对中找正理论计算
泵对中找正仪计算公式

泵对中找正仪计算公式
泵对中找正仪是用来测量泵的轴线与泵壳之间的偏移量,以确保泵的正常运行。
通常使用的公式是根据泵的类型和制造商而有所不同。
一般来说,泵对中找正仪的计算公式包括测量泵轴线和泵壳的相对位置,然后根据测量结果进行修正。
对于离心泵,一种常见的计算公式是通过测量泵轴线与泵壳之间的偏移量,并使用几何学和数学原理来计算出修正值。
这个公式通常需要考虑到泵的旋转方向、叶轮的位置等因素。
另一种常见的泵对中找正仪是用于螺杆泵。
对于螺杆泵,计算公式可能涉及到测量螺杆轴线与泵壳之间的垂直和水平偏移量,然后根据测量结果进行调整。
除了具体的计算公式,泵对中找正仪还需要考虑到测量精度、仪器的准确性等因素。
在实际操作中,通常需要根据具体的情况来选择合适的计算公式,并结合专业知识和经验进行修正。
总的来说,泵对中找正仪的计算公式是根据具体的泵型和制造
商而有所不同的,需要结合实际情况进行具体的测量和修正。
希望这个回答能够帮助到你。
水泵和电机联轴器的找正、对中方法

水泵和电机联轴器的找正、对中方法本页仅作为文档封面,使用时可以删除This document is for reference only-rar21year.March水泵和电机联轴器的找正、对中方法1、泵对中的重要性泵和电机的联轴器所连接的两根轴的旋转中心应严格的同心,联轴器在安装时必须精确地找正、对中,否则将会在联轴器上引起很大的应力,并将严重地影响轴、轴承和轴上其他零件的正常工作,甚至引起整台机器和基础的振动或损坏等。
因此,泵和电机联轴器的找正是安装和检修过程中很重要的工作环节之一。
2、联轴器找正是偏移情况的分析在安装新泵时,对于联轴器端面与轴线之间的垂直度可以不作检查,但安装旧泵时,一定要仔细地检查,发现不垂直时要调整垂直后再进行找正。
一般情况下,可能遇到的有以下四种情形。
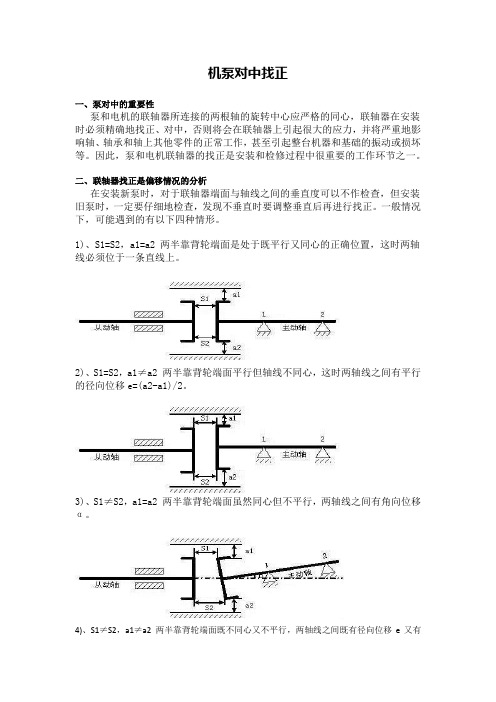
1)S1=S2,a1=a2 两半靠背轮端面是处于既平行又同心的正确位置,这时两轴线必须位于一条直线上。
2)S1=S2,a1≠a2 两半靠背轮端面平行但轴线不同心,这时两轴线之间有平行的径向位移e=(a2-a1)/2。
3)S1≠S2,a1=a2 两半靠背轮端面虽然同心但不平行,两轴线之间有角向位移α。
4)S1≠S2,a1≠a2 两半靠背轮端面既不同心又不平行,两轴线之间既有径向位移e又有角向位移α。
联轴器处于第一种情况是我们在找正中致力达到的状态,而第二、三、四种状态都不正确,需要我们进行调整,使其达到第一种情况。
在安装设备时,首先把从动机(泵)安装好,使其轴线处于水平位置,然后再安装主动机(电机),所以找正时只需要调整主动机,即在主动机(电机)的支脚下面加调整垫面的方法来调节。
3、找正时测量调节方法下面主要介绍在检修过程中常用的两种测量调整方法,根据测量工具不同可分为:1)利用刀形尺和塞尺测量联轴器的不同心和利用楔形间隙轨或塞尺测量联轴器端面的不平行度,这种方法适用于弹性联接的低转速、精度要求不高的设备。
2)利用百分表及表架或专用找正工具测量两联轴器的不同心及不平行情况,这种方法适用于转速较高、刚性联接和精度要求高的转动设备。
对中找正理论计算

旋转机械的联轴器找正联轴器的找正是机器安装的重要工作之一.找正的目的是在机器在工作时使主动轴和从动轴两轴中心线在同一直线上.找正的精度关系到机器是否能正常运转,对高速运转的机器尤其重要.两轴绝对准确的对中是难以达到的,对连续运转的机器要求始终保持准确的对中就更困难.各零部件的不均匀热膨胀,轴的挠曲,轴承的不均匀磨损,机器产生的位移及基础的不均匀下沉等,都是造成不易保持轴对中的原因.因此,在设计机器时规定两轴中心有一个允许偏差值,这也是安装联轴器时所需要的.从装配角度讲,只要能保证联轴器安全可靠地传递扭矩,两轴中心允许的偏差值愈大,安装时愈容易达到要求。
但是从安装质量角度讲,两轴中心线偏差愈小,对中愈精确,机器的运转情况愈好,使用寿命愈长。
所以,不能把联轴器安装时两轴对中的允许偏差看成是安装者草率施工所留的余量。
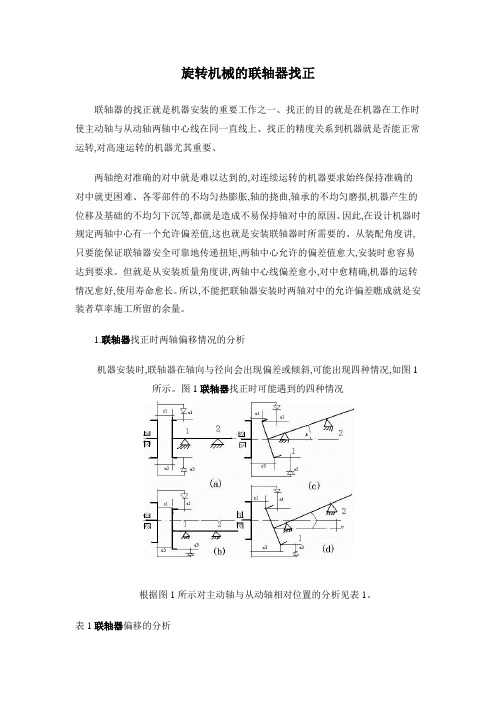
1.联轴器找正时两轴偏移情况的分析机器安装时,联轴器在轴向和径向会出现偏差或倾斜,可能出现四种情况,如图1所示。
图1联轴器找正时可能遇到的四种情况根据图1所示对主动轴和从动轴相对位置的分析见表1。
表1联轴器偏移的分析2.测量方法安装机器时,一般是在主机中心位置固定并调整完水平之后,再进行联轴器的找正。
通过测量与计算,分析偏差情况,调整原动机轴中心位置以达到主动轴与从动轴既同心,又平行。
联轴器找正的方法有多种,常用的方法如下:(1)简单的测量方法如图2所示。
用角尺和塞尺测量联轴器外圆各方位上的径向偏差,用塞尺测量两半联轴器端面间的轴向间隙偏差,通过分析和调整,达到两轴对中。
这种方法操作简单,但精度不高,对中误差较大。
只适用于机器转速较低,对中要求不高的联轴器的安装测量。
图2 角尺和塞尺的测量方法(2)用中心卡及塞尺的测量方法找正用的中心卡(又称对轮卡)结构形式有多种,根据联轴器的结构,尺寸选择适用的中心卡,常见的结构图3 所示。
中心卡没有统一规格,考虑测量和装卡的要求由钳工自行制作图3常见对轮卡型式(a)用钢带固定在联轴器上的可调节双测点对轮卡(b)测量轴用的不可调节的双测点对轮卡(c)测量齿式联轴器的可调节双测点对轮卡(d)用螺钉直接固定在联轴器上的可调节双测点对轮卡(e)有平滑圆柱表面联轴器用的可调节单测点对轮卡(f)有平滑圆柱表面联轴器用的可调节双点对轮卡利用中心卡及塞尺可以同时测量联舟轴器的径向间隙及轴向间隙,这种方法操作简单,测量精度较高,利用测量的间隙值可以通过计算求出调整量,故较为适用。
关于DH6314透平空压机电机与轴中心对中找正.

