伺服电动机直接驱动定量泵液压系统在精密注塑中的应用及其控制策略
注塑机电液伺服系统介绍

注塑机电液伺服系统介绍首先,注塑机电液伺服系统的核心部件是电液伺服阀。
电液伺服阀是一种能够精确控制液压流量和压力的装置,可以根据注塑机的工作需求精确调整液压系统的工作参数。
通过控制电液伺服阀的开启和关闭,可以实现注塑机对模具的开合和产品的注射。
其次,注塑机电液伺服系统采用了闭环控制的方式。
在注塑过程中,系统会实时监测注塑过程中的温度、压力、位移等参数,并通过反馈信号将这些参数传递给控制器。
控制器会根据这些反馈信号对电液伺服阀进行控制,从而精确地调整液压系统的工作参数,实现注塑过程中的自动化控制。
注塑机电液伺服系统具有较高的控制精度和灵活性。
传统的注塑机通常采用油压比例控制系统,但由于液压流量和压力难以精确调节,不能满足高精度注塑的需求。
而电液伺服系统采用了电液伺服阀控制液压流量和压力,具有更高的控制精度,能够满足复杂模具和高精度产品的注塑需求。
另外,注塑机电液伺服系统还具有快速响应和能耗低的优点。
电液伺服阀的响应速度快,可以在极短的时间内对液压系统的工作参数进行调整,实现更快的注塑速度和更精确的注塑过程控制。
另外,电液伺服系统采用了先进的能量回收技术,在注塑过程中能够将部分能量回收利用,减少能源消耗。
此外,注塑机电液伺服系统还具有自诊断和故障检测功能。
系统可以实时监控注塑过程中的各种参数,并且能够通过自主诊断和故障检测功能判断液压系统是否出现故障,并提供相应的报警和保护措施,保证操作人员的安全和设备的正常运行。
总之,注塑机电液伺服系统是一个高度自动化、精确控制的系统,通过电液伺服阀控制液压流量和压力,实现对注塑机的精确控制。
该系统具有控制精度高、灵活性强、响应速度快、能耗低、自诊断和故障检测等优点,能够满足高精度注塑的需求,提高注塑过程的效率和质量。
基于液压泵伺服驱动的注塑机节能技术研究

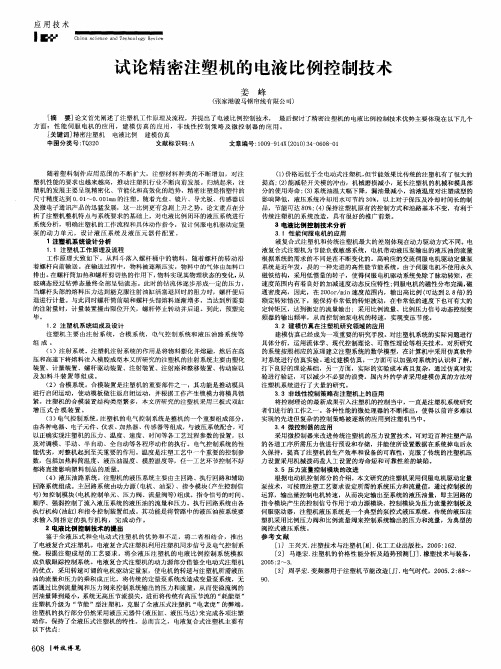
合模一 注射 一保压一 熔胶 ( 冷却 ) 开模—顶 出一顶退 一 下 一 周 期
图 1 注 塑 成 型 周 期 动 作 流 程 图
吨 以上 的大 型 注 塑机 .基 于 负 载 敏 感 型 比例 变 量 泵 系 统 的 注 塑 机 由 于 系统 输 出 的 压 力 流 量 与 负 载 驱 动 控 制 的 要 求 趋
注 塑 是 一 种 注 射 兼 模 塑 的 成 型 方 法 。其 过 程 是 将 塑 料 的 粒 料 或 粉 料 置 人 注 塑 机 料 筒 内 ,经 过 输 送 、 压 缩 、剪
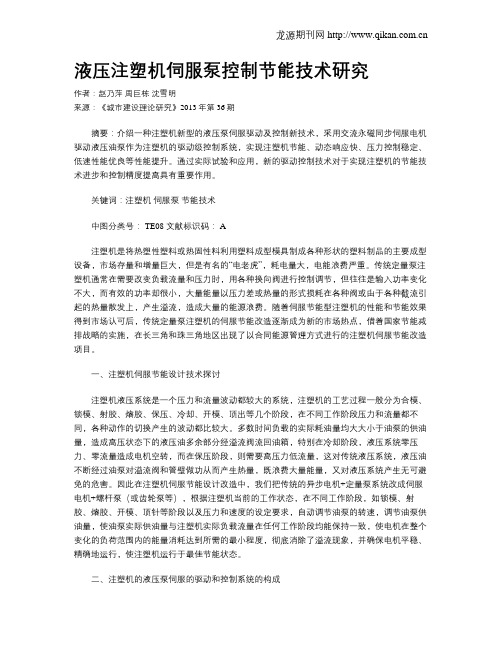
罔 2 注 塑 机 液 压 泵 伺 服 驱 动 系 统 原 理 图
切 、拉 伸 、混合 、加 热 等 作 用 。使 物料 熔 融 和 均 化 ,然 后
注 塑 机 液 压 泵 伺 服 驱 动 系 统 原 理 图 如 图 2所 示 。注 塑 机 液 压 泵 伺 服 驱 动 和控 制 系 统 主 要 由交 流 永 磁 同步 伺 服 电
近 几 年 , 随 着 市 场 对 注 塑 机 节 能 技 术 的 要 求 日益 提
升 .注 塑 机 行 业 研 究 开 发 和 应 用 节 能 技 术 的领 域 进 一 步 拓 展 ,液 压 泵 伺 服 驱 动 和 控 制 技 术 、料 筒 电 磁 感 应 加 热 技 术 、拉 伸 流 变 塑 化 和 输 送 技 术 是 这 些 新 的 节 能 技 术 的 主 要 方 向 .其 中新 型 的液 压 泵 伺 服 驱 动 和 控 制 系 统 的 技 术 研 究 和 应 用 尤 为 广 泛 ,通 过 大 量 的 研 究 试 验 和 应 用 效 果 的 检
图 1所 示 。
绕 液 压 驱 动 和 控 制 技 术 的主 题 展 开 。从 2 O世 纪 9 0年 代 末 期 开 始 .国 产 注 塑 机 液 压 系 统 从 传 统 的 定 量 泵 及 流 量 压 力
伺服系统在注塑机中的应用

伺服系统在注塑机中的应用注塑机作为一种重要的塑料机械设备,广泛应用于化工、汽车、电子等产业领域。
伺服系统作为一种高精度、高效、低噪音、节能环保的控制系统,在注塑机中得到了广泛应用。
本文将主要探讨伺服系统在注塑机中的应用技术及优势。
一、伺服系统在注塑机中的应用技术伺服系统由伺服驱动器和伺服电机组成,其中伺服电机是一种高度精确的同步电机,具有高性能运动控制能力。
伺服系统具有精密位置、速度、加速度控制能力,能够提供高速、高精度的动力输出。
在注塑模具的开合、注射、压力控制、注塑周期控制等方面,伺服系统起到了至关重要的作用。
1.开合模控制注塑机的开合模控制通常采用伺服电机作为动力源,通过PLC编程实现闭环控制,实现高精度、高稳定性的开合模运动控制。
伺服电机具备快速反馈的能力,能够及时对开合模运动进行控制调节,保证模具运动的精度和稳定性。
2.注射控制注塑机的注射控制是最复杂的控制之一,包括塑料熔融、塑料进料、塑料压缩和塑料注射四个阶段,要求精细控制。
传统注塑机采用伺服电机控制注射进料,电液伺服系统控制塑料的压缩剂注入。
在新型注塑机中,采用了电机直接驱动注射,利用高精度编码器实现精准控制塑料的进料和注射量。
这种控制方式可以提高注塑品质的一致性和稳定性。
3.压力控制注塑过程中的压力控制是保证注塑质量稳定的关键之一,也是注塑机伺服控制的重要应用之一。
传统注塑机的压力控制通常采用“定值控制”或“PID算法控制”,这种控制方式控制效果难以调节,且受到了机械零件间磨损等方面的干扰,注塑精度和质量无法提高。
伺服控制系统采用高精度的传感器,实现闭环控制,精度更高,能够及时反馈注塑压力变化,从而实现稳定的注射行驶和注塑压力控制。
4.注塑周期控制注塑周期控制包括注塑时间、压缩和恢复时间的控制,是注塑品质稳定的重要保障。
传统注塑机通常采用固定周期模式,这种模式无法适应各种注塑产品的需求。
伺服控制系统采用可编程控制器(PLC)实现动态注塑周期,使注射和保压时间动态地调整和优化。
试论精密注塑机的电液比例控制技术
I ■
பைடு நூலகம்
试 论精 密注塑机 的 电液 比例 控制技 术
姜 峰
( 张家港 骏 马钢帘 线有 限公 司) [ 摘 要 ] 论文 首先 阐述 了注 塑机 工作 原 理及流 程 ,并提 出 了电液 比例 控制 技术 , 最后 探讨 了精 密注 塑机 的 电液 比例 控制技 术 优势主 要 体现在 以下 几个 方 面 : 性 能伺 服 电机 的应 用 ,建 模 仿 真 的 应 用 , 非线 性 控 制 策 略 及 微控 制 器 的应 用 。 [ 键词 ] 关 精密 注塑机 电液比例 建模 仿真 中图分 类号 :Q 2 T3 0 文献 标识码 : A 文章 编号 :0 9 94 (00 3 68 O 10 1X 2 1)4 00 一 1
