≥3.50Kg 。
记录值将测试结果一一记录于【推力测试报告】内,图B ;
推力计归零。
SMT检验作业指导书
SMT检验作业指导书一、引言SMT(Surface Mount Technology)是一种表面贴装技术,广泛应用于电子产品制造中。
为了确保SMT贴装工艺的质量和可靠性,需要进行SMT检验。
本作业指导书旨在提供SMT检验的详细步骤和标准,以确保产品符合质量要求。
二、检验前准备1. 确定检验范围和目标:根据产品要求和质量标准,明确需要进行SMT检验的部件和参数。
2. 准备检验设备和工具:包括SMT检验仪器、显微镜、测量工具、静电防护设备等。
3. 确保工作环境符合要求:保持工作区域整洁、无尘、无静电干扰,并确保操作人员穿戴合适的防静电服装。
三、SMT检验步骤1. 外观检验:a. 检查SMT组件的外观是否完好无损,无明显变形、划痕或破损。
b. 检查焊盘和焊点的质量,包括焊盘的平整度、焊点的形状和焊接质量等。
c. 检查SMT组件的标识是否清晰可辨,包括元件型号、批次号、生产日期等。
d. 检查组件之间的间距、位置是否符合要求。
2. 尺寸测量:a. 使用测量工具(如卡尺、显微镜等)对SMT组件的尺寸进行测量,包括长度、宽度、高度等。
b. 检查测量结果是否符合产品规格要求,确保尺寸精度满足设计要求。
3. 电气性能测试:a. 使用SMT检验仪器对SMT组件的电气性能进行测试,包括电阻、电容、电感、导通等参数。
b. 检查测试结果是否符合产品规格要求,确保电气性能满足设计要求。
4. 焊接质量检验:a. 使用显微镜对焊点进行检查,包括焊接质量、焊盘覆盖面积、焊锡形状等。
b. 检查焊接质量是否符合IPC标准或相关规范要求,确保焊接质量良好。
5. 静电防护检验:a. 使用静电测试仪器对SMT组件和工作环境的静电防护性能进行测试。
b. 检查测试结果是否符合静电防护要求,确保SMT组件的静电防护措施有效。
6. 清洁度检验:a. 使用显微镜对SMT组件进行清洁度检查,包括是否存在杂质、污染等。
b. 检查清洁度是否符合产品要求,确保SMT组件的表面清洁度良好。
推力测试作业指导书
4.1.2确保PCBA板完全冷却后,用推拉力测试仪对PCBA板上的电阻、电容、三极管、集成块等进行推力测试;
4.1.3测试时对着元件的横向面呈0~15角度逐渐用力测试;
4.1.4读出推拉力测试仪上的指针数据,如能满足以下条件时为合格;
推力测试作业指导书
推力测试作业指导书
文件名称
推力测试作业指导书
制定部门
生产部
制定日期
2015-6-1
文件编号
版本版次
A1
页 次
1/1
一、目的:确保SMT红胶制程的推力能符合客户要求,防止运输或过波峰炉时掉件;
二、范围:全公司红胶制程适用;
三、权责:IPQC负责每小时测试1次并记录报表;
四、内容:
4.1推力测试方法:
制作
第一次修订:2015-6-1/A1
第二次修订:
第三次修订:
第四次修订:
第五次修订:
尺寸/长×宽mm
推力标准
尺寸
推力标准
0603型/×
以上
三极管/二极管以上0ຫໍສະໝຸດ 05型/×以上IC类
以上
1206型/×
以上
4.1.5把测试的位置与实测值记录在SMT推力测试记录日报表上;
4.1.6如发现推力不够时及时反馈给生产、工程部改善并对已生产之PCBA板返工处理;
修订记录: 日期/版本版次
核准
审查
SMT检验作业指导书

SMT检验作业指导书引言概述:SMT(表面贴装技术)是现代电子制造中广泛使用的一种技术,它通过将电子元件直接贴装在印刷电路板上,提高了生产效率和产品质量。
然而,SMT检验是确保产品质量的关键环节。
本文将介绍SMT检验的作业指导书,以帮助操作人员准确进行检验工作。
一、检验前准备1.1 确认检验标准:在进行SMT检验之前,操作人员应仔细阅读并熟悉所使用的检验标准。
这些标准包括IPC-A-610(电子组装可接受性标准)等,它们规定了电子元件的可接受程度和质量要求。
