宝钢板料卷料公差标准
钢板误差允许值范围

钢板误差允许值范围引言钢板是一种广泛应用于建筑、制造和汽车等行业的常用材料。
在生产和加工过程中,钢板的大小和形状主要受到误差的影响。
为了保证钢板的质量和尺寸的准确性,制定了钢板误差允许值范围的标准。
本文将深入探讨钢板误差的定义、分类以及常见的允许值范围。
一、钢板误差的定义钢板误差是指在加工或生产过程中,钢板的实际尺寸与理论或设计尺寸之间的差异。
钢板误差可分为尺寸误差和形状误差两类。
1. 尺寸误差尺寸误差是指钢板的实际尺寸与理论或设计尺寸之间的差异。
尺寸误差可分为长度误差、宽度误差和厚度误差三个方面。
•长度误差:钢板长度与理论长度的差值。
•宽度误差:钢板宽度与理论宽度的差值。
•厚度误差:钢板厚度与理论厚度的差值。
2. 形状误差形状误差是指钢板的实际形状与理论或设计形状之间的差异。
形状误差可分为平直度误差、翼形误差、弯曲误差和表面质量误差等几个方面。
•平直度误差:钢板表面与平面的垂直度偏差。
•翼形误差:钢板两侧边缘的高低不平整度。
•弯曲误差:钢板在加工过程中出现的弯曲变形。
•表面质量误差:钢板表面的凹凸不平或者划痕等问题。
二、钢板误差的分类根据国家标准和行业标准,钢板误差可被划分为不同的等级和范围。
以下是常见的钢板误差分类及其允许值范围。
1. 尺寸误差分类根据国家标准,钢板尺寸误差可分为一级误差、二级误差和三级误差。
•一级误差:尺寸误差在规定的范围内,适用于高精度要求的场合,如航天器制造等。
允许值范围通常较小。
•二级误差:尺寸误差略大于一级误差,适用于一般精度要求的场合,如建筑和汽车制造等。
允许值范围适中。
•三级误差:尺寸误差较大,适用于低精度要求的场合,如大型机械制造等。
允许值范围通常较大。
2. 形状误差分类根据行业标准,钢板形状误差可分为A级、B级和C级。
•A级:形状误差最小,适用于高精度要求的场合,如航空航天等。
允许值范围较小。
•B级:形状误差略大于A级,适用于一般精度要求的场合,如建筑和机械制造等。
(S45C)QBQB360-2014-机械结构用热连轧碳素钢板及钢带

下列文件对于本文件的应用是必不可少的。凡是注日期的引用文件,仅所注日期的版本适用于本文 件。凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T 222-2006 钢的成品化学成分允许偏差 GB/T 223 钢铁及合金化学分析方法 GB/T 228.1-2010 金属材料 拉伸试验 第 1 部分:室温试验方法 GB/T 232-2010 金属材料 弯曲试验方法 GB/T 2975-1998 钢及钢产品力学性能试验取样位置及试样制备 GB/T 4336-2002 碳素钢和中低合金钢火花源原子发射光谱分析方法(常规法) GB/T 6394-2002 金属平均晶粒度测定方法 GB/T 8170-2008 数值修约规则与极限数值的表示和判定 H GB/T 10561 -2005 钢中非金属夹杂物含量的测定-标准评级图显微检验法 GB/T 20066-2006 钢和铁 化学成分测定用试样的取样和制样方法 GB/T 20123-2006 钢铁 总碳硫含量的测定 高频感应炉燃烧后红外吸收法(常规方法) Q/BQB 300 热连轧钢板及钢带的包装、标志及检验文件的一般规定 Q/BQB 301 热连轧钢板及钢带的尺寸、外形、重量及允许偏差
级别 普通级表面(FA) 较高级表面(FB)
适用的表面处理方式 轧制表面 酸洗表面
酸洗表面
表3
特征
表面允许有深度(或高度)不超过钢板厚度公差之半的麻点、 凹面、划痕等轻微、局部的缺欠,但应保证钢板及钢带允许 的最小厚度。 表面允许有不影响成型性的局部缺欠,如轻微划伤、轻微压 痕、轻微麻点、轻微辊印及色差等。
≤0.40
0.30~0.60
≤0.035
C15
0.12~0.18
≤0.40
板材来料检验规范

文件标题:1.目的为检验员提供来料检验规则和检验方法,保证来料质量状况,从而稳定产品质量。
2.适用范围本标准适用于本公司所有采购板材物料的检验。
3.检验工具游标卡尺;千分尺;卷尺4.用语定义4.1 表面缺陷:指表面裂纹、腐蚀斑点、折痕、压痕、摩擦痕、气泡、生锈、金属压入物、非金属压入物、脏污、色差等缺陷。
4.2 表面裂纹:因零件结构设计或模具设计不当,冲压时产生的裂纹。
4.3 腐蚀斑点:在热处理或储存过程中,由腐蚀介质引起的板面点状缺陷。
4.4 折痕:在轧制过程中,板材输送道轨不平衡或不均衡轧制,引起的垂直轧制方向的痕迹。
4.5压痕:在轧制运输或冲压过程中,板面受异物挤压、碰撞而产生的凹陷变形。
4.6 摩擦痕:板料未贴膜之前的搬运、清洗过程中,板与板之间,轧制过程中产生的各种摩擦痕迹,它们一般呈分散状或扫帚状。
4.7 气泡:因冶金质量问题,使板材表层含有针孔,皮下气孔等,一旦受热,便产生气泡。
4.8 生锈:因环境的影响或养护过程中应使用中性物质(如清水)经常清洗以减少腐蚀介质附着而生锈;因尖锐物体划伤而破坏晶间结构生锈,其电解板因破坏电解层面生锈。
4.9 金属压入物:在轧制或冲压过程中,因轧辊或模具粘金属屑,或者板面落有金属屑进而轧制或冲压到板面上。
