德国peiseler派士乐数控转台样本
德盛大汉精密机器台类型ADF精准主轴动舵机技术说明书
Levante Sistemas deAutomatización y Control S.L.CatálogosLSA Control S.L. - Bosch Rexroth Sales Partner Ronda Narciso Monturiol y Estarriol, 7-9Edificio TecnoParQ Planta 1ª Derecha, Oficina 14(Parque Tecnológico de Paterna)46980 Paterna (Valencia)Telf. (+34) 960 62 43 01*************************www.boschrexroth.esADF Main Spindle MotorsDOK-MOTOR*-ADF********-PRJ1-EN-P Project Planning Manualmannesmann Rexroth engineeringIndramat 271431About this documentationTable of ContentsT able of Contents1. Introducing Main Spindle Motors1. Introducing Main Spindle Motors1. Introducing Main Spindle Motors2. T echnical Explanations2. T echnical Explanations2. Technical Explanations2. T echnical ExplanationsWhen mounting the motor in orientation IM V3, liquids must be pre-vented from collecting at the output shaft over longer periods oftime. Even if a shaft sealing ring is used, it will not prevent liquidsfrom penetrating into the motor housing along the output shaft. Output shaft Plain Output ShaftFor friction-locked shaft-hub connections.The higher run quality and the backlash-free connection between shaft andhub are a significant advantage of this preferred and recommended design.Output Shaft with KeyFor a form-fitting shaft-hub connection.This connection is suited to take up torques of a constant direction. The hubmust be axially secured in this case. A threaded center hole is on the over-hang.Balanced with full key:The rotor is balanced with the key used in the shaft-hub assembly. The rotoris balanced with the full key. A balanced, interconnecting part (toothedwheel, etc.) must be used. The keyway in the hub is not dependent upon thelength of the key.Balancing with half a key:There is half a key in the keyway in the shaft. The mass ratios occurring atthe keyway are comparable to those of a plain shaft. If a full key is inserted,then the projecting section of the key creates a state of imbalance. The rotorwith the rull key is not balanced.The interconnecting part must equalize this state of imbalance of the rotor.The keyway in the hub must correspond to the length of the key. Use a step-ped key for shorter keyways.2. T echnical Explanations2. T echnical ExplanationsIf the motor has been stored for an extended period of time, then please note the following prior to commissioning it.Do not conduct the cable to the high-resolution motor feedback over a terminal strip as it is highly susceptible to interference!Do not conduct the cable to the high-resolution motor feedback over a terminal strip as it is highly susceptible to interference!7. Condition at DeliveryWarningThere is an envelope with delivery slip attached to the carton. There is alsoa barcode sticker on the packaging. Caution! There is considerable tension in the taut band!There is the danger of injury from the uncontrolled movements of the taut bands when these are cut through!Maintain a sufficient safety distance! Remove taut bands carefully!AchtungHochwertige ElektronikAttentionFragile ElectronicsVor Nässe schützen Nicht werfennicht belasten Nicht kantenDo not apply load Do not tipDo not drop Keep dryPick the motor up only at the mounted eye bolts. If it is not picked up at these points, then the coolant inlet and outlet pipes can be damaged or destroyed!crane and chains.Figure 9.2 depicts how the heavy motors should be lifted with the help of a10. Mounting and Installation Guidelines。
