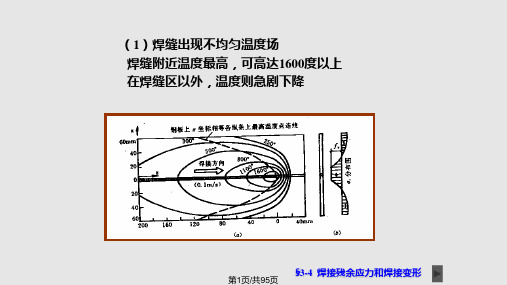
焊接残余应力与变形(III)_李娅娜-84
动车组车顶多响应灵敏度优化分析
第51卷 第03期 机械 Vol.51 No.03 2024年3月 MACHINERY March 2024动车组车顶多响应灵敏度优化分析李娅娜,刘靖楠(大连交通大学机车车辆工程学院,辽宁大连 116028)摘要:为了提升动车组车顶结构刚度,减小质量,并研究车顶结构优化对整车弯曲刚度的影响程度,对其进行多目标尺寸优化。
基于整车垂向静载荷工况分析结果和位移插值技术建立动车组车顶子模型,采用折衷规划法将多个子目标拟合为一个多目标函数,同时提出一种多响应灵敏度分析,从而选取符合要求的构件进行优化。
经优化车顶子模型质量减小5.5%,垂向最大变形减小8.6%,同时一阶垂弯频率提升2.5%。
采用优化后的板梁数据重新计算整车的垂向静载荷工况,结果表明整车弯曲刚度提升3.2%,说明可通过提升车顶刚度性能进而提升整车刚度,为动车组车顶优化设计提供技术参考。
关键词:动车组车顶;多响应灵敏度分析;子模型;多目标优化中图分类号:U266 文献标志码:A doi:10.3969/j.issn.1006-0316.2024.03.007 文章编号:1006-0316 (2024) 03-0045-07Optimization Analysis of Multi-Response Sensitivity of EMU RoofLI Yana,LIU Jingnan( School of Locomotive and Rolling Stock Engineering, Dalian Jiaotong University,Dalian 116028, China )Abstract:In order to improve the structural stiffness of EMU roof, and reduce the mass, and to study the influence of roof structure optimization on the vehicle bending stiffness, multi-objective dimensional optimization is carried out. In this paper, a submodel of the EMU roof is established based on the analysis results of vertical static load conditions and displacement interpolation technology. The compromise programming method is used to fit multiple subtargets into a multi-objective function, and a multi-response sensitivity analysis is proposed, so as to select the required components for optimization. The mass of the optimized roof submodel is reduced by 5.5%, the maximum vertical deformation is reduced by 8.6%, and the first-order vertical bending frequency is increased by 2.5%. Using the optimized slab-beam data, the vertical static load condition of the vehicle is recalculated. The results show that the bending stiffness of the vehicle is increased by 3.2%, which indicates that the stiffness of the vehicle can be improved by improving the stiffness performance of