4.10 非金属压入物:在轧制或冲压过程中,因非金属物落到板面上,被轧压入板面。
4.11 脏污:各环节中操作不整洁附着在板面上,呈膜状或块状的堆积物。
4.12 色差:铝板较软,轧制过程中,轧辊与铝板摩擦发热,产生氧化色、暗色,轧辊自身磨损而与铝板之间出现打滑,产生发亮区——铝板。
5.质量要求文件标题:5.1不允许塑胶覆盖面(不含底面)通过塑件能观察到任何影响外观和色泽的缺陷。
5.2 烤漆面:凡是烤漆能够覆盖住且符合烤漆面外观要求的所有缺陷均允收。
5.3 后工序抛光、拉丝或进行表面处理(氧化、电镀、喷涂)所能覆盖的表面,且符合后序外观要求的所有缺陷均允收。
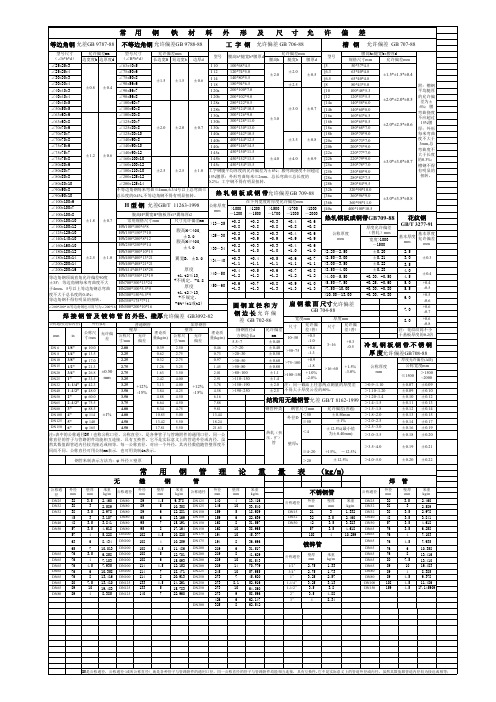
BQB301-2003(宝钢热轧钢板、钢带尺寸、外形公差)

6 尺寸允许偏差6.1 对不切头尾钢带,检查尺寸时,两端不考核的总长度 L的计算公式为:L (m)=90/公称厚度(mm)但两端最大总长度应不大于20m。
6.2 钢板及钢带的厚度允许偏差应符合表2的规定。
6.3 钢板和钢带的宽度允许偏差应符合表3的规定,纵切钢带的宽度允许偏差应符合表4的规定。
6.4 钢板的长度允许偏差应符合表5的规定。
7 外形7.1 对不切头尾和不切边的钢带,检查镰刀弯时,两端不考核的总长度L 的计算公式为:L (m)=90/公称厚度(mm)但两端最大总长度应不大于20m。
7.2钢板的不平度允许值应符合表6的规定。
7.3钢板及钢带的镰刀弯允许值应符合相应表7和表8中的规定。
7.4钢板的脱方度u应不超过钢板实际宽度的1%。
7.5 钢带和纵切钢带应捆扎牢固,钢卷一侧的塔形允许值应符合表9的规定。
7.6 钢卷内径允许偏差应符合表10的规定。
表2 钢板及钢带的厚度允许偏差 mm公称厚度下 列 宽 度 时 的 厚 度 允 许 偏 差≤1200 >1200~1500 >1500~1800>1800普通精度 PT.A较高精度 PT.B普通精度 PT.A较高精度 PT.B普通精度 PT.A较高精度 PT.B普通精度 PT.A较高精度 PT.B≤1.50 ±0.15 ±0.13 ±0.17 ±0.14 - - ― ->1.50~2.00 ±0.17 ±0.14 ±0.19 ±0.15 ±0.20 ±0.17 - - >2.00~2.50 ±0.18 ±0.15 ±0.20 ±0.17 ±0.21 ±0.18 ±0.23 ±0.19 >2.50~3.00 ±0.20 ±0.17 ±0.21 ±0.18 ±0.22 ±0.19 ±0.24 ±0.20 >3.00~4.00 ±0.22 ±0.19 ±0.24 ±0.20 ±0.26 ±0.21 ±0.28 ±0.22 >4.00~5.00 +0.20 -0.40 ±0.21 +0.20 -0.45 ±0.23 +0.25 -0.50 ±0.24 +0.30 -0.45 ±0.25 >5.00~6.00 +0.20 -0.45 ±0.24 +0.20 -0.50 ±0.25 +0.25 -0.55 ±0.26 +0.30 -0.55 ±0.30 >6.00~8.00 +0.20 -0.50 ±0.28 +0.20 -0.55 ±0.30 +0.25 -0.60 ±0.31 +0.30 -0.60 ±0.35 >8.00~10.00 +0.20 -0.55 ±0.32 +0.20 -0.60 ±0.33 +0.25 -0.65 ±0.34 +0.30 -0.65 ±0.40>10.00~12.50+0.20 -0.60 ±0.35 +0.20 -0.65 ±0.36 +0.25 -0.70 ±0.37 +0.30 -0.75 ±0.43 >12.50~15.00+0.20 -0.65 ±0.37 +0.20 -0.70 ±0.38 +0.30 -0.75 ±0.40 +0.35 -0.75 ±0.46 >15.00~25.40+0.20 -0.70 ±0.40 +0.20 -0.70 ±0.42 +0.35 -0.75 ±0.44 +0.40 -0.75 ±0.50 表3 钢板和钢带的宽度允许偏差 mm公称宽度 不切边钢板和钢带 宽度允许偏差切边钢板和钢带宽度允许偏差公称厚度<10.0 公称厚度≥10.0650~1200 +20 0 +3 0 +4 0 >1200~1500 +20 0 +5 0 +6 0 >1500 +20 0 +6 0 +6 0表4 纵切钢带的宽度允许偏差 mm公称宽度在下列 厚度时 的宽度 允许偏 差≤4.0 >4.0~8.0 >8.0120~≤160 +1 0 +2 0 +2 0>160~250 +1 0 +2 0 +3 0>250~600 +2 0 +2 0 +3 0>600~900 +2 0 +3 0 +4 0表5 钢板的长度允许偏差 mm公称长度 长度允许偏差2000~<8000 +0.005×公称长度 0≥8000 +40 0表6 钢板的不平度允许值 mm公称厚 度下 列 宽 度 时 的 不 平 度 允 许 值a,b,c≤1200 >1200~1500 >1500≤2.0 ≤18 ≤20 ≤25 >2.0~25.4 ≤15 ≤18 ≤23a 以上不平度允许值仅适用于钢板,不适用于钢带。