及加料斗装置等组成。 ( )合 模 系统 。合 模装 置 是注塑 机 的重要 部件之 一 ,其 功 能是推 动模具 2 进 行启 闭运动 ,使 动模 板做往 返 启闭运 动 ,并根据 工作 产生 锁模 力将模 具锁
3电液 倒 控 制技 术分 析 3 1 性 能伺服 电机 的应 用 . 液 复合 式注 塑机 和传统 注 塑机最大 的差 别体 现在 动力 驱动方 式不 同。电 液复合 式注 塑机 为节 能负载 敏 感系统 , 电机带动 液压 泵输 出的液 压油 的流量 根据 系统 的需求 的不 同是在 不 断变化 的 。高响应 的交流 伺服 电机驱 动 定量泵 系统是 近 年发 ,畏 的一种先 进 的高性 能节 能系统 。由于伺服 电机 不使用 永久 磁铁 结构 ,采用 低惯 量的转 子 ,使得 伺服 电机 驱动 系统免 除 了脉 动转 矩,在 速 度范 围 内有着 良好 的加减 速度 动态 反应特 性 : 伺服 电机 的磁 性分布 完满 , 磁 通 密度 高 ,因此 ,在 20 r mn速度 范 围内 ,输 出高 比例 ( 0 o/ i 可达 到 2 8 的 . 倍) 额定转 矩情 况下 ,能 保持 非常低 的转 矩波 动 ,在 非常低 的速 度下 也可有 大的 定转矩 区 ,达 到衡 定 的流量输 出:采 用 比例流量 、 比例 压力 信号动 态控 制变 频 器 的输 出频率 ,从 而控制 油 泵 电机 的转速 ,实现 变压 节 能。 3 2 建模 仿真 在注塑 机研 究领 域 的应用 建模 仿 真 已经 成 为一项 重要 的研究 手段 。对注 塑机 系统 的实 际问题进 行 具体分 析 ,运用流 体 学、现 代控 制理 论、 可靠性 理论等 相关 技术 ,对所研 究 的系统 按照 相应 的原理 建立 注塑 系统 的数 学模型 ,在计 算机 中采用 仿真 软件 对 系统 进行 仿真 实验 。 通过 建模 仿真 , 一方 面可 以加 强对 系统 的认识和 了解 , 打 下良好 的理论基 础 ,另一 方面 ,实 际的 实验成 本高且 复杂 ,通过 仿真对 实 验 进行验 证 ,可 以减少 不必 要 的浪费 。国 内外 的学 者采用 建模 仿真 的方法对 注 塑机 系统 进行 了大量 的研 究 。
液压注塑机伺服泵控制节能技术研究
液压注塑机伺服泵控制节能技术研究作者:赵乃萍周巨栋沈雪明来源:《城市建设理论研究》2013年第36期摘要:介绍一种注塑机新型的液压泵伺服驱动及控制新技术,采用交流永磁同步伺服电机驱动液压油泵作为注塑机的驱动级控制系统,实现注塑机节能、动态响应快、压力控制稳定、低速性能优良等性能提升。
通过实际试验和应用,新的驱动控制技术对于实现注塑机的节能技术进步和控制精度提高具有重要作用。
关键词:注塑机伺服泵节能技术中图分类号: TE08 文献标识码: A注塑机是将热塑性塑料或热固性料利用塑料成型模具制成各种形状的塑料制品的主要成型设备,市场存量和增量巨大,但是有名的“电老虎”,耗电量大,电能浪费严重。
传统定量泵注塑机通常在需要改变负载流量和压力时,用各种换向阀进行控制调节,但往往是输入功率变化不大,而有效的功率却很小,大量能量以压力差或热量的形式损耗在各种阀或由于各种截流引起的热量散发上,产生溢流,造成大量的能源浪费。
随着伺服节能型注塑机的性能和节能效果得到市场认可后,传统定量泵注塑机的伺服节能改造逐渐成为新的市场热点,借着国家节能减排战略的实施,在长三角和珠三角地区出现了以合同能源管理方式进行的注塑机伺服节能改造项目。
一、注塑机伺服节能设计技术探讨注塑机液压系统是一个压力和流量波动都较大的系统,注塑机的工艺过程一般分为合模、锁模、射胶、熔胶、保压、冷却、开模、顶出等几个阶段,在不同工作阶段压力和流量都不同,各种动作的切换产生的波动都比较大。
多数时间负载的实际耗油量均大大小于油泵的供油量,造成高压状态下的液压油多余部分经溢流阀流回油箱,特别在冷却阶段,液压系统零压力、零流量造成电机空转,而在保压阶段,则需要高压力低流量,这对传统液压系统,液压油不断经过油泵对溢流阀和管壁做功从而产生热量,既浪费大量能量,又对液压系统产生无可避免的危害。
因此在注塑机伺服节能设计改造中,我们把传统的异步电机+定量泵系统改成伺服电机+螺杆泵(或齿轮泵等),根据注塑机当前的工作状态,在不同工作阶段,如锁模、射胶、熔胶、开模、顶针等阶段以及压力和速度的设定要求,自动调节油泵的转速,调节油泵供油量,使油泵实际供油量与注塑机实际负载流量在任何工作阶段均能保持一致,使电机在整个变化的负荷范围内的能量消耗达到所需的最小程度,彻底消除了溢流现象,并确保电机平稳、精确地运行,使注塑机运行于最佳节能状态。
浅谈关于液压伺服系统的研究的论文

浅谈关于液压伺服系统的研究的论文本文从网络收集而来,上传到平台为了帮到更多的人,如果您需要使用本文档,请点击下载按钮下载本文档(有偿下载),另外祝您生活愉快,工作顺利,万事如意!论文关键词数控液压伺服系统数控改造论文摘要随着液压伺服控制技术的飞速发展,液压伺服系统的应用越来越广泛,随之液压伺服控制也出现了一些新的特点,基于此对于液压伺服系统的工作原理进行研究,并进一步探讨液压传动的优点和缺点和改造方向,以期能够对于相关工作人员提供参考。
一、引言液压控制技术是以流体力学、液压传动和液力传动为基础,应用现代控制理论、模糊控制理论,将计算机技术、集成传感器技术应用到液压技术和电子技术中,为实现机械工程自动化或生产现代化而发展起来的一门技术,它广泛的应用于国民经济的各行各业,在农业、化工、轻纺、交通运输、机械制造中都有广泛的应用,尤其在高、新、尖装备中更为突出。
随着机电一体化的进程不断加快,技术装各的工作精度、响应速度和自动化程度的要求不断提高,对液压控制技术的要求也越来越高,文章基于此,首先分析了液压伺服控制系统的工作特点,并进一步探讨了液压传动的优点和缺点和改造方向。
二、液压伺服控制系统原理目前以高压液体作为驱动源的伺服系统在各行各业应用十分的广泛,液压伺服控制具有以下优点:易于实现直线运动的速度位移及力控制,驱动力、力矩和功率大,尺寸小重量轻,加速性能好,响应速度快,控制精度高,稳定性容易保证等。
液压伺服控制系统的工作特点:(1)在系统的输出和输入之间存在反馈连接,从而组成闭环控制系统。