the roof, and provides technical reference for the roof optimization design of EMU.Key words:EMU roof;multi-response sensitivity analysis;submodel;multi-objective optimization———————————————收稿日期:2023-10-10基金项目:辽宁省教育厅项目(LJKZ0497)作者简介:李娅娜(1977-),女,辽宁大连人,博士,教授,主要研究方向为车辆CAD/CAE及其关键技术、焊接残余应力与变形,E-mail:·46·机械 第51卷 第03期 2024年动车组车顶是高速列车车体总成的关键部件之一,其骨架一般由弯梁和纵梁拼焊而成,车顶虽然不会受到车钩的压力与拉力,但承担着水箱、空调等设备的重力和空气阻力,车顶结构良好的刚度性能和质量对动车组列车的安全运营有重要意义。
焊接技能培训中焊接残余应力与变形的控制
焊接技能培训中焊接残余应力与变形的控制焊接是常用的金属连接方式之一,但在实际应用中,常常会遇到焊接残余应力和变形的问题。
这不仅会影响焊接件的外观和尺寸精度,还可能导致焊接件的失真和性能下降。
因此,在焊接技能培训中,掌握焊接残余应力与变形的控制方法显得尤为重要。
一、焊接残余应力的形成及影响因素焊接残余应力是指焊接完成后,在焊接接头或焊接件内部产生的应力。
焊接残余应力的形成与以下几个因素密切相关:1. 温度梯度:焊接过程中,焊缝和母材的温度会发生梯度变化,由高温区到低温区,这导致焊接接头内部产生温度梯度。
温度梯度大的区域会产生较大的残余应力。
2. 冷却速度:焊接完成后,焊接接头会通过冷却过程逐渐降温。
冷却速度快会导致材料收缩不均匀,产生残余应力。
3. 焊接过程应力:焊接过程中,焊接接头受到的应力会造成临时的应力集中,这些应力在冷却过程中可能会转变为残余应力。
焊接残余应力的存在会对焊接件的性能造成诸多影响,主要包括以下几个方面:1. 引起焊接件的变形:焊接残余应力会导致焊接件发生变形,甚至出现失真。
特别是对于焊接构件尺寸要求较高的行业,如航空航天和造船业,焊接残余应力的变形问题更加突出。
2. 影响焊接接头的强度:焊接接头受到的应力过大,容易引起焊接接头的裂纹和断裂,降低焊接接头的强度。
3. 导致材料腐蚀和断裂:焊接残余应力会削弱材料的抗腐蚀性能,导致焊接件在使用过程中容易发生断裂。
二、焊接残余应力与变形的控制方法为了控制焊接残余应力与变形,以下是一些常用的方法:1. 预热与后热处理:通过预热可以减小焊接接头的温度梯度,使之更加均匀。
在焊接完成后,进行适当的后热处理,以缓解焊接残余应力。
2. 多道焊接:将焊接接头分成多段焊接,分多次进行焊接作业,以减小焊接接头的温度梯度和残余应力。
3. 应力消除:在焊接完成后,进行适当的热处理或机械加工,以消除焊接接头的残余应力。
4. 紧固装置:在焊接过程中,采用适当的紧固装置可以减小焊接接头的变形。
学习钢结构基本原理及设计焊接残余应力和焊接变形PPT课件
§3-4 焊接残余应力和焊接变形
第21页/共95页
§3-4 焊接残余应力和焊接变形
第22页/共95页
(5)尽量避免在母材厚度方向的收缩应力。
(6)肋板不宜带锐角 焊缝不宜过分集中 板宽不同 避免仰焊
§3-4 焊接残余应力和焊接变形
§3-4 焊接残余应力和焊接变形
第25页/共95页
(2)采用反变形法减小焊接变形或焊接应力。
(3)锤击或辗压焊缝 (4)对于小尺寸焊件,焊前预热,或焊后回火加热至600℃ 左右,然后缓慢冷却,可以消除焊接应力和焊接变形。 (5)局部加热 (6)退火法
§3-4 焊接残余应力和焊接变形
第26页/共95页
(3)由于C级螺栓与孔壁有较大间隙,只宜用于沿其杆轴 方向受拉的连接。承受静力荷载结构的次要连接、可拆卸 结构的连接和临时固定构件用的安装连接中,也可用C级螺 栓受剪。
(4)沿杆轴方向受拉的螺栓连接中的端板(法兰板)
加肋板 减少撬力 加强刚度
第30页/共95页
§3-5 普通螺栓的构造和计算
3.5.2 普通螺栓的受剪连接
1)采用合理的焊接顺序和方向。
先焊收缩量较大的焊缝,后焊收缩量较小的焊缝,先 焊错开的短焊缝,后焊直通的长焊缝,使焊缝有较大的横 向收缩余地。
§3-4 焊接残余应力和焊接变形
