聚丙烯管(PP-R管)生产工艺
PPR管材挤出
课题名称:PP-R管材挤出工艺系别:专业:高分子材料应用技术班级:学生姓名:指导教师:目录一、前言 (4)二、聚丙烯 (4)2.1PP的发展形势及其应用 (4)2.1.1PP及其管材简介 (5)2.1.2PP的加工特性及现状 (5)2.1.3PP的性质及应用 (6)四.挤出成型工艺流程 (6)4.1挤出成型原理 (6)4.2挤出成型工艺的生产过程 (7)4.3挤出成型工艺参数 (7)五、结束语 (8)六、参考文献 (9)摘要PP-R管又叫三型聚丙烯管。
是欧洲90年代初开发应用的新型塑料管道产品。
采用无规共聚聚丙烯经挤出成为管材,本文主要设计了PP-R管材挤出生产工艺。
根据当今PP-R管材行业的发展前景和应用,结合实际,详细说明了PP-R管材的配方设计、挤出生产工艺流程等方面。
关键词:PP-R管材挤出成型工艺、配方设计、挤出生产工艺流程、后处理AbstractPp-r pipe and three type polypropylene pipe. Is Europe in the early 90 s development and application of new plastic pipe products. With random copolymerization polypropylene extrusion as pipe material, this paper designed the pp-r pipe extrusion production process. According to today's prospects for development and applicationof pp-r pipe industry, combined with the actual, detailing the pp-r pipe material formulation design, production process flow and parameters determination of devolatilization and waste. To select the extrusion machine, made clear calculation. Workshop production organization and management, and the economic estimate of this project planning. Finally determined the annual output of 20000 t of pp-r pipe extrusion molding process, the formula design is feasible and workshop management and production organization is perfect.Keywords:Pp-r pipe material extrusion molding process formulation design production process and post-processingPP-R管材的挤出成型一、前言挤出成型是塑料成型加工的重要成型方法之一。
聚丙烯(PP-R)管道施工工艺

聚丙烯(PP-R)管道施工工艺4.3.4 聚丙烯(PP-R)管道施工工艺1.材料(PP-R管材、管件)、工具(1) 建筑给水聚丙烯管材和管件,应有省级(含)以上质量检验部门的产品合格证和产品卫生检验合格证明,并应有有关部门的产品推广许可证。
(2) 管材上应标明规格、型号、管系列、生产厂名或商标、生产日期;管材上应有明显的商标和规格代号;外包装上应有生产厂名、地址、电话、管材及管件名称、规格、批号、数量、生产日期、管系列、检验代号和注意事项;内包装应有质量合格证。
(3) 管道热熔连接时,应采用专用配套的熔接管件和工具。
熔接工具应安全可靠,操作简便,并附有产品质量合格证书和使用说明书。
(4) 管道采用法兰连接时,应采用专用的法兰连接件。
(5) 管材和管件宜选用同一原料生产的产品。
2.管材和管件的外观质量应符合下列规定:(1) 管材和管件的内、外壁应光滑平整,无汽泡、裂口、裂纹、砂孔、脱皮、凹陷、毛刺和明显的痕纹;管壁颜色一致,无色泽不均、严重缩形和分解变色线。
(2) 管材和管件不应含有可见杂质。
(3) 管材的端面应切割平整,并垂直于管材的轴线。
(4) 管件应完整、无缺陷、无变形;合模缝浇口应平整、无开裂。
(5) 管材宜采用白色或灰色。
3.管材的规格尺寸与允许偏差应符合表4.3.4.3的规定。
注:管材长度一般为4m,也可根据用户要求协商决定。
管材长度的允许偏差为+0.4%。
4.管材管系列S值的选择应符合表4.3.4.4A和表4.3.4.4B的规定。
表4.3.4.4B 热水管管系列S的选择5.管材和管件表示方法如下:(1) 管材:1)管系列—用S表示。
2)公称外径—用De表示。
3)管壁厚—用e表示。
例:S5De32×2.9(2) 管件:1)干管端口公称内径—用ds表示。
2)支管端口公称内径—用ds表示。
3)管系列—用S表示。
例:等径管件:ds20S5异径管件:ds32×20S5螺纹管件:ds20×1/2″S56.热熔连接管件承口尺寸应符合图4.3.4.6和表4.3.4.6的规定。
聚丙烯(PP-R)管工艺以及出现的问题及解决办法
聚丙烯(PP-R)管
什么是PP-R管 PP-R管有什么特点 PP-R管的主要用途 PP-R管的原料 PP-R管的生产工艺
PP-R
PP-R管又叫三型聚丙烯管,采用无规共 聚聚丙烯经挤出成为管材,注塑成为管件。是 欧洲90年代初开发应用的新型塑料管道产品。 PP-R是80年代末,采用气相共聚工艺使5%左 右PE在PP的分子链中随机地均匀聚合(无规共 聚)而成为新一代管道材料。它具有较好的抗 冲击性能和长期蠕变性能。
塑料管材与传统的金属管和水泥管相比,具有重量轻,一般仅为 金属管的1/6-1/10,有较好的耐腐蚀性,抗冲击和抗拉强度,塑料管内 表面比铸铁管光滑的多、摩擦系数小、流体阻力小、可降低输水能耗 5%以上,综合节能好,制造能耗右降低75%,运输方便,安装简单, 使用寿命长达30-50年。
在国外,塑料管材正不断替代金属或其他传统材料的管材,发展 十分迅速。从1980-1990年的十年中除塑料管以外,其它各种材料 的管材增长率总和还不足2%,但塑料管的增长率却是其它各种管材 增长率总和的4倍,达到8%,进入九十年代塑料管的需求量仍以每年 4.2%的速率增长,其产值大约以每年8%的速率递增。
(2)冷却水温过高,表面粗糙。降低冷却水温,PPR最佳冷却水温为20-30℃;
(3)检查水路,是否存在堵塞和水压不足现象; (4)检查加热圈是否有损坏; (5)清理模具芯部温度,若高于口模区段温度,打
开芯部调温装置; (6)检查并清理模具是否有杂质。
2、管材.切割长度过长或过短
1、建筑物的冷热水系统,包 括集中供热系统;
2、建筑物内的采暖系统、包 括地板、壁板及辐射采暖系 统;
3、可直接饮用的纯净水供水 系统;
4、中央(集中Βιβλιοθήκη 空调系统;5、输送或排放化学介质等工 业用管道系统。