反馈介质可以是机械的,电气的、气动的、液压的或它们的组合形式。
(2)系统的主反馈是负反馈,即反馈信号与输入信号相反,两者相比较得偏差信号控制液压能源,输入到液压元件的能量,使其向减小偏差的方向移动,既以偏差来减小偏差。
(3)系统的输入信号的功率很小,而系统的输出功率可以达到很大。
因此它是一个功率放大装置,功率放大所需的能量由液压能源供给,供给能量的控制是根据伺服系统偏差大小自动进行的。
液压缸位置伺服控制系统的设计与优化

液压缸位置伺服控制系统的设计与优化液压是一种广泛应用于工业领域的技术,而液压缸作为其中的重要组成部分,起到了控制和传动力的关键作用。
液压缸的位置伺服控制系统设计与优化是一个不断发展的领域,本文将从控制原理、设计方法和优化策略三个方面探讨液压缸位置伺服控制系统的发展和应用。
一、控制原理液压缸的位置伺服控制系统是基于反馈控制原理的。
该系统的目标是通过对液压油的控制,使液压缸的位置达到期望值。
控制器根据外部的输入信号和反馈信息,对液压系统进行控制和调节,以实现位置的精确控制。
在液压缸位置伺服控制系统中,主要采用的控制方式有比例控制、积分控制和微分控制。
比例控制通过调节控制信号与反馈信号之间的比例关系,使系统的响应更为迅速。
积分控制通过积分控制器对误差进行积分,以消除系统的稳态误差。
微分控制则通过微分控制器对误差的变化率进行调节,以提高系统的动态响应性能。
二、设计方法液压缸位置伺服控制系统的设计方法主要包括系统分析、参数选取、控制器设计和系统仿真等步骤。
在系统分析中,需要确定系统的目标、输入和输出,并对系统进行建模和分析。
参数选取则是根据系统的要求和性能指标,选择合适的液压元件和参数数值。
控制器设计是根据系统的特点和需求,设计出合适的控制算法和参数。
系统仿真则是通过软件模拟系统的运行和反馈信息,以评估系统的性能和稳定性。
在液压缸位置伺服控制系统的设计中,还需要考虑到系统的非线性和动态特性。
液压系统的非线性主要体现在油液的粘性、压力和温度对系统性能的影响等方面。
为了解决这些非线性问题,可以采用模糊控制、神经网络控制等方法来调节系统的响应。
而系统的动态特性则需要通过对控制系统的参数进行调节和优化,以提高系统的动态性能和稳定性。
三、优化策略液压缸位置伺服控制系统的优化策略主要包括参数优化、结构优化和控制策略优化。
参数优化是根据系统的性能指标和要求,通过试验和仿真等方法对系统的参数进行调整和优化。
结构优化是通过改变系统的结构和组件,以提高系统的性能和效率。
液压型注塑机伺服系统节能改造实例浅析
科技 一向导
2 0 1 3 年3 0 期
液压型注塑机伺服系统节能改造实例浅析
黄嘉成 罗 佩 f 佛 山市 技 术 标 准 研 究 院 广东 佛 山 5 2 8 0 0 0 )
【 摘 要】 通过在 广东佛 山一 家知名 P P R、 P V C 管生产企业的部分 注塑机进行伺服 系统改造前、 后 的测试 , 对所搜 集资料 、 测试数据的整
动作 。 注塑的整个过程 中. 就用这两个信号来完成所需的动作 . 即每一
个 工序都有相应 的压力和流量 的设置
2 . 1 . 1 异 步 电动 机
大提高 , 液 压油使用 时间比常规系统延长。
比例变量 泵系 统具有 良好 的 自适应 性 .其输 出 的压力 和流 量 能够 与负载 需求 相一致 .解 决 了节流凋 速系统 的流 量不适 应和 压 异步 电机 的定子在三相 电的驱动下产生旋转磁场 . 将 电能转换 为 能量 损耗 大 大减 少 . 系 统效 率 提高 . 节 能效果 十分 动 能。 在转换过程 中, 由于线 圈的 电阻 、 涡流在矽铁片中的产生及轴 承 力不 适应 问题 . 的摩擦 , 输出的“ 有用 ” 动 能一般 是输人 电能的 9 0 %左右 ( 在满载时 ) , 明显。 3 . 节 能 潜 力 其他便转换为热能 。 故 电机都会 自 带风扇 . 将热能带走 , 以免电机过度 在注塑成型的一个周期 中: 锁模一 注射一 保压一 加料一 冷却一 开 升温 。 模一顶针一取料等各 动作 . 对流量和压 力要 求是不一样 的. 通 常射 胶 2 . 1 . 2定量泵 而在冷却和取料等阶段 对流量和 油泵是将旋转 的动能转换为液能( 压力及流量 ) . 油泵 内的摩擦力 和锁模阶段对 流量和压力需求很大 . 定量泵型注 塑机 在改造前 . 在每个工作 周期内油 会 降低输 出压力 , 内漏会降低输出流量。故输出的 ( 有用 ) 液 能是 比输 压力的需求却很小 , 负载小 时. 实际所需流量较小 . 多余的流量通过溢 入 的旋转动能低 . 而无用 的热能便跑到压力油去 . 使其升温 。 是 注塑机 泵的排量基本不变 。 流阀溢流掉 , 能量损失大 。 在节能改造后 , 通过采集注塑机数控系统 比 为何要安装压力油冷却器的原因之一 传统定量泵注塑机通常在需要 动调整节电器 对应各个 动作 电机频率 . 以 改变负载流量和压力时 , 用 阀门调节 。 这使 输入功率变化不大 , 但大量 例压力和比例 流量信号 . 自 使油泵输出的流量和压力 刚好能满足成型机系统工作需要 . 从而达到 能量 以压力差 的形式损耗在阀门上 . 产生溢流 用恒 定转速 的异 步电机来带动定量 泵 .油泵是输 出恒定 的流 量 节 能 的 效 果 为了更实际了解 注塑机节能改造的效果 . 我们选取一家企业不 同 的, 但注 塑周期 中的各 个动 作 , 如 开合模 、 顶 出、 塑化 、 注 射及 保压 , 有代 表性 的 5台液压型注塑机进行改造 。 在这次改造 中, 企业 甚 至待机状态对流量 的要求都不 同。动作用不着 的流量便在 当时的 类型的、 采用伺服系统进行 设 定压力下流 回油箱 。 所需 动作越慢 , 流回油箱 的量越 多 . 浪 费的能 进行的改造主要 是针 对异 步电动机 电机和定量泵 . 其他部件暂不做任何 改动 。 量 便越 多。 同样 . 设定 的压力越 大 . 流 回油箱 的浪费便越大 。浪费了 改造 , 我们使用同一台经过校准的电能测试仪 . 在每 台机器保持相对 同 的能量都变 为热能 , 将油温提 高 在 注塑周期 中 . 保 压所需 的油量 很 生产 同一种规格产 品下 . 进行伺服系统改造前 后的耗 电量检 低, 因螺 杆前 行 的速度 只需要 足够 填补 成 品冷却 时 的收缩量 . 估 计 工况 、 具体的检测 计算数 据见下表 1 不 会超过油 泵流量 的 5 %.那油泵 9 5 %以上 的流量便 在保压压力 下 测对 比.
