螺丝扭力设定
(2024版)螺钉紧固力矩要求
可编辑修改精选全文完整版螺纹紧固件紧固扭矩规范文件编号:ZYGY‐003 版本号:Rev . 2 页数 1 / 3 一、适用范围本规定适用于公司内部电机类零件螺纹直径 3~30mm 紧固件的紧固扭矩。
无特殊要求,拧紧前螺纹啮合部位需按要求涂螺纹锁固胶,按对称交叉顺序或近似于对称交叉顺序先预紧后拧紧,拧紧后在螺钉(或螺母)与工件接触面画线标识。
本规定适用于符合以下条件,以控制扭矩方式进行的紧固。
1) 外螺纹的机械性能符合GB/T3098.1规定的4.8、5.8 、8.8、10.9、12.9级;2) 内螺纹机械性能符合 GB/T3098.2 或 GB/T3098.1 且具有充分发挥螺纹联接副承载能力的精度;3) 螺纹符合GB/T 196,螺纹精度不低于GB/T 197 规定的6级;4) 内、外螺纹件的六角对边尺寸符合GB/T 3104规定的标准系列;5) 外螺纹在紧固中承受轴向拉伸载荷。
6) 特别注意:若螺钉联接件为铜制或铝制件,按5.8级拧紧力矩要求拧紧固定。
螺纹等级为8.8—12.9级,暂统一按8.8级拧紧力矩要求拧紧固定。
本规定不适用于外螺纹见在紧固中承受压缩里的紧定螺钉、由外螺纹件攻出螺纹的自攻螺钉及大螺钉、以及有效力矩型螺纹紧固件的紧固;本标准不适用于加润滑剂装配的螺栓、螺钉、螺柱和螺母的紧固件,以及紧定螺钉和类似的不规定抗拉强度的螺纹紧固件。
当表面状态不同、支撑面尺寸及形态与标准条件差异较大,以致预紧力不能满足要求以及对预紧力有特别要求时,应对紧固力矩进行调整。
二、规范性引用文件本规范主要以《QC/T 518-2007 汽车螺纹紧固件紧固扭矩》为参考,在第一版基础上结合公司实际情况而制定。
其它还参考的资料有:1) 《QC/T 518-1999 汽车螺纹紧固件紧固扭矩》2) 《机械加工工艺员设计手册》——普通螺栓拧紧力矩(陈宏钧主编)3) 《机械装配技术》(徐兵编著)4) 东风日产——螺栓拧紧力矩标准螺纹紧固件紧固扭矩规范文件编号:ZYGY‐003 版本号:Rev . 2 页数 2 / 3 三、常用未注螺钉、螺母紧固扭矩值以下表格规定公司常用的未注螺钉、螺母紧固扭矩标准值。
螺丝扭力标准

螺丝扭力标准
螺丝扭力标准是指在螺丝连接中所需的扭矩大小,它是保证螺丝连接质量的重要参数之一。
螺丝扭力标准的制定和执行对于产品的安全性和可靠性至关重要。
本文将对螺丝扭力标准的相关内容进行介绍,以期为相关行业提供参考。
首先,螺丝扭力标准的制定需要考虑到螺丝的材料、直径、螺纹类型等因素。
不同材料和规格的螺丝所需的扭矩大小是不同的,因此在制定螺丝扭力标准时,需要进行详细的材料力学性能测试和扭矩试验,以确定最佳的扭力数值范围。
其次,螺丝扭力标准的执行需要依靠专业的扭力工具和设备。
在生产过程中,操作人员需要根据标准要求选择合适的扭力工具,并严格按照标准规定的扭力数值进行拧紧螺丝。
同时,对于一些特殊的螺丝连接,还需要进行实时的扭力监测和记录,以确保螺丝连接的可靠性和稳定性。
另外,螺丝扭力标准的执行还需要考虑到环境因素的影响。
在不同的工作环境下,温度、湿度等因素都会对螺丝连接的扭力产生影响,因此在执行螺丝扭力标准时,需要对环境因素进行充分的考虑,并进行相应的修正和调整。
总的来说,螺丝扭力标准的制定和执行对于产品的安全性和可靠性具有重要意义。
只有严格执行标准要求,选择合适的扭力工具,考虑环境因素的影响,才能保证螺丝连接的质量和稳定性。
希望本文的介绍能够对相关行业有所帮助,促进螺丝扭力标准的规范化和标准化执行。
《螺丝扭力设定》课件

扭矩设置存在一系列微妙而重要的设计细节。
通用性
扭矩设置对各行各业的产品都很重要。
精确性
扭矩设置需要非常高的精度。
螺丝扭力的因素
测量螺丝扭矩的准确性是用于组装质量控制、保证与规范要求的最佳方法。
1
Material
材料类型、厚度和硬度。
2
Screw Size
螺丝的长度、计数、直径和头部类型。
3
• 汽车制造 • 空调安装 • 机械制造 • 电子装配
步骤
明确规定扭矩值。
选择扭矩工具;确保工具达 到精度标准。
将工具与产品的螺丝头部 连接
使用正确的手势来扭动扭 力工具。
在完成拧紧操作后测试扭 矩的精度。
重要性
确保质量标准。 延长零部件的使用寿命。 提高产品性能和安全性。
技能考点
选择正确的扭矩工具。 通过手势操作扭力工具。 测量扭矩标准。
Temperature
Ambient and workpiece temperature can affect torque directly.