PVC管材生产工艺流程
PVC-U 、PP-R 管材生产工艺流程编号:QR —07—2011编制:批准:受控状态:分发号:1 总则为确保PVC-U、PP-R和PE管材生产操作规范化,保证管材产品质量,特制定本生产工艺程。
2 范围本生产工艺流程适用于以聚氯乙烯树脂(PVC)、聚丙烯树脂(PP-R )和聚乙烯树脂(P E )为主要原料,加入适当助剂,经挤出工艺成型的硬聚氯乙烯(PVC-U)给水管材、排水管材、排水芯层发泡管材、排水隔音降噪管材和建筑用绝缘电工导管管材、冷热水用聚丙烯管道系统(PP-R)管材及给水用聚乙烯(PE)管材的生产工艺流程。
3 生产工艺流程3.1 生产计划3.1.1 根据公司相关部门下达的生产计划通知书,生产部应根据生产计划通知书的要求制定相应的生产计划和作业指导书下达生产车间,有特殊要求的,按特殊要求制定生产计划和作业指导书。
3.1.2 车间主任按照生产部下达的生产计划和作业指导书通知班(组)长进行生产准备工作。
3.1.3 检查并核实班(组)长的生产准备工作是否符合生产计划和作业指导书的要求。
3.2 开机前的准备3.2.1 机器设备常规检查检查挤出机传动箱、齿轮箱是否加注润滑油,电路、气路、冷却系统、主机、牵引机、喷墨印字机、切割机、空气压缩机等空机运转是否正常,确定所有机器均属正常运转方可安装模具。
3.2.2 安装模具根据下达的生产计划,在挤出机的机头上安装相对应规格的管材挤出模具,在真空定型箱内装上相同规格的定径铜套和橡胶密封衬板,调整挤出模具壁厚均匀度,所有连接螺丝都要涂上二硫化钼锂基润滑脂并拧紧,安装模具加热圈、热电隅、温度计,接上加热电源线,准备升温。
323 升温升温前,先设置主机机筒和机头(模具)各段(区)加热温度,机筒和机头各段(区)加热温度的设置视加工产品的规格种类略有差异,PVC-U、PP-R、PE管材生产机筒和机头各段(区)加热温度的设置范围分别见表1、表2和表3。
表1 PVC-U管材加工机筒、机头各段(区)加热温度设置范围表2 PP-R管材加工机筒、机头各段(区)加热温度设置范围表3 PE管材加工机筒、机头各段(区)加热温度设置范围机筒和机头各段(区)加热温度的调整范围为±0 当各加热段(区)加热温度全部达到或超过设置温度时,应恒温90—150分钟,让各加热段(区)的真实温度接近或等于设置温度。
PPR

PPRPPR(pentatricopeptide repeats),又叫无规共聚聚丙烯( PPR)其产品韧性好,强度高,加工性能优异,较高温度下抗蠕变性能好,并具有无规共聚聚丙烯特有的高透明性优点,可广泛用于管材、片材、日用品、包装材料、家用电器部件以及各种薄膜的生产。
目录展开PP-R优劣辨别PPR-概述PP-R又叫三型聚丙烯管、无规共聚聚丙烯,采用无规共聚聚丙烯经挤出成为管材,注塑成为管件。
聚丙PPR烯无规共聚物也是聚丙烯的一种,它的高分子链的基本结构用加入不同种类的单体分于加以改性。
乙烯是最常用的单体,它引起聚丙烯物理性质的改变。
与pp均聚物相比,无规共聚物改进了光学性能(增加了透明度并减少了浊雾),提高了抗冲击性能,增加了挠性,降低了熔化温度,从而也降低了热熔接温度;同时在化学稳定性、水蒸汽隔离性能和器官感觉性能(低气味和味道)方面与均聚物基本相同。
使用于吹塑、注塑、薄膜和片材挤压加工领域,作食品包装材料、医药包装材料和日常消费品。
PPR-基本简介ppr英文名称是pentatricopeptide repeatsPP-R又叫三型聚丙烯管、无规共聚聚丙烯,采用无规共聚聚丙烯经挤出成为管材,注塑成为管件。
是欧洲90年代初开发应用的新型塑料管道产品。
PP-R是80年代末,采用气相共聚工艺使5%左右PE在PP的分子链中随机地均匀聚合(无规共聚)而成为新一代管道材料。
它强度高,具有较好的抗冲击性能和长期蠕变性能。
同时管道具有优异的耐化学物品腐蚀性能,常温下不溶于任何已知溶剂,所以除了家装之外,更适合化工厂等场所输送化学流体。
使用寿命可达50年之久,市场上还没有任何一种更廉价的材料可以取代它。
PPR-化学结构PP无规共聚物一般含有 1- 7%(重量)的乙烯分子及 99— 93%(重量)的丙烯分子。
在聚合物链上,乙烯分子无规则地插在丙烯分子中间。
在这种无规的或统计学共聚物中,大多数(通常 75%)的乙烯是以单分子插入的方式结合进去的,叫做X3基团(三个连续的乙烯[CH2]依次排列在主{TodayHot}链上),这还可看成是一个乙烯分子插在两个丙烯分子中间。
无规共聚聚丙烯(PP—R)管材的加工与应用

2 29 45 3 18 .6 难0】 9 A 7 /l
2 0
悬梁 靛 口 冲击 强 度/ k/ (J m )
2 ℃ 3 0 ℃
一
2 5 2
5 56
34
IO 19/【 S 7 A
2 ℃ 0
埘 氏 硬 度 维 卡 软 化 温度 / ' C 熔点/ ℃
I 052, S ' 7 ,一2
84 7
3 05
I 78 SO】
I SO1 78
共 聚而成 , 为 P 称 P—B 二 型 ) 第三 代 P 管 材专 用 料 ( : P 采用 先进的气 相 共 聚 工艺 使 P E在 P P的分 子 链 中 随
机 、 匀地聚台 , 为 P 均 称 P—R 三 型 ) 由于 三 种 专 用 料 ( 在性 能上有着较 大差异 , 以其应用 领域也不尽相 同。 所 P —H管 具 有 很 强 的 抗 冲 击 强 度 和 耐 化 学 性 能 , 量 P 大 用 于 化 工 管 道 、 温 下 的工 业 用 承 压 管 和 排 污 管 道 , 常 但 由于 其低 温 抗 冲击 性 较差 . 适 台在 低 温 下使 用 ;P 不 P
熔 体 流 动速 率 / glmn (/O i)
(3 % , . k ) 20 2 1 g 6 拉佃 屈 服 应 力 / P Ma
来 国内外许 多高分子 专 家对 P P管材 用原料 进 行 了大
量的研 究与开发工 作 , 后研 究开发 了三代 P 先 P管 材 专 用 料 一 代 P 管 材 专 用 料 是 采 用 均 聚 聚 丙 烯 加 人 适 第 P 量 的 抗 冲 改性 等 助 剂 经 共 混 改 性 而 成 , 为 P H( 称 P— 一 型 )第二代 P : P管 材 专 用 料 是 采 用 P P与 P E进 行 嵌 段
PPR管件生产工艺流程图及简述

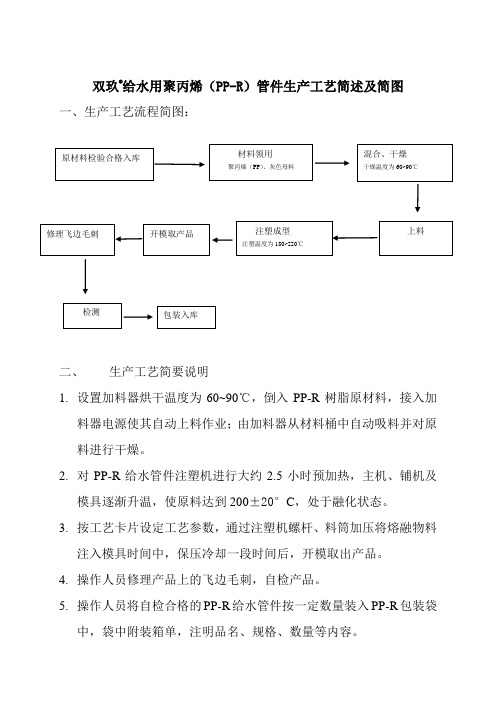
双玖?给水用聚丙烯(PP-R)管件生产工艺简述及简图
一、生产工艺流程简图:
1.设置加料器烘干温度为60~90℃,倒入PP-R树脂原材料,接入加
料器电源使其自动上料作业;由加料器从材料桶中自动吸料并对原料进行干燥。
2.对PP-R给水管件注塑机进行大约2.5小时预加热,主机、铺机及
模具逐渐升温,使原料达到200±20°C,处于融化状态。
3.按工艺卡片设定工艺参数,通过注塑机螺杆、料筒加压将熔融物料
注入模具时间中,保压冷却一段时间后,开模取出产品。
4.操作人员修理产品上的飞边毛刺,自检产品。
5.操作人员将自检合格的PP-R给水管件按一定数量装入PP-R包装袋
中,袋中附装箱单,注明品名、规格、数量等内容。
6.对成品PP-R管件进行检验,检验方法参见GB/T18742.3-2002.