钢板下料检验标准规范

钢板下料检验标准规范钢板下料标准1 范围本标准规定了下料的工艺规则和允许尺寸公差,适用于本公司的产品材料的下料。
2 下料前的准备2.1 看清下料单上的材质、规格、尺寸及数量等。
2.2核对材质、规格与下料单要求是否相符。
材料代用必须严格履行代用手续。
2.3 查看材料外观质量(疤痕、夹层、变形、锈蚀等)是否符合有关质量规定。
2.5.1 端面不规则的型钢、钢板、管材等材料号料时必须将不规则部分让出。
钢材表面上如有不平、弯曲、扭曲、波浪等缺陷,在下料切割和成形加工之前,必须对有缺陷的钢材进行矫正。
2.5.2 号料时,应考虑下料方法,留出切口余量。
2.5.3 有下料定尺挡板的设备,下料前要按尺寸要求调准定尺挡板,并保证工作可靠,下料时材料靠实挡板。
3.2 气割下料3.2.1 气割时,看清切割线条符号。
3.2.2切割前,将工件分段垫平(不能用砖和石块),将工件与地面留出一定的间隙利于氧化铁渣吹出。
3.2.3 将氧气调节到所需的压力。
对于射吸式割炬是否有射吸能力,如果割炬不正常时,应检查修理,否则禁止使用。
3.2.4 预热火焰的长度应根据板材的厚度不同加以调整,火焰性质均应采用中性火焰,即打开切割氧时火焰不出现碳化焰。
3.2.5 气割不同厚度的钢板时,要调节切割氧的压力,而同一把割炬的几个不同号码嘴头应尽量不经常调换。
气割选择见表:3.2.6 切割速度应适当。
速度适当时,熔渣和火花垂直向而去;速度太快时,产生较大的后拖量,不易切透,火花向后面,造成铁渣往上面,容易产生回火现象。
3.2.7 割嘴与工件的距离3.2.7.1 钢板的气割,割嘴与工件的距离大致等于焰芯长度加上2-4毫米左右。
气割4-25毫米厚的钢板时,割嘴向后倾斜20°-30°角,即向切割前进的反方向。
3.2.7.2 气割4毫米以下的钢板时,割嘴向后倾斜25°-45°角,即向切割前进的反方向。
割嘴与工件表面的距离为10~15毫米,切割速度应尽可能快。
宝钢板料卷料公差标准

宝钢集团公司企业标准冷连轧钢板及钢带的尺寸、外形、重量及允许偏差Q/BQB 401-1999代替Q/BQB 401-94 1围本标准规定了冷连轧钢板及钢带的尺寸、尺寸允许偏差、外形、尺寸测量及重量。
本标准适用于宝钢集团公司冷轧部生产的厚度为0.30~3.50mm、宽度为900~1850mm的冷连轧钢带以及由它切成的钢板及纵切钢带。
2引用标准GB 8170-87 数值修约规则3分类与代号3.1按边缘状态分为切边EC不切边EM3.2按尺寸精度分为普通厚度精度PT.A高级厚度精度PT.B普通宽度精度PW.A高级宽度精度PW.B普通长度精度PL.A高级长度精度PL.B3.3按不平度精度分为普通不平度精度PF.A高级不平度精度PF.B3.4钢板及钢带各类别的围按表1 的规定。
表14定义4.1钢板以矩形平板状供货。
4.2 钢带以成卷供货的钢带。
4.3 纵切钢带由钢带经纵切而成的窄钢带。
5尺寸5.1 钢板及钢带的尺寸围列于表2。
表2mm5.2 钢板及钢带的优先公称厚度列于表3。
表3mm5.3钢板及钢带的公称宽度为表2所列围,按10mm进级的任何尺寸。
5.4纵切钢带的公称宽度为表2所列围,按10mm进级的任何尺寸。
5.5钢板的公称长度为表2所列围按50mm进级的任何尺寸。
5.6根据需方需求,经供需双方协商,可以供应表2所列围其它尺寸规格的钢板及钢带。
6 尺寸允许偏差6.1厚度允许偏差6.1.1钢板及钢带的厚度允许偏差应符合表4的规定。
6.1.2钢带两端总长度30m的厚度允许偏差,当钢带厚度小于1.5mm时,允许比表4规定的值超出50%;当钢带厚度不小于1.5mm时,允许比表4规定值超出30%。
6.1.3钢带焊缝处15m的厚度允许偏差,允许比表4规定值超出60%。
6.1.4对抗拉强度规定值大于400MPa的牌号(如St44),其厚度允许偏差允许比表4规定值超出10%。
6.1.5表4所列的厚度允许偏差也适用于纵切钢带,此时表列公称宽度为钢带轧制宽度。
常用钢材尺寸允许偏差范围
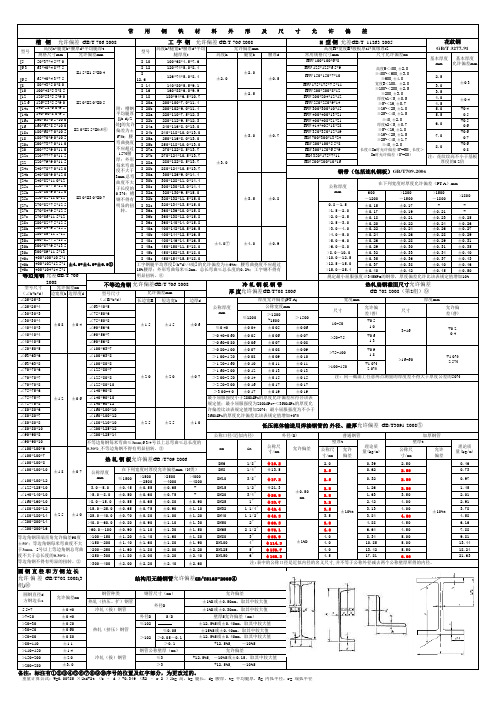
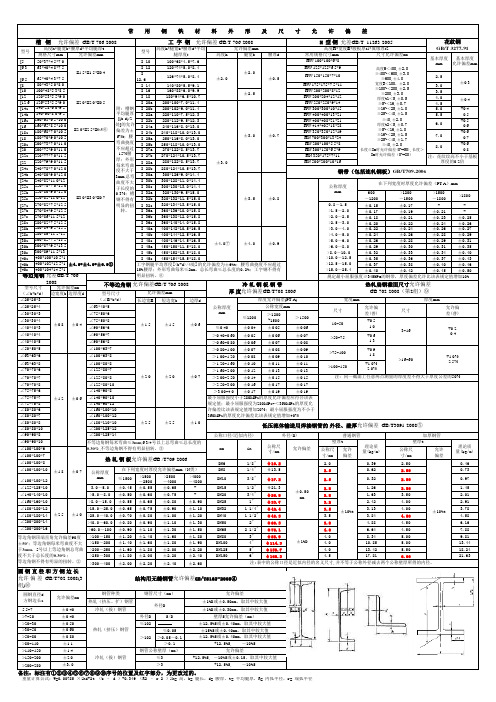
GB/T 3277-91 高度H*宽度B*腹板厚t1*翼缘厚t2 尺寸允许偏差mm 常用规格尺寸mm 基本厚度 基本厚度 HW 100*100*6*8 mm 允许偏差mm 高度H<400,±2.0 HW 125*125*6.5*9 ≥400~<600,±3.0 HW 150*150*7*10 2.5 ≥600,±4.0 HW 175*175*7.5*11 ±0.3 3.0 宽度B<100,±2.0 HW 200*200*8*12 ≥100~<200,±2.5 3.5 HW 200*204*12*12 ≥200,±3.0 4.0 ±0.4 厚度t1<5,±0.5 HW 250*250*9*14 4.5 ≥5~<16,±0.7 HW 300*300*10*15 +0.4 5.0 ≥16~<25,±1.0 HW 400*400*13*21 -0.5 5.5 ≥25~<40,±1.5 HW 400*408*21*21 +0.5 ≥40,±2.0 6.0 HW 414*405*18*28 -0.6 厚度t2<5,±0.7 HW 350*350*12*19 ≥5~<16,±1.0 +0.6 7.0 ≥16~<25,±1.5 HN 700*300*13*24 -0.7 ≥25~<40,±1.7 HN 200*100*5.5*8 +0.6 8.0 ≥40,±2.0 HN 300*150*6.5*9 -0.8 长度≤8m时允许偏差(0~+50),长度> HN 350*175*7*11 注:花纹纹高不小于基板 8m时允许偏差(0~+80) HN 500*200*10*16 厚度的0.2倍 钢带(包括连轧钢板)GB/T709-2006