扭矩工具和测试仪器
选择适当的扭矩工具和测试仪器是确保产品符合设计规范的关键因素。这些工具和仪器必须满足质量标 准,能够承受所有工作条件。
手动工具
一种简单但常见的扭矩工具, 适用于现场应用。
结论与展望
螺丝扭力设定是许多制造商、机械师和技术人员的重要工具,它可以帮助制造商确保产品质量,为工人 提供安全工作条件。随着技术的发展,螺丝扭矩的设定将继续得到改进和优化。
设备自动化
电动扭矩工具。
安全性
安全以人为本,需要使用适当 的安全措施。
持续改进
制造商应该始终关注提高产品 质量的机会,包括螺丝扭力设 置。
6自攻螺丝螺丝扭力标准
6自攻螺丝螺丝扭力标准
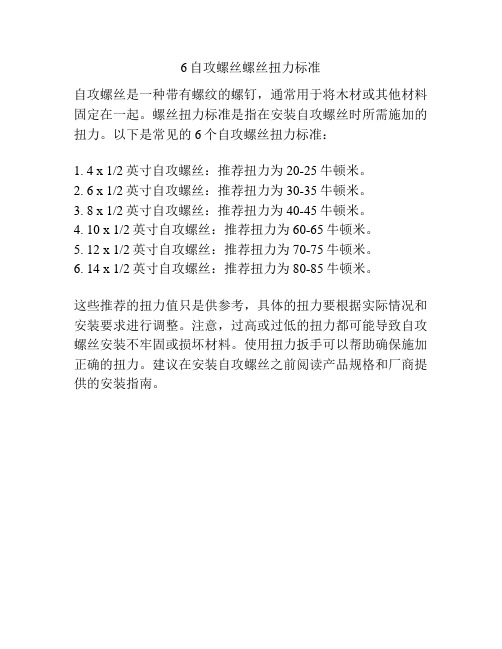
自攻螺丝是一种带有螺纹的螺钉,通常用于将木材或其他材料固定在一起。
螺丝扭力标准是指在安装自攻螺丝时所需施加的扭力。
以下是常见的6个自攻螺丝扭力标准:
1. 4 x 1/2英寸自攻螺丝:推荐扭力为20-25牛顿米。
2. 6 x 1/2英寸自攻螺丝:推荐扭力为30-35牛顿米。
3. 8 x 1/2英寸自攻螺丝:推荐扭力为40-45牛顿米。
4. 10 x 1/2英寸自攻螺丝:推荐扭力为60-65牛顿米。
5. 12 x 1/2英寸自攻螺丝:推荐扭力为70-75牛顿米。
6. 14 x 1/2英寸自攻螺丝:推荐扭力为80-85牛顿米。
这些推荐的扭力值只是供参考,具体的扭力要根据实际情况和安装要求进行调整。
注意,过高或过低的扭力都可能导致自攻螺丝安装不牢固或损坏材料。
使用扭力扳手可以帮助确保施加正确的扭力。
建议在安装自攻螺丝之前阅读产品规格和厂商提供的安装指南。
螺柱拧紧扭力国家标准
螺柱拧紧扭力国家标准
引言
本文档旨在介绍螺柱拧紧扭力国家标准,并提供相关的定义、要求和测试方法。
定义
螺柱拧紧扭力是指将螺纹连接的螺柱拧紧时所需的扭力。
扭力通常以牛顿米(N·m)为单位进行测量。
标准要求
根据国家标准,螺柱拧紧扭力应满足以下要求:
1. 各种螺纹规格的螺柱拧紧扭力应符合标准范围内的要求。
2. 螺柱拧紧扭力应能够满足设计要求和使用要求。
3. 扭力测试应符合相关标准的要求,并确保测量准确性和重复性。
4. 相关材料和设备应符合国家标准和行业标准。
测试方法
为了准确测量螺柱拧紧扭力,可以采用以下测试方法:
1. 使用扭力扳手进行测试,扭力扳手应符合国家标准要求。
2. 先将扭力扳手归零,然后逐步增加扭力,直到螺柱拧紧到设
计要求的扭矩为止。
3. 测试过程中应记录拧紧角度和扭矩值,并进行验证和比对。
4. 测试结果应及时记录并保存,以备参考和证明使用。
结论
螺柱拧紧扭力国家标准对于确保螺柱连接的质量和可靠性非常
重要。
遵循这些标准能够保证拧紧扭力的准确测量和合理控制,从
而提高螺柱连接的可靠性和安全性。
以上是螺柱拧紧扭力国家标准的简要介绍,希望对您有所帮助。
螺丝拧紧扭力国家标准

螺丝拧紧扭力国家标准一、一般螺丝螺丝规格:M2 M2.5 M3 M4 M5标准扭力: 1.6~2.3~4 .6~7.5 14.5~18 28~35 kgf・cm)自攻牙螺丝:螺丝规格:1.7 2 2.3 2.6 3 3.5标准扭力:1.5 3 3.3 4.4螺丝扭矩的国标如下:A类、铁螺丝与铁螺帽(螺孔)之固定,如:箱体各组件之组合。
接地螺丝、螺帽之固定。
PCB固定于箱体。
B类、铁螺丝、铜螺帽(螺孔及铝合金材料螺孔之螺定,如:电晶体或线材端子固定于铝散热片上。
铝散热片固定于PCB上。
大电容或电晶体端子(TERMINAL)之固定螺丝。
RS-232六角铜柱之固定。
C类、铁螺丝(自攻)锁于塑胶孔。
如:塑胶面板固定于箱体。
PCB固定于塑胶面板上。
D类、铁螺丝(自攻)锁于板厚1.0之抽牙孔。
M3抽牙也为ф2.8(+0,-0.05) M4抽牙孔为ф3.65(+0.05,-0)E类、铁螺丝(自攻)锁于板厚1.2之抽牙孔,抽牙孔尺寸同D项。
需要强调的是:拧紧力矩和破坏扭力是两个概念,拧紧力(矩)是指螺丝拧入工件的建议值;破坏扭力(即破坏扭矩)指将螺丝拧断的最小值(详见紧固件的破坏扭矩标准GB3098.13),很显然,拧紧力矩是少于破坏扭矩的。
在装配中指的就是螺钉的紧固力的大小,在扭矩扳手时紧固螺丝时,用力F和扭矩扳手的长度L之积结果就是紧固力矩的大小,当然,扭矩扳手的力是可以设定的。
一、不同的螺钉拧紧力矩参考值表1摘录和整理于机械设计手册,它是依螺纹连接拧紧力矩计算方法而得,它的计算主要考虑了螺钉螺纹的承受力,即在没有滑牙和拧断螺钉的情况下,从螺钉螺纹的强度考虑,对于电子装配中的静载荷,拧紧力矩要取破坏力矩的0.8:1 以下。