7.合格的管件按不同规格装入包装箱中,附上合格证。
8.分别按不同规格的包装进行有序入库存放。
建筑给水三型聚丙烯管道(PP-R)施工工法

前言建筑给水三型聚丙烯管道(PP—R)是国际上九十年代发展的新型化学建材。
建筑给水系统中聚丙烯管(PP)共有PP-H(Ⅰ类管)、PP-B(Ⅱ类管)、PP—R(Ⅲ类管)三种类型,其中PP-R管是以无规共聚聚丙烯为原料,按照DIN8077、DIN8078工业标准加工成型的绿色环保产品。
它与钢管相比,具有对水质不会产生二次污染、不结垢、质轻、耐压、耐腐蚀、阻力小、隔热保温、连接方便可靠、使用寿命长、废料可回收再利用保护环境等优点.1 特点1。
1 本工法PP—R管道采用了热熔连接,操作简便,施工速度快,质量易于保证.1.2 热熔连接有对接式热熔连接、插入式热熔连接和电熔连接三种形式。
本工法按插入式热熔连接方式编制,此种连接方式无需套丝、一个接头数秒钟即可完成,与卫生洁具、水龙头、阀门等器具连接采用带金属螺纹嵌件和特制的法兰连接,安装快捷、省时省力、漏水率极低、安全可靠、外型美观。
1.3 采用本工法安装PP—R管道,可以大大减轻工人的施工强度,提高施工效率。
1。
4 采用的管路预制定线的操作工艺,提高了管路的安装精度,减少了材料的损耗。
2 适用范围工业与民用建筑内的生活给水、热水管道及饮用纯净水系统供水管道.3 工艺原理本工法通过采用专用热熔工具加热,把材料原来紧密排列的分子链熔化分叉,当加热到一定时间后,将同种材料的两个部件(管材与管件、管件与管件)连接固定,在熔合区建立接缝压力,由于接缝压力的作用,溶化的分子链随材料冷却、温度下降重新连接,使两个部件闭合成一个整体。
4 工艺流程及操作方法4。
1 工艺流程4.24。
2。
1 安装准备:检查施工图纸及其它技术文件是否齐全;管道布置空间与建筑物及其它专业管道是否有交叉和矛盾;与设备、阀件相连接的口径、方位、坐标、标高是否相符;土建施工是否已完成墙体砌筑抹灰,预留槽洞、套管位置是否正确。
4.2。
2 施工员建筑给水聚丙烯管道安装技术培训4.2.2.1 通过现场实物讲解,让施工员掌握PP—R管材的化学特性及物理特性。
聚丙烯(PP-R)管

1、建筑物的冷热水系统,包 括集中供热系统;
2、建筑物内的采暖系统、包 括地板、壁板及辐射采暖系 统;
3、可直接饮用的纯净水供水 系统;
4、中央(集中)空调系统;
5、输送或排放化学介质等工 业用管道系统。
用
途
P P R
母料: 滑石粉 70~75 重
活化剂 2~3
量
分散剂 6~8 增韧剂 8~16
1、无毒、卫生。PP-R的原料分子只有碳、氢元素,没有有害有毒 的元素存在,卫生可靠,不仅用于冷热水管道,还可用于纯净饮用水系 统。
2、保温节能。PP-R管导热系数为0.21w/mk,仅为钢管的1/200。 3、较好的耐热性。PP-R管的维卡软化点131.5℃。最高工作温度可 达95℃,可满足建筑给排水规范中热水系统的使用要求。 4、使用寿命长。PP-R管在工作温度70℃,工作压力(P.N)1.OMPa条 件下,使用寿命可达50年以上(前提是管材必须是S3.2和S2.5系列以 上);常温下(20℃)使用寿命可达100年以上。 5、安装方便。PP-R具有良好的焊接性能,管材、管件可采用热熔和 电熔连接,安装方便,其连接部位的强度大于管材本身的强度。 6、物料可回收利用。PP-R废料经清洁、破碎后回收利用于管材、管 件生产。回收料用量不超过总量10%,不影响产品质量。 7、可修补。PP- R 管热熔的优点即使用PP- R补洞棒对有针眼的管道 可进行修补, 亦可折下受损管道更换新的管道, 维修方便、简单。
年产5000吨PP-R管材的生产设计

国内PP-R管材已有较长的生产历史,一般采用均聚PP或经共混改性的PP为原料,经单螺杆挤出机挤出成型。PP管用于建筑冷热水系统较少,没有相应的产品标准和产品应用技术规程。近几年,受塑料管材大力推广的热潮,国内PP-R管材的主要应用领域:出现了PP-R管材。自1997年上海从国外引进PP-R生产技术与设备投入生产以来,上海市已在100万 建筑面积住宅冷热水系统、纯净水、饮用水系统上进行试点应用,取得了较好效果并且在应用的基础上编制了《建筑给水聚丙烯(PP-R)管道工程技术规程》作为上海市地方标准正式颁布实施。
Focus on thecurrent market conditions,the design and production of 5000 tons of PP-R forming pipe extrusion single screw extruder. About the formula materials,process,equipment type selection of the design are emphatically described.In order to achieve economic rationality,Thatthe locationandmaterial hadbeenpassed through the system comprehensive survey of screening. First make sure the process parameters,and through the material balance--choice to match production equipment,anddesign corresponding with moldat the same time,seconddesigntheenergy of calculation,public engineering,personnel arrangement andeconomicaccounting,finally draw process flow diagram,production flow chart,the floor plan and extruder with drawing.