附:槽钢 平均腿厚 [(b-d)/2 处]的允许 偏差为± 6%t;腰 弯曲挠度 不应超过 15%腰 厚;外形 每米弯曲 度不大于 3mm,总弯 曲度不大 于长度的 0.3%;槽 钢不得有 明显的扭 转。
钢板下料公差标准
钢板下料公差标准嘿,朋友们!咱今儿来聊聊钢板下料公差标准这档子事儿。
你说这钢板啊,就像咱过日子里的各种材料,得有个准头不是?要是公差标准没弄好,那可就好比做饭盐放多了或者放少了,味道就不对啦!咱就说这钢板,它被用在各种各样的地方,大到高楼大厦、桥梁铁路,小到家里的一些小物件。
要是公差太大,那可不得了!想象一下,一座大桥因为钢板的公差问题晃晃悠悠的,多吓人呐!这可不是闹着玩儿的呀!那这公差标准到底是啥呢?简单来说,就是给钢板下料画个圈圈,让它不能乱跑超出范围。
就好像咱跑步比赛,得有个跑道限制着,不能瞎跑。
这公差标准要是松了,那做出来的东西就可能松松垮垮,不结实;要是太紧了呢,又会增加成本,不划算。
那怎么把握这个度呢?这可得有点经验和技术啦!就好比咱骑自行车,得掌握好平衡,快了不行慢了也不行。
咱得根据具体的用途和要求来确定合适的公差范围。
比如说,要是做个精细的仪器,那公差就得很小很小;要是做个粗点儿的架子,那公差就可以适当放宽点儿。
而且啊,这事儿还得细心。
不能马马虎虎的,得像绣花一样仔细。
一个小疏忽,可能就会导致整个产品不合格。
这就跟咱走路一样,一步没走好,可能就摔个大跟头。
咱再说说那些负责钢板下料的师傅们,他们可真是关键人物啊!他们就像大厨,得把这钢板“烹饪”得恰到好处。
他们得熟悉各种材料的特性,知道怎么下料才能符合公差标准。
这可不是一朝一夕能学会的,得经过长时间的实践和积累。
咱普通人虽然不直接参与这个过程,但也得了解了解。
为啥呢?这样咱买东西的时候心里也有个数啊!知道什么样的是好的,什么样的可能有问题。
总之,钢板下料公差标准这事儿可大可小,关乎着我们生活中的很多方面。
咱可不能小瞧了它!它就像一个隐形的卫士,保障着我们使用的各种物品的质量和安全。
所以啊,大家都要重视起来,让我们的生活因为有了严格的公差标准而更加美好、更加可靠!这难道不是很重要的吗?难道不值得我们好好去关注和对待吗?原创不易,请尊重原创,谢谢!。
常用钢材尺寸允许偏差范围(2013)
600 >1200 >1500 >1800 ~1200 ~1500 ~1800 0.8~1.5 ±0.15 ±0.17 >1.5~2.0 ±0.17 ±0.19 ±0.21 >2.0~2.5 ±0.18 ±0.21 ±0.23 ±0.25 >2.5~3.0 ±0.20 ±0.22 ±0.24 ±0.26 >3.0~4.0 ±0.22 ±0.24 ±0.26 ±0.27 >4.0~5.0 ±0.24 ±0.26 ±0.28 ±0.29 >5.0~6.0 ±0.26 ±0.28 ±0.29 ±0.31 >6.0~8.0 ±0.29 ±0.30 ±0.31 ±0.35 >8.0~10.0 ±0.32 ±0.33 ±0.34 ±0.40 >10.0~12.5 ±0.35 ±0.36 ±0.37 ±0.43 >12.5~15.0 ±0.37 ±0.38 ±0.40 ±0.46 >15.0~25.4 ±0.40 ±0.42 ±0.45 ±0.50 规定最小屈服强度≥345MPa的钢带,厚度偏差允许比该表规定值增加10%
高度h*腿宽b*腰厚d*平均 允许偏差mm 高度h 腿宽b 腰厚d 腿厚度t 100*68*4.5*7.6 I 10 120*74*5.0*8.4 I 12 ±2.0 126*74*5.0*8.4 I 12.6 ±2.0 ±0.5 140*80*5.5*9.1 I 14 160*88*6.0*9.9 I 16 ±2.5 180*94*6.5*10.7 I 18 200*100*7.0*11.4 I 20a 200*102*9.0*11.4 I 20b 220*110*7.5*12.3 I 22a 220*112*9.5*12.3 I 22b 240*116*8.0*13.0 I 24a 240*118*10.0*13.0 I 24b ±3.0 ±0.7 250*116*8.0*13.0 I 25a 250*118*10.0*13.0 I 25b 270*122*8.5*13.7 I 27a 270*124*10.5*13.7 I 27b 280*122*8.5*13.7 I 28a ±3.0 280*124*10.5*13.7 I 28b 300*126*9.0*14.4 