第24页/共95页
采用适当的焊接顺序和方向。 例如采用对称焊,分段退焊(即分段焊接,每段施焊方向与焊 接推进的总方向相反)、跳焊、多层多道焊等,使各次焊接的 残余应力和变形的方向相反和互相抵消。
§3-4 焊接残余应力和焊接变形
第7页/共95页
最后的横向焊接残余应力当为两者即图(b)和图(c)的叠加, 如图(d)所示。
焊接残余应力与变形PPT课件

加热线
加热位置
41
第41页/共51页
(2)加热温度
结构钢火焰矫正加热温度一般为650~700℃之间。 一般用眼睛观察加热部位的颜色来判断加热的大致温度 (可用试温笔)。
颜色
温度℃
深褐红色 550~580
褐红色 580~650
暗樱红色 650~730
深樱红色 730~770
颜色 樱红色 淡樱红色 亮樱红色 桔黄色
喷水法散热 散热垫法散热
水浸法散热
34
第34页/共51页
三.选择合理的焊接方法
选择合理的焊接方法,可有效的减少焊接变形。 等离子弧焊 、氩弧焊、 CO2保护焊、手工电弧
焊、气焊,在保证熔透和焊缝无缺陷的前提下,应 尽量采用小的焊接热输入。
35
第35页/共51页
四.焊接变形的矫正
利用外力使构件产生与焊接变形方向相反的塑 性变形,使两者相互抵消。 焊接变形的矫正有:
第2页/共51页
(1)温度应力
温度应力:由于构件受热不均匀引起的内应力。 产生条件:受热不均匀 温度均匀结果:应力残留或消失(如 果温度应力不高,即低于材料的屈服
极限,T s ,即温度应力在弹性范
围内时,在框架中不产生塑性变形, 当框架的温度均匀化后,热应力随之 消失)。
第3页/共51页
(2)组织应力
β
第19页/共51页
1)堆焊时产生的角变形
平板堆焊高温区金属的热膨胀受到附近温度较低区 域金属的阻碍受挤压,(压缩塑性变形)。
焊接面压缩塑性变形>背面 角变形。
平板堆焊角变形的形成过程
第20页/共51页
(1) 角变形产生原因 焊接热量在厚度方向上的不均匀分布,同 时也取决于焊接的刚度。 焊接层数和焊接线能量与板厚的影响。
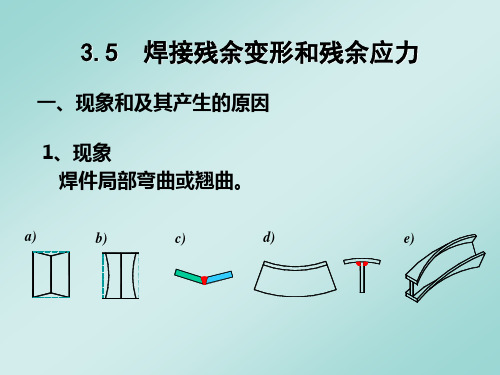
3.5 焊接残余应力和焊接残余变形

钢结构/ 第3章 钢结构的连接 /$3.4 角焊缝的构造和计算
3
3.沿厚度方向的焊接残余应力
如果焊件在施焊时受到外界约束,焊接变形因受到约束的 限制会减小,但对残余应力会产生更为复杂的影响,有可 能产生更大的残余应力。因此,不能为了减小焊接变形而 在施焊时随意添加约束。
钢结构/ 第3章 钢结构的连接 /$3.4 角焊缝的构造和计算
钢结构/ 第3章 钢结构的连接 /$3.4 角焊缝的构造和计算
2
2.横向焊接残余应力
横向残余应力的分布规律比纵向的更复杂,例如横向收缩引 起的横向残余应力与施焊方向和先后顺序有关,由于焊缝冷 却时间不同而产生不同的应力分布,另外焊缝的长短也会影 响温度场的变化。总之,横向残余应力的分布情况应针对具 体问题具体分析,才能得出准确合理的结论。
钢结构/ 第3章 钢结构的连接 /$3.4 角焊缝的构造和计算
1
3.5 焊接残余应力和焊接残余变形
一、焊接残余应力的分类及产生的原因
焊接残余应力有纵向焊接残余应力、横向焊接残余应力和厚度 方向的残余应力,这些应力都是由焊接加热和冷却过程中不均 匀收缩变形引起的。
1.规律 是焊缝及其附近区域在高温时 发生塑性压缩变形,因而冷却 后产生残余拉应力;离焊缝较 远区域中则出现与之相平衡的 残余压应力。
对较小焊件可进行整体高温回火
钢结构/ 第3章 钢结构的连接 /$3.4 角焊缝的构造和计算
6
谢谢你的阅读
知识就是财富 丰富你的人生
4
二、.焊接残余应力对结构性能的影响
1.对结构构件静力强度的影响
2.对结构构件刚度的影响
3.对压杆稳定的影响
4.对低温冷脆的影响 5.对疲劳强度的影响
焊接结构焊接残余应力
焊接结构工程
29
焊接结构工程
部,除了产生与自由状态下焊接相似的内 应力σy外 ,还将受到框架结构刚性拘束 引起的拉应力σf,该拉应力并不是平衡 于焊缝截面内,而是平衡于整个框架截面 上,这种焊接后不在焊缝截面中平衡而在 整个结构中平衡的应力σf称为反作用内 应力 ,焊接接头的实际横向内应力就是 σy和σf的迭加。
30
焊接结构工程
1.2 纵向拘束作用下的应力 如图2-111,在金属框架中心杆件上存在