螺纹类型螺钉规格(mm)螺钉拧紧力矩参考值M(N m)8.8级 10.9级 12.0级粗牙 M2 0.3 0.4 0.45M2.5 0.6 0.8 0.9M3 1.2 1.5 1.8M3.5 2.2 2.5 3M4 3.0 4.4 5.1M5 5.9 8.7 10M6 10 16 18M8 25 36 43。
螺栓拧紧力矩执行标准
螺栓拧紧力矩的执行标准因不同的螺栓规格和材料而异。
螺栓拧紧力矩的执行标准一般包括:
1.螺栓规格:不同规格的螺栓有不同的拧紧力矩范围。
例如,M6-M39
的螺栓的扭紧力矩范围在Q/STB 12.521.5-2000标准中进行了规定。
2.材料强度:对于不同强度等级的材料,拧紧力矩的范围也会有所
不同。
例如,4.8级、8.8级、9.8级、10.9级、12.9级螺丝的扭力标准不同,其中4.8级螺丝的扭力标准为30N·m,而8.8级、9.8级、10.9级和12.9级螺丝的扭力标准分别为40N·m、48N·m、56N·m和65N·m。
拧螺丝时需要注意以下几点:
1.在装配过程中,不得碰伤螺栓的螺纹部分,以免影响拧紧力矩的
准确性。
2.螺栓的头部及螺母端面的垫片应与被紧固的零件平面均匀接触,
不应倾斜,也不允许用锤敲击使两平面接触,螺杆应无弯曲变形。
3.被连接件应均匀受压,相互紧密贴合,连接牢固。
4.螺栓、螺母紧固时严禁使用不合适的扳手。
5.螺栓、螺母装配时应用手拧入大于2-3个螺距,然后再用扳手或
电动工具拧紧。
6.螺栓、螺母装配时注意保护被连接件的漆膜、镀层及螺栓、螺母
头部不能损坏。
7.螺母拧紧后,螺栓头部应露出螺母端面2-3个螺距,螺母和垫圈
均以反面面向被连接体。
8.螺栓紧固后应做油漆标记,标记位一般用红色油漆点在螺栓与螺
母的接触处,颜色可根据使用场所不同而更改,但颜色必须明显区分。
螺丝扭力标准

螺丝扭力标准的相关标准和规范1. 引言螺丝扭力标准是为了保证螺丝在装配过程中达到一定的紧固力,并确保产品在使用过程中不出现松动或失效。
本文将详细描述螺丝扭力标准的相关标准和规范,包括标准的制定、执行和效果等。
2. 螺丝扭力标准的制定螺丝扭力标准的制定需要考虑以下因素:2.1 材料特性不同材料具有不同的弹性模量和抗剪强度,因此对于不同材料的螺丝,其扭力标准也应有所区别。
制定螺丝扭力标准时需要考虑材料特性,并进行相应的测试和分析。
2.2 使用环境产品在不同环境下会受到不同程度的振动、温度变化等影响,这些都会对螺丝的紧固力产生影响。
因此,在制定螺丝扭力标准时需要考虑产品使用环境,并进行相应的测试和分析。
2.3 设计要求产品设计要求对于螺丝的紧固力也有一定的要求,这些要求需要在制定螺丝扭力标准时考虑进去。
例如,对于某些产品,需要保证螺丝的紧固力不低于一定数值,以确保产品的稳定性和安全性。
2.4 相关标准和规范制定螺丝扭力标准时还需要参考和遵守相关的国家或行业标准和规范。
这些标准和规范通常会提供一些基本的扭矩值或计算方法,可以作为制定螺丝扭力标准的参考依据。
3. 螺丝扭力标准的执行为了确保螺丝扭力标准得到有效执行,需要进行以下步骤:3.1 培训和教育对于生产线上使用螺丝的操作人员,需要进行相关培训和教育,使其了解并掌握正确使用扳手、调整扭矩等工作步骤。
只有操作人员具备必要的知识和技能,才能正确执行螺丝扭力标准。
3.2 检测设备为了检测螺丝是否符合扭力标准,需要使用相应的检测设备,例如扭矩扳手、扭矩传感器等。
这些设备能够准确测量螺丝的扭矩,并与标准数值进行比较,以判断螺丝是否符合要求。
3.3 检测方法在执行螺丝扭力标准时,需要制定相应的检测方法。
常用的方法包括静态检测和动态检测两种。
静态检测是指在产品装配完成后对螺丝进行扭矩测试;动态检测是指在产品使用过程中对螺丝进行定期或不定期的扭矩测试。
3.4 记录和追溯为了确保螺丝扭力标准的执行效果可控和可追溯,需要建立相应的记录系统。
螺栓拧紧力矩规范
螺栓拧紧力矩规范螺栓拧紧力矩标准M6~M24螺钉或螺母的拧紧力矩(操作者参考)螺纹公称直径尺寸d/mm 施加在扳手上的拧紧力矩M/N.m施力操作要领螺纹公称直径尺寸d/mm施加在扳手上的拧紧力矩M/N.m施力操作要领M6 M8 M10 M123.58.316.428.5只加腕力加腕力、肘力加全身臂力加上半身力M16M20M2471137235加全身力压上全身重量压上全身重量未注明拧紧力矩要求时,参考下表(普通螺栓拧紧力矩)螺栓强度级屈服强度N/mm2螺栓公称直径mm6 8 10 12 14 16 18 20拧紧力矩N.m4.65.66.8 8.8 10.9 12.9 