I 30a 300*128*11.0*14.4 I 30b 300*130*13.0*14.4 I 30c 320*130*9.5*15.0 I 32a 320*132*11.5*15.0 I 32b ±3.5 ±0.8 320*134*13.5*15.0 I 32c 360*136*10.0*15.8 I 36a 360*138*12.0*15.8 I 36b 360*140*14.0*15.8 I 36c 400*142*10.5*16.5 I 40a 400*144*12.5*16.5 I 40b 400*146*14.5*16.5 I 40c ±4.0⑦ ±4.0 ±0.9 450*150*11.5*18.0 I 45a 450*152*13.5*18.0 I 45b 450*154*15.5*18.0 I 45c 工字钢腿平均厚度[(b-d)/4处]的允许偏差为±6%t;腰弯曲挠度不应超过 15%腰厚;外形弯曲每米≤2mm,总长弯曲≤总长度的0.2%;工字钢不得有 明显扭转。⑧
钢板 尺寸允许偏差
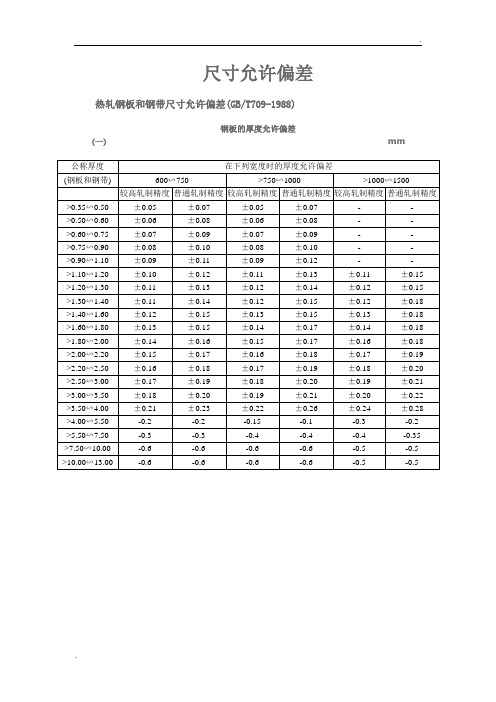
尺寸允许偏差热轧钢板和钢带尺寸允许偏差(GB/T709-1988)钢板的厚度允许偏差(一) mm钢板的厚度允许偏差(二)mm钢板的厚度允许偏差(三)mm切边钢板的宽度允许偏差mm切边钢带的宽度允许偏差不得超过下列规定钢带宽度600∽1000m………………………………………+5mm>1000m………………………………………+10mm不切边钢带的宽度允许偏差不得超过下列规定钢带宽度≤1000m………………………………………+20mm>1000m………………………………………+30mm 纵剪钢带的宽度允许偏差 mm钢板的长度允许偏差mm注:剪切后平整的热轧钢板,其长度偏差允许增加20mm.冷轧钢板和钢带尺寸允许偏差(GB/T708-1988)钢板和钢带的宽度允许偏差mm钢板和钢带的宽度允许偏差mm纵切钢带分宽度允许偏差 mm钢板的长度允许偏差 mm锅炉用钢板允许偏差(GB/T713-1997)厚度允许偏差 mm计算重量的厚度附加值mm注:钢板按理论重量交货时,以钢板的公称厚度加上上表的附加值作为计算重量的理论厚度.压力容器用钢板允许偏差(GB6654-1996)厚度允许偏差mm计算重量的厚度附加值mm热轧圆钢直径和方钢边长的允许偏差(GB/T702-1986) mm热轧工字钢尺寸允许偏差(GB/T706-1988)工字钢的高度h、腿宽度b、腰厚度d允许偏差mm注:工字钢平均腿厚度的允许偏差为±0.06t.工字钢的弯腰挠度不应超过0.15d.工字钢腿的外缘斜度单腿不大于1.5%b,双腿不大于2.5%b.工字钢腿端外缘钝化不得使直径等于0.18t的圆棒通过.工字钢按定尺或倍尺长度交货时,其长度允许偏差mm热轧槽钢尺寸允许偏差(GB/T707-1988)槽钢的高度h、腿宽度b、腰厚度d允许偏差mm注:槽钢平均腿厚度的允许偏差为±0.06t。
槽钢的弯腰挠度不应超过0.15d。
槽钢腿的外缘斜度,单腿不大于1.5%b,双腿不大于2.5%b。
宝钢冷轧钢板钢带厚度允许偏差

1、尺寸精度高
板带钢尺寸精度包括厚度、宽度、长度精度。尺寸精度主要是指厚 度精度,因为它不仅影响到使用性能,而且在生产中难度最大。
宝钢冷轧钢板、钢带宽度允许偏差
1
宝钢冷轧钢板长度允许偏差
宝钢可供冷轧产品规格
2
宝钢冷轧钢板、钢带厚度允许偏差
3
2、板要平坦,无浪形瓢曲 由于板带钢既宽且薄,对不均匀变形的敏感性又特别大,所以要保 持良好的板形就很不容易。板带愈薄,其不均匀变形的敏感性越大, 保持良好板形的困难也就愈大。显然,板形的不良来源于变形的不
5
4、较好的综合性能
除了有良好的工艺性能,甚至除了有一定的强度和塑性以外,还要求保 证一定的化学成分,保证良好的焊接性能、常温或低温冲击韧性或一定 的冲压性能,保证一定的金相组织及各向组织均匀性等。 宝钢SP系列
6
7Leabharlann 宝钢DC系列89
10
均,而变形的不均又往往导致厚度的不均,因此板形的好坏往往与
厚度精确度也有着直接的关系。
宝钢钢板不平度的允许值
4
宝钢冷轧钢板、钢带镰刀弯允许值
3、表面质量好
钢板表面不得有气泡、结疤、拉裂、刮伤、折叠、裂缝、夹杂和压入氧化 铁皮等缺陷,因为这些缺陷不仅影响轧件的外观形象,而且往往破坏钢板 的物理性能或成为产生破裂和锈蚀的缺陷源,成为应力集中的薄弱环节。
热轧卷板厚度公差标准

热轧卷板厚度公差标准热轧卷板厚度公差标准是热轧卷板生产过程中一项重要的质量控制指标。
本文将详细说明热轧卷板厚度公差标准的相关概念、制定标准的目的、标准的内容以及应用等方面。
一、相关概念热轧卷板是指将热轧带钢经过卷取加工而成的钢材产品,广泛应用于建筑、机械、汽车、船舶等领域。
厚度公差是指产品实际厚度与标准厚度之间的差异,是衡量产品质量的重要指标之一。
二、制定标准的目的热轧卷板厚度公差标准的制定旨在规范热轧卷板的生产和流通环节,确保产品质量和安全性能,同时提高企业的生产效率和经济效益。
具体来说,标准的制定目的包括以下几个方面:1.保证产品质量:通过制定严格的厚度公差标准,可以确保热轧卷板的厚度符合要求,进而保证产品的强度、刚度等性能指标。