德国凯勒数控仿真教学软件 keller cnc宣传页

G59
卡式增量的零点位移和旋转
G80
结论轮廓描述
G81
纵向粗车
G82
断面粗车循环
G84
钻孔循环
G85
进刀槽循环
G86
端面镗孔循环
G88
侧面攻螺纹循环
G90
绝对编程
G91
增量编程
G92
转速限制
G94
进给速度
G95
进给
G96
恒定切削速度
G97
以转速 进给
由多媒体、模拟器和工作手册
( 彩 色 , 120页 ) 组 成 的 PA L p l u s “ 套 餐 ” 是 未 来 最 好 的 PAL考试准备材料。
斯弗里德 - 凯勒 (德国凯勒公司董事长) 二零零九年九月 于德国 乌珀塔尔
在来KE自L中LE国R唐公山司的接学受员培训
数控机床的了解与设立
车间
针对初学者或刚入门的学员,系统提供了一 套借助于影像方式模拟的车间环境,对机床 的构造和相关的部件、功能,比较容易地认 识。
通过精彩的动漫技术,学员可以直接了解数 控机床及相应的基础知识,如:工装夹具、 滚珠螺杆等。
虚拟车间和虚拟机床教学方式直接地回答了 一个问题 „这个功能是怎样的?“ 这可以使 学员数控技术学习中,提高兴趣和动力。
数控机床的仿真模拟使学员很容易地获得机 器主轴、坐标定位和编程等知识。通过大 量提示和帮助功能,学员可以进行自学和操 作。该软件中,以SINUMERIK 802C做为标 准教学仿真系统和操作面板。
最终要使得每个学员,在编写数控程序这一 较难的题目中,一般经过两次失败后, 能得到解决问题的办法和很好地掌握编程, 这也是凯勒软件的真正用意所在。
多媒体
CNC 转中心产品说明书
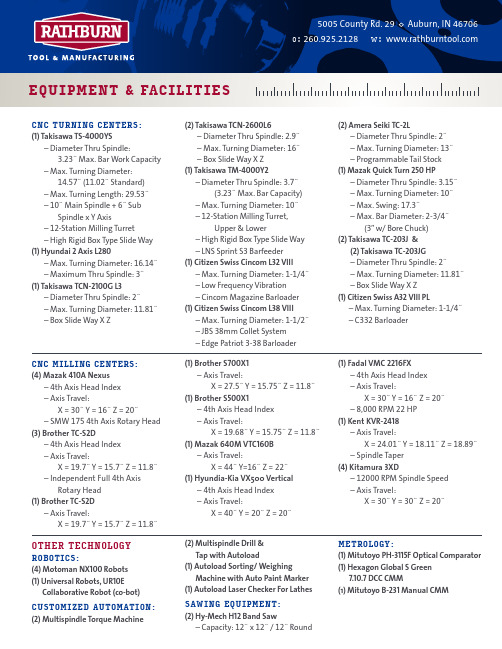
(1) Citizen Swiss Cincom L38 VIII – Max. Turning Diameter: 1-1/2˝ – JBS 38mm Collet System – Edge Patriot 3-38 Barloader
CNC MILLING CENTERS: (4) Mazak 410A Nexus
– 4th Axis Head Index – Axis Travel:
X = 30˝ Y = 16˝ Z = 20˝ – SMW 175 4th Axis Rotary Head (3) Brother TC-S2D – 4th Axis Head Index – Axis Travel:
X = 19.7˝ Y = 15.7˝ Z = 11.8˝ – Independent Full 4th Axis
Rotary Head (1) Brother TC-S2D
– Axis Travel: X = 19.7˝ Y = 15.7˝ Z = 11.8˝
OTHER TECHNOLOGY ROBOTICS: (4) Motoman NX100 Robots (1) Universal Robots, UR10E
(1) Autoload Laser Checker For Lathes
SAWING EQUIPMENT: (2) Hy-Mech H12 Band Saw
– Capacity: 12˝ x 12˝ / 12˝ Round
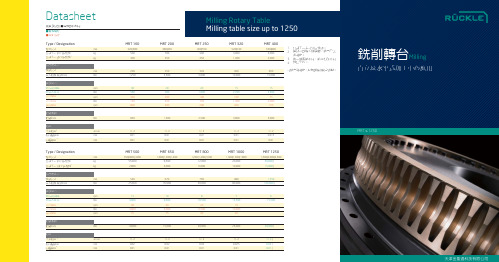
金圣通科技-德国RUCKLE(锐科乐)MRT≤1250铣削转台样本
8 10,500
20 6,500
40
7 13,500
10 10,000
20
6 15,500
˕ ˕ ˕
20,000
25,000
30,000 | ˕
+/- 2 0.02 0.01
+/- 2 0.025 0.01
+/- 2 | ˕ 0.03 | ˕ 0.01 | ˕
ሤࠉᙾѯMilling
ޣҴІЬ҂ԓђϏϜЗᔗң
ᚈᆨقಜ ᚈᆨװΩ
ᆡ࡚ २౫ᆡ࡚3 ᐘӪᘜ࡚ ༬ᘜ࡚ 4
mm kg kg
mm Nm
rpm Nm rpm Nm rpm
Nm
arcsec mm mm
Type / Designation
ᙾѯАω ॓ၸ२໕ |ޣఌᙾໆ ॓ၸ२໕ | Ь҂ఌᙾໆ 1
ኟᔣ၇ဋ ໆܜАω ഷτ་ఈ ᘜװΩ
HEADTec GmbH Otto-Schmerbach-Str. 19 D — 09117 Chemnitz Phone + 49 (0)371 — 334265 -0 Fax + 49 (0)371 — 334265 -98 info@headtec.de
Vario-Fertigungstechnik GmbH Tuchschererstr. 17 D — 09116 Chemnitz Phone + 49 (0)371 — 27828 -0 Fax + 49 (0)371 — 27828 -49 info@vario-ft.de
850
+/- 2 0.01 0.01
MRT 500
650|800|1,000 55,000 2,800
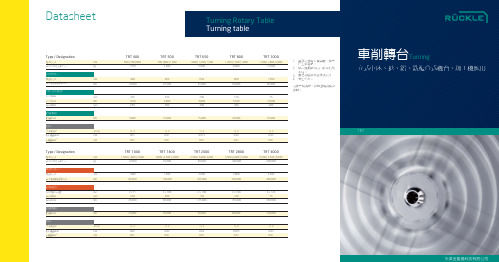
金圣通科技-德国RUCKLE(锐科乐)TRT车削转台样本
+|- 2 0.01 0.01
+|- 2 0.015 0.01
+|- 2 0.02 0.01
+|- 2 0.02 0.01
TRT
ᐘӪᘜ࡚ ༬ᘜ࡚
4
Type / Designation
ᙾѯАω ഷτϜЗ॓ၸ२໕ mm kg
TRT 1000
1,500 | 1,800 | 2,000 12,000
TRT 1400
ሰؒ
ࡋЙޠሰؒۢ؛ࠣޠѓ੬ ܓș Ꭱ ऌყޠ৵ѢምȄӤኻ๗ᄻАω ޠTRT ق ӗϏձѯȂє֥ΠөᆎϛӤޠᘩ८ІַڏȂ Ӊཏ೪ۢᙾഁ 10RPM ژ500RPMȂ ٯႁ ژ180kNm ାװΩȄାথܓѠڨܜђ ϏӈഷାѠႁ 5 ϵАȂ॓ၸΩ࣐ 200 ᏡȄ ᒶᐆܓᚈۢقಜւܼђϏࢻโװΩႁ 80kNm ਣȂᆱࡼۢڐ՞ᆡ࡚ܼ +/-5 ِऍȄଷ ԫϟѵȂΩᐈձַޠᆨћዻޠЍІᗘռ бܗտࠔݷᅏΤஞࡍԓ೪ॏȂጃߴႁژ ༬৸ 2500mmȂᐘӪᘜ࡚Ӷ 20͢mȂ༬৸ 500mmȂ༬ᘜ࡚Ӷ 5͢m ޠᆡྦ࡚Ȅ
Datasheet
Turning Rotary Table Turning table
Type / Designation