DH型离心压缩机组找正的实践张根珠/湖北黄石大冶有色金属有限公司冶炼厂摘要:以DH63-14离心压缩机轴心找正为实例,通过对假轴挠度及温度的影响因素分析,消除了联轴器找正误差,从而保证了机组的正常运行。
提出了主机本体联轴器与电机联轴器之间由中间轴联接的设备轴心找正的方法。
关键词:离心式压缩机;假轴挠度;温度;找正中图分类号:TH452 文献标识码:B文章编号:1006-8155(2008)02-0042-03Alignment for DH Type Centrifugal Compressor UnitsAbstract: In this paper, set the axis alignment of DH63-14 centrifugal compressor as an example, the alignment error of coupling is eliminated based on the analysis on the influence factors of false-axis deflection and temperature. So the units can be ensuredto operate normally. The method for axis alignment of the device between compressor coupling and motor coupling joined with middle shaft is pointed put.Key words: centrifugal compressor; false-axis deflection; temperature; alignment0 引言我厂DH63-14型离心式空气压缩机,由沈阳鼓风机(集团)有限公司生产。
主要技术参数:流量为32000Nm3/h,进气压力为0.09856MPa(绝压),排气压力为0.67 MPa(绝压),低速轴转速为9675r/min,高速轴转速为11727.27 r/min。
对中找正理论计算
旋转机械的联轴器找正联轴器的找正就是机器安装的重要工作之一、找正的目的就是在机器在工作时使主动轴与从动轴两轴中心线在同一直线上、找正的精度关系到机器就是否能正常运转,对高速运转的机器尤其重要、两轴绝对准确的对中就是难以达到的,对连续运转的机器要求始终保持准确的对中就更困难、各零部件的不均匀热膨胀,轴的挠曲,轴承的不均匀磨损,机器产生的位移及基础的不均匀下沉等,都就是造成不易保持轴对中的原因、因此,在设计机器时规定两轴中心有一个允许偏差值,这也就是安装联轴器时所需要的、从装配角度讲,只要能保证联轴器安全可靠地传递扭矩,两轴中心允许的偏差值愈大,安装时愈容易达到要求。
但就是从安装质量角度讲,两轴中心线偏差愈小,对中愈精确,机器的运转情况愈好,使用寿命愈长。
所以,不能把联轴器安装时两轴对中的允许偏差瞧成就是安装者草率施工所留的余量。
1.联轴器找正时两轴偏移情况的分析机器安装时,联轴器在轴向与径向会出现偏差或倾斜,可能出现四种情况,如图1所示。
图1联轴器找正时可能遇到的四种情况根据图1所示对主动轴与从动轴相对位置的分析见表1。
表1联轴器偏移的分析2、测量方法安装机器时,一般就是在主机中心位置固定并调整完水平之后,再进行联轴器的找正。
通过测量与计算,分析偏差情况,调整原动机轴中心位置以达到主动轴与从动轴既同心,又平行。
联轴器找正的方法有多种,常用的方法如下:(1)简单的测量方法如图2所示。
用角尺与塞尺测量联轴器外圆各方位上的径向偏差,用塞尺测量两半联轴器端面间的轴向间隙偏差,通过分析与调整,达到两轴对中。
这种方法操作简单,但精度不高,对中误差较大。
只适用于机器转速较低,对中要求不高的联轴器的安装测量。
图2 角尺与塞尺的测量方法(2)用中心卡及塞尺的测量方法找正用的中心卡(又称对轮卡)结构形式有多种,根据联轴器的结构,尺寸选择适用的中心卡,常见的结构图3 所示。
中心卡没有统一规格,考虑测量与装卡的要求由钳工自行制作图3常见对轮卡型式(a)用钢带固定在联轴器上的可调节双测点对轮卡(b)测量轴用的不可调节的双测点对轮卡(c)测量齿式联轴器的可调节双测点对轮卡(d)用螺钉直接固定在联轴器上的可调节双测点对轮卡(e)有平滑圆柱表面联轴器用的可调节单测点对轮卡(f)有平滑圆柱表面联轴器用的可调节双点对轮卡利用中心卡及塞尺可以同时测量联舟轴器的径向间隙及轴向间隙,这种方法操作简单,测量精度较高,利用测量的间隙值可以通过计算求出调整量,故较为适用。
压缩机组对中找正方法与计算

三表找正在大型压缩机机组检修中的应用为保障生产装置中大型压缩机组长周期运行,在检修过程中,现在一般会广泛采用“三表找正法”,来消除找正时的轴串,确保找正数据的准确。
一、三表找正原理:三表找正原理是在二表找正原理基础上建立的,它适用于转轴在测量过程中有轴向串动的情况,对转轴在测量中不发生串动的情况也适用,可以说,它适用于所有转轴同轴度的检测。
1、三表找正时的测量方法:三表找正与两表法找正不同的是,在测量一个位置上的径向间隙时,同时测量相隔180°的两个位置上的轴向间隙,即在原来测量轴向间隙的对面增测一次轴向间隙。
三表法找正时利用特制的找正表架(或多个磁力表座)和百分表来测量其径向和轴向间隙。
2、三表法找正,联轴节径向、轴向偏差的测量计算:三表法测量顺序与二表法相同。
设在0°、90°、180°、270°四个位置上测得的径向间隙为a1,a2,a3,a4;一百分表测得的轴向间隙为b1′,b2′ ,b3′,b4′,与此相隔180°的另一百分表测得的轴向间隙为b1″,b2″,b3″,b4″。