的对接焊缝为纵向,该焊缝横向收缩时,相 当于在自由状态下变形,其横向应力与前述 相同;但当焊缝纵向收缩时,同样焊缝连接 的两焊件与其它刚性物体相连,此时,焊缝 的纵向收缩除了受到自由状态下焊接时,焊 缝自身各部分的阻碍外,也要受到框架结构
同理,相变区在厚度方向的膨胀也会 造成横向相变应力σmy,如图2-117。
43
焊接结构工程
44
焊接结构工程
二、焊接残余应力的影响 1 内应力对静载强度的影响: a. 材料具有足够塑性且能充分表现出来
(1)初始条件: 设有一构件,内应力
分布是中部为拉应力,两 侧为压应力,受外载荷P 作用产生的拉应力: σ= P/F = P/(B·δ) 构件内的应力为内应力与 外应力的叠加。
27
焊接结构工程
1、拘束状态下焊接的应力分布 1.1 横向拘束作用下的应力
如图2-110,在金属框架中心杆件上存在一 条对接焊缝,该焊缝纵向收缩时,相当于在自 由状态下变形,其纵向应力与前述相同;但当 焊缝横向收缩时,焊缝连接的两焊件与其它刚 性物体相连,此时,焊缝收缩除了受到自由状 态下焊接时,焊缝自身各部分的阻碍外,其收 缩还要受到框架结构的限制,因此,在焊缝内
(2)相变下的残余应力分析 如图2-115a,近缝区bm 冷却时,由于相变,
焊接技术培训中焊接变形与残余应力的实验研究

焊接技术培训中焊接变形与残余应力的实验研究焊接是一种将两个或多个金属部件通过熔融、热加工和冷却等工艺连接在一起的方法。
然而,在焊接过程中,焊接件会发生变形和产生残余应力,这对于焊接接头的工程质量和性能产生了重要影响。
本文将介绍焊接技术培训中焊接变形与残余应力的实验研究,并探讨其影响因素和控制方法。
1. 实验目的研究焊接过程中焊接变形与残余应力的形成机制,为焊接技术培训提供理论依据和实验指导。
2. 实验方法2.1 实验材料与设备选择常见的金属材料作为实验材料,如碳钢、不锈钢、铝合金等。
使用焊接设备,如电弧焊机、气保焊机等进行焊接实验。
2.2 实验流程根据设计要求,制备焊接试件,并对试件进行预处理,例如表面除油、去毛刺等。
确定焊接参数,如焊接电流、电压、焊接速度等。
进行焊接过程中的实时数据采集,如温度、位移等。
完成焊接后,使用适当的测试方法对焊接接头的变形和残余应力进行分析和测试。
3. 实验结果与分析根据实验数据和测试结果,综合分析焊接变形与残余应力的影响因素。
通过实验可以发现,焊接过程中的热效应是主要原因之一。
焊接过程中的高温会导致材料的热膨胀,随后的冷却过程会导致收缩,从而产生变形和残余应力。
此外,材料的热导率、焊接顺序、环境温度等因素也会对焊接变形和残余应力产生影响。
通过分析这些影响因素,可以采取一系列的控制措施,如优化焊接工艺参数、采用预热和后热处理等,以减少焊接变形和残余应力的产生。
4. 实验结论通过实验研究,我们可以得出以下结论:(1) 焊接过程中的热效应是引起焊接变形和残余应力的主要原因之一。
(2) 焊接顺序、材料热导率等因素也会对焊接变形和残余应力产生影响。
(3) 通过优化焊接工艺参数和采取适当的控制措施,可以有效减少焊接变形和残余应力的产生。
5. 实验意义研究焊接变形与残余应力的实验对于焊接技术的培训和应用具有重要意义。
通过实验研究可以深入了解焊接过程中的变形和残余应力形成机制,帮助焊接工程师准确判断焊接质量,优化焊接工艺参数,提高焊接接头的工程质量和性能。
焊接残余应力和焊接变形对钢结构的影响以及消除和调整的措施3200字

焊接残余应力和焊接变形对钢结构的影响以及消除和调整的措施3200字摘要:随着焊接技术也已经发展的越来越普及,但是焊接残余应力和焊接变形对钢结构的影响非常大,必须加强对焊接质量研究。
本文对焊接残余应力和焊接变形对钢结构的影响以及消除和调整进行了探讨分析。
毕业关键词:焊接残余应力;焊接变形;钢结构;消除和调整1 焊接残余应力产生的原因1.1 塑性压缩造成的纵向残余应力在焊接的过程中,由于温度上的差距,焊缝及其周围都会受到因热膨胀和周围温度较低的金属的拘束,从而产生压缩塑性应变。
当焊接完成之后,温度骤减,母性材料就会制约着焊缝和近缝区域之间的收缩,这就在很大程度上导致了残余应力的存在。
并且残余应力的范围将会和高温环境下造成的塑性范围相一致,弹性拉伸区域和残余拉应力也是相对应的。
从这些都可以看出来,塑性压缩就是造成焊接过程中纵向残余应力的主要原因。