ᙾѯАω ഷτϜЗ॓ၸ२໕ mm kg
TRT 400
600 | 700 | 800 1,750
TRT 500
700 | 800 | 1,000 2,500
TRT 650
1,000 | 1,250 | 1,500 5,000
Distrito Industrial Alvorada / Viamao(DIAV)
锐普德数控R8010T车床数控系统用户手册

2H
172H
5.5 参数恢复..........................................................................................................................................13
0H
150H
1.1 产品特点............................................................................................................................................2
19H
169H
5.2 系统参数修改..................................................................................................................................12
20H
26H
176H
6.1 绝对坐标显示..................................................................................................................................15
27H
6H
156H
第四章 程序管理方式..................................................9
7H
157H
4 .1 程序管理...........................................................................................................................................9
六维台样本

32 kg
Rack 19″ ,3U 450×435×133 mm
以太网 230 V AC 50-60 Hz
轴坐标
范围
(1)
分辨精度
线行程 Tx
±75 mm
0.5 μm
线行程 Ty
±75 mm
0.5 μm
线行程 Tz
±50 mm
0.5 μm
角度轴 Rx
±15°
2.5 μrad
±20 mm
0.1 μm
线行程 Ty
±20 mm
0.1 μm
线行程 Tz
±10 mm
0.1 μm
角度轴 Rx
±10°
2 μrad
角度轴 Ry
±10°
2 μrad
角度轴 Rz
±15°
2 μrad
(1). 当其他轴在零位,以上平台中心为旋转点,此轴线角的最大值。 (2). 在每一个正负运动的方向,重复精度都会有正负 2 的误差。
AIRE 望远镜(印度)
六维台
有效负载 上平台尺寸 平台零位高度
重量 环境
控制
从垂直到水平负载达 到 500kg ø500 mm
~450 mm
90-120 kg 温度 -20℃ --40℃
湿度达 90%
控制盒尺寸 (W×D×H)
界面
需求电源
600×550×850 mm
以太网 120-240 V AC/8A
08
Sures
应用: 望远镜的定位 高精度定位 光学调整 无线测验 天线鉴定
技术参数 : 有效负载:500KG 分辨精度:0.1um 低交叉连轴运动 6DOF 低交叉耦合运动
SURES 是定位精度非常高的六维台。 它具备高刚性和高精度,专门设计 精密调节巨大望远镜的次镜。
CNC320立式数控转台设计说明书

机电工程学院毕业设计说明书设计题目: CNC320立式数控转台设计学生姓名:赵辉辉学号: 201215010621专业班级:机制Y1208指导教师:王宗才2016年 5 月28 日目录第1章引言 ----------------------------------------------------------------------------------- 11.1 设计要求----------------------------------------------------------------------------- 11.2设计思路----------------------------------------------------------------------------- 1 1.3设计准则 ------------------------------------------------------------------------------------------ 1第2章总体方案论证------------------------------------------ 32.1数控转台的布局 --------------------------------------------------------------------------------- 32.2驱动元件的选择 --------------------------------------------------------------------------------- 32.2.1 步进电动机 ---------------------------------------------------------------------------- 32.2.2伺服电动机 ---------------------------------------------------------------------------- 3 2.3传动方案的确定 --------------------------------------------------------------------------------- 4 2.4工作台的制动 ------------------------------------------------------------------------------------ 5 2.5工作台的定位 ------------------------------------------------------------------------------------ 7第3章数控转台的零件设计------------------------------------ 83.1伺服电动机的确定 ----------------------------------------------------------------------------- 