将以上四个位置得数据合并:b1=(b1′+ b3″)/2b2=(b2′+ b4″)/2b3=(b3′+ b1″)/2b4=(b4′+ b2″)/2依据a1,a2,a3,a4,b1,b2,b3,b4数值,即可求得两转轴中心偏差:径向:ax=(a2-a4)/2 ay=(a1-a3)/2①端面:上下张口 by=b1- b3=[(b1′+ b3″)-(b3′+ b1″)]/2②左右张口bx=b2- b4=[(b2′+b4″)-(b4′+b2″)]/2公式①可以用文字表述如下:联轴节端面在轴向位置的偏移量等于0°、180°两块表读数,与翻转180°后另一块表在0°和180°位置两块表读数,两表在0°位置读数之和减去两表在180°位置读数之和的差值的二分之一,公式②的表述如公式①。
机泵对中找正
机泵对中找正一、泵对中的重要性泵和电机的联轴器所连接的两根轴的旋转中心应严格的同心,联轴器在安装时必须精确地找正、对中,否则将会在联轴器上引起很大的应力,并将严重地影响轴、轴承和轴上其他零件的正常工作,甚至引起整台机器和基础的振动或损坏等。
因此,泵和电机联轴器的找正是安装和检修过程中很重要的工作环节之一。
二、联轴器找正是偏移情况的分析在安装新泵时,对于联轴器端面与轴线之间的垂直度可以不作检查,但安装旧泵时,一定要仔细地检查,发现不垂直时要调整垂直后再进行找正。
一般情况下,可能遇到的有以下四种情形。
1)、S1=S2,a1=a2 两半靠背轮端面是处于既平行又同心的正确位置,这时两轴线必须位于一条直线上。
2)、S1=S2,a1≠a2 两半靠背轮端面平行但轴线不同心,这时两轴线之间有平行的径向位移e=(a2-a1)/2。
3)、S1≠S2,a1=a2 两半靠背轮端面虽然同心但不平行,两轴线之间有角向位移α。
4)、S1≠S2,a1≠a2 两半靠背轮端面既不同心又不平行,两轴线之间既有径向位移e又有角向位移α。
联轴器处于第一种情况是我们在找正中需要努力达到的理想状态,而其他三种状态都不正确,需要我们进行调整,使其达到第一种情况。
在安装设备时,首先把从动机(即常说的泵头)安装好,使其轴线处于水平位置,然后再安装主动机(即常说的电机),所以找正时只需要调整电机,即在电机的支脚下面加调整垫片的方法来调节。
三、找正时测量调节方法下面主要介绍在检修过程中常用的两种测量调整方法,根据测量工具不同可分为:1)、利用刀形尺和塞尺测量联轴器的不同心和利用楔形间隙轨或塞尺测量联轴器端面的不平行度,这种方法适用于弹性联接的低转速、精度要求不高的设备。
2)、利用百分表及表架或专用找正工具(如激光对中校正仪)测量两联轴器的不同心及不平行情况,这种方法适用于转速较高、刚性联接和精度要求高的转动设备。
注意:1)、在用塞尺和刀形尺找正时,联轴器径向端面的表面上都应该平整、光滑、无锈、无毛刺。
补偿法对中找正应用论述
补偿法对中找正应用论述摘要在新疆华奥溶剂油升级项目施工过程中,我公司承担了转动设备的安装、调试、试运转以及开工保运工作,在试运转和开工过程中以上设备开车一次成功并顺利生产出了合格产品。
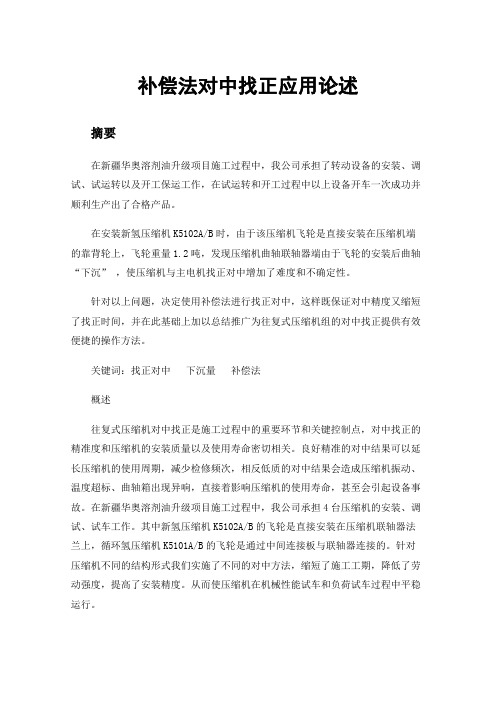
在安装新氢压缩机K5102A/B时,由于该压缩机飞轮是直接安装在压缩机端的靠背轮上,飞轮重量1.2吨,发现压缩机曲轴联轴器端由于飞轮的安装后曲轴“下沉” ,使压缩机与主电机找正对中增加了难度和不确定性。
针对以上问题,决定使用补偿法进行找正对中,这样既保证对中精度又缩短了找正时间,并在此基础上加以总结推广为往复式压缩机组的对中找正提供有效便捷的操作方法。
关键词:找正对中下沉量补偿法概述往复式压缩机对中找正是施工过程中的重要环节和关键控制点,对中找正的精准度和压缩机的安装质量以及使用寿命密切相关。
良好精准的对中结果可以延长压缩机的使用周期,减少检修频次,相反低质的对中结果会造成压缩机振动、温度超标、曲轴箱出现异响,直接着影响压缩机的使用寿命,甚至会引起设备事故。
在新疆华奥溶剂油升级项目施工过程中,我公司承担4台压缩机的安装、调试、试车工作。
其中新氢压缩机K5102A/B的飞轮是直接安装在压缩机联轴器法兰上,循环氢压缩机K5101A/B的飞轮是通过中间连接板与联轴器连接的。
针对压缩机不同的结构形式我们实施了不同的对中方法,缩短了施工工期,降低了劳动强度,提高了安装精度。
从而使压缩机在机械性能试车和负荷试车过程中平稳运行。
新氢压缩机由杭氧压缩机有限公司设计制造,是两列两级、对称平衡式压缩机,气缸为有油润滑、水冷式双作用,压缩机参数详见表一,补偿法就是针对新氢压缩机所实施的对中找正方案。
(一)出现的问题新氢压缩机K5102A/B曲轴箱完成二次灌浆安装惯性飞轮时,我们发现曲轴联轴器端有下沉量,不消除下沉量对找正的影响,会造成试车时压缩机曲轴振动超标并有异响等。
我们在使用飞轮托架对中时发现由于飞轮自身的加工精度超标(测量圆跳动0.08mm)造成对中难以达标,并且每次对中数据不同,无法判定实际偏差,在施工过程中增加了找正的频次,由于配套主电机重量达8.5吨,频繁的调整主电机的找正垫片增加了劳动强度,同时也保证不了对中的结果,所以必须消除不利因素制定有效的找正措施,才能进行下一步的找正工作。
联轴对中找正教案
联轴器对中技术培训计划(共40个学时)第一讲、两表法——8学时第二讲、间隙法——4学时第三讲、联轴对中—“三表法”——8学时第四讲、联轴器对中——“交叉法”(单表法)——8学时第五讲、空冷风机主轴垂直度的测量——4学时第六讲、板尺、塞尺(或卡尺)法对轮找正——4学时第七讲、表架的垂度简介——2学时第八讲、联轴器激光对中——2学时第一讲、两表法安装图与测量记录两表法找正计算图一、计算公式:1、径向偏置误差e V=(a1-a3)/2(>0时电机高)e H=(a2-a4)/2(>0时电机偏右)2、轴向偏置误差X V=(b1-b3)(当X>0时下开口)X H=(b2-b4)(当X>0时左开口)3、角向误差k=X/D(通式)k V=X V/D=(b1-b3)/Dk H=X H/D=(b2-b4)/D3、电机底角的位置:Y=kL+e(通式)Y1=kL1+eY2=kL2+e二、实例第二讲、间隙法适用于弹性加长联轴节例如,下图为凉水塔用轴流风机传动轴间隙法对中找正测量示意图。