24030048064090010804-55-77-99-1213-1616-2110-1212-1517-2322-3030-3638-5120-2525-3233-4545-5965-7875-10036-4545-5558-7878-104110-130131-17555-7070-9093-124124-165180-201209-27890-110110-140145-193193-257280-330326-434120-150150-190199-264264-354380-450448-597170-210210-270282-376376-502540-650635-847 未注明拧紧力矩要求时,参考下表(普通螺栓拧紧力矩)螺栓强度级屈服强度N/mm2螺栓公称直径mm22 24 27 30 33 36 39拧紧力矩N.m4.65.66.8 8.8 10.9 12.9 2403004806409001080230-290290-350384-512512-683740-880864-1152300-377370-450488-650651-868940-11201098-1464450-530550-700714-952952-12691400-16501606-2142540-680680-850969-12931293-17231700-20002181-2908670-880825-11001319-17591759-23452473-32982968-3958900-11001120-14001694-22592259-30122800-33503812-5082928-12371160-15461559-20792923-38984111-54814933-6577公制螺栓扭紧力矩Q/STB 12.521.5-2000范围:本标准适用于机械性能10.9级,规格从M6-M39的螺栓的扭紧力矩,对于使用尼龙垫圈、密封垫圈、其它非金属垫圈的螺栓,本标准不适用。
螺丝扭力标准
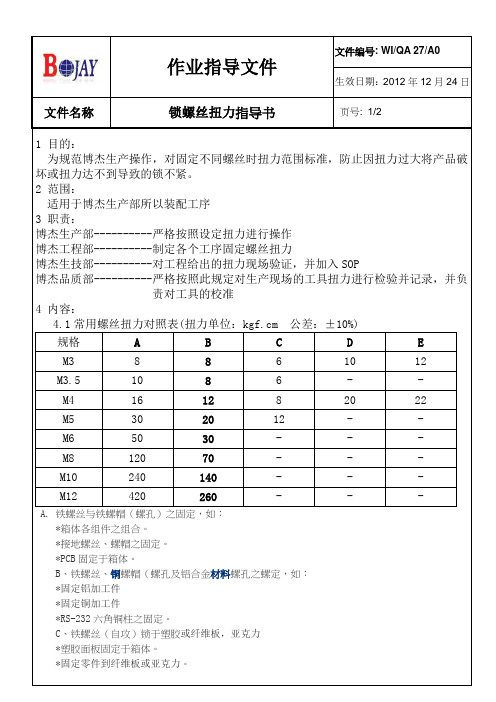
生效日期:2012年12月24日文件名称锁螺丝扭力指导书页号: 1/21目的:为规范博杰生产操作,对固定不同螺丝时扭力范围标准,防止因扭力过大将产品破坏或扭力达不到导致的锁不紧。
2范围:适用于博杰生产部所以装配工序3职责:博杰生产部----------严格按照设定扭力进行操作博杰工程部----------制定各个工序固定螺丝扭力博杰生技部----------对工程给出的扭力现场验证,并加入SOP博杰品质部----------严格按照此规定对生产现场的工具扭力进行检验并记录,并负责对工具的校准4内容:4.1常用螺丝扭力对照表(扭力单位:kgf.cm 公差:±10%)规格 A B C D EM3 8 8 6 10 12M3.5 10 8 6 - -M4 16 12 8 20 22M5 30 20 12 - -M6 50 30 - - -M8 120 70 - - -M10 240 140 - - -M12 420 260 - - -A.铁螺丝与铁螺帽(螺孔)之固定,如:*箱体各组件之组合。
*接地螺丝、螺帽之固定。
*PCB固定于箱体。
B、铁螺丝、铜螺帽(螺孔及铝合金材料螺孔之螺定,如:*固定铝加工件*固定铜加工件*RS-232六角铜柱之固定。
C、铁螺丝(自攻)锁于塑胶或纤维板,亚克力*塑胶面板固定于箱体。
*固定零件到纤维板或亚克力。
生效日期:2012年12月24日文件名称锁螺丝扭力指导书页号: 2/2D、铁螺丝(自攻)锁于板厚1.0之抽牙孔。
*M3抽牙也为ф2.8(+0,-0.05)*M4抽牙孔为ф3.65(+0.05,-0)E、铁螺丝(自攻锁于板厚1.2之抽牙孔,抽牙孔尺寸同D项。
4.2 根据材质区分,对扭力要求(单位:kgf.cm)规格塑胶件亚克力铝件铜件纤维板赛钢低碳钢铁板不锈钢M2 1.0-1.1 1.3-1.4 1.8-2.0 2.0-2.2 2.3-2.4 M2.6 2.6-2.6 2.8-3.2 4.0-4.5 4.5-5.0 5.0-5.5 M3 3.1-3.4 3.9-4.2 5.5-6.0 6.0-6.6 6.6-7.3 M4 7.6-8.3 9.5-10.4 13.5-14.9 15.0-16.5 16.7-18.3 M5 11.2-12.2 13.9-15.3 19.8-21.8 22.0-24.2 24.2-26.9#2 - 56 1.2-1.3 1.5-1.6 2.1-2.3 2.3-2.5 2.6-2.9#4 - 40 2.5-2.7 3.1-3.4 4.5-5.0 