基于RBF神经网络的精密注塑机速度控制研究
同的工 作压 力 和流量 。注射 阶段 是 注塑成 型周期 中最
强的非线性和时变特 性, 传统控制器难 以满足要求 。 国 内外 的学者 也 对 此 做 了大 量 的 研 究 。Y ag1等 i n。 Y
iet nsedcnr1 rm n o l jc o s m i MA L B Sm l k te i uai sl ls aet th n co e t .Fa igm udo i et ns t T A / iui ,h m lt nr ut iut t h e j i p o o fn i y e n n s o e sl r a t cnrl r a e e u c o fi et n vlc yt ciga d aa t i fat et nlit frn ea dp rm t s o t l sbt rfnt no jc o e i akn n d pa o o ni xe a ne ee c n aa e r oeh t i n i ot r tn — r r e
量损失 , 减小能量消耗。传统 的 PD控制策略在控制 I
对象 模型确 定 、 时变 、 非 线性 以及 运行 环境不 变 的条件 下是 简单 有效 的 , 而注射速 度控 制非 常复 杂 , 有很 然 具
品的市场要求不断提高 , 发展精密 、 节能、 高效 的注塑 机 已经成 为必然趋 势 。 一个完 整 的注塑成 型周期 由锁
pe nefrh nrlyt ae MS adcrlnp m e pat jco odn ci ,seilfr ret o e ot s mbsdo P M n tat u pu d l iietnm ligmahn e c l o s d t c os e n o ̄ s s cn i e p ay
注塑包装设备科学发展的分析研究(3)
4 24纳 米红 外节能 加热 圈 .. 纳 米 红 外 节 能 加 热 圈 采 用 高 分 子 纳 米 发 热 合
金 ,加 热 圈表 面 经 高 分 子 远 红 外 材 料做 特殊 处理 后 , 能 够 产 生 特 定 波 长 红 外 线 ,传 热 过 程 热 损 耗 小 ,传 热 效 率 在 9 % 以 上 ,并 有 效 提 升 加 热 9
高 其 成 型 功 能 和扩 大 成 型 能 力 ,达 到节 能 和 性 能 的双重 优势 ,升 级注 塑机 升级 。
驱 动 节 能 系统 、塑 化 加 热 节 能 系统 、节 能 执 行 机
构 。能 量 的 回收 利 用 成 为节 能 技 术 研 发 的又 一 个
重 要课题 。
42 机简加热节能洁净环保化 . 41伺服节能液压动力驱动 系统 . .
NJ TI CHNOL EC ON TE OGY
( 02 月 ) 接2 1 年4
注 塑包 装设 备 科学 发 展 的分析 研 究 ( 3)
张 友 根
( 宁波海 达塑料机械有 限公 司 3 5 0 12 0)
4 注塑 包 装 设 备 能 耗 节 能 化
节 能 技 术 的 开 发 和 应 用 是 注 塑 包 装机 发 展 的 又 一 突 出重 点 。 节 能 技 术 的研 发 重 点 是 伺 服 动 力
程 中针 对 不 同 的 压 力 流 量 ,调 整 相 应 的 频 率 输
出 ,形 成 对 压 力 、流 量 的精 确 闭 环 控 制 ,实现 对
塑 机 能 量 需 求 的 自动 匹 配 和 调 整 ,可 节 省 电量
4 % ~8 % ,同 时提 高 系统 的精 密控 制 性 能 。提 0 0
伺服控制器在液压系统中的应用

伺服控制器在液压系统中的应用液压系统是一种利用液体传输能量、实现运动控制的系统。
在液压系统中,伺服控制器扮演着至关重要的角色。
伺服控制器通过监测反馈信号,并根据预设的目标值来调节液压系统中的执行元件,从而实现精准的运动控制和位置控制。
本文将探讨伺服控制器在液压系统中的应用,并分析其优势和局限性。
首先,伺服控制器在液压系统中的应用非常广泛。
液压系统常被用于需要大功率、高精度和快速响应的工程领域。
例如,工业自动化设备、机械加工、模具制造、航空航天等行业都广泛采用伺服控制器来实现精确的位置控制和运动轨迹控制。
伺服控制器不仅能够控制液压系统中的液压阀门和执行元件,还可以通过配合相应的传感器实现对温度、流量、压力等参数的实时监测和反馈控制。
这样一来,伺服控制器不仅可以提高液压系统的运动控制精度,还可以提高系统的安全性、可靠性和反应速度。
其次,伺服控制器在液压系统中具有多种优势。
首先,伺服控制器拥有高响应速度和精确的运动控制能力。
液压系统的执行元件需要根据输入信号实现快速、准确地移动到预定的位置,而伺服控制器正是通过对反馈信号的快速处理和调节,使得液压系统能够实时响应外部指令,并实现高精度的运动控制。
其次,伺服控制器具有较高的稳定性和抗干扰能力。
液压系统常面临来自外界环境和内部部件的干扰,例如温度变化、压力波动等,而伺服控制器通过智能算法和滤波器的设计,可以减小这些干扰的影响,保持系统的稳定性和可靠性。
此外,伺服控制器还可以通过软件调节参数、曲线优化等方法来适应不同的工况需求,提高液压系统的性能和适应性。
然而,伺服控制器在液压系统中也存在一些局限性。
首先,伺服控制器的成本较高。
相比于传统的液压系统控制方式,伺服控制器所需的硬件设备和软件系统价格昂贵,对于一些低成本、大批量的应用场景可能不够经济实用。
其次,伺服控制器的维护和修复相对复杂。
伺服控制器需要配备专业的技术人员进行维护和修复,一旦发生故障,往往需要更长的停机时间和更高的维修成本。
伺服系统在液压驱动中的应用

伺服系统在液压驱动中的应用伺服系统作为一种高精度控制技术,广泛应用于各个领域,其中之一就是液压驱动。
液压驱动是利用液体介质传递能量来实现机械设备的运动和控制的一种方式。
而伺服系统能够通过控制液压系统中的伺服阀,精确调节液压系统的压力、流量和位置,从而实现液压驱动的高精度控制需求。
一、伺服系统的基本组成伺服系统主要由液压泵、液压阀、液压缸、伺服阀、传感器和控制器等组成。
液压泵负责向液压系统提供所需的液压动力,液压阀控制液压系统的流量和压力,液压缸将液体能量转化为机械能量,伺服阀则起到调节液压系统的功能。
而传感器则用于实时监测和反馈液压系统的运行状态,控制器则根据传感器反馈的信息,对伺服阀进行精确的控制。
二、伺服系统在液压驱动中的优势1. 高精度控制:伺服系统能够实时监测并控制液压系统的压力、流量和位置等参数,实现精确的控制。
这对于一些需要高精度运动和控制的场合,如数控机床、机械手等,具有重要意义。
2. 快速响应:伺服系统采用闭环控制的原理,能够快速响应控制信号,实现对液压系统的实时控制。
相比于传统的开环控制系统,伺服系统具有更高的动态响应性能。