假设在盘车过程中没有轴向窜动,试计算电动机前后脚在竖直方向上的偏置误差 e1v和 e2v,和在水平方向上的偏置误差 e1H和 e2H。
已知对轮直径为D.分析: 电动机前后脚的偏置误差分别为:1)在竖直方向上当e V >0时,电动机脚高;当e V <0时,电动机脚低。
2)在水平方向上当 e H >0时,电动机脚偏右;当 e H <0时,电动机脚偏左。
第三讲、联轴对中—“三表法”a) “三表法”安装形式(如图3—1)必须注意,表架的安装应是尽量刚性的,必要时应做垂度试验。
图3-1“三表法”安装示意图b) 预备知识:三表法找正原理图3-2 三表法”找正读表记录数据图三表法找正计算图c) 计算偏置误差(参考图3-2)(1) 径向偏置误差的计算公式竖直径向偏置误差e V=1/2(a1-a3).水平径向偏置误差e H=1/2(a2-a4)当e V>0时,电机对轮偏高;e H>0时电机对轮偏右。
离心压缩机对中找正

谢谢大家
再见
离心压缩机对中找正
4 复核测量数据 5 数据的处理
6 判断轴相对位置
o
o.32
o.11
0.21
o.27
o.23
0.16 o.34
压缩机
压缩机
5
离心压缩机对中找正
讲解三表找正法调整量计算
以A转子为基准,调账B转子,先计算垂直平面
Y2
内的调整量。图中有关尺寸为
L1=300mm,L2=1200mm, d=200mm
离心压缩机对中找正
要找正的原因 找正的原则 对中找正常用方法
2
离心压缩机对中找正
讲解三表找正法 1 百分表安装
“三表法”安装示意图
3
离心压缩机对中找正
2 百分表校核 3 数据记录
0°
o.64
180°
0.32 o.34
0.22 90°o.34 o.23
o.11 o.20 270°0.20
4
Y1 A
O YL1
YL2 T
L1 △
L2
6
离心压缩机对中找正
计算步骤
联轴器下张口 =(0+0.64)/2-(0+0.32)/2=03.2-0.16=0.16mm 联轴器中心线偏差 T=(0-0.34)/2=-0.17 电机低 先消下张口 YL1=L1× /d=300×0.16/200=0.24
YL2=(L1+L2)× /d=(300+1200)×0.16/200 =1.2mm
电机就减垫,由于中心线偏差0.17mm 所以Y1=YL1-0.17=0.07mm 应减0.07mm垫片
Y2=YL2-0.17=1.03mm 应减1.03mm垫片
轴对中找正(单表双打法)
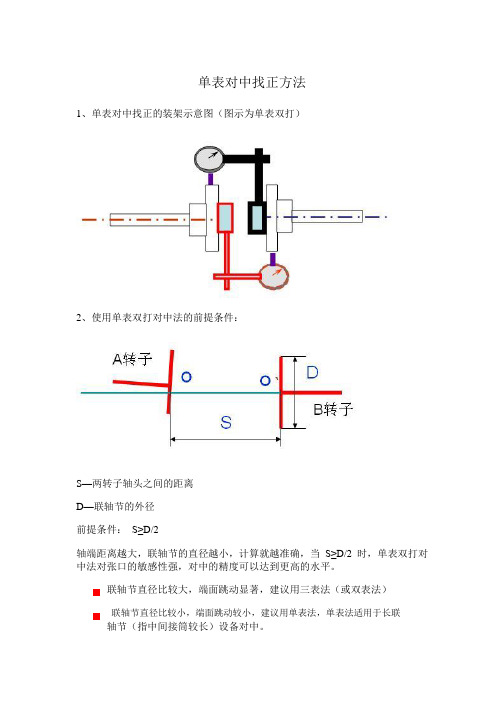
单表对中找正方法1、单表对中找正的装架示意图(图示为单表双打)2、使用单表双打对中法的前提条件:S—两转子轴头之间的距离D—联轴节的外径前提条件:S≥D/2轴端距离越大,联轴节的直径越小,计算就越准确,当S≥D/2 时,单表双打对中法对张口的敏感性强,对中的精度可以达到更高的水平。
联轴节直径比较大,端面跳动显著,建议用三表法(或双表法)联轴节直径比较小,端面跳动较小,建议用单表法,单表法适用于长联轴节(指中间接筒较长)设备对中。
3、单表双打对中法的数据记录规定当把表架固定在 A 转子的轴头上,表杆头触到 B 转子的联轴节的外圆上时,如(E)所示,叫A 打B,记 A →B 。
当把表架固定在 B 转子的轴头上,表杆头触到 A转子的联轴节的外园上时,如(F)所示,叫 B 打A,记 B →A 。
记录如下:在两次打表的过程中,盘车时的旋转方向必须相同,在记录时四个方向的数据要一一对应,便于下一步进行计算和张口方向的判断。
4、数据有效性判则:(1)数据要“园”。
当我们取在0°\u26102X表的读数为零,盘表一周回到0°\u20301X置时,表的读数要回零。
否则,我们称数据不“园”,为无效数据,要查找原因。
造成数据不园的原因:A、百分表不准(先检查表是否回零)B、表架没有拧紧(用手指轻敲表架,看表针是否转动)C、磁力表座的磁力不够,未吸牢(同上)D、联轴节的外圆不园,盘车时两联轴节没有转动相同的角度。
(确保转动相同的角度)(2)遵守数据有效性判则:a1﹢a3=a2﹢a4 b1﹢b3=b2﹢b45、关于径向偏差的测量:为什么两转子径向的实际偏差值等于表值的一半?(即为什么实际偏差值是表值的一半?)如图所示:以垂直方向为例,假设A、B 两转子的高低差为h,联轴节的外圆半径为R。
当我们以A 转子的轴心为基准,可测得 B 转子联轴节的最高点的实际高度为:L1=R-h (1)当我们以A 转子的轴心为基准,可测得 B 转子联轴节的最低点与 A 转子轴心的高度差为:L2=R﹢h (2)由(2)-(1)得:L2-L1=2h h=(L2-L1) /2当在顶点位置时把表调为零,即L1=0,得:h=L2/2所以:两转子径向的实际偏差值等于表值的一半?(说明:该判则在水平方向也适用)6、单表对中张口方向的判断(一)、张口值的计算公式(1)、垂直方向的张口值的计算公式:⊥A=(a3+b3) d/2s(2)、水平方向的张口值的计算公式:∥A= 〔(a4-a2) +(b4-b2) 〕d/2s式中:⊥A—垂直方向(上下)的张口值∥A—水平方向(左右)的张口值S—两联轴节端面之间的距离d—联轴节的外圆直径(打表处)(3)、关于张口值计算公式的推导由于张口值计算公式的推导较为复杂,涉及到相似三角形等数学方面的知识,加之不影响我们的实际找正工作,在此不再叙述。
泵轴对中找正(单表双打法) 三表打法

泵轴对中找正(单表双打法) 三表打法单表对中找正方法1、单表对中找正的装架示意图(图示为单表双打)2、使用单表双打对中法的前提条件:S—两转子轴头之间的距离D—联轴节的外径前提条件:S≥D/2轴端距离越大,联轴节的直径越小,计算就越准确,当S≥D/2 时,单表双打对中法对张口的敏感性强,对中的精度可以达到更高的水平。
联轴节直径比较大,端面跳动显著,建议用三表法(或双表法)联轴节直径比较小,端面跳动较小,建议用单表法,单表法适用于长联轴节(指中间接筒较长)设备对中。