1.2 准备检验设备:操作人员需要准备适当的检验设备,如显微镜、X射线检测仪、红外热成像仪等。
这些设备能够帮助检测元件的焊接质量、引脚连接等问题。
1.3 准备检验记录表:为了记录检验结果并进行后续分析,操作人员应准备检验记录表。
这些记录表应包括产品信息、检验日期、检验项目、检验结果等。
二、外观检验2.1 检查元件的正确安装:操作人员应仔细检查元件的安装位置和方向是否正确。
他们应确保元件没有倾斜、错位或者翘起等问题。
2.2 检查焊接质量:操作人员需要检查焊接是否均匀、充分,焊点是否有裂纹或者气泡等问题。
他们还应检查焊盘是否有过度焊接或者不足焊接的情况。
2.3 检查引脚连接:操作人员应仔细检查引脚的连接情况。
他们应确保引脚与印刷电路板的焊盘之间有良好的接触,并且没有松动或者断裂的情况。
三、功能性检验3.1 进行电气测试:操作人员需要使用适当的测试设备对电子元件进行电气测试。
他们应检查元件的电压、电流等参数是否符合规定范围,并确保元件能够正常工作。
3.2 进行信号测试:操作人员应使用信号发生器等设备对电路板上的信号进行测试。
他们应确保信号传输正常,没有干扰或者失真的情况。
3.3 进行功能性测试:操作人员需要根据产品的功能要求进行相应的功能性测试。
他们应确保产品能够按照设计要求完成各项功能,并且没有故障或者异常情况。
四、记录和分析4.1 记录检验结果:操作人员应准确记录每项检验的结果,包括通过和不通过的情况。
推力测试作业指导书

1.目的规范电动推拉力测试的操作步骤,有效的维护设备的使用寿命。
2.适用范围适用于精密电子部所有需做推拉力测试的产品。
3.权责IPQC 负责测试并记录。
4.电动推拉力机结构示意图:5.电动推力机的使用步骤5.1将PCB 板正面向前靠紧PCB 定位柱5.2 向右扭动PCB 固定座的锁紧旋钮将PCB 固定 5.3按推力计复位键使推力计表盘指针归零※ 修订履历 ※ 变更日期 变更版本变 更 内 容推拉力显示表推力计推力计复位健手动自动切换按键自动指示灯点动控制键电源开关调速器重复次数设定与显示 PCB 固定座推力测试头5.4打开电动推拉力计电源,将调速器调到较慢的状态,按动“手动自动切换按键”切换到点动状态(自动指示灯灭即为点动)5.5按住下降键:此时推力计开始均速下降,当推力测试头距离PCB 板3~5mm 时松开下降键观察测试头的凹槽是否与PCB 板边对齐,若没有对齐需左右扭动测试头进行调整。
确认对齐后再按住下降键,当推力计显示表指针达到所要求的推力时松开下降键;5.6读取推力计表盘上的值,表盘上的值也就是推力测试结果; 5.7按住点动操作的上升键使推力测试头与PCB 板分离; 5.8向左扭动PCB 固定座的锁紧旋钮将PCB 取下;5.1测透镜时将PCB 板正面(贴片面)向前(箭头方向)靠紧定位柱5.2.向右扭动(箭头方向)此旋钮将PCB 固定5.3按推力计复位键5.3推力计表盘指针归零,若按复位键后表针不在零位可转动表盘使之归零5.4自动指示灯灭 5.4按动“手动自动切换按键”切换到点动状态5.5按住下降键5.5推力测试头(可左右扭动)5.5推力头凹槽 5.5 PCB 板边6.推力标准6.1连接器推拉力6KG 以上,LED 推拉力6KG 以上,透镜推拉力9KG 以上; 6.2若客户有指定要求以客户要求为标准;5.6读取推力计表盘上的值5.7按住点动操作的上升键5.8向左扭动(箭头方向)PCB 固定座的锁紧旋钮。
SMT制程检验作业指导书

殊要求处理。
1.上料记录确认:比如料号/规格/位置/上料时间等。
2.对料记录确认:对料后签名。
3.巡检抽查记录:每2H用LCR测量一次各线换料的CHIP。
维修区 返工品
其它
1.首件检验仪器为LCR检测仪,要求其在有效使用期内。
2.首件作业频次及记录:每次换线时或交接班时,对照《BOM》及《零件位
置图》用LCR检测逐一测试板上的电阻/电容/电感,同时核对其它组件的规