1.2 塑性压缩的应变导致的横向残余应力塑性压缩的应变,除了能够说成是造成纵向残余应力的主要原因,同时也能理解为造成横向残余应力的原因之一,但是造成横向残余应力的主要原因是母材的收缩。
当对母材进行焊接时,母材会出现膨胀现象,并且当焊接缝的金属材料逐渐形成固体时,膨胀中的母材必定会受到压缩,这种塑性压缩是横向收缩中的重要的一部分,焊缝自身那一小部分收缩仅仅只占到横向收缩的十分之一左右。
主要的横向收缩那部分存在于焊接缝沿着焊缝轴线进行切割后的中心区域,那才是拉应力中的横向应力。
2消除残余应力的方法2.1 热处理的方法这种方法对于焊件的性能有着至关重要的作用,它不仅可以消除残余应力,还能够改进焊接接头的性能。
热处理方法就是在焊件还处在高温条件下的时候,去降低屈服点和蠕变现象,从而实现去除残余应力的一种方法。
这种方法分为两个步骤,首先就是总体热处理,其次是局部热处理。
在总体热处理的过程中,加热的温度和保温时间和加热以及冷却速度都会影响到去除焊接残余应力的效果。
在局部热处理的过程中,一般只能降低残余应力的峰值,而不能直接消除残余应力。
焊接残余变形和残余应力
状态III
状态Ⅰ 状态II
N1
V y
V n
NN N
1x
n
+ V+
++ ++
x
++
++
状态Ⅰ
y
+ + + + +
状态II
+
+ +
Nx
+
+
y
状态III
N1
T y
Tx1 xi2 yi2
N1xT
Ty1 xi2 yi2
合成后,得
+
状态III ++y
+ +
+ +
Tx
+
+
+
NT 1
螺栓受力特性
y
承受剪力 N。
剪力的计算
+ + +
++i r+i
Ni
T
++
x
++
由平衡条件和基本假定: T N1r1 N2r2 N3r3 Nnrn (a)
NT NT NT
NT
1 2 3 n
r1
r2
r3
rn
n
1
r1 r2 o r3
2 N1
3 N2
4
6
5
N T r2 N T , N T r3 N T , , N T rn N T
② l1>15d0情况
此时,螺栓剪力分布明显不均,距外力N最近的一排 螺栓受力最大,会首先破坏并依次逐排朝内破坏。为保 证其安全,将承载力乘降低系数。
焊接残余变形的矫正及残余应力的消除

焊接残余变形的矫正及残余应力的消除1.焊接残余变形的矫正方法(1)机械矫正法机械矫正法是利用机械力的作用来矫正变形。
图3—136 所示为工字梁焊后的机械矫正。
低碳钢结构可在焊后直接应用此法矫正。
对于一般合金结构钢的焊接结构,焊后先行消除应力处理,才能进行机械矫正。
否则,不仅矫正困难,而且容易产生断裂。
薄板波浪变形的机械矫正应锤打焊缝区的拉应力段。
因为拉伸应力区的金属经过锤打被延伸了,即产生了塑性变形,从而减小了对薄板边缘的压缩压力,矫正了波浪变形。
在锤打时,必须垫上平锤,以免出现明显的锤痕。
(2)火焰矫正法火焰矫正法是用氧—乙炔火焰或其他气体火焰(一般采用中性焰),以不均匀加热方式引起结构的某部位变形,来矫正原有的残余变形。
具体方法是∶将变形构件的局部(变形处伸长的部分)加热到600~800℃,此时钢板呈褐红色(适宜低碳钢),然后让其自然冷却或强制冷却,使之冷却后产生收缩变形,从而抵消原有的变形。
火焰加热的方式有以下3种∶1)点状加热矫正图3—137 所示为点状加热矫正钢板和钢管的实例。
图3—137a 所示为钢板(厚度在8 mm 以下)波浪变形的点状加热矫正,其加热点直径d一般不小于15 mm。
点间距离L随变形量的大小而变,残余变形越大,/越小,一般在50~100 mm 范围内变动。
为提高矫正速度和避免冷却后在加热处出现小泡突起,往往在加热完1个点后,立即用木锤敲打加热点及其周围,然后浇水冷却。
图3—137b 所示为钢管弯曲的点状加热矫正。
加热温度为800℃,加热速度要快,加热一点后迅速移到另一点加热。
采用同样方法加热并自然冷却1~2次,即能校直。
2)线状加热矫正火焰沿着直线方向移动同时在宽度方向上进行横向摆动,形成带状加热,称为线状加热。
图3—138 所示为线状加热的几种形式。
在线状加热矫正时,加热线的横向收缩大于纵向收缩,加热线的宽度越大,横向收缩也越大。
所以,在线状加热矫正时要尽可能发挥加热线横向收缩的作用。
焊接残余应力和焊接残余变形
3 焊接残余变形 • 残余变形形式
图8 焊接变形的基本形式