3、单表双打对中法的数据记录规定当把表架固定在 A 转子的轴头上,表杆头触到 B 转子的联轴节的外圆上时,如(E)所示,叫 A 打B,记 A →B 。
当把表架固定在 B 转子的轴头上,表杆头触到 A转子的联轴节的外园上时,如(F)所示,叫 B 打A,记 B →A 。
记录如下:在两次打表的过程中,盘车时的旋转方向必须相同,在记录时四个方向的数据要一一对应,便于下一步进行计算和张口方向的判断。
4、数据有效性判则:(1)数据要“园”。
当我们取在0°\u26102X表的读数为零,盘表一周回到0°\u20301X置时,表的读数要回零。
否则,我们称数据不“园”,为无效数据,要查找原因。
造成数据不园的原因:A、百分表不准(先检查表是否回零)B、表架没有拧紧(用手指轻敲表架,看表针是否转动)C、磁力表座的磁力不够,未吸牢(同上)D、联轴节的外圆不园,盘车时两联轴节没有转动相同的角度。
(确保转动相同的角度)(2)遵守数据有效性判则:a1﹢a3=a2﹢a4 b1﹢b3=b2﹢b45、关于径向偏差的测量:为什么两转子径向的实际偏差值等于表值的一半?(即为什么实际偏差值是表值的一半?)如图所示:以垂直方向为例,假设A、B 两转子的高低差为h,联轴节的外圆半径为R。
当我们以A 转子的轴心为基准,可测得 B 转子联轴节的最高点的实际高度为:L1=R-h (1)当我们以A 转子的轴心为基准,可测得 B 转子联轴节的最低点与 A 转子轴心的高度差为:L2=R﹢h (2)由(2)-(1)得:L2-L1=2h h=(L2-L1) /2当在顶点位置时把表调为零,即L1=0,得:h=L2/2所以:两转子径向的实际偏差值等于表值的一半?(说明:该判则在水平方向也适用)6、单表对中张口方向的判断(一)、张口值的计算公式(1)、垂直方向的张口值的计算公式:⊥A=(a3+b3) d/2s(2)、水平方向的张口值的计算公式:∥A= 〔(a4-a2) +(b4-b2) 〕d/2s 式中:⊥A—垂直方向(上下)的张口值∥A—水平方向(左右)的张口值S—两联轴节端面之间的距离d—联轴节的外圆直径(打表处)(3)、关于张口值计算公式的推导由于张口值计算公式的推导较为复杂,涉及到相似三角形等数学方面的知识,加之不影响我们的实际找正工作,在此不再叙述。
联轴器百分表找正对中计算方法推导

联轴器百分表找正对中计算方法推导摘要:本文主要介绍了离心泵联轴器找正过程中常用到的单表找正法与双表找正法,以及各自的适应范围和找正计算公式的推导,简述了在打表测取数据的过程中需要注意的事项。
关键词:联轴器找正;单表法;双表法1 前言联轴器作为连接原动机轴与离心泵轴的机械零件,其对中性能的好坏直接关系到泵安全稳定运行周期的长短。
如果对中不好,不仅会造成机械能损失增加,而且会引起离心泵不正常的振动,严重时甚至导致离心泵损坏。
因此,在离心泵安装和检维修过程中,联轴器找正对中是一个必不可少的工作环节。
目前,安装、检维修常用的联轴器百分表找正对中方法就是单表找正法与双表找正法。
2 单表与双表找正法的区别和适用范围单表找正法是应用日益广泛的一种联轴器打表找正方法。
采用单表找正法只需测定联轴器轮毂外圆的径向读数,不需测量联轴器轮毂端面的轴向读数,测量操作时只需用一个百分表,因此称之为单表找正法。
其安装,测量示意图如下图1所示。
图1 单表对中找正装架示意图双表找正法是日常安装、检修过程中采用较多的一种联轴器找正方法。
这种方法需要两块百分表,一块百分表测量联轴器轮毂外圆的径向读数,一块百分表测量联轴器轮毂端面的轴向读数(尽量靠联轴器轮毂外圆处,此处端面跳动最大)。
如下图2所示,当两对轮间距太小,不足以架表时,可将表架在端面的背面处(此处注意,架端面背面处,百分表显示读数正好与架端面读数相反)。
图2 双表对中找正架表示意图联轴器两对轮距离越大,直径越小,采用单表法找正计算就越准确。
如下图3所示,当 S≥D/2 时,单表法对联轴器两对轮张口的敏感性较强,找正对中的精度可以达到更高的水平。
图3、联轴节端面间距示意图因此,当联轴器直径较大,端面跳动显著,建议用双表法找正;联轴器直径较小,端面跳动不明显,建议用单表法找正,单表法找正一般适用于长联轴器(指中间接筒较长)的设备对中。
3 单表找正操作方法与计算3.1 单表测量的操作方法分别在联轴器的两个轮毂外圆面上、下、左、右四个方位作四等分标志点a1,a2,a3,a4与b1,b2,b3,b4(四个标志点间隔90°)。
单表对中

单表对中找正的方法及应用1、概述联轴器的找正是机器安装的重要工作之一,找正的目的是在机器在工作时使主动轴和从动轴两轴中心线在同一直线上。
找正的精度关系到机器是否能正常运转,对高速运转的机器尤其重要。
目前,国内传统使用的是三表对中方法,即两块百分表测量两机器联轴节端面的轴向偏差,一块百分表测量两联轴节的径向偏差。
双表对中法是三表对中法的简化,应用于要求不太严格的机泵的对中过程中。
而在国际中,联轴器对中优先考虑的是单表对中法。
这种方法只测定联轴器外圆的径向读数,不需要测量轴向读数,即可得出两轴心线的实际偏差(包括径向和轴向偏差),从而更加直观,清晰地反映轴心线的实际对中情况。
单表对中法操作时可仅用一个百分表,如图1所示,表针指在A联轴器上,同时转动两边的半联轴器,分别在转到0°、90°、180°、270°四个方向时记录百分表的读数,然后拆卸表架反向安装,将指针指在B联轴器上,重复上述步骤获得四个方向读数,根据所得到的数据运用图表法或计算法来调整,使两轴线接近同一直线状态。
但是我们在实际操作的过程中,为了避免表架在测量调整中的多次交替拆装引起的测量误差,通常采用两个百分表,分别安装在A、B联轴器的径向上,互相之间错开180°来同时测量以获取数据,故单表对中也称作“反向径向对中法”。
百分表A图1 反径向对中法示意图2、单表对中法的适用范围对于两轴端的两个半联轴器之间的距离较长,一般有联轴器中间节的转动设备,使用单表法可获得比双表法或多表法理想的对中效果。