2.提升生产效率:合理的厚度公差标准可以减少生产过程中的浪费和不良品率,提高企业的生产效率。
3.促进贸易公平:统一的厚度公差标准可以使得不同企业之间的产品具有可比性,促进贸易公平。
4.降低成本:通过优化厚度公差标准,可以在保证产品质量的前提下降低生产成本,提高企业的经济效益。
三、标准的内容热轧卷板厚度公差标准主要包括以下内容:1.术语定义:明确热轧卷板及其相关术语的定义和内涵。
2.公差等级:根据产品规格和应用领域,将厚度公差分为不同的等级,如普通级、高级等。
3.公差范围:针对不同等级的厚度公差,给出具体的公差范围,包括上偏差和下偏差。
4.测量方法:规定厚度公差的测量方法,包括仪器设备、测量程序等。
5.判定规则:制定厚度公差的判定规则,包括合格判定标准和不合格判定标准。
6.质量保证:为确保厚度公差标准的实施和产品质量控制,企业应建立完善的质量保证体系。
四、应用热轧卷板厚度公差标准的应用贯穿于热轧卷板的生产、流通和使用的全过程中。
具体应用如下:1.生产过程控制:企业在生产过程中应遵循厚度公差标准,对生产线进行调整和优化,确保产品厚度符合要求。
同时,对于不合格的产品应及时进行返工或报废处理。
钢板误差允许值范围

钢板误差允许值范围在工程制造领域,钢板是一种常用的材料,用于制造建筑、车辆、船舶等各种产品。
然而,在钢板的生产和加工过程中,难免会存在一定的误差。
对钢板误差的允许值范围进行准确的确定和控制,对于确保产品质量和工程安全至关重要。
本文将深入探讨钢板误差的允许值范围,并分享一些观点和理解。
1. 误差定义和分类在讨论钢板误差允许值范围之前,我们首先需要了解误差的概念和分类。
误差是指实际值与标准值之间的差异,它可以从几个方面进行分类:尺寸误差、形状误差和表面质量误差。
尺寸误差是指钢板的实际尺寸与标准尺寸之间的差别,形状误差是指钢板在平面度、曲率和直线度等方面的偏差,表面质量误差则是指钢板表面的凹凸、划痕等缺陷。
2. 钢板误差的产生原因钢板误差的产生原因非常复杂,主要包括以下几个方面:- 材料本身的特性:不同牌号和类型的钢板由于材料组织和性能的差异,其误差允许值范围也不同。
- 制造和加工工艺:包括热处理、冷加工、切割和焊接等工艺操作,在不同的工艺环节中都可能引入误差。
- 设备和工具的精度:生产线上的机器设备和加工工具的精度限制也会对钢板的误差产生影响。
3. 钢板误差的允许值标准为了确保产品的质量和安全要求,国家和行业都有相应的标准规定了钢板误差的允许值范围。
常见的标准有国家标准、行业标准以及企业内部标准。
这些标准主要针对钢板的尺寸误差、形状误差和表面质量误差进行了详细的规定和限制。
钢板的厚度误差一般控制在标准厚度的正负允许误差范围内,平面度误差要求在一定的范围内等等。
这些标准旨在保证产品的可靠性和安全性,同时也为企业和用户提供了统一的指导。
4. 钢板误差允许值的影响和调整钢板误差的允许值范围直接影响到产品的装配和使用性能。
如果允许值范围过大,可能会导致产品的尺寸误差累积,造成装配困难或使用不便。
相反,如果允许值范围过小,可能会增加钢板加工的难度和成本,并且在一些特殊应用场景下无法满足使用要求。
在确定钢板误差允许值范围时,需要综合考虑产品的功能要求、材料特性、工艺能力以及经济效益等因素,并根据实际情况进行灵活调整。
常用钢材允许偏差范围
180*70*9.0 200*73*7.0 200*75*9.0 220*77*7.0 220*79*9.0 250*78*7.0
±3.0*±3.0*±0.7
每米弯曲 度不大于 3mm,总 弯曲度不 大于长度 的0.3%; 槽钢不得
∠80*80*7 ∠80*80*8 ∠80*80*10
∠180*110*10 ∠200*125*12 ∠200*125*14
~1200 ~1500 ~1700 ~1800 ~2000
常用规格尺寸mm HW100*100*6*8 HW150*150*7*10 HW200*200*8*12 HW250*250*9*14 HW300*300*10*15
尺寸允许偏差mm
>13~25
+0.2 -0.8
+0.2 -0.8
+0.3 -0.8
常 用 钢 管 理 论 重 量 表 (kg/m)
无
缝
钢
管
焊管
公称通 径
DN25 DN32 DN32
DN40 DN50
DN65 DN65 DN65 DN65 DN65 DN65 DN65 DN80
外径 mm 32 38 38 45 48 57 57
63
65 76 76 76 76 76 80 89 89
±0.28 +0.30,-0.50 +0.25,-0.60 +0.30,-0.80 +0.30,-0.80
4.0
±0.4
4.5
5.0
+0.4
5.5
-0.5
6.0
+0.5
-0.6
7.0
+0.6
-0.7
钢板检验标准

一、钢板
1、钢板
钢板系不固定边部变形的热轧扁平钢材,包括直接轧制的单轧钢板和由宽钢带剪切成的连轧钢板;
2、按厚度变成种类分
N类偏差:正偏差和负偏差相等;
A类偏差:按公称厚度规定负偏差;
B类偏差:固定负偏差为0.3mm;
C类偏差:固定负偏差为零,按公称厚度规定正偏差;
3、尺寸