3. 广泛适应性:伺服系统可以适应各种液压驱动方式,如液压缸驱动、液压伺服电机驱动等,具有较高的灵活性。
同时,伺服系统还可以根据实际需要进行参数的调整和优化,以满足不同应用的需求。
4. 高效节能:伺服系统能够根据实际工况需求对液压驱动进行精确的控制,避免了能量的过量消耗。
这不仅可以提高设备的能源利用率,还有利于降低系统的运行成本。
三、伺服系统在液压驱动中的应用案例1. 数控机床:数控机床是伺服系统在液压驱动中应用得比较广泛的领域之一。
伺服系统可以实现对数控机床的高精度控制,包括位置的控制、速度的控制和力的控制等。
这对于提高数控机床的加工精度和生产效率具有重要意义。
2. 机械手:伺服系统在机械手领域的应用也非常广泛。
机械手需要进行高精度的定位和运动控制,伺服系统能够实现对机械手关节的精确控制,使其能够完成复杂的操作任务,如装配、搬运等。
伺服电机控制高压大流量双泵液压动力系统研究

伺服电机控制高压大流量双泵液压动力系统研究高俊;喜冠南【摘要】由伺服电机和液压泵组成的新型泵控系统已经应用于液压机械设备中,为解决大型液压机对液压动力源高压大流量输出的要求,在传统伺服电机泵控系统中引入了高压主泵和低压副泵,并通过双泵切换来实现高压大流量输出.通过控制器与伺服电机控制电机输出转矩和转速,进而实现对输出压力和流量的控制.通过合流阀块实现对双泵合流与分流的控制,进而实现液压系统的大流量或高压力输出.以液压机一个工作循环为基础进行了性能试验,结果表明该液压动力系统满足压力、流量设计要求,响应速度快,控制精度高.%A new type of pump control system composed of servo motor and hydraulic pump is applied to hydraulic machinery.In order to solve the problem of high pressure and large flow output of hydraulic power source in a large hydraulic press,a high pressure main pump and a low pressure auxiliary pump are introduced into a traditional servo motor pump control system.The high pressure and large flow hydraulic output is realized by double pump switching.The system controls output torque and speed through a controller and a servo motor,thus realizing the control of output pressure and flow rate.The double pump confluence (large flow rate) and single pump output (high pressure) are controlled by a confluence valve block.The performance experiments are carried out based on a working cycle of hydraulic press.The results show that the hydraulic power system meets the requirements of pressure and flow design,and its response speed and high control accuracy are certified.【期刊名称】《液压与气动》【年(卷),期】2018(000)006【总页数】5页(P35-39)【关键词】伺服电机;高压;大流量;液压机【作者】高俊;喜冠南【作者单位】武汉商学院机电工程与汽车服务学院,湖北武汉430056;南通大学机械工程学院,江苏南通226019【正文语种】中文【中图分类】TH137.5引言伺服电机与定量泵组成的液压动力源具有良好的节能效果,该系统由于使用伺服电机,所以具有响应速度快、压力与流量控制精度高等特点。
注塑机伺服电机改造案例
注塑机伺服电机改造案例:某公司注塑机伺服电机节能改造➢项目背景1.改造前用能系统状况某模塑公司主要生产彩电,彩电外壳生产主要设备为1600T 注塑机,单台每小时平均耗电量为103千瓦时。
2.改造前用能系统存在的问题经前期调研,发现其生产设备注塑机设备存在不节能现象,改造前电机系统功耗极大,具有降耗的潜力。
➢技术方案1.技术原理(1)叙述采用的节能技术的原理(提供技术原理图);(2)叙述采用节能技术及原因;(3)叙述电能替代技术的关键能效指标(设备效率、能效比或产品单耗);(4)叙述该技术使用条件和技术优势。
节能技术的原理:伺服电动机又称执行电动机,在自动控制系统中,用作执行元件,把所收到的电信号转换成电动机轴上的角位移或角速度输出。
分为直流和交流伺服电动机两大类,其主要特点是,当信号电压为零时无自转现象,转速随着转矩的增加而匀速下降,可以达到精确定位、加速减速优化、直接驱动等目的,可节约近40%能量。
技术原理图采用节能技术及原因:节能:与传统的定量泵系统相比,伺服油泵控制系统结合了伺服电机快速的无极调速特性和液压油泵自主调节特性,带来巨大的节能潜力。
高效:可以通过提高电机转速增加油泵的输出量,提高整机运行速度;响应时间最短可至20ms,提高液压系统的响应速度。
精密:快速响应速度保证了开、合模精度,射胶精度可达0.1mm;配合精度模具,可以达到0.3%的注塑精度。
静音:在PID算法模块控制下,可以实现静音运行。
适用条件和技术优势:广泛应用于玩具、电气、汽配、仪表等塑料制造行业。
伺服控制系统是根据注塑机在具体运行过程中所需控制的压力和速度参量来专门设计的。
采用压力,流量双闭环控制,液压系统按照实际需要的压力,流量来供油,克服了普通定量泵系统高压溢流产生的高能耗。
在预塑,合模,射胶等高流量工作阶段电机按照设定的转速工作,在保压,冷却等低流量工作阶段降低了电机的转速,从而降低了油泵电机的能耗。
2.技术方案(1)节能改造方案:本项目采用稀土永磁电机+齿轮(螺杆)泵+伺服电机驱动器+压力流量传感器对原普通异步电机+叶片泵进行改造。
数控液压伺服系统设计与应用

数控液压伺服系统设计与应用为提高液压系统控制精度,采用数控液压伺服控制取代传统的电液伺服控制。
介绍数控液压伺服系统的组成,重点介绍数控液压伺服阀的结构和工作原理,并介绍该系统的应用领域。
该系统采用PLC控制步进电机,不仅能够满足数控液压系统的快速性和可靠性要求,而且大大降低成本。