轴端距离越大,联轴节的直径越小,计算就越准确,当对轮间距大于或等于联轴器的直径时,单表双打对中对张口的敏感性强,对中的精度可以达到更高的水平。
而两半联轴器没有中间节或对轮直径大于对轮间距的机泵,单表法可能产生相对较大的误差。
3、单表对中前的准备3.1、表架的挠度检查对中的表架应有足够的刚度,并且对中前应校核对中用的表架的挠度(即下垂度),按照待测设备上的相同或相近的参数状态把表架安装固定在一根具有足够刚度且表架固定处和测点处应尽量平滑的水平圆管(圆棒)上,该圆管(圆棒)作为芯轴基准,并且应牢固固定或保证固定松紧程度一致。
联轴器对中计算公式
联轴器对中计算公式联轴器是一种重要的机械传动元件,在工业生产和汽车制造等行业广泛应用。
正确的安装和对中是确保联轴器正常运转和延长使用寿命的重要步骤。
那么,联轴器对中计算公式是什么呢?本文将为大家介绍联轴器对中计算公式,并探讨其对于联轴器安装对中的指导意义。
联轴器对中计算公式的推导一般是基于以下两个前提条件:1. 两个轴线间距离为已知值D2. 联轴器两端轴孔中心距离为已知值L在此基础上,可以通过以下公式计算联轴器对中:1. 算法一:(a) 如果两个轴线平行,则有:L=|x1-x2|(b) 如果两个轴线不平行,则用勾股定理求出与 x1-x2 垂直的距离,即:D1^2=(x1-x2)^2+D^2(c) 再用勾股定理求出倾斜角度θ,即:cosθ=(x1-x2)/D(d) 最后,通过以下公式计算联轴器对中:L=L/cosθ2. 算法二:用几何方法可得:(a) 用任意长度的直线AB平移使其在x轴和轴线1垂直。
(b) 用直线CD平移使其在 x 轴和轴线2垂直。
(c) 连接线段AB, CD,交点为P,则:- x1 = AP- x2 = BP- 二者之差即为联轴器的对中距离L,即:L = |x1 - x2|通过以上两种算法,我们可以轻松地求得联轴器的对中距离。
在实际安装中,我们可以根据以上公式,采取相应的措施,进行及时、准确的调整,以保证联轴器安装后的对中效果。
例如,如果计算结果表明对中距离不满足要求,我们可以采取以下措施:- 调整轴线位置:将两个轴线稍微移动,以达到正确的距离。
- 调整联轴器位置:如果两个轴线的位置无法调整,我们可以尝试调整联轴器位置,使得两个轴孔中心距离恰好等于L。
- 填充垫片:我们也可以在轴孔两侧填充垫片,以填补轴孔与轴的差距,从而实现正确的对中距离。
总之,对中是联轴器安装的一个重要环节,正确的计算方法可以帮助我们准确地确定联轴器的对中位置,避免因对中不足或过度而导致的运行不稳定、振动和损坏等问题。
运转设备对中找正及其计算方法

隙和轴 向间 隙时 , 先按 图 1所示 把 找 正表 架 装 在 两 联轴 器上 , 在从 动轴 找 正 表架 圆盘 上方 用 油性 笔沿轴 向划一 条 直线 作 为 百分 表 测 量点 的标 记 。 测量 时 , 先使从 动轴 按设备 旋转方 向旋转 , 将测 量 标 记点转 到上 方垂直 位置 ( 定为 0 。 ) , 然 后 同方 向 旋 转 主动轴 , 使 测 量径 向 的百分 表 表 头落 在 标 记 的直线 上 , 此 时读 出百分表径 向数 据 a . 及轴 向数
正, 如 风机 的找正 等 。 c .采 用找 正表 架和百 分 表 ( 或 千 分表 ) 同时
检测联 轴器 的轴 向和径 向间隙 。一般 可采用 双表 法和三 表法 。双 表 法 就 是在 表 架 上 装 两个 表 , 一 个 测量 径 向间隙 , 另一个 测量 轴 向间 隙 ; 三表 法就 是表架装 3个 表 , 一个测 量径 向 间隙 , 另 外两 个测 量 轴 向间 隙 , 如图 1 所示 。
在 图 2所 示 的找正数 据记 录图上 。然 后用 同样 方
黄红兵 , 男, 1 9 7 8年 5月 生 , 工 程 师 。 广 西 省柳 州 市 , 5 4 5 0 0 1 。
化
工
机
械
2 0 1 3焦
而产 生变化 , 影 响测量数 据 的准确性 ; 采用 三表法 可 同时测量 出联 轴 器轴 向两 个数 据 , 通 过 取平 均 数可 以得 到更加 准 确 的轴 向数 据 , 减 少 因转 子盘 车轴 向窜动 带来 的测 量数 据 偏 差 , 因 此三 表 法 比
会 产 生 很 大 的应 力 , 机 器振 动 异 常 , 严重影响轴承 ( 轴 瓦) 和 轴 上 其 他 零 件 的 正 常 工作 , 设 备 不 能 长 周 期 稳 定 运 行 。基 于 此 详 细 介 绍 了找 正 表 架 和 百 分 表 ( 或 千分 表 ) 法 对 中找 正 的 计 算 方 法及 调 整 方 法 。
2019年轴对中打表找正方法详解

单表对中张口方向的判断
• 轴封门杆漏汽总结:
• 主汽门:一漏去轴封供汽母管,二漏去轴封回汽母管; • 高调门:一漏去再热器,二漏去轴封供汽母管; • 中联门:只有一漏,去轴封供汽母管; • BDV阀:一漏去再热器,二漏去轴封供汽母管; • VV阀:一漏去四抽,二漏去轴封供汽母管; • 高压轴封:三漏去四抽。
• 图所示:以垂直方向 为例,假设A、B两 转子的高低差为h, 联轴节的外圆半径为 R。
• 当我们以A转子的轴心为基准,可测得B转子联轴节的最高 点的实际高度为:
• 当我们以A转子的轴心为基准,可测得B转子联轴节的最低 点与A转子轴心的高度差为:
• 上两式相减得:
• 当在顶点位置时把表调为零,即L1=0,得:h=L2/2。 • 所以:两转子径向的实际偏差值等于表值的一半?(说明:
轴对中打表找正方法详解
单表对中找正的装架示意图
使用单表双打对中法的பைடு நூலகம்提条件
图中:S—两转子轴头之间的距离;D—联轴节的 外径。 前提条件:S≥D/2 轴端距离越大,联轴节的直径越小,计算就越准确, 当S≥D/2时,单表双打对中法对张口的敏感性强, 对中的精度可以达到更高的水平。
径向偏差的测量
• 为什么两转子径向的 实际偏差值等于表值 的一半?(即为什么 实际偏差值是表值的 一半?)