4 减少焊接残余应力和焊接残余变形的方法 • 采取合理的施焊次 序 • 施焊前加相反的预 变形 • 焊前预热,焊后回 火
图9 合理的施焊次序
图10 反变形 及局部加热
5 合理的焊缝设计
• 焊接位置要合理,布置应尽量对称于截面重心 • 焊缝尺寸要适当,采用较小的焊脚尺寸
焊接残余应力和焊接残余变形
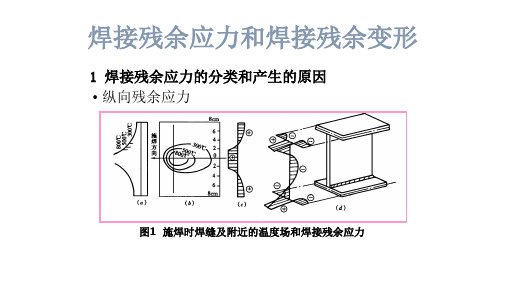
1 焊接残余应力的分类和产生的原因 • 纵向残余应力
图1 施焊时焊缝及附近的温度场和焊接残余应力
1 焊接残余应力的分类和产生的原因 • 横向残余应力
图2 横向残余应力产生的原因
1 焊接残余应力的分类和产生的原因 • 厚度方向的残余应力
• 约束状态下的焊接应力
图3 厚度方向的焊接应力
图4 约构静力强度的影响
图5 残余应力对静力强度的影响
2 焊接残余应力的影响 • 对结构刚度的影响
图6 有残余应力时的应力与应变
2 焊接残余应力的影响 • 对压杆稳定的影响 • 对低温冷脆的影响 • 对疲劳强度的影响
图7 三轴焊接残余应力
• 焊缝不宜过分集中
• 应尽量避免三向焊缝交叉 • 考虑钢板分层问题 • 焊条易达到 • 避免仰焊
5 合理的焊缝设计
图61 合理的焊缝设计
焊接应力与变形ppt课件

58
四、减小焊接残余应力的措施
50
3. 厚板焊接接头中的残余应力分布 + 厚板(大于20mm)焊接接头中存在三维的残余应力。
厚板焊接接头中的残余应力分布
51
4.在拘束状态下焊接的残余应力 由于焊接时的焊缝收缩会受到拘束力的制约,产生相
应的内应力,将和自由状态下焊接相似的横向(纵向) 应力叠加。
在拘束状态下焊接的残余应力
52
5.在封闭焊缝中残余应力的分布:
工字梁的扭曲变形 23
焊接残余变形
24
焊接残余变形
1. 设计措施 + (1)合理地选择焊缝
的尺寸和形状(如图) + 在保证结构承载力的
情况下,尽可能采用较小 的焊缝尺寸, 减少热输 入对材料性能的影响, 并降低成本。
25
焊接残余变形
(2)合理选择焊缝长度和 数量
只要允许,多采用型材、 冲压件;焊缝多且密集处,可 以采用铸—焊联合结构,就可 以减少焊缝数量。此外,适当 增加壁板厚度,以减少肋板数 量,或者采用压型结构代替肋 板结构,都对防止薄板结构的 变形有利。
+ 3.残余应力对机械加工精度的影响
机械加工后,原内应力的平衡打破,工件 将产生变形。
机械加工引起内应力释放和变形
55
+ 4.残余应力对受压杆件的影响
波浪变形是构件由于内应力产生构件局部失稳造 成。 当杆件的长细比λ(大于150),失稳临界应力本来 就低,或内应力较低时,外载应力与残余应力之和在 失稳之前未达到屈服极限,残余应力对稳定性不会 产生影响。
基于等效结构应力法的电机机座焊接结构疲劳寿命预测
结构应力法对牵引 电机机座的主焊缝 进行疲劳寿命 预测 , 析计算 了该 机座 8条 主焊缝 的应力集 中和疲 分
劳寿命. 计算结果表 明: 静强度结 果满足设计要求 , 并且牵引 电机机座的主焊缝 具有 良好 的抗疲 劳性能 . 关键词 : 引电机机 座; 牵 静强度计算 ; 等效结构应力 ; 疲劳 寿命
面 的研 究 E mall @ dt.d .n - i: n j eu c . y u
第 3期
李娅娜 , 基于等效结构应力 法的电机机座 焊接结构疲劳寿命预测 等:
1 1
曲线 的焊 缝疲 劳寿命 计算 公 式为 :
3 2 载 荷和 约束 条件 .
Ⅳ:f
\Cd /
() 2
象 , 该牵 引 电机机 座进行 有 限元静 强度计 算 , 对 并
利用 实 际线路 载 荷谱 , 于等 效 结 构应 力 法 对该 基 电机 机座 的 8条主焊 缝进 行疲 劳寿命 的评 估.
() 5 焊后 热处 理对 焊 接 接头 的疲 劳寿 命影 响
不 明 显.
1 焊 接 结构 疲 劳 问题 的特 殊 性
第3 3卷 第 3期 21 0 2年 6月
大 连 交 通 大 学 学 报
J OUR NAL OF D I JAOT NG UNI ER IY AL AN I O V ST
V0 . 3 No 3 13 .
Jn2 2 u . 01
文章编号 :6 39 9 (0 2 0 —0 0 0 17 —5 0 2 1 )30 1—4
命 名为 主 sN 曲线 方 程 , 中 C — 式 d及 h为试 验 常 数, 见表 1 .