国内在液压精密控制领域,采用传统的电液伺服控制系统,但是其结构复杂、传动环节多、不能由电脉冲信号直接控制。
对于近现代液压伺服控制需考虑:(1)环境和任务复杂,普遍存在较大程度的参数变化和外负载干扰;(2)非线性的影响,特别是阀控动力机构流量非线性的影响;(3)有高的频宽要求及静动态精度的要求,须优化系统的性能;(4)微机控制与数字化及离散化带来的问题;(5)如何通过“软件伺服”达到简化系统及部件的结构。
发达国家已应用数字控制,即数控液压伺服系统来取代电液伺服控制系统。
作者经几年的努力,设计并研制成功自己的数控液压伺服系统,超越传统的电液伺服控制系统,大大提高控制精度。
现对该系统作简要介绍。
1 数控液压伺服系统的组成系统由数控装置、数控伺服阀、数控液压缸或液马达、液压泵站4大部分组成。
系统框图如图1所示。
数控装置包括控制器,驱动器和步进电机。
之所以采用步进电机,是由于计算机技术的飞速发展,使步进电机的性能在快速性和可靠性方面能够满足数控液压系统的要求,而其价格低廉,又由于数控液压系统结构的改进,所需电机功率较小,不需采用宽调速伺服电机等大功率伺服电机系统,大大降低成本。
液压缸、液马达和液压泵站是液压行业的老产品,只要按数控液压伺服系统的要求选取精度较高的即可应用。
伺服控制元件是液压伺服系统中最重要、最基本的组成部分,它起着信号转换、功率放大及反馈等控制作用心,所以整个数控液压伺服系统的关键部件就是数控伺服阀,它将电脉冲控制的步进电机的角位移精确地转换为液压缸的直线位移(或液马达的角位移),即只要有了合格的数控伺服阀,就能获得不同的数控液压伺服系统。
精密注塑成型技术

浅议精密注塑成型精密注塑成型,从严格意义上来说,指的是通过注塑机设备生产出来的塑胶制品的尺寸精度,可以达到0.01mm以下,通常在0.01~0.001mm之间的一种注射成型生产方式。
“精密注射成型”这一概念,主要是区别于“常规注射成型”。
随着高分子材料和微电子技术的高速发展,电子电路高度集成化,使得工业设备零件逐渐发展为高性能化、高精度化、轻量化、小型化和微型化。
这样,精密塑胶制件因为符合高精度要求,同时具备良好的机械、力学性能以及尺寸稳定性等优点,在机械、电子、仪器、通讯、汽车和航空仪表等行业领域里,取代了部分高精度的金属零件而得到了广泛应用。
由精密注塑成型的定义可知,精密塑胶件的尺寸公差范围是非常窄的。
而实际上,塑胶成型行业内公认,当塑胶制件的尺寸公差在0.1mm以下,或者说制件尺寸正负公差在0.1mm以下,都可称之为精密成型,制件的尺寸公差达到微米级的,可以称之为超精密级注塑成型。
相对精密注塑成型而言,普通注塑成型的制件的尺寸公差通常在0.1mm以上,制件的尺寸公差范围相对较宽,并且随着制件体积或重量的增加,制件的尺寸公差也会有所增加。
值得一提的是,由于材料本身的性质和加工手段不同,不能把塑料制件的精度与金属零件的精度等同起来。
塑料制品最高的精度等级是三级精度,即尺寸公差可达0.001mm以下,而金属零件尺寸可分为十四级,加工精度分有九级。
1 精密注塑制品及成型特点在塑胶行业内,精密塑胶制品常见的有数码相机零件、光电产品、联接器、镜片、导光板、机芯齿轮、光盘、手机配件等。
是不是精密制品的每一个尺寸公差都在0.01mm以下呢?答案是否定的。
以下图连接器为例,该产品尺寸公差分为两种,一种非功能尺寸公差为标准的正负公差,公差为±0.05mm;另一类尺寸为功能尺寸公差,公差随尺寸标注,大部分尺寸公差在±0.04mm以下。
对于体积较大的连接器产品,产品的轮廓尺寸(长、宽、高)的正负公差都在0.05mm以下。
我国注塑设备科学发展的分析研究

在 第 一 位 , “ 能 开 发 ” 在 第 二 位 ; 以 看 到 人 把 性 放 所
家新产 品出来 , 到 的是如何 降低 市场 价位 , 想 而不
是 考 虑 如何 提 高 产 品 档 次 , 得 市 场 。结 果 恶 性 的 赢
价 位 拼 搏 , 新 产 品 也 拖 向 了绝 境 , 性 能 回 复 到 把 高
摘 要 坚 定 不 移 实 践 科 学 发 展 观 , 续 破 解 制 约 注 塑 设 备 科 学 发 展 的 矛 盾 和 难 题 , 快 构 建 有 利 于 注 塑 设 备 科 学 发 展 的 体 制 和 继 加 机 制 。论 述 了 塑 料 机 械 设 备 自主 创 新 科 学发 展 观 的 转 变 ; 究 了 注 塑 设 备 科 学 发 展 的 研 发 方 向及 所 要 解 决 的 问 题 ; 出 实 践 科 研 指 学发 展 观 是 拓 展 注 塑 设 备 的 根 本 理 念 , 现 注 塑 设 备 更 大 的 科 学 发 展 。 实 关 键 词 注 塑 设 备 ; 自主 创 新 ; 学 发 展 科
共 同 组 成 的 设 备 , 于挤 出 机 还 是 注 塑 机 ? 随 之 一 属 些 技术 标 准 也 应 作 改 变 。 例 如 : 制 定 的 注 塑 机 能 新
取 决 于 成 型 原 料 的 研 发 、 型 工 艺 、 型 设 备 的 性 成 成 能 、 具 、 处 理 设 备 的性 能 及 工 艺 、 测 设 备 及 手 模 后 检
的 发 明 创 新 少 之 又 少 。一 些 单 位 不 愿 化 人 力 财 力
开发附加值高 、 技术 含量 高 的高端 注塑机 , 结果 是 留给了国际上 高端 注塑机 制造 商在 中国更 大 的发
伺服电机液压单元在微发泡注塑机上的应用

图 2 伺服 液 压单 元
n
图 3 响 应 曲线
图 4功率消耗 曲线
责 任 编 辑 : 玉 玲 成
一I1 I
马俊 彪
伺服电机液压单元在微发泡注塑机上的应用
( 轻 塑胶 公 司 , 哈 黑龙 江 哈 尔滨 1 0 0 ) 5 0 0
摘 要: 随着技术的进 步, 微发泡注塑成 型技术近年来有了长足的发展 。微发泡塑料 制品的泡孔结构的致密性和均匀性都得到 了很 大的提 高。 结合实际, 简要 介 绍 了伺 服 电 机液 压 单 元 在微 发 泡 注 塑机 上 的 应 用 。
关键词 : 伺服 电机 ; 压 单元 : 塑 机 液 注