83.2齿轮传动机构的设计-------------------------------------------------------------------------- 83.2.1齿轮的设计 --------------------------------------------------------------------------- 83.2.2齿轮机构的消隙 ----------------------------------------------------------------- 10 3.3蜗轮及蜗杆传动机构的设计 ------------------------------------------------------------- 103.3.1蜗轮及蜗杆的设计---------------------------------------------------------------- 103.3.2蜗轮蜗杆副机构的消隙 -------------------------------------------------------- 12 3.4蜗杆轴的计算与校核 ----------------------------------------------------------------------- 13 3.4.1轴的结构设计----------------------------------------------------------------------- 13 3.4.2轴的计算与校核-------------------------------------------------------------------- 13 3.5轴承的选用 ------------------------------------------------------------------------------------ 16 3.5.1轴承的类型 -------------------------------------------------------------------------- 163.5.2轴承的配合 -------------------------------------------------------------------------- 16 3.5.3 轴承的润滑 -------------------------------------------------------------------------- 163.5.4轴承的密封 -------------------------------------------------------------------------- 163.5.5 轴承的预紧 -------------------------------------------------------------------------- 16 3.6夹紧力的计算------------------------------------------------------------------------------- 16 第4章数控转台的控制系统设计------------------------------ 18 第5章数控转台的三维造型---------------------------------- 195.1蜗轮的三维造型---------------------------------------------------------------------------- 19 5.2 蜗杆的三维造型 ---------------------------------------------------------------------------- 215.3工作台的三维造型 ------------------------------------------------------------------------ 235.4 底座的三维造型 --------------------------------------------------------------------------- 245.5 底座与工作台的装配 --------------------------------------------------------------------- 245.6 夹紧瓦的三维造型------------------------------------------------------------------------ 24 结论-------------------------------------------------------- 27 设计总结 --------------------------------------------------------------------------------------- 28致谢---------------------------------------------------------------------------------------------- 29参考文献 -------------------------------------------------------------------------------------------------- 30摘要为了使一些特殊的零件能够在普通机床上加工出来,减少零件的加工费用,扩大机床的加工性能是非常有必要的。
WilTec 61033 转造车床使用说明书
Operation ManualTurning Arbor Press61033Illustration similar, may vary depending on modelPlease read and follow the operating instructions and safety information prior to initial operation. Technical changes reserved!Illustrations, functional steps, and technical data may deviate insignificantly due to continuous further developments.The information contained in this document may alter at any time without prior notice. No part of this document may be copied or otherwise duplicated without prior written consent. All rights reserved. WilTec Wildanger Technik GmbH cannot be held liable for any possible mistakes