PP-R管件生产工艺流程图及简述
双玖®
给水用聚丙烯(PP-R )管件生产工艺简述及简图 一、生产工艺流程简图:
二、 生产工艺简要说明
1. 设置加料器烘干温度为60~90℃,倒入PP-R 树脂原材料,接入加料器电源使其自动上料作业;由加料器从材料桶中自动吸料并对原料进行干燥。
2. 对PP-R 给水管件注塑机进行大约2.5小时预加热,主机、铺机及模具逐渐升温,使原料达到200±20°C ,处于融化状态。
3. 按工艺卡片设定工艺参数,通过注塑机螺杆、料筒加压将熔融物料注入模具时间中,保压冷却一段时间后,开模取出产品。
4. 操作人员修理产品上的飞边毛刺,自检产品。
5. 操作人员将自检合格的PP-R 给水管件按一定数量装入PP-R 包装袋中,袋中附装箱单,注明品名、规格、数量等内容。
6.对成品PP-R管件进行检验,检验方法参见GB/T18742.3-2002.
7.合格的管件按不同规格装入包装箱中,附上合格证。
8.分别按不同规格的包装进行有序入库存放。
聚丙烯管(pp-r管)生产工艺

聚丙烯管(PP-R管)生产工艺摘要:三型聚丙烯管具有节能,耐腐蚀,不结垢、卫生,无毒,耐热、耐压,使用寿命长,质轻高强,流体阻力小等优点,是替代镀锌钢管的新一代产品。
介绍PP -R管的特点,原料生产工艺,国内现状、施工方法、项目投资估算及市场前景分析。
1前言80年代以前,我国的住宅及公共建筑的上水管基本上是镀锌钢管,由于受材质自身的局限,镀锌钢管存在使用寿命短、易造成水质二次污染等缺点。
为了保障人们日常饮用水的质量,我国部分地区,如上海、浙江、河北、江苏等省市已先后提出淘汰镀锌钢管,用高质量的塑料管代替。
目前,在我国已相继开发了PVC管、PE 管、铝塑复合管、玻璃钢管、钢塑复合管和PP-R管等一批塑料管材,并取得了一定的市场占有率。
PP-R管是欧洲90年代开发的,以新型无规聚丙烯为原料,经挤出成型制作的塑料管材。
由于其优越的性能,正日益受到人们的青睐。
2PP-R管的主要性能聚丙烯管分为均聚聚丙烯(PP-H)、嵌段共聚聚丙烯(PP-B)和无规聚丙烯(PP -R)3种。
PP-H、PP-B、PP-R管材的刚度依次递减,而抗冲击强度则依次增加。
给水用聚丙烯管是用特殊的PP-R制成。
PP-R管作为一种新型的管材,具有以下性能特点:2.1节能PP-R管的生产能耗仅为钢管的20%,并且其导热系数低[0.2W/(m.K)],也仅为钢管的1/200,应用于热水系统将大大减少热量损失。
2.2耐腐蚀、不结垢、卫生、无毒使用PP-R管可免去使用镀锌钢管所造成的内壁结垢、生锈而引起的水质“二次污染”。
由于PP-R组份单纯,基本成份为碳和氢,符合食品卫生规定,无毒,更适合于饮用水输送。
2.3耐热、耐压、使用寿命长PP-R管的长期使用温度达95℃,短期使用温度可达120℃。
在使用温度为70℃,工作压力为1.2MPa条件下,长期连续使用,寿命可达50年以上。
2.4轻质高强、流体阻力小PP-R管密度仅为金属管的1/8,耐压力试验强度高达5MPa,且韧性好、耐冲击。
PE.PEX.PBPPR区别

PE.PEX.PBPPR区别PE.PEX.PBPPR区别各种塑料管材(PPR,PE,UPVC,PB,PEX,PPC...)及其在给水管道工程中应用塑料管材及其在给水管道工程中的应用随着高分子材料技术的飞跃进步,塑料管材的开发利用也不断深化。
近二十年来,我国塑料管村的开发研制及生产推广均取得重大成果。
现今,已开发出可用于给水管道工程的塑料管材有UPVC管,PE管、PB管、PEX管、PP—C 管、PP—R管以及金属——塑料复合管。
这些管树材料性质不尽相同、生产工艺各有特点、主要应用范围也各有差异,但应用于给水管道工程其重量轻、便于运输及安装、管道内壁光滑阻力系数小、防腐性能良好、对水质不构成二次污染却都是共通的。
本文综合有关资料,就目前市场上常用的用于给水管道工程的新型塑料管树的材料性质、生产标准与生产工艺、应用范围等作些介绍,供同行参考。
一、硬聚氨乙烯管(UPVC)管硬聚氯乙烯管是国内目前塑料管材的主导产品。
UPVC给水管材管件1983年列入国家“七.五”科技攻关项目,经过十多年的技术开发和应用实践,无论在产品的生产还是在实际工程应用方面,均积累了大量的理论与实践经验。
1、材S4性质及生产工艺硬聚氯乙然属热塑性塑料,其制成品UPVC管材质较轻,密度为1350(n1460k8/m3(钢材为7800kg/m3),维卡软化温度86℃,抗拉、抗弯、抗压缩强度较高,但抗冲击强度相对较低。
UPVC管普遍采用挤压成型工艺,挤出机又分单螺杆、双螺杆,就挤出工艺而言,双螺秆挤出机要优于单螺秆挤出机。
目前,国内生产UPVC管道的有400余生产厂家。
2、生产标准目前国内UPVC供水管的生产厂家,绝大部分是按国家标准生产管材,但仍有相当多的厂家受引进设备限制或产品外销,采用英标(BS)、日标(JIS)、德标(DIN)或IS0标准生产管材。
对用户来说,不同标准生产的管材,其内外径及壁厚均不同,这是在选用时必须予以注意的。
我国UPVC给水管设计、施工、验收规程明文规定,选用管材必须是按中国国家标准生产的。
聚丙烯管(PP-R管)生产工艺
聚丙烯管(PP— R管)生产工艺PP— R管的主要性能聚丙烯管分为均聚聚丙烯(PP- H)、嵌段共聚聚丙烯(PP- B)和无规聚丙烯(PP-R)3种。
PP- H、PP- B PP- R管材的刚度依次递减,而抗冲击强度则依次增加。
给水用聚丙烯管是用特殊的PP- R制成。
PP- R管作为一种新型的管材,具有以下性能特点:2.1 节能PP- R管的生产能耗仅为钢管的20%,并且其导热系数低[0. 2M(mK)], 也仅为钢管的1/200,应用于热水系统将大大减少热量损失。