1、单轧钢板厚度允许偏差单位:mm
2、切边单轧钢板的宽度允许偏差单位:mm
3、长度允许偏差单位:mm
二、圆钢
适用于直径为 5.5mm~310mm的热轧圆钢和边长为5.5mm~200mm的热轧方钢;
1、热轧圆钢和方钢的尺寸允许偏差单位:mm
2、热轧圆钢和方钢通常长度及短尺寸长度单位:mm
3、热轧圆钢不圆度及方钢对角线长度单位:mm
三、刮板钢、槽帮钢
适用于制造刮板输送机用刮板钢和槽帮钢系列异型钢
1、品种、型号、尺寸、截面面积、理论重量及尺寸允许偏差
2、钢板钢和槽帮钢交货长度及允许偏差单位:mm
四、槽钢
1、工字钢、槽钢尺寸、外形允许偏差单位:mm。
宝钢板料卷料公差标准
宝钢板料卷料公差标准宝钢集团公司企业标准冷连轧钢板及钢带的尺寸、外形、重量及允许偏差Q/BQB 401-1999代替 Q/BQB 401-941围本标准规定了冷连轧钢板及钢带的尺寸、尺寸允许偏差、外形、尺寸测量及重量。
本标准适用于宝钢集团公司冷轧部生产的厚度为0.30~3.50mm、宽度为900~1850mm的冷连轧钢带以及由它切成的钢板及纵切钢带。
2引用标准GB 8170-87 数值修约规则3分类与代号3.1按边缘状态分为切边 EC不切边 EM3.2按尺寸精度分为普通厚度精度 PT.A高级厚度精度 PT.B普通宽度精度 PW.A高级宽度精度 PW.B普通长度精度 PL.A高级长度精度 PL.B3.3按不平度精度分为普通不平度精度 PF.A高级不平度精度 PF.B3.4钢板及钢带各类别的围按表1 的规定。
表 14定义4.1钢板以矩形平板状供货。
4.2 钢带以成卷供货的钢带。
4.3 纵切钢带由钢带经纵切而成的窄钢带。
5尺寸5.1 钢板及钢带的尺寸围列于表2。
表 2 mm5.2 钢板及钢带的优先公称厚度列于表3。
表 3 mm5.3钢板及钢带的公称宽度为表2所列围,按10mm进级的任何尺寸。
5.4纵切钢带的公称宽度为表2所列围,按10mm进级的任何尺寸。
5.5钢板的公称长度为表2所列围按50mm进级的任何尺寸。
5.6根据需方需求,经供需双方协商,可以供应表2所列围其它尺寸规格的钢板及钢带。
6 尺寸允许偏差6.1厚度允许偏差6.1.1钢板及钢带的厚度允许偏差应符合表4的规定。
6.1.2钢带两端总长度30m的厚度允许偏差,当钢带厚度小于1.5mm时,允许比表4规定的值超出50%;当钢带厚度不小于1.5mm时,允许比表4规定值超出30%。
6.1.3钢带焊缝处15m的厚度允许偏差,允许比表4规定值超出60%。
6.1.4对抗拉强度规定值大于400MPa的牌号(如St44),其厚度允许偏差允许比表4规定值超出10%。
钢板误差标准

3 定义
3.1 钢板:钢板系不固定边部变形的热轧扁平钢材,直接轧制或由宽钢带剪切而成。 3.2 钢带:钢带系指成卷交货,宽度大于 600mm 的宽钢带。
4 分类和代号
4.1 按边缘状态分为
切边
EC
不切边
EM
4.2 按尺寸精度分为
普通厚度精度
PT.A
较高厚度精度
ICS 77.140.50 H 46
中华人民共和国国家标准
GB/T 709—××××
代替 GB/T709-1988
热轧钢板和钢带的尺寸、外形、重量 及允许偏差
Dimension, shape, weight and tolerances for hot-rolled plates and sheets (ISO7452:2002(E) Hot-rolled structural steel plates-tolerance on dimensions and shape, ISO16160:2000(E) Continuously hot-rolled steel products-dimensional and
shape tolerances, MOD)
(征求意见稿)
2005-4-26
××××-××-××发布
××××-××-××实施
国家质量监督检验检疫总局 发布
GB/T 709—××××
前言
本标准修改采用 ISO7452:2002《热轧结构钢板尺寸和外形偏差》(英文版)、ISO16160:2000《热 连轧钢板钢带—尺寸和外形的偏差》(英文版)。
≤1500
+1.20 -0.60 +1.60 -0.80 +1.90 -0.90 +2.20 -1.00 +2.40 -1.20 +2.70 -1.30
钢板误差标准
≤1500
+0.45 -0.35 +0.65 -0.35 +0.70 -0.40 +0.85 -0.45 +0.90 -0.50 +1.05 -0.55
表 2 钢板的厚度允许偏差(A 类)
下列公称宽度的厚度允许偏差
>1500~2500
+0.70 -0.40 +0.75 -0.45 +0.85 -0.45 +1.00 -0.50 +1.05 -0.55 +1.20 -0.60
单位为毫米
>4000~5000
—
—
+1.50 -0.30 +1.90 -0.30 +2.10 -0.30 +2.30 -0.30 +2.70 -0.30 +3.30 -0.30 +3.50 -0.30 +4.10 -0.30 +4.50 -0.30 +4.90 -0.30
单位为毫米
>4000~5000
>2500~4000