格型号,并将检测结果记录于【SMT首件检查记录表】内。
3.依照客户提供的《零件位置图》核对极性组件的极性。
10
4.首件作业标准:参照《SMT首件检验作业指书》作业。
物料及辅料检查
1.炉温测试频次及标准:由工程人员每12H测试1次,并将测试结果打印后
挂于回焊炉上,由当班工程师测试结果上确认签名。
2.推拉力标准:0201≥0.5kg/F,0402≥0.8kg/F,IC≥3.5 kg/F。
4.防潮组件的储存条件:依《湿敏元件管理办法》中的规定储存。
5.锡膏储存条件:温度要求2~10℃,湿度要求30-60%RH,每天记录一次
。
8
6.发料原则:通常依先进先出原则发料。
7.静电防护:晶体类组件需做静电防护。
1.锡膏厂商控制:要求为客户指定的锡膏或经客户同意的锡膏。
2.锡膏回温控制:要求回温控制在4-8H内。
⑴ 诸上巡检中出现问题应立即填写【品质异常处理报告】,交由责任单位 填写; ⑵ 对于稽核首件确认不符《BOM》要求时,应按照6.1要求处理,同时对不 良品予以标识并跟踪,防止进入下一工序。
3.锡膏搅拌时间:5分钟。
4.回收锡膏管控:只能回收一次,第二次回温使用的未使用完时做报废处理
SMT检验作业指导书

SMT检验作业指导书引言概述:SMT(表面贴装技术)是一种常见的电子元器件焊接技术,广泛应用于电子制造业中。
为了确保SMT检验的准确性和高效性,制定一份详细的SMT检验作业指导书是非常必要的。
本文将从五个大点出发,详细阐述SMT检验作业指导书的内容和要点。
正文内容:1. SMT检验作业指导书的编写1.1 确定检验目标和标准:SMT检验作业指导书应明确规定检验的目标和标准,包括焊接质量、元器件位置和极性等方面的要求。
1.2 制定检验流程:根据SMT生产线的实际情况,制定一套合理的检验流程,包括检验的时间节点、检验的顺序和检验的方法等。
1.3 确定检验设备和工具:根据检验要求,确定所需的检验设备和工具,如显微镜、测量仪器、测试设备等。
1.4 制定检验文件和记录表:编写相应的检验文件和记录表,用于记录检验过程中的数据和结果,以便后续分析和改进。
2. SMT检验作业指导书的内容2.1 元器件的外观检查:包括检查元器件的外观是否完好、是否存在损坏、是否与规格书要求相符等。
2.2 焊接质量的检查:对焊接点进行检查,包括焊接是否完整、焊盘是否有焊接不良等。
2.3 元器件位置和极性的检查:检查元器件的位置是否准确、极性是否正确,以确保元器件的正确安装和连接。
2.4 焊接温度和时间的检查:检查焊接温度和时间是否符合要求,以确保焊接质量和稳定性。
2.5 其他特殊要求的检查:根据实际情况,对特殊元器件或特殊要求进行检查,如防静电措施、焊接剂的使用等。
3. SMT检验作业指导书的总结3.1 检验结果的统计和分析:对检验结果进行统计和分析,了解不良率和问题的分布情况,为后续的改进提供依据。
3.2 检验过程的改进和优化:根据检验结果和分析,对检验流程、设备和工具进行改进和优化,提高检验的准确性和效率。
3.3 培训和知识分享:根据检验的经验和教训,进行培训和知识分享,提高操作人员的技能水平和对SMT检验的理解。
总结:SMT检验作业指导书是确保SMT检验准确性和高效性的重要工具。
SMT检验作业指导书
SMT检验作业指导书标题:SMT检验作业指导书引言概述:SMT(Surface Mount Technology)是一种表面贴装技术,广泛应用于电子制造业中。
在SMT生产过程中,检验是非常重要的环节,可以确保产品质量和性能。
本文将为您介绍SMT检验作业指导书,帮助您了解如何进行有效的SMT检验。
一、检验前准备1.1 确认检验标准:在进行SMT检验之前,首先要确认所使用的检验标准,包括外观检验标准、功能检验标准等。
1.2 准备检验设备:准备好必要的检验设备,如显微镜、检验仪器等,确保能够进行准确的检验。
1.3 准备检验人员:确保检验人员接受过专业培训,了解检验标准和操作流程。