加减垫子及左右调整量的计算
• 垂直方向(上、下)加减垫子的计算公式:
• 当⊥H>0,表示加垫子;当⊥H<0,表示减垫子;当⊥H=0,表 示合适。
• 其中:S—两联轴节之间的距离;L前—前支腿到联轴节端面的 距离:L后—后支腿到联轴节端面的距离。
• 水平方向(左、右)调整量的计算公式:
如何进行泵和电机联轴器的找正 对中

如何进行泵和电机联轴器的找正对中如何进行泵和电机联轴器的找正对中如何对齐泵和电机联轴器1联轴器找正是偏移情况的分析在安装新热泵时,对于联轴器端面与轴线之间的垂直度可以不作检查,但安装旧热泵时,一定要仔细地检查,发现不垂直时要调整垂直后再进行找正。
一般情况下,可能遇到的有以下四种情形。
1) S1=S2,A1=A2联轴器两半的端面处于正确位置,既平行又同心。
此时,两个轴必须在一条直线上。
2)s1=s2,a1≠a2两半靠背轮端面平行但轴线不同心,这时两轴线之间有平行的径向位移e=(a2-a1)/2。
3)S1≠ S2,A1=A2尽管联轴器两半的端面同心但不平行,但两轴α之间存在角位移4)s1≠s2,a1≠a2两半靠背轮端面既不同心又不平行,两轴线之间既有径向位移e 又有角向位移α。
耦合的第一个条件是我们试图在对齐中实现的条件,但第二、第三和第四个条件是不正确的。
我们需要调整它以达到第一个条件。
在安装设备时,首先把从动机(泵)安装好,使其轴线处于水平位置,然后再安装主动机(微型电机),所以找正时只需要调整主动机,即在主动机(微型电机)的支脚下面加调整垫面的方法来调节。
2、找正时测量调节方法以下主要介绍维修过程中常用的两种测量和调整方法,可分为:1)利用刀形尺和塞尺测量联轴器的不同心和利用楔形间隙轨或塞尺测量联轴器端面的不平行度,这种方法适用于弹性联接的低转速、精度要求不高的设备。
2)利用百分表及表架或专用找正工具测量两联轴器的不同心及不平行情况,这种方法适用于转速较高、刚性联接和精度要求高的转动设备。
注意:1)当使用塞尺和刀片尺对准时,联轴器径向端面的表面应平整、光滑、无锈蚀和毛刺。
2)为了看清刀形尺的光线,最好使用手电筒。
3)对于最终测量值,微型电机的地脚螺栓应完全紧固,无松动。
4)用专用工具找正时,作好同一记号,为避免测量数据误差加大,并应把靠背轮均分为4-8个点,以便取到精确的数据。
5)作好记录使找正的重要一环。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
旋转机械的联轴器找正联轴器的找正是机器安装的重要工作之一.找正的目的是在机器在工作时使主动轴和从动轴两轴中心线在同一直线上.找正的精度关系到机器是否能正常运转,对高速运转的机器尤其重要.两轴绝对准确的对中是难以达到的,对连续运转的机器要求始终保持准确的对中就更困难.各零部件的不均匀热膨胀,轴的挠曲,轴承的不均匀磨损,机器产生的位移及基础的不均匀下沉等,都是造成不易保持轴对中的原因.因此,在设计机器时规定两轴中心有一个允许偏差值,这也是安装联轴器时所需要的.从装配角度讲,只要能保证联轴器安全可靠地传递扭矩,两轴中心允许的偏差值愈大,安装时愈容易达到要求。
但是从安装质量角度讲,两轴中心线偏差愈小,对中愈精确,机器的运转情况愈好,使用寿命愈长。
所以,不能把联轴器安装时两轴对中的允许偏差看成是安装者草率施工所留的余量。
1.联轴器找正时两轴偏移情况的分析机器安装时,联轴器在轴向和径向会出现偏差或倾斜,可能出现四种情况,如图1所示。
图1联轴器找正时可能遇到的四种情况根据图1所示对主动轴和从动轴相对位置的分析见表1。
表1联轴器偏移的分析2.测量方法安装机器时,一般是在主机中心位置固定并调整完水平之后,再进行联轴器的找正。
通过测量与计算,分析偏差情况,调整原动机轴中心位置以达到主动轴与从动轴既同心,又平行。
联轴器找正的方法有多种,常用的方法如下:(1)简单的测量方法如图2所示。
用角尺和塞尺测量联轴器外圆各方位上的径向偏差,用塞尺测量两半联轴器端面间的轴向间隙偏差,通过分析和调整,达到两轴对中。
这种方法操作简单,但精度不高,对中误差较大。
只适用于机器转速较低,对中要求不高的联轴器的安装测量。
图2 角尺和塞尺的测量方法(2)用中心卡及塞尺的测量方法找正用的中心卡(又称对轮卡)结构形式有多种,根据联轴器的结构,尺寸选择适用的中心卡,常见的结构图3 所示。
中心卡没有统一规格,考虑测量和装卡的要求由钳工自行制作图3常见对轮卡型式(a)用钢带固定在联轴器上的可调节双测点对轮卡(b)测量轴用的不可调节的双测点对轮卡(c)测量齿式联轴器的可调节双测点对轮卡(d)用螺钉直接固定在联轴器上的可调节双测点对轮卡(e)有平滑圆柱表面联轴器用的可调节单测点对轮卡(f)有平滑圆柱表面联轴器用的可调节双点对轮卡利用中心卡及塞尺可以同时测量联舟轴器的径向间隙及轴向间隙,这种方法操作简单,测量精度较高,利用测量的间隙值可以通过计算求出调整量,故较为适用。
(3)百分表测量法把专用的夹具(对轮卡)或磁力表座装在作基准的(常是装在主机转轴上的)半联轴器上,用百分表测量联轴器的径向间隙和轴向间隙的偏差值。
此方法使联轴器找正的测量精度大大提高,常用的百分表测量方法有四种。
A双表测量法(又称一点测量法) :用两块百分表分别测量联轴器外圆和端面同一方向上的偏差值,故又称一点测量法,即在测量某个方位上的径向读数的同时,测量出同一方位上的轴向读数.具体做法是:先用角尺对吊装就位准备调整的机器上的联轴器做初步测量与调整。
然后在作基准的主机侧半联轴器上装上专用夹具及百分表,使百分表的触头指向原动机侧半联轴器的外圆及端面,如图所示。
测量时,先测0°方位的径向读数a1及轴向读数s1。
为了分析计算方便,常把a1和s1调整为零,然后两半联轴器同时转动,每转90°读一次表中数值,并把读数值填到记录图中。
圆外记录径向读数a1,a2,a3,a4,圆内记录轴向读数s1,s2,s3,s4,当百分表转回到零位时,必须与原零位读数一致,否则需找出原因并排除之。
常见的原因是轴窜动或地脚螺栓松动,测量的读数必须符合下列条件才属正确,即a1+a3=a2+a4;s1+s3=s2+s4通过对测量数值的分析计算,确定两轴在空间的相对位置,然后按计算结果进行调整。
这种方法应用比较广泛,可满足一般机器的安装精度要求。
主要缺点是对有轴向窜动的联轴器,在盘车时其端面的轴向度数会产生误差。
因此,这种测量方法适用于由滚动轴承支撑的转轴,轴向窜动比较小的中,小型机器。