2. 2 耐腐蚀、不结垢、卫生、无毒使用PP-R 管可免去使用镀锌钢管所造成的内壁结垢、生锈而引起的水质“二次污染”。
由于PP- R 组份单纯,基本成份为碳和氢,符合食品卫生规定,无毒,更适合于饮用水输送。
2. 3 耐热、耐压、使用寿命长PP— R管的长期使用温度达95C,短期使用温度可达120C。
在使用温度为70C, 工作压力为1. 2MPa条件下,长期连续使用,寿命可达50年以上。
2. 4 轻质高强、流体阻力小PP- R管密度仅为金属管的1/8,耐压力试验强度高达5MPa且韧性好、耐冲击。
由于内壁光滑、不生锈、不结垢,流体阻力小。
PP— R管的主要技术指标如下:密度.9g/cm3弹性模量(20C) 800MPa热膨胀系数1. 8X 10—4/K导热系数0. 2M(mK)纵向收缩率2%冲击试验破损率W 10%液压试验短期1h,环应力16MPa无渗漏长期95C, 1000h,环应力3. 5MPa无渗漏表1为几种材质管材性能比较。
表1各种材质管材性能比较3. 1原料及性能PP- R管对原料的要求较高,国外原料厂商常有多种颜色的PP- R供管材厂选择。
如北欧化工公司(Borealis )和奥地利PCD公司生产的PP- R原料有米色、淡蓝、深蓝、奶白等多种颜色。
在德国和意大利,管材生产厂选用不同的颜色来作为标识,以区别管材的用途。
如蓝色用于冷水管,米色、灰色用于热水管,棕红色用于地板采暖管等。
给水用聚丙烯(PP-R)管材产品生产工艺流程简述
给水用聚丙烯(PP-R)管材产品生产工艺流程简述给水用聚丙烯(PP-R)管材产品生产工艺流程,严格按照国家GB/T18742.2-2002及GB/T17219标准执行,为了确保产品质量符合标准,产品生产所需的生产设备,公司采用的是当今国内外最先进的聚丙烯管材挤出生产线及与之配套的生产辅助设备、产品检测设备,并且规定涉水产品生产设备专机专用,与此同时根据产品生产加工工艺要求,公司制定了与之相应的工艺流程技术规范文件指导生产。
一、原材料的采购流程1、生产所需原料品牌型号及供应商的评定与评价采购部根据技术部产品用料要求及生产计划部生产用料量计划,对产品生产所需的原料对原料供应商进行评估,评估、评价内容包括:原料生产厂商的资质、供应商资质、生产厂商原料合格证、检测报告及商务经营信誉等级等。
必要时供应商提供验证的原料样品,进行质量检测或生产验证。
此验证结果只供采购参考意见,不作为最终评定结果。
2、采购的实施采购部依据验证结果意见,合格可作为预先供应商,根据生产计划采购用料量,书面申报总经理批准,批准后实施采购计划。
二、原料进厂检验流程1、采购部在原料进厂前,提前书面通知质保部和原料仓库,内容包括:原料名称、数量、地点等。
2、原料到厂后,存放待检区。
仓库通知质保部检验人员达到现场,按照抽检比例进行抽样。
3、抽样样品检验分为:检测仪器材性检验、生产现场投试。
材性检验由检测中心负责,生产现场投试由技术部技术员负责。
4、检测与投试按照检验规范和相应生产工艺进行,检验结果报告一式两份,一份送采购部,一份技术部留存。
检验合格通知采购部安排原料进仓,不合格采购部退货处理。
三、生产计划流程生产计划包含:销售订单生产计划、常规产品库存生产计划。
销售订单生产计划是按照实际订单量生产,常规产品库存生产计划是根据每月平均库存系数,由生产计划部计划报总经理批准后生产部执行。
1、生产计划部依据销售部订单计划安排生产,具体内容为:产口规格、数量、交货期、要求、生产机台。
聚丙烯(PP-R)管道施工工艺

聚丙烯(PP-R)管道施工工艺4.3.4聚丙烯(PP-R)管道施工工艺1.材料(PP-R管材、管件)、工具(1)建筑给水聚丙烯管材和管件,应有省级(含)以上质量检验部门的产品合格证和产品卫生检验合格证明,并应有有关部门的产品推广许可证。
(2)管材上应标明规格、型号、管系列、生产厂名或商标、生产日期;管材上应有明显的商标和规格;外包装上应有生产厂名、地址、电话、管材及管件名称、规格、批号、数量、生产日期、管系列、检验和注意事项;内包装应有质量合格证。
(3)管道热熔连接时,应采纳专用配套的熔接管件和工具。
熔接工具应安全牢靠,操作简便,并附有产品质量合格证书和使用说明书。
(4)管道采纳法兰连接时,应采纳专用的法兰连接件。
(5)管材和管件宜选用同一原材料生产的产品。
2.管材和管件的外观质量应符合下列规定:(1)管材和管件的内、外壁应光滑平整,无汽泡、裂口、裂纹、砂孔、脱皮、凹陷、毛刺和明显的痕纹;管壁颜色一致,无色泽不均、严重缩形和分解变色线。
(2)管材和管件不应含有可见杂质。
(3)管材的端面应切割平整,并垂直于管材的轴线。
(4)管件应完整、无缺陷、无变形;合模缝浇口应平整、无开裂。
(5)管材宜采纳白色或灰色。
3.管材的规格尺寸与允许偏差应符合表4.3.4.3的规定。
表4.3.4.3管材的规格尺寸与允许偏差(mm)公称外径De平均允许偏差壁厚e管系列S(公称压力MPa)S5(PN1.0)S4(PN1.25)S3.2(PN1.6)S2.5(PN2.0)S2(PN2.5)基本尺寸允许偏差基本尺寸允许偏差基本尺寸允许偏差基本尺寸允许偏差基本尺寸允许偏差20 +0.3 2.3 +0.4 2.3 +0.4 2.8 +0.4 3.4 +0.5 4.1 +0.6 25 +0.3 2.3 +0.4 2.8 +0.4 3.5 +0.5 4.2+0.6 5.1 +0.7 32 +0.3 2.9 +0.4 3.6 +0.5 4.4 +0.6 5.4 +0.7 6.5 +0.8 40 +0.4 3.7 +0.5 4.5 +0.65.5 +0.76.7 +0.8 8.1 +1.0 50 +0.5 4.6 +0.6 5.6 +0.7 6.9 +0.8 8.3 +10.10.1 +1.2 63 +0.6 5.8+0.7 7.1 +0.9 8.6 +1.0 10.5 +1.2 12.7 +1.4 75 +0.7 6.8 +0.8 8.4 +1.0 10.3 +1.2 12.5 +1.4 15.1 +1.790 +0.9 8.2 +1.0 10.1 +1.2 12.3 +1.4 15.0 +1.7 18.1 +2.0 110 +0.9 10.0 +1.1 12.3 +1.4 15.1 +1.7 18.3+2.022.1+2.4注:管材长度一般为4m,也可依据用户要求协商决议。