二、外观检验2.1 检查元件外观:仔细检查SMT元件的外观,包括焊点是否完整、元件是否倾斜、是否有异物等。
2.2 检查元件位置:检查元件的位置是否准确,是否存在偏移或漏焊现象。
2.3 检查元件封装:检查元件封装是否完整,是否有破损或变形现象。
三、功能检验3.1 连通性测试:使用测试仪器进行连通性测试,确保电路板上的元件之间能够正常通电。
3.2 功能测试:进行功能测试,检验电路板的功能是否正常,如是否能够正常工作、输出正确的信号等。
3.3 温度测试:进行温度测试,检验电路板在不同温度下的性能表现,确保产品在各种环境下都能正常工作。
四、记录与分析4.1 记录检验结果:及时记录检验结果,包括外观检验和功能检验的结果,以备日后查阅。
4.2 分析异常情况:对于出现的异常情况,及时进行分析,找出问题原因并采取相应措施进行处理。
4.3 改进措施:根据检验结果和分析,提出改进措施,以避免类似问题再次发生。
五、质量控制5.1 定期培训:定期对检验人员进行培训,使其了解最新的检验标准和技术,提高检验水平。
5.2 定期审核:定期对检验流程进行审核,确保检验流程符合标准,并及时更新和改进。
5.3 持续改进:持续改进检验流程,不断提高检验效率和准确性,确保产品质量和性能。
SMT检验作业指导书
SMT检验作业指导书一、引言SMT(表面贴装技术)是一种常见的电子元器件组装技术,广泛应用于电子产品创造中。
为了确保SMT组装的质量和可靠性,需要进行严格的检验工作。
本作业指导书旨在提供详细的SMT检验流程和标准,以确保产品质量的一致性和稳定性。
二、检验流程1. 准备工作在进行SMT检验之前,需要准备以下工作:- 检验设备:包括显微镜、光学投影仪、高精度测量仪器等。
- 检验环境:确保检验环境干净、无尘、无异味,并保持适宜的温湿度。
- 检验样品:选择具有代表性的样品进行检验,确保样品符合产品要求。
- 检验标准:制定详细的检验标准,包括尺寸、外观、电性能等方面的要求。
2. 外观检验外观检验是SMT检验的重要环节,主要包括以下内容:- 焊接质量:检查焊点是否完整、无焊接不良现象(如焊接虚焊、焊接不良等)。
- 引脚位置:检查元器件引脚是否正确对位、无偏移或者错位现象。
- 表面污染:检查元器件表面是否有污染、划痕或者其他损伤。
3. 尺寸检验尺寸检验是SMT检验的关键环节,主要包括以下内容:- 元器件尺寸:使用高精度测量仪器测量元器件的尺寸,确保其符合产品要求。
- 焊盘尺寸:测量焊盘的直径、间距等尺寸,确保焊盘的质量和焊接可靠性。
- 贴装位置:测量元器件的贴装位置是否准确,检查是否有偏移或者错位现象。
4. 电性能检验电性能检验是SMT检验的最终环节,主要包括以下内容:- 电阻测量:使用电阻测量仪器测量电阻元件的电阻值,确保其符合产品要求。
- 电容测量:使用电容测量仪器测量电容元件的电容值,确保其符合产品要求。
- 导通测试:使用导通测试仪器检测电路板上的导通情况,确保电路连接正常。
三、数据记录与报告在进行SMT检验过程中,需要准确记录检验数据,并生成相应的检验报告。
数据记录和报告应包括以下内容:- 检验日期和时间。
- 检验人员的姓名和工号。
- 检验设备的型号和编号。
- 检验样品的批次和序号。
- 检验结果的详细描述,包括合格和不合格项。
推力计作业指导书
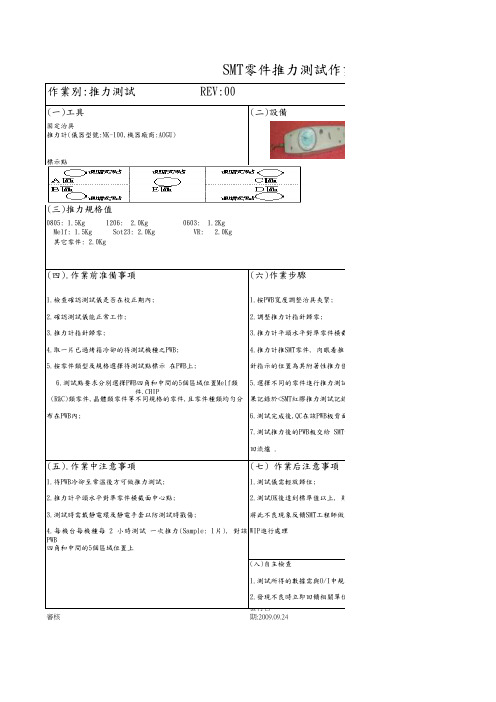