+0.85 -0.45 +0.95 -0.55 +1.05 -0.55 +1.15 -0.65 +1.30 -0.70 +1.45 -0.75
单位为毫米
>4000~5000
—
— +1.20 -0.60 +1.50 -0.70 +1.60 -0.80 +1.70 -0.90
2
公称厚度 >60.0~100 >100~150 >150~200 >200~250 >250~300 >300~400
1
GB/T 709—××××
5.2.3 5.2.4 5.2.5 5.2.6
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
上海宝钢集团公司企业标准
冷连轧钢板及钢带的尺寸、外形、重量及允许偏差
Q/BQB 401-1999
代替 Q/BQB 401-94
1范围
本标准规定了冷连轧钢板及钢带的尺寸、尺寸允许偏差、外形、尺寸测量及重量。
本标准适用于上海宝钢集团公司冷轧部生产的厚度为0.30~3.50mm、宽度为900~1850mm
的冷连轧钢带以及由它切成的钢板及纵切钢带。
2引用标准
GB 8170-87 数值修约规则
3分类与代号
3.1按边缘状态分为
切边 EC
不切边 EM
3.2按尺寸精度分为
普通厚度精度 PT.A
高级厚度精度 PT.B
普通宽度精度 PW.A
高级宽度精度 PW.B
普通长度精度 PL.A
高级长度精度 PL.B
3.3按不平度精度分为
普通不平度精度 PF.A
高级不平度精度 PF.B
3.4钢板及钢带各类别的范围按表1 的规定。
表 1
4定义
4.1钢板以矩形平板状供货。
4.2 钢带以成卷供货的钢带。
4.3 纵切钢带由钢带经纵切而成的窄钢带。
5尺寸
5.1 钢板及钢带的尺寸范围列于表2。
表 2 mm
5.2 钢板及钢带的优先公称厚度列于表3。
表 3 mm
5.3钢板及钢带的公称宽度为表2所列范围内,按10mm进级的任何尺寸。
5.4纵切钢带的公称宽度为表2所列范围内,按10mm进级的任何尺寸。
5.5钢板的公称长度为表2所列范围内按50mm进级的任何尺寸。
5.6根据需方需求,经供需双方协商,可以供应表2所列范围内其它尺寸规格的钢板及钢带。
6 尺寸允许偏差
6.1厚度允许偏差
6.1.1钢板及钢带的厚度允许偏差应符合表4的规定。
6.1.2钢带两端总长度30m内的厚度允许偏差,当钢带厚度小于1.5mm时,允许比表4规定的值超出50%;当钢带厚度不小于1.5mm时,允许比表4规定值超出30%。
6.1.3钢带焊缝处15m的厚度允许偏差,允许比表4规定值超出60%。
6.1.4对抗拉强度规定值大于400MPa的牌号(如St44),其厚度允许偏差允许
比表4规定值
超出10%。
6.1.5表4所列的厚度允许偏差也适用于纵切钢带,此时表列公称宽度为钢带轧
制宽度。
6.2宽度允许偏差
6.2.1钢板及钢带的宽度允许偏差应符合表5的规定。
表 4 mm
表 5 mm
6.2.2纵切钢带的宽度允许偏差应符合表6的规定。
表 6 mm
6.3钢板的长度允许偏差应符合表7的规定。
表 7
mm
7 外形
7.1钢板应切成直角,切斜不得大于钢板宽度的1%,并须保证公称尺寸的最小矩
形。
7.2切边钢板及钢带的镰刀弯在任意2000mm长度上应不大于6mm,钢板的长度不
大于
2000mm时,其镰刀弯数值不大于钢板实际长度的0.3%。
纵切钢带的镰刀弯每
2000mm长度上应不大于2.0mm。
7.3 外形
7.3.1钢板的不平度应符合表8的规定。
表 8 mm
7.3.2 当规定屈服点不小于280MPa时,表列数值增加3mm。
7.3.3 按表8订购高级不平度的钢板时,在仲裁情况下,另需检验波浪度。
-当波浪长度不小于200mm时,波浪高度小于波浪长度的1%(适用于公称
宽度小于1500mm的钢板),或波浪长度的1.5%(适用于公称宽度不小于
1500mm的钢板)。
-当波浪长度小于200mm,波浪高度不大于2mm。
7.4钢带应牢固地成卷,钢卷的一侧塔形高度不得超过表9的规定。
表 9 mm
8尺寸及外形的测量
8.1厚度的测量部位分别为距边部不小于25mm(切边)或40mm(不切边)的任意点。
8.2钢板及钢带的镰刀弯,是指侧边与连接测量部分两端点的直线之间的最大距
离。
它是在产品呈凹形一侧测量的。
8.2.1钢带镰刀弯的测量部位是在距钢带头部或尾部不小于5000mm处。
8.2.2长度不大于2000mm的钢板,镰刀弯的测量长度等于钢板的长度。
8.3钢板的切斜为横边向纵边的垂直投影。
8.4钢板的不平度系指将钢板自由地放在平台上,钢板下表面和平台间的最大距离。
9 重量
钢板按理论或实际重量交货,理论重量计算方法见附录A(标准的附录)。
钢带按实际重量交货。
附录A (标准的附录)
理论计重时的重量计算方法
A1 钢板理论计重时,其尺寸均采用公称尺寸值。
A2 钢板理论计重时的重量计算方法按表A1的规定。
表 A1
A3 数值修约方法按GB8170《数值修约规则》的规定。
附加说明:
本标准由上海宝钢集团公司技术部提出。
本标准由上海宝钢集团公司技术部质量标准室起草。
本标准起草人沈振邦
本标准非等效采用 EN10131-1991、JISG3141-1996。