103无规共聚聚丙烯(PP-R)供水管道施工工艺标准
无规共聚聚丙烯(PP-R)供水管道施工工艺标准(Ⅴ103)1 适用范围本标准适用于建筑工程中生活给水、生活热水和饮用洁净水的管道系统的施工;系统工作压力不大于1.0MPa,长期工作水温不低于0℃,且不高于70℃。
2 施工准备2.1 材料2.1.1供水系统所选用的PP-R管材和管件,应有质量检验部门的产品合格证,卫生防疫部门的检验合格证,有关部门的检测报告。
2.1.2管材和管件上应标明规格、公称压力、生产厂名或商标等标识,包装上应标有批号、数量、生产日期和检验代号。
2.1.3 热电熔连接的管道,应由生产厂提供专用配套的热(电)熔焊接机进行热熔连接。
2.1.4管材和管件的外观质量应符合下列规定:2.1.4.1管材和管件的内外壁应光滑平整,不允许有气泡、裂口、裂纹、脱皮、分解变色线和明显的痕纹、槽沟、凹陷、杂质等,且色泽一致。
2.1.4.2管材的端面应垂直于管材的轴线。
2.1.4.3管件应完整,无缺损,无变形,合模缝浇口应平整、无开裂。
嵌有金属螺纹接头的管件应镶嵌牢固、无松动,金属接头丝扣应无毛刺、缺扣。
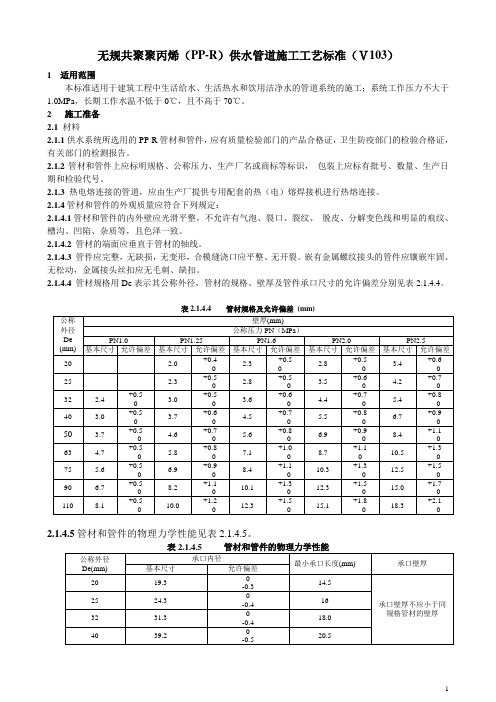
2.1.4.4 管材规格用De表示其公称外径,管材的规格、壁厚及管件承口尺寸的允许偏差分别见表2.1.4.4。
表2.1.4.4 管材规格及允许偏差(mm)2.1.4.5管材和管件的物理力学性能见表2.1.4.5。
2.1.4.6镶嵌有金属螺纹接头的管件,其金属应耐腐蚀,其螺纹应符合有关规定。
2.1.4.7同一工程的管材、管件应使用同一品牌、同一批原料生产的产品。
2.2机具设备2.2.1机具:管道切割机、热熔焊机、电熔焊机、电气焊机。
2.2.2工具:断管器、管子剪、锯弓、刮刀、盒尺、角尺、水平尺、线坠、扳手、钳子、螺丝刀、錾子、手锤、工作台等。
2.3作业条件2.3.1施工现场应有封闭的材料堆放场地或库房。
2.3.2土建已提供施工作业面。
2.3.3预留的孔洞、沟槽已预检合格。
2.3.4室内标高线已完成。
2.4技术准备2.4.1施工图纸和设计说明书已经会审。
聚丙烯(PP—R)给水管道施工方法

P P — R给水管 比铝 塑复合管防渗漏效果好 , 具有 明显 的综 合效 益。 关键词 : P P — R给水管道 , 施工质量 , 综 合效益
中图分类号 : T U 9 9 1 . 0 5 文献标识码 : A
聚丙烯 ( P P — R) 给 水 管道 施 工 工法 是 采 用无 规 共 聚 聚丙 烯 力 , 连接处 的分子与分子完全熔化在 一起 , 由于接缝 压 力的作 用 , ( P P — R) 为原料 经挤压成型 的管道 、 管件应用于建筑物 内的冷热水 熔化后 的分子链 随材 料冷却 , 温度下 降重 新连 接 , 两个部 件便 牢 系统 、 采 暖系统 、 直接饮水 、 纯净水 系统。近年 来通过 公 司数十项 固地热熔连接在一起 , 将管材管件连为一个 整体 , 消除漏水 隐患 。 单 位给水工程 的实 际 应 用 , 安装 质 量 和使 用 效果 均 达到 和超 过 3 操 作 要点 G B 5 0 2 4 2 - 2 0 0 2验收规范 。 3 . 1 工 艺 流 程
测定 :
5 结论 与建 议
1 ) 结论 。 a . A区: 有效加固深度可达 7 . 0 m( 起夯 面算 起 ) , 方案基本可 B区: 有效 加 固深度 可达 6 . 0 m( 起夯 面算起 ) , 方 案基 本可 行, 但夯终面 1 . 5 m范 围尚存在湿 陷。 b . 地基承 载力特征值建 议值 : A区 、 B区均为 1 6 0 k P a 。
C . 地基变形模量建议值 : A区: 1 2 . 1 2 MP a ; B区 : l 3 . 4 7 MP a 。
3 ) 变形模量分析 。通过静 载荷 试验实 测的各测 点沉 降值 , 结 行 , 但夯终面下 1 . 5 m范 围存在 湿陷。
PP-R管道产品性能及主要技术参数
PP-R管道产品性能及主要技术参数1 概述1.1 技术描述冷热水用聚丙烯(PP-R)管道采用均聚聚丙烯、耐冲击共聚聚丙烯(曾称为嵌段共聚聚丙烯)和无规共聚聚丙烯管材专用料进行生产,无规共聚聚丙烯原料由丙烯与另一种烯烃单体(或多种烯烃单体)无规律地共聚形成共聚物,烯烃单体中不含烯烃外的其他官能团,材料中特殊可靠的稳定剂和添加剂可以保证(PP-R)材料的耐热性能长期稳定,管材具有强度高、耐腐蚀、抗应力开裂性好、重量轻、流体阻力小,耐热性好、卫生无毒、不污染水质和使用寿命长等特点。
在输送水温不高于70℃的条件下可以长期使用,短期使用时水温可高达95℃1.2 执行标准1.2.1 管材执行GB/T18742.2-2002《冷热水用聚丙烯管道系统第2部分:管材》国家标准。
1.2.2 管件执行GB/T18742.3-2002《冷热水用聚丙烯管道系统第3部分:管件》国家标准。
1.2.3 卫生性能执行GB/T17219-1998《生活饮用水输配水设备及防护材料的安全性评价标准》国家标准。