表 1 焊接接 头疲劳曲线参数
残余应力与变形的关系 -回复
残余应力与变形的关系-回复残余应力与变形的关系是材料力学研究的重要课题之一。
在实际工程应用中,材料经历了外力的作用后,即使外力消失,材料内部仍存在一定的残余应力。
残余应力是指在物质内部形成的应力状态,该状态保存在物质内部,在无外力作用的情况下仍存在。
它是材料加工和工程使用过程中产生的应力留在材料内部导致的现象。
残余应力与变形之间的关系可以通过以下步骤来回答:第一步:产生残余应力的原因和方式在材料加工过程中,形变通常是无法完全弹性恢复的。
这意味着材料在变形后会产生内部应力,而这些应力不会随着外力消失而消失。
常见的产生残余应力的方式包括:1. 冷加工:材料在冷加工(如锻造、压延等)中,由于变形速度较大,形成的应力无法及时释放,导致产生残余应力。
2. 焊接:焊接过程中,由于热变形和冷却过程中的温度差异,会导致产生残余应力。
3. 热处理:热处理过程中,由于材料晶粒的重新排列和形变,会产生残余应力。
第二步:残余应力的影响残余应力对材料性能和工件的使用寿命有着重要影响。
它们可能导致以下问题:1. 延长材料疲劳寿命:残余应力降低了材料的疲劳强度和寿命,因为它们对材料内部的位错和裂纹起到了催化作用。
2. 引起尺寸变化:残余应力可能导致材料或工件的尺寸变化,使其与设计要求不符。
3. 引发应力腐蚀和应力开裂:由于残余应力,材料对环境中的腐蚀性介质更加敏感,从而可能导致应力腐蚀和应力开裂。
第三步:衡量残余应力的方法为了更好地了解残余应力对材料的影响,需要进行残余应力的测量。
常见的残余应力测量方法包括:1. X射线衍射法:通过测量材料晶体的衍射角度,来确定残余应力的大小。
2. 中子衍射法:利用中子束的衍射效应来测量残余应力。
3. 非破坏性测试方法:如超声波测量、光学方法等,可以通过测量材料的声波传播速度或变形情况来得到残余应力。
第四步:减小或消除残余应力的方法为了减小或消除残余应力,可以采取以下方法:1. 热处理:通过热处理过程中的热处理温度和时长来改变晶体结构,使残余应力得到释放或减小。
焊接残余应力解析
第三节 焊接残余应力
(二)内应力对刚度的影响
左:T形梁切削-应力释放-内应力重新分布-挠曲 右:焊接齿轮箱油孔,加工第2孔变形影响1孔精度
第三节 焊接残余应力
㈢内应力对机械加工精度和尺寸稳定性的影响
第三节 焊接残余应力
3.4减小焊接残余应力的措施 (一)设计措施
正确布置焊缝,从而避免应力叠加,降低应力峰值
1.在保证焊件强度的前提下,尽量减少焊缝数量和 减小焊缝尺寸
2.避免焊缝过分集中,焊缝间应保持足够的间距。
第三节 焊接残余应力
第三节 焊接残余应力
尽可能避免设计交叉焊缝
避免管孔焊缝与相邻焊缝的HAZ重合 焊缝间距大于三倍钢板厚度,且不小于100mm
第三节 焊接残余应力
第三节 焊接残余应力
3.焊缝不要布置在高应力区及断面突变的地方,以避免应力集中
第三节 焊接残余应力
1、纵向收缩引起的 2、横向收缩的不同时性
㈡ 横向应力(垂直于焊缝轴线方向的应力)
+
第三节 焊接残余应力
焊件长宽比增加时,可能随之增大 焊缝足够长时,中间拉应力降低,趋于零的倾向。
+
第三节 焊接残余应力
横向收缩的不同时性 在焊接末段部位产生横向拉伸应力。最终横向应力是由上述两种应力合 成的,因此,从减小总横向应力来看,应尽量采用由中间向两端施焊。
由于不均匀加热和冷却而引起,取决于加热和冷却时的温度梯度,是形 成焊接残余应力的主要原因。
2.间接应力
由焊前加工状况所造成的应力。如焊前构件经轧制或拉拔产生的应力, 会叠加到焊接残余应力上去。此外,焊件受外界约束产生的拘束应力也 属于此类应力。
3.组织应力
焊接接接头区产生不均匀的组织转变而产生的应力,也就是相变造成的 比容变化而产生的应力。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Background
背景
Residual stress solutions for a girth weld
环焊的残余应力求解
Stress intensity factor solution techniques
应力强度因子求解技术
Crack growth behavior in residual stress fields
残余应力、缺口应力和结构应力对应力强度的贡献
H4 Weld Stress Corrosion Cracking in Core
Shroud
芯座的H4(?)焊缝应力腐蚀裂纹
Negligible external loading
很小的外部载荷
Circumferential crack growth up to about 1m long-not surface breaking
容器底部
双坡口6道对接焊
Nozzle to Vessel Weld
接管焊接
Validation by Experiments and Parametric Analyses – Stainless Steel Pipe Girth Weld
试验验证和参数分析—不锈钢钢管环焊
Bending Type 弯曲类型
厚度上自平衡残余应力分量
Significant nonproportional Loading
明显的非比例加载
Stress-Strain Behavior in Residual Stress Field
Upon External Loading – Validity of K
基于外部载荷下的残余应力场中应力-应变行为—K的有效性
“Bending” Type Residual Stresses in Other
Weld Configurations
其它焊接结构的“弯曲”型残余应力
Double-V 30-Pass Butt-Weld At Vessel End
容器末端双坡口30道对接焊
Double-V 6-Pass Butt-Weld At Vessel Bottom
残余应力分析及结果—H4
Analysis of A Growing Surface Crack
扩展中的表面裂纹分析
K Solution for a Long Surface Crack
长表面裂纹的K求解
SSC Growth Behavior Estimation in a Storage Vessel
残余应力影响区域可由 rt 确定
rt
Residual Stress Profiles in the New API 579-