4.9-5.4 5.4-6.0#6 - 32 4.4-4.9 5.5-6.1 8.3-9.1 9.1-10.0 10.0-11.0#8 - 32 9.0-9.9 11.3-12.4 17.2-18.6 18.5-20.5 20.6-22.8#10 - 32 15.9-17.7 19.9-22.1 26.9-29.8 30.8-34.2 34.4-36.7 4.3博杰电批对应螺丝扭力设定M2 M3 M4 M5 M6 电批2档位电批3档位电批4档位电批5档位电批6档位4.4所有的电批均有品质部的校准后方可使用,M6以下螺丝不允许使用气批锁;气批只适用于对扭力无要求的大型铁件或钢件固定编制: 陈显兵审核: 批准:。
内六角螺丝扭力国家标准规范
内六角螺丝扭力国家标准规范内六角螺丝扭力国家标准规范是针对内六角螺丝在安装和拆卸过程中所需的扭力范围和要求进行规范的文件。
内六角螺丝是一种常见的紧固件,在各种机械设备和器材中广泛应用,其扭力的准确控制对于保证装配质量和安全性至关重要。
国家标准规范为内六角螺丝的使用提供了参考依据,有助于规范生产制造和使用过程,保障产品性能和使用安全。
1. 内六角螺丝扭力的定义内六角螺丝扭力是指在紧固或拆卸内六角螺丝时所需的扭矩大小。
扭力大小直接影响着螺丝的牢固程度以及使用寿命,因此对于内六角螺丝的扭力有明确的规定是非常必要的。
2. 内六角螺丝扭力的测量方法内六角螺丝扭力的测量通常使用扭力扳手或扭矩表进行。
在使用扭力扳手时,需要根据内六角螺丝的规格选择相应的扭力扳手,并根据标准规范设定扭力数值。
3. 内六角螺丝扭力的国家标准规范国家标准规范针对不同规格和材质的内六角螺丝制定了相应的扭力范围和要求,以确保螺丝的使用安全和性能。
标准规范中通常包括了扭力值的上限和下限、使用工具的要求、扭力测试的方法等内容。
4. 内六角螺丝扭力的重要性正确控制内六角螺丝的扭力对于产品的装配质量和安全性至关重要。
如果扭力过大,可能导致螺丝断裂或螺纹损坏;如果扭力过小,可能导致螺丝松动或脱落,影响设备的正常使用。
5. 内六角螺丝扭力的应用范围内六角螺丝扭力国家标准规范适用于各种机械设备、电子产品、汽车等领域中使用的内六角螺丝,对于确保产品的安全性和可靠性具有重要意义。
结语内六角螺丝扭力国家标准规范的制定和遵守对于保障产品质量、生产安全和用户体验具有不可替代的作用。
制造企业和用户在使用内六角螺丝时应当严格遵守国家标准规范的要求,确保螺丝的正确安装和使用,为产品的可靠性和稳定性提供保障。
螺丝扭力设定

螺栓螺母组合:根据螺栓 和螺母的直径和材料选择 合适的扭力设定值
螺钉螺母组合:根据螺钉 和螺母的直径和材料选择 合适的扭力设定值
特殊螺丝:根据特殊螺丝 的直径和材料选择合适的 扭力设定值
不同螺丝规格的扭力设定值
螺丝类型:螺 栓、螺母、螺
钉等
扭力设定值: 根据螺丝规格、 材质、使用环 境等因素确定
扭力设定方法: 使用扭力扳手、 扭力测试仪等 工具进行设定
防止损坏:设定 合适的扭力可以 防止螺丝过紧或 过松避免对设备 造成损坏
提高维修效率: 通过设定合适的 扭力可以快速完 成螺丝紧固提高 维修效率
保证维修质量: 通过设定合适的 扭力可以保证维 修质量延长设备 的使用寿命
扭力设定在安装中的应用
确保螺丝紧固:通过设定合适的扭力确保螺丝紧固防止松动或脱落 防止过紧:设定合适的扭力防止螺丝过紧导致螺纹损坏或断裂 提高安装效率:通过设定合适的扭力提高安装效率减少安装时间 保证产品质量:通过设定合适的扭力保证产品质量提高产品使用寿命
添加副标题
螺丝扭力设定的PPT大纲
汇报人:
目录
CONTENTS
01 添加目录标题
02 螺丝扭力设定的概 念
03 螺丝扭力设定方法
04 不同螺丝的扭力设 定值
05 螺丝扭力设定的实 际应用
06 螺丝扭力设定的常 见问题及解决方案
添加章节标题
螺丝扭力设定的概念
什么是螺丝扭力
螺丝扭力是指螺丝在拧紧过程中所施加的力矩 螺丝扭力设定是指根据螺丝的规格和材料设定合适的扭力值 扭力设定不当可能导致螺丝松动或断裂 扭力设定过小可能导致螺丝松动影响产品性能 扭力设定过大可能导致螺丝断裂影响产品安全
螺丝扭力设定方法
内六角螺丝拧紧扭力国家标准

内六角螺丝拧紧扭力国家标准
1. 背景
内六角螺丝广泛应用于机械制造领域,拧紧扭力是保证螺丝连接质量的重要参数。
为了统一国内内六角螺丝拧紧扭力标准,制定了国家标准以确保产品质量和安全。
2. 标准范围
国家标准规定了内六角螺丝拧紧扭力的测量方法、标准数值及相关技术要求。
适用于各类机械设备和产品中的内六角螺丝的拧紧过程。
3. 测量方法
3.1 工具准备