1.3 材料管材和管件生产原料采用符合GB/T18742.1-2000《冷热水用聚丙烯管道系统第1部分:总则》要求的聚丙烯管材料(1.PP-H:均聚聚丙烯;2.PP-B:耐冲击共聚聚丙烯;3.PP-R:无规共聚聚丙烯。
)。
1.4 接口形式1.4.1 承插式热熔连接PP-R管道通常采用简便快捷而成本较低的承插式热熔连接方式进行连接,连接时,将管材端面外表面和管件承口内表面使用专用设备同时进行加热至材料熔化温度,检查加热熔化状态,将已熔化的管材端无旋转地平直插入已熔化的管件承口内,固定直至接口冷却,完成承插式热熔连接。
1.4.2 承插式电熔连接承插式电熔连接是PP-R管道采用的另一种连接方式,因为电熔管件成本较高,因此很少被采用。
连接时,将管材端面直接插入电熔管件的电熔承口内,接通电源,在规定的时间内完成加热熔接,关闭电源,固定接口直至冷却,完成电熔承插连接。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
聚丙烯管(PP-R管)生产工艺摘要:三型聚丙烯管具有节能,耐腐蚀,不结垢、卫生,无毒,耐热、耐压,使用寿命长,质轻高强,流体阻力小等优点,是替代镀锌钢管的新一代产品。
介绍PP-R管的特点,原料生产工艺,国内现状、施工方法、项目投资估算及市场前景分析。
1前言80年代以前,我国的住宅及公共建筑的上水管基本上是镀锌钢管,由于受材质自身的局限,镀锌钢管存在使用寿命短、易造成水质二次污染等缺点。
为了保障人们日常饮用水的质量,我国部分地区,如上海、浙江、河北、江苏等省市已先后提出淘汰镀锌钢管,用高质量的塑料管代替。
目前,在我国已相继开发了PVC管、PE管、铝塑复合管、玻璃钢管、钢塑复合管和PP-R管等一批塑料管材,并取得了一定的市场占有率。
PP-R管是欧洲90年代开发的,以新型无规聚丙烯为原料,经挤出成型制作的塑料管材。
由于其优越的性能,正日益受到人们的青睐。
2PP-R管的主要性能聚丙烯管分为均聚聚丙烯(PP-H)、嵌段共聚聚丙烯(PP-B)和无规聚丙烯(PP-R)3种。
PP-H、PP-B、PP-R管材的刚度依次递减,而抗冲击强度则依次增加。
给水用聚丙烯管是用特殊的PP-R制成。
PP-R 管作为一种新型的管材,具有以下性能特点:2.1节能PP-R管的生产能耗仅为钢管的20%,并且其导热系数低[0.2W/(m.K)],也仅为钢管的1/200,应用于热水系统将大大减少热量损失。
2.2耐腐蚀、不结垢、卫生、无毒使用PP-R管可免去使用镀锌钢管所造成的内壁结垢、生锈而引起的水质“二次污染”。
由于PP-R组份单纯,基本成份为碳和氢,符合食品卫生规定,无毒,更适合于饮用水输送。
2.3耐热、耐压、使用寿命长PP-R管的长期使用温度达95℃,短期使用温度可达120℃。
在使用温度为70℃,工作压力为1.2MPa条件下,长期连续使用,寿命可达50年以上。
2.4轻质高强、流体阻力小PP-R管密度仅为金属管的1/8,耐压力试验强度高达5MPa,且韧性好、耐冲击。
由于内壁光滑、不生锈、不结垢,流体阻力小。
PP-R管的主要技术指标如下:密度.9g/cm3弹性模量(20℃)800MPa 热膨胀系数1.8×10-4/K导热系数0.2W/(m.K)纵向收缩率2%冲击试验破损率≤10%液压试验短期1h,环应力16MPa无渗漏长期95℃,1000h,环应力3.5MPa无渗漏表1为几种材质管材性能比较。
表1 各种材质管材性能比较3 PP-R管的生产原料及生产工艺3.1 原料及性能PP-R管对原料的要求较高,国外原料厂商常有多种颜色的PP-R 供管材厂选择。
如北欧化工公司(Borealis)和奥地利PCD公司生产的PP-R原料有米色、淡蓝、深蓝、奶白等多种颜色。
在德国和意大利,管材生产厂选用不同的颜色来作为标识,以区别管材的用途。
如蓝色用于冷水管,米色、灰色用于热水管,棕红色用于地板采暖管等。
原料性能指标见表2。
表2 PP-R原料的主要性能指标3.2 生产工艺PP-R管的生产工艺为挤出成型工艺,首先加料斗内的PP-R原料靠自重进入挤出机,在挤出机料筒内经加热挤压混合,充分塑化后从挤出机口模挤出,进入定型台,定型后的管材经牵引机,通过定长测定,由切割机切断,管材经检验合格后入库。
相应的管件采用注射成型方法生产。
管材生产工艺流程:PP-R原料→真空吸送上料→料斗贮存→进料→挤压成型→冷却定型→牵引→切割→检验→入库管件生产工艺流程:PP-R原料→输送上料→料斗贮存→进料→加热熔融→挤压注塑→冷却定型→开模→检验→入库3.3 生产工艺参数管材挤出参数:(1)螺杆转速70-90r/min(高速线)(2)机筒温度分布(实际测量温度以此为准)1~2区180~190℃3~4区200~210℃模具温度200℃牵引速度2~20m/min管件注射参数:(1)机筒温度分布机筒后部160~170℃机筒中部200~220℃机筒前部180~200℃(2)喷嘴170~190℃(3)模具40~80℃PP-R管生产过程中产生的残次品,经破碎后可再次加以利用,这就提高了原料的利用率,并可降低生产成本,提高经济效益。
目前,用国产设备也能生产PP-R管,但存在以下缺点,由于PP-R管生产过程中对管壁控制要求较高,国产设备厚度控制达不到引进设备的水平,挤出机的产量也较低,产品的外管质量逊色一些。
5 PP-R管的施工及应用传统的镀锌钢管采用受压连接,PVC管和PE管以承插粘接方式连接,铝塑复合管和PEX管采用铜质管件以受压连接(小口径PEX管也可以采用热熔连接)。
而PP-R管系统则采用同样材质的管件,其价格低于铜质管件,管件与管材线膨胀系数一致,安装时将热熔机加热熔化后插接,操作简单方便,质量可靠,一般连接1个节点只需几秒钟。
由于PP-R管的优越性能,因此,可广泛应用于饮用水系统、纯净水系统、冷热水系统,石油、化工中的液体输送,食品工业中的牛奶、饮料、果酱、酒类等输送及相关工业领域。