1/ASME FFS-1
新版API 579-1/ASME FFS-1中对残余应力的概述
Observations
小结:
A residual stress typing method is proposed to provide a framework for developing a comprehensive residual stress prescriptions for FFS purpose
3D Finite Element Alternating Method for K Calculations
K计算的3D有限元交替法
• Unique Features:
独特性: • Direct use of a 3D CAD Model
三维 CAD模型的直接使用
• Rapid solution method
Contributions of residual stresses to fracture
残余应力对断裂的贡献
J-Integral: Path Dependency of J in
Conventional Form
J积分:传统形式中J的路径相关性
Through-wall selfequilibrating residual stress component
快速求解方法
• Partial and fully imbedded cracks
部分或完全的嵌入裂纹
• Multiple cracks solved simultaneously
多裂纹同时求解
• Propagating cracks
裂纹扩展
Equilibrium Based Residual Stress
Unit length bending moment:
单位长度的弯矩:
Parametric Descriptions of Through-Wall Axial
Residual Stress Distributions
整个厚度上轴向残余应力分布的参数描述
Residual Stress Influence Region Can be Scaled by
Residual Stress Decomposition: >60 Pass
Temper-Bead Repair Weld
残余应力分解:>60道回火修复焊缝
K Solutions
K求解
Stress Intensity Contributions from Residual
Stress, Notch Stress, and Structural Stress
Validation by Experiments and Parametric Analyses
– Carbon Steel Pipe Girth Weld (Mochizuki ,00)
试验验证和参数分析—碳钢钢管环焊(Mochizuki ,00)
Validations of Self-Equilibrating Type
自平衡类型的验证
Pipe Radial Restraints: A Key Controlling Parameter for
Bending Content in Residual Stress Distribution
管的径向约束:残余应力分布中弯曲中心(???)的关键控制参
数 Hoop strain 环向应变:
Decomposition Technique
基于平衡条件的残余应力分解技术
Actual Residual Stress State
实际残余应力状态
Residual Stress Decomposition
残余应力的分解
Approximate K Solution – Displacement
Controlled
深入理解FFS评估:
• Residual stress estimate for typical welds
显微结构模型预测: 马氏体的成分较高, 但是集中在1mm范围内
Analysis performed at Battelle
Measurements:
Surface: MBEL
Thickness: Bristol University
在Battelle做分析测量: 表面:MBEL(英国三井 巴布科克公司) 厚度:布里斯托尔大学
Residual Stress Decomposition for a Stainless
Steel Joint
不锈钢接头的残余应力分解
C-Mn Vessel Shell Repair with Temper Bead
Techniques
用焊道回火技术修复C-Mn容器壁
Microstructure Model Predictions: Relatively high volumetric fractions For martensite, but very localized within 1 mm range
Hoop stress
环向应力:
Hoop line force
环向力:
F ti S yti
Radial line force
径向力:
Radial modulus
径向模量:
Fr F / r ti / r S yti / rLeabharlann kEt r2
Characteristics length
在残余应力场中裂纹的扩展
Summary
概要
Background
背景
Cracks detected at various welds in high level waste storage tanks
在高级废料存储罐不同焊缝上发现裂纹
External loading: small
外部载荷:小
近似K求解——位移控制
Effects of Through-Wall Residual Stress
Distribution on K
厚度上残余应力分布情况对K值的影响
Validation - a Stainless Steel Core Shroud H4 】
Weld
验证—不锈钢芯座 H4 焊接
板厚对焊趾处厚度方向残余应力分布的影响(r/t=10)
Axial Residual Stress
轴向残余应力
Hoop Residual Stress
环向残余应力
Axial Residual Stress – Through Thickness Bending Component
轴向残余应力—厚度方向上的弯曲分量
特征长度:
4 k 1.285 4EI rt
Displacement wave length
位移波长:
a 2 4.9