•内六角扭力扳手
•适配头
•扭力表
3.2 拧紧步骤
1.将适配头与内六角螺丝连接。
2.使用内六角扭力扳手逆时针拧松螺丝。
3.逆时针拧松后,以逆时针方向再拧2-3次。
4.以顺时针方向开始拧紧螺丝。
5.当扳手发出“咔嘣”声音时,停止拧紧。
4. 标准数值
国家标准规定了不同规格内六角螺丝的拧紧扭力数值范围,确保在不同工况下螺丝连接牢固可靠。
5. 技术要求
5.1 扭力误差
标准中规定了拧紧扭力的误差范围,以保证拧紧精度的要求。
5.2 扭力示值稳定性
要求拧紧扭力示值应当稳定,不应有明显波动,以确保螺丝连接的稳定性。
6. 结语
国家标准对内六角螺丝拧紧扭力提出了明确的规范,以提高产品质量和安全性。
在实际生产中,企业应当严格执行标准,确保螺丝连接的可靠性和稳定性。
产品打螺丝扭力的一般规定

产品打螺丝扭力的一般规定本页仅作为文档页封面,使用时可以删除
This document is for reference only-rar21year.March
产品打螺丝扭力的一般规定
按螺丝型号分类
起子之扭力。
当扭力由品保人员用扭力测试仪设定后,扭力固定环应与扭力调节环紧密靠位,从而确保扭力之稳定。
1.将起子插头入控制器或电源供应器:
确定接头正确锁合,转动插头上之固定环,顺时钟方向旋转以确定锁接头。
2.插入及更换起子头:
将起子头控制环往起子本体方向拉,插入起子头,放松控制环,起子头自动扣进正确位置
3.调整扭力:
调整扭力控制环位置,往高刻度得到更高扭力,往低刻度调整则得到低扭力,请将扭力控制环确定落入凹槽,并以扭力固定环确定固定,以避免扭力控制环因操作时震动而导致输出扭力不准确(刻度为参考定位点,请以扭力测试量实际输出扭力)
4.正转旋入螺丝:
将起子头确实卡入螺帽,螺丝对准对象之螺孔,按下起动按板便可锁丝,当到达所设定扭力时,起子将自动停止,放开启动按板动,起子可重复进行操作。
5.反转旋出螺丝:
如果要旋出螺丝,切换正反转开关或按下反转按板(因机型设计而有所有不同),便能顺利卸起螺丝。
校正扭力标准:打入螺丝为扭力。
如规定扭力是6 ,使用扭力校正仪器将起子打入,显示屏显示6 为标准扭力。
退出显示任何数据不计入扭力。
如不能退出校正仪器,则同样按照打入起子显示的扭力为准。
编制:刘雄伟审核:核准:。
螺丝锁紧扭力标准参照表
螺丝锁紧扭力标准参照表
螺丝锁紧扭力标准参照表:
螺丝的锁紧扭力的正确安装是确保螺丝拧紧效果的关键。
因此选
择正确的锁紧扭力是十分重要的。
一般情况下,锁紧扭力与材料、螺丝直径、螺纹类型以及拧紧工
具类型有关,不同材料和螺纹类型需要采用不同的锁紧扭力。
例如,使用A2等不锈钢螺丝的扭力值应该比普通碳钢螺丝的扭力
值要小得多,一般在M5-M12螺丝尺寸范围内,普通碳钢螺丝的扭力值
应该在6-10Nm之间,而A2等不锈钢螺丝的扭力值应该在3-6Nm之间。
另外,软件螺丝的锁紧扭力也应当低于一般螺丝的锁紧扭力,M4-
M10尺寸范围内,一般螺丝的锁紧扭力应为3-6Nm,而软件螺丝的锁紧
扭力应为1-3Nm。
在设定锁紧扭力时,应考虑螺丝本身特性,一般地,螺丝的材料、直径、螺纹类型和拧紧方式等因素均有关,从而确定锁紧扭力的大小。
锁紧扭力大小如下所示:
(1)普通碳钢螺丝:
M3-M5:2-5Nm
M6-M8:5-8Nm
M9-M12:8-10Nm
(2)不锈钢螺丝:
M3-M5:1-3Nm
M6-M8:2-4Nm
M9-M12:4-6Nm
(3)软件螺丝:
M3-M5:0.5-2Nm
M6-M8:1-3Nm
M9-M12:2-4Nm
总之,在选择正确的螺丝锁紧扭力标准时,应考虑螺丝材料、直径、螺纹类型、拧紧方式以及设备情况,以确保螺丝的正确使用以及延长使用寿命。
螺栓拧紧力矩要求规范

螺栓拧紧力矩标准M6~M24螺钉或螺母的拧紧力矩(操作者参考)未注明拧紧力矩要求时,参考下表(普通螺栓拧紧力矩)未注明拧紧力矩要求时,参考下表(普通螺栓拧紧力矩)公制螺栓扭紧力矩 Q/STB 12.521.5-2000范围:本标准适用于机械性能10.9级,规格从M6-M39的螺栓的扭紧力矩,对于使用尼龙垫圈、密封垫圈、其它非金属垫圈的螺栓,本标准不适用。
★对于设计图纸有明确力矩要求的,应按图纸要求执行。
套管螺母紧固力矩 Q/STB B07833-1998紧固件的同行!您好!我是mDesign机械设计平台中国区总代理。
非常期待与您的合作。
我们希望在紧固件领域能有所作为。
我姓张,联系电话137*61966719。
以下是MDESIGN机械设计平台的简要介绍:mDesign是源于德国的一款机械设计平台。