随着技术 的进步 , 微发泡注塑成型技术近 年来有了长足的发展。微发泡塑料制品的泡孔 结构的致密性和均匀性都得 到了很大 的提高 。 其拉伸量的下降值与密度 的下降值 已是线性关 系, 而不是普通塑料发泡材料 的平方关系。 这一 重要的技术指标 的转变 ,使微发泡塑料制品的 应 用 正在 快 速增 长 。 微发泡 注塑成型 工艺与普 通注塑成 型工 艺的主要区别是 : 要得到理想的微孔成核速率 , 需要注塑设备具有相当高的注塑速度和速度响 应特性 ;微发泡制 品壁较厚需要较长 的冷却定 性时间, 一般是普通注塑成型制品的十几倍 。 如 图 1传 统 液 压 单 元 何节能是降低生产成本提高效率 的主要途径 ; 注塑量要求准确。选择适合的液压系统控制单 此磁场作 用下旋转。同时 电机 自带 的编码 元是保正 生产提高效益的基本保证。 器, 检测到速度信号后 , 同压力反馈信号一 蠼 蒋 1 注塑机液压系统控制单元的几种形式 : 起 反馈 给驱动控制器 ,驱动控制器根据反 11普通异步电机加定量泵加 比例控制阀 馈信号值与预设 目标值进行 比较 ,调 整转 . 单元见图 1 。注塑工艺过程一般 由合模 、 注射 、 子的转角 。这一系列控制信号 传递速 度极 熔胶 、 保压 、 冷却 、 开模等几个 阶段组成 , 各个阶 快 , 系统响应特性极高。不同液压系统控制 段需要不同的压力和流量 ,整个过程始终处于 单元的响应速度 曲线见图 3 。 变化的负载状态 。 在定量泵 系统中 , 油泵在 电机 采用 这种转速 、压力双 闭环控制的伺 的带动下提供恒定的流量 , 当程序需要低速时 , 服液压单元响应速度快 ,流 量和压力 精度 多余的流量通过溢流阀 回流 ,这种高压节流造 高 。 注塑机达到最大输出流量仅需 00 . 5秒。 成很高的能量损失 ,液压油势能的转变 又会产 有效地保证了制 品微孔的形成 。 生大量 的热 , 使油质变坏 , 大量的冷却水去 需要 3伺 服电机液 压系统 冷却油液 ,这种形式 限制了注塑速度的大幅提 控 制 单 元 的 节 能特 性 : 高,很难满足微发泡工艺需要高注塑速率 的要 伺服 电机液压 系统控 求。 制 单元 的输 出 功率 随工艺 1 . 2普通异步电机加变频器加定量泵加 比 过 程的负载变化而变化 , 不 例阀单元见图 1 。这种单元形式虽然 能够根 据 存 在多余 的无功能量损耗 。 工艺过程要求 ,用改电机 的转速来改变油泵的 在保压 工艺过 程伺 服 电机 输 出流量 , 在冷却 过程 电机停转 , 减少能耗 , 减 以很低的转速输 出流量 , 耗 少溢流发热 。 但变频 电机响应速度慢 , 功率大的 能低 , 体现其 低速稳定性好 电机 转速 从 零 加 速 到 最 大转 速 一 般 需 要 几 秒 乃 的特点。在 冷却 工艺过程 , 至十 几 秒 。特 别 是 在 工 艺过 程 需 要 大 流 量 注 塑 电机不空转 , 能耗为零。 时, 流量 峰值严 重滞后 , 影响发泡成 核效 果 , 降 微 发泡注 塑机采用 伺 低制品的拉伸模量和抗疲劳强度 。 服液 压系统 后 , 比其 它 的液 压 系统节 电 5 ~ O 1 . 3普通异 步电机加变量泵加 比例 阀单元 8 %, 0 其注射量重 复精度提高 1~ 0 制品一 5 2 %, 见图 1 。这 种 单 元 形 式 能 够 根 据 工 艺 过 程 的 改 次性合格率提高 , 平均能耗 降低 。 不同液压系统 变提供工艺过程所要求 的输出流量 ,响应特性 控制单元能耗 曲线见图 4 。 也较快 , 但在冷却 、 待机等过程不需要 流量输 出 4结论 时, 电机仍空载运行 , 增加能 源消耗 , 提高生产 伺服 电机液压 系统 控制单 元 ,响 应速度 成本。 快、 注射量 重复精度 高 、 温低 、 油 噪音小 、 能耗 1 . 4伺服 电机驱动定量 泵单元见 图 2 。伺 低, 节能效果显著 。 满足了微发泡注塑成型工艺 服电机 的动力控制系统 ,可以配备高精度 的编 的要求 , 其快速响应特性 , 孔结构 的形成和 对微 码器 、 驱动控制器和高灵敏度的压力反馈装置 , 改善起到了至关重要 的作用。是其 它结构无法 形成双闭环精密控制 ,极大地提高了系统的输 }拟 地 E 出响应特性 , 实现 了负载敏感性 自适应控制 。 且 输出线性好 、 出转矩大 、 输 无空载能耗 。 2 伺 服 电机 的 响 应特 性 : 伺服 电机 内部转子是 永磁性 磁铁 , 驱动器 控制的 U V w 三相 电流形成 电磁场 ,转子在 、、
注塑机液电复合互补驱动系统与应用综述

关键词 : 注塑机 ; 成型加 工 ; 液压驱动 ; 电动驱动 ; 复合驱动 ; 节能环保
中图分类 号 :H173 T 3. 文献标志码 : A 文章编号 :628 0 .2 1 ) l00 .0 17 —94 {0 2 O 一0 1 7 0
传统注塑机只有单独液压驱动源 , 是各个成型工 压技术的发展促进了电动技术的创新开拓 , 两者相辅 序 唯一 的动力 源 。 相 成 使 注 塑 机 的驱 动 系 统 呈 现 绿 色 技 术 新 型 模 式 。 图1 为液 压 驱动及 成 型方块 图 。 本 文 分 析 了多 种 液 电 复 合 互 补 驱 动 系统 的 型 式 、 性 能、 特性 , 重点研究 了独立塑化 的液电复合互补驱动 系统 , 指出液 电复合互补驱 动系统是实现超 大容量 、 薄壁 、 精密 、 高速等高端功能化注塑成型 的最佳驱动 系统 , 探讨 了系统 的应用 、 发展趋势及研发方向, 创新 实例说 明其应 用取得 的扩大成型加工应用领域及节 能降耗等效果 。
的研究 。
围绕液压驱动源 , 前采取 了降耗节能的比例技 目 术, 取得 了明显的动力源 的节能效果 , 但不能根本改
变液压系统在运行过程 中固有特征 的能耗 , 例如 , 不
第2 页
流 体秸动与揎副
22 第1 0年 期 1
能 改变 成型 工序 运行 特征 , 能改 变异 步 电机 的功率 伺服 电动 机正 弦波 控制 , 矩脉动 小 , 不 转 运行 平稳 , 噪音 因数 , 能 改变 工 作缸 的液 压驱 动 的元件 型 式 , 能 小 , 承受 三 倍 于额 定 转矩 的负 载 , 用 瞬 间负 载波 不 不 能 适 改 变在 冷却 工序 中能 量浪 费 的模式 , 以注 塑设 备 的 所
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
2.1伺服驱动液压系统模型
伺服电动机精确模型复杂,具有非线性,在这 里可以简化为一个一阶环节。
Gb~):型:』,_ %(s)%s+l
转换成时域为
塑一=:一一一旦+一+l堡,u
出 %%
(●一1¨)
式中,厅为电动机转速,%为时间常数,墨为转矩
增益,【,为输入控制电压。
液压泵的流量与转速之间关系可用式(2)表示。
systc=In f.or画cction molding machiIle,a servo
p咖叩hydrauIic system is designed for prccision injection moIding proce鹳,which uses serVo motor,co璐tant p咖叩粕d pressure
switching is proposed.Test rcsults show that this hydraulic syst锄fban鹏s叫ck respon∞,higll—accmcy con仃01 of pressure狮d
speed,柚d good ene奶r—saving e髓ct.