審核發行日期:2009.09.24 制表:ID CODE:V-28-030-0001-01-A 推力計(儀器型號:NK-100,機器廠商:AOGU)標示點 SMT零件推力測試作業指導書作業別:推力測試 REV:00(一)工具固定治具(二)設備4.取一片已過烤箱冷卻的待測試機種之PWB;5.按零件類型及規格選擇待測試點標示 在PWB上;(四).作業前准備事項1.檢查確認測試儀是否在校正期內;2.確認測試儀能正常工作;3.推力計指針歸零;2.調整推力計指針歸零;3.推力計平頭水平對準零件橫截面中心點;7.測試推力後的PWB板交給 SMT修護人員加膠補件, 然後重新過回流爐 .5.選擇不同的零件進行推力測試每次至少5個零件,并將推力結果記錄於<SMT紅膠推力測試記錄表>;布在PWB內;將此不良現象反饋SMT工程師做原因分析及改善,并對庫存品WIP進行處理4.推力計推SMT零件, 肉眼看推力器指針零件被推離PWB板時指針指示的位置為其附著性推力值;(五).作業中注意事項(七) 作業后注意事項6.測試點要求分別選擇PWB四角和中間的5個區域位置Melf類件,CHIP(R&C)類零件,晶體類零件等不同規格的零件,且零件種類均勻分 6.測試完成後,QC在該PWB板背面余邊位置蓋QC章;2.發現不良時立即回饋相關單位處理;(入)自主檢查1.測試所得的數據需與O/I中規格值做比較,並做記錄;(六)作業步驟1.按PWB寬度調整治具夾緊;1.待PWB冷卻至常溫後方可做推力測試;(三)推力規格值0805: 1.5Kg 1206: 2.0Kg 0603: 1.2KgMelf: 1.5Kg Sot23: 2.0Kg VR: 2.0Kg其它零件: 2.0Kg1.測試儀需輕放歸位;2.測試OK後達到標準值以上, 則判定允收 ;若達不到標準值則四角和中間的5個區域位置上2.推力計平頭水平對準零件橫截面中心點;3.測試時需戴靜電環及靜電手套以防測試時戳傷;4.每機台每機種每2小時測試一次推力(Sample:1片),對該PWB。
SMT推力测试标准

SMT推力测试标准
一、作业流程:
1、推力测试前先拿出推力测试仪器,并选择适当推头,安装完毕,垂直向下按下调零按钮,指针归零;如指针不能归零时微调刻度盘归零。
2、从炉后拿取將要作推力测试的机板,平放于桌面上;放置5-10分钟;
3、右手拿好推力测试仪, 测试时推力计与PCB约呈30o~45o,从元件的宽边去推。
测推力時,应按元件由大到小的顺序;按各种零件推力标准(参
照下表)进行推力测试,每推完一个零件,一定要重新归零,再进行测试下一个;当测试达不到要求时,应立即通知相人员关及时解決。
推力测试标准:
元件标准(≥)/千克力kgf/牛N
CHIP
0603 1.2kgf/12N
0805 1.5kgf/15N
1206 2.0kgf/20N 二极管2.0kgf/20N 三极管2.5kgf/25N IC
4.0kgf/40N
二、作业后注意事项:
1、测试完毕,注意把推力测试仪整理放好,不能乱扔。
2、如有元件被推掉,应用坏机纸沾上元件并帖在PCB板相应位置,小心不要掉元件。
3、把推掉元件的PCB板放入待修理框中,交给修理员及时处理。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
佛山市北川电子科 技有限公司
SMT 元件推力测试使用作业指导书
共 1页 第 1页
岗位名称 适用机型
SMT 通用
文件编号 岗位重要度
QG/BCC18-08-2012
A
自检和互检:
1.推力测试仪调校好仪器,并选择适当推头,安装完毕,调至归零. 2.检查推力测试仪使用是否在有效期内,并经过校准。 作业方法: 1. 从炉后拿取將要作推力测试的 PCB 板,平放于桌面上. 2. 测试时推力计与 PCB 板呈 30-45 度, 3. 测推力时,应按元件由大到小的顺序.,从元件的宽边去推, 4. 每推完一个零件,一定要重新归零,再进行测试下一个,并作好记录。 5. 测试完毕,注意把推力测试仪整理放好。 6. 如有元件被推掉,应在 PCB 板相应位置用箭头纸粘上, 7. 推掉元件的 PCB 板放入待修理架中,交给修理员及时处理;
元件规格 1608 [0603] 2125 [0805] 3216 [1206] 粘结强度(N) ≥10 ≥15 ≥20 元件规格 SOT-23 钽电解 [A,B,C,D] SOIC 粘结强度(N) ≥20 ≥25 ≥30
推力符合工艺要求
拟制
审核
批准
日期