软件编制始于1983年,主要由mDesign公司、德累斯顿工业大学(Technische Universität Dresden)、VDI(德国工程师协会)、DIN的人员一同编制完成。
软件主要是基于德国机械标准(VDI、DIN以及ISO)进行编制,对机械零件(齿轮、轴、轴承、螺栓、梁、联轴器、皮带、链条、胶接等等)进行计算和验证。
轴基于DIN743,高强度螺栓基于VDI2230,齿轮尺寸设计基于DIN3960,齿轮强度校核基于DIN3990/ISO6336。
MDESIGN对高强度螺栓、轴、齿轮箱、LVR、LVR planet开发了独立的模块,除这些模块同时可对计算结果进行优化。
以下是这5个模块的主要功能:高强度螺栓模块:高温低温工况服役的螺栓、可计算最多5层的被连接件、空心螺栓、自定义齿轮螺栓、不可简化的多螺栓分布、偏心负载工况。
同时我公司聘请了德国波鸿大学的技术支持,专门研究vdi2230的。
以下模块如果您有朋友在做的话也请帮忙推荐。
轴模块:同时对一根轴的8个轴承和50个轴段进行设计、校验和优化、空心轴、锥形轴、自定义槽口、寿命以及疲劳。
m1.6螺丝扭力
M1.6螺丝扭力
简介
螺丝是机械工程中常见的连接元件,而螺丝扭力则是指在拧紧螺丝时所需要的
力矩。
本文将深入探讨M1.6螺丝的扭力特性,了解其重要性以及如何正确地施加
扭力以确保螺丝连接的牢固性。
M1.6螺丝扭力的重要性
M1.6螺丝扭力的准确施加对于螺丝连接的牢固性至关重要。
如果扭力过小,
螺丝可能松动,导致连接松动或失效;相反,如果扭力过大,可能损坏螺丝或连接部件。
因此,了解并正确施加M1.6螺丝的扭力是保障机械设备正常运行的重要步骤。
如何确定M1.6螺丝的扭力
确定M1.6螺丝的扭力需要考虑多个因素,包括螺丝直径、材质、螺纹类型等。
通常,可以通过扭力扳手或扭矩表来准确测量和施加扭力。
在实际操作中,需要根据设备的要求和规范来确定合适的扭力数值,以确保连接的稳固性。
正确施加M1.6螺丝的扭力步骤
1.确定所使用的螺丝规格和材质。
2.准备合适的扭力工具,如扭力扳手。
3.将螺丝对准螺孔,逐步旋紧。
4.当达到设定的扭力数值时停止扭紧操作。
5.检查螺丝连接是否牢固。
结论
M1.6螺丝扭力是确保螺丝连接牢固的关键因素之一。
正确理解和施加M1.6螺
丝的扭力对于机械设备的安全运行至关重要。
通过合适的工具和方法,可以确保螺丝连接稳固,提高设备的可靠性和安全性。
通过本文的介绍,希望读者对M1.6螺丝扭力有更深入的了解,能够在实际操
作中正确施加扭力,保障机械设备的正常运行。
以上是关于M1.6螺丝扭力的简要介绍,希望对您有所帮助。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
二、扭力定義規範:
3.正常最好使用扭力定義:確定最大最小扭力后, 將最大扭力乘以安全係數0.4---0.6;得出值即為最好使用扭力; 且使用扭力必須大於最小鎖附扭力,根據實際以接近最大最小 平衡均值最好;
三、舉例說明:
螺絲規格:SCREW,BZn+Ni,T1.7*4,P0.5,PH3*0.5,+ 鎖附孔徑:1.34—1.36mm 鎖附材質:PC+10%GF 鎖附深度:2.2mm 初步定義扭力範圍0.8---2.0kgf-cm
三、舉例說明:
最小扭力取得:
Item 1 2 3 4 5 6 7 8 9 10 最小鎖附扭力 0.85 0.85 0.85 0.85 0.85 0.85 0.85 0.85 0.85 0.85
0.80出現輕微浮起 0.80出現輕微浮起
三、舉例說明:
最大扭力取得:
三、舉例說明:
最小最大扭力範圍: 0.85---2.10kgf-cm 定義正常最好鎖附扭力取得:2.1*(0.4---0.6)=0.84----1.26 最小扭力為:0.85 最大最小平均值:(0.85+2.10)/2=1.475 正常最好鎖附扭力為:1.25+/-0.05kgf-cm或1.25+/-0.1kgf-cm鬆脫力驗證: 附件為新機種扭力確認表