B.三表测量法(又称两点测量法)三表测量法与两表测量法不同之出是在与轴中心等距离处对称布置两块百分表,在测量一个方位上径向读数和轴向读数的同时,在相对的一个方位上测其轴向读数,即同时测量相对两方位上的轴向读数,可以消除轴在盘车时窜动对轴向读数的影响,其测量记录图如图所示,三表测量法示意图如下:根据测量结果,取0°~180°和180°~0°两个测量方位上轴向读数的平均值,即s1=(s1'+s1'')/2s3=(s3'+s3'')/2取90°~270°和270°~90°两个测量方位上轴向读数的平均值,即s2=(s2'+s2'')/2s4=(s4'+s4'')/2s1,s2,s3,s4四个平均值作为各方位计算用的轴向读数,与a1,a2,a3,a4四个径向读数记入同一个记录图中,按此图中的数据分析联轴器的偏移情况,并进行计算和调整.这种测量方法精度很高,适用于需要精确对中的精密或高速运转的机器,如汽轮机,离心式压缩机等.相比之下,三表测量法比两表测量法在操作与计算上稍繁杂一些.C.五表测量法(又称四点测量法)在测量一个方位上的径向读数的同时,测出0°,90°,180°,270°四个方位上的轴向读数,并取其同一方位上的四个轴向读数的平均值作为分析与计算用的轴向读数,与同一方位的径向读数合起来分析联轴器的偏移情况,这种方法与三表法应用特点相同.D.单表法它是近年来国外应用日益广泛的一种联轴器找正方法。
这种方法只测定联轴器轮毂外圆的径向读数,不测量端面的轴向读数,测量操作时仅用一个百分表,故称单表法。
其安装,测量示意图如图8此种方法用一块百分表就能判断两轴的相对位置并可计算出轴向和径向的偏差值。
也可以根据百分表上的读数用图解法求得调整量。
用此方法测量时,需要特制一个找正用表架,其尺寸,结构由两半联轴器间的轴向距离及轮毂尺寸大小而定。
表架自身质量要小,并有足够的刚度。
表架及百分表均要求固紧,不允许有松动现象。
图8便是两轴端距离较大时找正用表架的结构示意图。
单表测量的操作方法是,在两个半联轴器的轮毂外圆面上各作相隔90°的四等分标志点1a,2a,3a,4a与1b,2b,3b,4b。
先在“B”联轴器上架设百分表,使百分表的触头接触在“A”联轴器的外圆面上的1a点处,然后将表盘对到“0”位,按轴运转方向盘动“B”联轴器,分别测得“A”联轴器上的1a,2a,3a,4a的读数(其中1a=0),为准确可靠可复测几次。
为了避免“A”联轴器外圆面与轴不同心给测量带来误差,可同时盘动“B”与“A”联轴器。
然后再将百分表架设在“A”联轴器上,以同样方法测得“B”联轴器上1b,2b,3b,4b的读数(其中1b=0)。
测出偏差值后,利用上图所示的偏差分析示意图分析方法,可得出“A”与“B”两半联轴器在垂直方向和水平方向两轴空间相对位置的各种情况,如表2,表3所示。
表2垂直方向两轴相对位置分析表3水平方向两轴相对位置分析图中假设“B”轴向上平移,使Ob’与Oa’相重合,此时3b=0,而3a的读数则变为3ac,由于3ac=3a+3b(代数和),这时Oa’与Oa’’的垂直距离也就是两轴在垂直方向的偏差值3ac/2 。
因此,只要测得3a与3b的数值,可以求得3ac的数值(要注意读数的正负号)。
水平方向的偏差分析与垂直方向相同。
3.调整方法测量完联轴器的对中情况之后,根据记录图上的读数值可分析出两轴空间相对位置情况。
按偏差值作适当的调整。
为使调整工作迅速,准确进行,可通过计算或作图求得各支点的调整量。
测量方法不同,计算方法也不同。
(1)两表测量法,三表测量法及五表测量法两表,三表及五表测量都可得出同一方位上的径向读数和轴向读数,若测点位置及调整支点的位置如图10所示(请注意测量轴向读数百分表的指向),可用下式进行计算:H1=L1*(s1-s3)/D + (a1-a3)/2-----------------(1—9)H2=(L1+L2)*(s1-s3)/D + (a1-a3)/2----------(1—10)式中H1 ,H2---------支点1和支点2的调整量,(正值时为加垫负值时减垫),mm;s1,s3及a1,a3-------分别为0°和180°方位测得轴向和径向百分表读数,mm;D---------------------------联轴器的计算直径(百分表触点,即测点到联轴器中心点的距离),mm;L1--------------------------支点1到联轴器测量平面间的距离,mm;L2--------------------------支点1与支点2之间的距离,mm;应用上式计算调整量时的几点说明:①式中s1,s3,a1,a3是用百分表测的读数,应包含正负号一起代入计算公式。
②H的计算值是由两项组成,前项L(s1-s3)/D中,L与D不可能出现负值,所以此项的正负决定于(s1-s3)。
S1-s3>0时,前项为正值,此时联轴器的轴向间隙呈形状,称为“上张口”;S1-s3<0时,前项为负值,联轴器的间隙呈形状,称为“下张口”。
当a1-a3>0时,后项为正值,此时被测的半联轴器中心(主动轴中心)比基准的半联轴器中心(从动轴中心)偏低,当a1-a3<0时,被测的半联轴器中心偏高,③机器安装时,通常以主机转轴(从动轴)做基准,调整电机转轴(主动轴)。
电机低座四个支点于两侧对称布置,调整时,对称的两支点所加(或减)垫片厚度应相等。
④若安装百分表的夹具(对轮卡)结构不同,测量轴向间隙的百分表触点指向原动机(触点与被测半联轴器靠结合面一侧的端面接触)时,百分表的读数值大小恰与联轴器间实际轴向间隙方向相反,所以H值的公式前项s1-s3应改为s3-s1,即s3-s1>0时为“上张口”,s3-s1<0时为“下张口”。
⑤机器在运转工况下因热膨胀会引起轴中心位置变化,联轴器找正的任务时把轴中心线调整到设计要求的冷态(安装时的状态)轴中心位置,使机器在热态(运转工况下)达到两轴中心线一致(既同心,又平行)的技术要求。
安装机器时各支点温升的数据可以从制造厂的安装说明书中得到;有的直接给定机器冷态找正时的读数值;也有的给定各支点的温升数据,由图解法求出冷态找正时的读数值。
在安装大型机组时,有的给出各类机器在不同工况下的经验图表,通过查表或计算找出冷态找正时的读数值。
经验丰富的安装人员还可从实践中得出一些经验数据。
总之,对于安装者来说,要考虑机器从冷态到热态支点处轴中心位置的变化,在工作中保证机器能处于理想的对中状态。