Hy妇lic Key words: Senro越ve P他cisionⅫection Slide mode con们l
·国家科技支撑计划(2007BAFl3803)和浙江省教育厅(Y201009953)资 助项目。20100307收到初稿,20l00912收到修改稿
制。由于注塑过程是一个高压、高能耗的过程,一 台注塑机的功率在几千瓦到几百千瓦不等,在当前 金融危机和能源危机的时代,节能也是注塑工业的 ~大发展趋势。
式中,m为液压缸等效质量,c。为液压缸粘性阻尼 系数,七为负载弹性系数,E为负载阻力。
设状态变量为五=刀,置=A,墨=工,
墨=叫出,则伺服驱动液压系统的注塑过程对象
模型如式(5)~(8)所示。
墨一去墨+等u
④
丘=志(c隅一五置一4墨) (6)
墨=五
(7)
பைடு நூலகம்
五=二(4恐一c。丘一-蝎一E)
(8)
写成标准矩阵形式为
目前注塑机有液压式、全电动式和电液混合式 三种类型。全电动式注塑机成本太高,应用受到限 制,目前仍然以液压式注塑机为主流。普通液压式 注塑机为一台三相电动机驱动定量泵为液压系统提 供动力,通过比例压力阀和比例流量阀实现液压系 统的压力和流量控制。整个注塑过程电动机以额定 功率运行,而整个注塑过程中注塑动作都存在多余 流量通过溢流回到油箱,能源浪费严重。另外由于
万方数据
174
机械工程学报
第47卷第2期
比例压力阀和比例流量阀响应速度限制以及压力、 流量基本采用开环控制,系统的控制效果很差,难 以满足精密注塑的要求。
虽然液压系统在各种液压机械中广泛使用,但 是使用阀控的传统液压驱动系统仍然有很多缺点, 如结构复杂、能耗高、发热高、高噪声、压力振动 以及对液压油要求高等,随着伺服驱动控制技术的 发展,由各种伺服电动机直接驱动的电液伺服系统 开始出现,该系统克服了传统阀控液压系统的不足。 很多研究已经表明,这类非阀控液压系统结构紧凑、 可靠性高、机械效率高,而且由伺服电动机直接驱 动的液压系统具有闭环控制方便、调速范围广、控 制精度高、节能效果好以及便于实现各种控制策略 等优点。因此这类伺服电动机直接驱动的液压系统 由于其节能效果在国内外受到广泛关注,并成功应
能量损失,原因究其本质有两个,即流量不适应—— 过多的流量流入了油路系统;压力不适应——供油 压力大于工作压力,以补偿比例调速阀的节流压降。
传统的定量泵液压系统无法实现注塑机各个 生产工艺环节所需压力和流量的匹配控制,所以能 耗高。由于伺服直接驱动液压系统具有天然的节能 优势,所以结合注塑过程的特点设计了如图2所示 的由伺服电动机直接驱动的注塑液压系统。
用到多种大型液压机械中。文献【1—2]研究了一种开 关磁阻电动机直接驱动的液压系统性能,并提出了 一种自调整的模糊补偿及模糊PID控制策略。该类 系统虽然具有节能的天然优势,但是由于流量和压 力的耦合特性,其对象仍然具有不确定、时变和高 度非线性等特点,其精确控制策略是关键。传统的 PID在该类直接驱动液压系统中效果不佳,超调大, 响应速度慢,鲁棒性差。因此各类自适应策略和先
第47卷第2期 2011年1月
机械工程学报
MECH州ICAL JOURNAL OF
ENGn、丁EERn町G
DoI:10.390l,JME.2011.02.173
Vbl.47
J蚰.
No.2 2011
伺服电动机直接驱动定量泵液压系统在 精密注塑中的应用及其控制策略木
彭勇刚 韦 巍
(浙江大学电气工程学院杭州310027)
图l传统油路系统原理图 该系统采用定量泵供油,液压泵转速,l及液压 泵排量%都不可调,称为比例阀控制的定量泵系 统。注塑过程中各动作进行时,其液压系统的压力 和流量并不都等于设定的压力和流量,因为动作过 程中实际压力取决于负载和摩擦力大小,负载未稳 定前为流量控制状态,此时因液压泵流量q6=圪×以 为定值,除一部分流量印l经比例调速阀进入工作回 路外,其余流量q,都经比例溢流阀排回油箱。当大 力稳定后为压力控制状态,此时工作流量口l极小, 液压泵流量口6=圪×以的绝大部分都要经比例溢流阀 流回油箱,以此维持液压泵压力船达到设定值,能 量浪费巨大。而当系统进行冷却吹气等不需液压动 作时,液压系统的能源全部通过泄流损失掉。可以 看到,传统的定量泵油路系统必会存在节流及溢流
c0唧tion hy蛔lic motor鲥V∞cons锄 Abstract:Precision锄d energy-saving a佗development ten(Ia∞ies of i蜀ec60n molding indusny.hl View of me lligll∞ergy
and low response of tlle traditional
进控制技术得到应用。如文献[2]采用模糊PID控制 策略,文献[3.6]采用了滑膜变结构控制策略来控制 液压系统系统,都取得了很好的效果,显示出变结 构控制在该类液压系统控制中具有很好的优势。
但是注塑成型过程是一个高度复杂的过程,其 中注射过程是最关键的一个环节,直接关系到产品 的质量。一系列研究关注了注射过程的速度闭环控 制,如文献[7]提出了一种带学习能力的PI控制器 应用到注射过程的速度控制中,文献[8】采用自适应 控制策略应用的注塑速度控制中,使注射过程的速 度控制响应速度和控制精度得到提高。也有文献关 注注射过程压力的闭环控制,如文献[9】采用自适应 控制策略,文献[10]采用了鲁棒迭代学习控制策略 来控制注塑过程的压力。但是,注射过程是一个连 续的成型过程,其压力和速度都需要进行闭环控制, 注射过程可以划分为注射阶段和保压阶段,其压力 和速度是耦合的,如何实现压力和速度的闭环控制 并进行准确地切换是实现注射过程全闭环控制的关 键,这方面还很少有研究。本文就基于伺服驱动的 液压系统结构下,着重对注射过程的压力速度控制 策略进行研究。
b硒ed on缸zzy sliding mode
fof∽锄te hy妇lic con仃Dlis proposed
coIl们l of prcssurc柚d now of
system in the蜘ection molding process.MoreoV%
accordjng to me charact翻stjcs of press脒涠ow c0印1ing in the埘ecti伽m01dil】g舯Dce豁,a con仃ol mateg),for pressu叫specd
该液压系统由一个受控制器直接控制的伺服
万方数据
2011年1月
彭勇刚等:伺服电动机直接驱动定量泵液压系统在精密注塑中的应用及其控制策略
175
’ 图2伺服直接驱动注塑液压系统原理图
驱动系统控制的定量泵为注塑液压系统提供液压, 液压系统的流量由伺服电动机速度闭环和控制器直 接检测液压缸双闭环控制,系统的压力由一个压力 传感器检测并送到控制机进行闭环控制。该系统能 够根据注塑机工艺需要设定的压力和流量提供完全 匹配的液压压力和流量,消除了系统的溢流能耗 损失。
在普通的由比例压力阀和流量阀控制的定量 泵液压系统中,由于比例阀的响应速度限制,无法 实现系统液压和流量的快速响应,无法实现系统的 精确闭环控制,所以在精密注塑中无法使用。而上 述液压系统由于采用高响应速度的伺服系统和定量 泵,所以系统具有很高的动态响应性能,可以实现 系统的精确快速闭环控制。
2液压系统模型及控制策略
l液压系统结构
注塑机的工艺过程一般分为锁模、射胶、保压、 熔胶、冷却、开模和项出等几个阶段,各个阶段需 要不同的压力和流量。对于液压泵电动机而言,注 塑过程的负载总是处于变化状态,在传统采用比例 阀控制的定量泵的液压系统中,液压泵电动机以恒 定的转速提供恒定的流量,多余的液压油通过溢流 阀回流,此过程称为高压节流。据统计由高压节流 造成的能量损失高达36%~68%。图1为传统油路 系统原理图。
system EneFg),一阻Ving
O前言
注塑过程是目前塑料加工的主要生产方式之 一,由于注塑过程能够一次成型各种复杂形状及高 精度的产品,因此注塑产品在工业、消费电子和日 常生活中受到广泛应用。随着光学及精密制造,如 光学镜片、精密齿轮等对注塑件精度要求的提高, 常规注塑已经不能满足要求,精密注塑日益受到关 注。精密要求实现各项注塑工艺参数的精确闭环控
。
Application and Control Strategy of SerVO Motor DriVen Constant Punlp Hydraulic System in Precision Inj ection Molding
PENG YbnggangⅥ,EI W萌 (College of Electrical Engineering,zhejiang UniVersi劬Hangzhou 3 10027)