4.螺絲尾端的形狀 (Screw shape): 尖尾的、三角的。扭力其實跟螺絲的尾端 螺絲尾端的形狀 形狀沒有多大關係,但不同的螺絲尾端形狀通常代表不同的螺紋設計,就經驗 來說尖尾的螺絲其螺紋較淺,所需的電動起扭力也較小。 5.螺絲孔的直徑 (Screw hole diameter):螺絲孔的直徑越小,所需電動起扭力 螺絲孔的直徑 就越大。 6.螺絲孔的脫模角度 (Screw hole draft angle):螺絲孔的脫模角度越大,扭力 螺絲孔的脫模角度 需要越大。 這是因為越往螺絲孔底部的孔徑會越小的關係。另外值得注意的是 隨之而來的螺絲柱外側脫模角度 (Screw boss draft angle),這兩項脫模角度會 直接影響到螺絲柱的肉厚。 7.螺絲孔的進孔處斜面 (Screw hole chamfer):斜面的作用是幫助螺絲站穩在 螺絲孔的進孔處斜面 螺絲孔上,讓作業員鎖螺絲時不容易打滑到旁邊。可是斜面如果太大或太深, 雖然所需要的電動起扭力可能就會越小,但這樣一來所剩餘的塑膠螺絲柱與螺 絲的咬合面積就越少,有可能會降低螺絲的鎖合力。 8.塑膠材質 (Plastic resin material): 越硬的塑膠材質(如 reinforce 或是含 塑膠材質 glass fiber(玻璃纖維) 的塑膠),所需的電動起扭力就越大。 性不良作分析
Item 1 2 3 4 5 6 7 8 9 10 正常鎖附扭力 1.25+/-0.02 1.25+/-0.02 1.25+/-0.02 1.25+/-0.02 1.25+/-0.02 1.25+/-0.02 1.25+/-0.02 1.25+/-0.02 1.25+/-0.02 1.25+/-0.02 鬆脫力 0.73 0.75 0.72 0.69 0.81 0.77 0.76 0.75 0.71 0.78
二、扭力定義規範:
1.決定電動螺絲起子最『小』螺絲扭力: 決定電動螺絲起子最『 決定電動螺絲起子最 螺絲扭力: 以經驗值選取扭力範圍,用電動螺絲起子設定其最小螺絲扭力, 鎖緊後再用手動方式轉動螺絲來檢查螺絲扭力是否足夠,如果 已經無法再用手動方式轉動螺絲,就表示螺絲扭力的可以接受, 鎖附10PCS確認第一次是否鎖附到位,若都鎖附到位,然後按 照0.05kgf-cm扭力遞減,重複驗證發生鎖附不到位說明扭力不 可接受,此時上一個鎖附OK扭力為最小扭力;如果還可以轉動, 則表示最小扭力還不過,必須再往上增加。反覆測試後可以決 定最小的電動起扭力。
EOL
扭
一、影響扭力因素:
1.螺絲的直徑 (Screw diameter):螺絲的直徑越大、所需電動起扭力就 螺絲的直徑 越大。因為越大直徑的螺絲,通常意味著需要吃到較深的塑膠內側。 2.螺絲的長度 (Screw length) :螺絲的越長度越長、所需電動起扭力就 螺絲的長度 越大。電動起扭力基本上與螺絲與塑膠的接觸面積成正比,螺絲鎖得越 進去螺絲孔,就會有越多的螺絲面積與塑膠接觸。 3.螺絲的螺牙間距 (Screw pitch): 螺牙間距越大、所需電動起扭力就 螺絲的螺牙間距 越大。這點似乎有點與上面的接觸面積牴觸,但這是因為同樣把螺絲轉 一圈,螺牙間距比較大的螺絲鎖進塑膠的深度比間距小的還要深,所以 需要比較大的扭力。就像是同樣直徑不同齒輪數的齒輪,轉動同一個別 的齒輪,齒輪數越多的越省力的道理一樣。
4.鬆脫力測量方法:
舉例說明: 測量1.0+/-0.05kgf-cm的鬆脫力 1.首先將電動起子調整到1.0kgf-cm目前扭力計顯示可測量到0.98---1.01mm 按照1.0kgf-cm處理; 2.用電動起子鎖附螺絲; 3.將鬆脫力計調到中間檔,歸零; 4.用鬆脫力將螺絲取下; 5.鬆脫力顯示值即為鬆脫力; 注明: 1.鬆脫力計具體使用參閱說明書; 2.鬆脫力≥鎖附力/2
1.鬆脫力測量工具:CEDAR model DID-4 如下圖所示:
2.其他工具電動起子、扭力計; 如下圖所示:
扭力計 電動起子
3.鬆脫力測量計與扭力計對應差異: a、扭力計針:對電動或手動起子測定其在某檔位時鎖附力大小 b、鬆脫力計:功能自帶顯示鎖附力的起子,其他功能參照說明書 針對力測量說明:0.3----1.0kgf-cm兩者誤差0.03kgf-cm 1.0----2.0kgf-cm兩者誤差0.02kgf-cm 2.0----10.0kgf-cm兩者誤差0---0.01kgf-#43;/-0.10原因:
彩晶使用扭力計示值誤差+/-0.01,电动起子本身变异量0.06 kgf.cm 正常状况下扭力公差设为+/-0.10kgf.cm,特殊情况可以定在+/-0.05kgf.cm
五、扭力點檢表見插入附件:
IMFS017-03A 舱杆獀ㄣ翴浪癘魁
六、鬆脫力測量:
二、扭力定義規範:
2.最小螺絲扭力決定後,再依據扭力範圍,把電動螺絲起子的 扭力設定到扭力範圍的最大值,拿10組上、下蓋(或是上、下 殼),用電動起子重複鎖緊、鬆開螺絲10次後,確認有無任何螺 絲孔滑牙或是螺絲柱破裂的現象發生,如果沒有,按照 0.05kgf-cm扭力遞增重複驗證,若發生螺絲孔滑牙或是螺絲柱 破裂不良,上一個鎖附OK扭力即為最大扭力;如果有,則必須 將扭力調小或是設計變更螺絲柱的內、外孔徑,然後再重複驗 證。