在热水输送领域,PP-R管已经可以和PEX管相媲美,而其加工要比PEX管容易,PP-R管可做得的口径更大,达110mm的管子,比PEX管和铝塑复合管要优越。
PEX管内层的交联聚乙烯含有交联剂(硅烷或过氧化物),而PP-R管则符合食品卫生规定。
目前,国内PP-R管主要用于纯净水和热水系统,如上海市的纯净水系统就使用了相当数量的PP-R管。
单螺杆挤出机生产PPR工艺一.工作原理挤出机螺杆在电机的带动下,通过减速箱传动,顺时针(从机头位置看)旋转时,从料斗垂直下来的物料将顺着螺杆的螺槽向前移动,在其向前移动的过程中,受到机筒外部加热圈的加热而使物料熔融,一般经过加料段,熔融段和均化段后,物料得以充分塑化而形成易成型的熔融流体,再经过挤出模具后形成需要的规格尺寸,经过定径套真空定型、喷淋冷却、进入牵引机牵引,并按工艺规定的制品长度进行切割,再由存料台翻卸存料。
二.结构概述PPR生产用单螺杆挤出机,主要有螺杆、机筒、加热冷却部分、冷却水套、传动系统、机头体、过滤板、机架、料斗、电气控制柜等部件组成。
(1)螺杆:是直接加工塑料,使塑料塑化的主要零件,一般为右旋螺纹,根据所要生产的塑料原料把它制成特有的结构形式,当它顺时针旋转时,使塑料向前移动、搅拌及压缩,从而达到塑料充分均化的要求。
螺杆一般由优质氮化钢38CrMoALA制成,经氮化处理后达到很高的硬度和很强的耐腐蚀能力,因而螺杆具有很高的耐磨、抗蚀的特点。
(2)机筒:是容纳塑料及螺杆的零件,一般它与螺杆之间有很小的间隙,当螺杆旋转时。
塑料与螺杆、机筒接触摩擦使塑料挤压、粉碎。
机筒一般由优质氮化钢38CrMoALA制成,表面经氮化处理后达到很高的硬度和很强的耐腐蚀能力,因而与螺杆一样具有很高的耐磨、抗蚀的特点。
(3)加热冷却部分:为使塑料塑化良好,需保持一定温度,机筒加热分四段分别控制,机头加热分七段分别控制,它们分别在0~300℃范围内由PLC 经模数转换后自动控制其温度,以满足工艺的要求。
为了使其不致过热和塑料温度过高时能迅速冷却,在机筒上装有风机,可以分段自动控制通风进行冷却。
料筒及机头的温度由装在主机上的显示屏读得,并可以根据需求随时调整工艺设定温度;(4)冷却水套:用于在入料口冷却塑料原料的零件,位于机筒入料口端部,为了防止塑料在下料的过程中,由于加热的热传导造成塑料原料粘接而影响了塑料原料下料的速度,挤出机正常工作时,冷却水套通循环水冷却;(5)传动系统:是螺杆转动的动力和桥梁,主要有电机、连轴器和减速箱组成,为了适应各种规格塑料制品生产的需要,螺杆应该具有不同的转速,本机采用名牌直流电机,通过高扭矩齿轮减速箱,并借助于进口名牌数字式直流调速器,使螺杆的转速在10-120r/min之间平滑无极调速,电机的转速及扭矩由装在主机上的显示屏读得,可以在显示屏上预置转速等参数,由PLC控制转速达到设定值,并有过载保护及报警功能;(6)机头体:用于连接模具的零件,位于机筒的前端,它同机筒用螺纹连接,装拆方便;(7)过滤板:在机筒的前端放置有过滤板,根据产品及工艺需要在过滤板前装置不锈钢金属滤网,其作用是滤去杂质及增加其挤出阻力;(8)料斗:用于储存塑料的容积,一般由不锈钢制作,料斗下部有喂料挡板用于控制下料量。
(9)三.电气控制:电气控制分两部分:(1)电机转速控制:采用进口数字式直流调速器来控制直流电机的运行,控制部分设置有:主机启动、停止控制按钮和速度调节按钮;在显示屏上能直接读出转速预置及实际速度,并有主机扭矩报警、极限报警及超速报警自动停机等保护设备的功能。
设有故障报警灯铃,并设有红色故障急停自锁按钮,在危及人身或设备安全时,可以通过急停按钮使设备急停以保障安全和缩小事故范围。
电控柜内有以下电气元件:总电源空气开关、直流调速器、三相交流进线电抗器、快速熔断器、交流接触器等,数字式直流调速器的设置在出厂时已经调试好,如果需要重新调整请仔细阅读随机所付使用手册,按使用手册要求进行调整,切勿随意调整设置,以免造成不必要的损失。
(2)机筒加热冷却和机头加热控制:由进口PLC的A/D模块对各段热电偶信号进行采样后,将模拟电压转换为数字量,再通过PLC进行运算后通过输出模块控制每段加热冷却。
在显示屏上能预设各段温度和温度上、下偏差,并显示各段的实际温度。
柜内设置有各段对应的空气开关以及交流接触器,PLC输出模块各输出点控制各自交流接触器通断来控制机筒和机头上的加热圈通断达到加热目的,机筒部分还设有风机冷却装置,当某段温度过高时,由PLC输出模块使冷却风机控制用的交流接触器接通,使风机转动向机筒送风,以达到冷却机筒的目的。
四.安装和调整:机器到位后,先按照装箱清单检查机器及备件是否齐全,检查运输过程中可能发生的机器损坏。
在安装现场按照生产安装图将各单机依次安装,然后仔细地调整主机、真空定型喷淋箱、牵引机、切割机及存料台之间的中心高低,左右位置以及各单机之间的间距,检查外接气路、水路及电气接线是否正确。
1、根据机器重量,选择合适的起吊设备,一般用铲车和行吊。
2、机器在安装、搬运时,应将钓钩或铲车置于重心平衡,以免发生倾倒、脱落、损坏设备。
吊运时要注意安全,谨防碰撞周围人、物。
3、保护油漆面,避免在油漆面示加保护状况下放置钓钩及铲运。
4、设备运转前,最好将减速箱内的润滑油放净。
5、模具不允许装在挤出机上同时吊运。
6、在机器下部安装八块防震垫铁(用户自备),调整机器水平,并垫实垫铁。
7、安装拆下包装的料斗或干燥机(选配),上料机(选配),主电机风机罩等零件。
8、连接外电源:本机供电为三相四线制~380AC,50HZ电源,用25²线将外电源接入总电源空气开关上(如附机部分电源由主机引出则进线为50²)9、连接冷却水:用Ф15PVC夹网软管与冷却水套的进出水接头连接,用Ф20PVC夹网软管与冷却器进出水接头连接。