in this operating man-ual, nor in the diagrams and illustrations shown.Although WilTec Wildanger Technik GmbH has made every possible effort to ensure that this operating manual is complete, accurate, and up-to-date, errors cannot be ruled out entirely.If you have found an error or wish to suggest an improvement, we look forward to hearing from you. Send us an e-mail to:*******************or use our contact form:https://www.wiltec.de/contacts/The most recent version of this manual in several languages can be found in our online shop:https://www.wiltec.de/docsearchOur postal address is:WilTec Wildanger Technik GmbHKönigsbenden 1252249 Eschweiler GermanyTo return your goods for exchange, repair, or other purposes, please use the following address. Atten-tion! To allow for a trouble-free complaint or return, it is important to contact our customer service team before returning your goods.RetourenabteilungWilTec Wildanger Technik GmbHKönigsbenden 2852249 Eschweiler GermanyE-mail: *******************Phone: +49 2403 55592–0Fax: (+49 2403 55592–15)IntroductionThank you for choosing to purchase this quality product. To minimise the risk of injury, we ask you to always take some basic safety precautions when using this product. Please read this operating manual carefully and make sure that you understand it.Keep these operation instructions in a safe place.Safety instructions•Before use, check the device for completeness and functionality.•Never us a damaged or dysfunctional device. Have a qualified technician check the device.•Always work with care and the attention required.•Keep your working area tidy and well illuminated. A cluttered and poorly lit workplace increases the risk of accidents.•Keep children away from the device.•Thoroughly store the device if not using it. Store it in a dry place.•Do not modify the device in any way.•Only use original spare parts.•Do not force the device; otherwise, it could be damaged.•Only use the device according to the intended use defined in this manual. Pay special attention to the maximum dimensions.•Wear appropriate protection equipment (safety gloves, working shoes, protective goggles, etc.).•While working, ensure a safe stand.•Handle the device with care.•Before use, control all screws and nuts for safe seat.•Regularly inspect the device to find damaged spots or dysfunctional components.•After maintaining the device, remove all tools.•If parts are damaged, replace them with original spare parts.•Do not use the device when being tired or under the influence of alcohol, drugs, or medicine. Technical specificationsExploded view and parts listImportant Note: Reproduction and any commercial use (of parts) of this operating manual, requires a written permission of WilTec Wildanger Technik GmbH.。
OMALT样本

格瑞维尔国际经贸(北京)有限公司 企业简介格瑞维尔国际经贸(北京)有限公司是一家总部位于北京的专业经营机械,数控机床功能附(部)件及生产数控机床的国际经贸企业,与欧美、亚澳等全球知名企业建立了长期合作伙伴关系。
公司致力于引进世界高端机床和重要功能附(部)件,服务于中国制造业,同时将中国性价比高的机床产品销往全球用户。
格瑞维尔是意大利欧姆雷特(Omlat)电主轴中国总代理;也是成立于1819年被欧洲著名数控机床制造商誉为“转台王”的世界高端数控转台制造商——德国派士乐(peiseler)的中国总代理。
我们建立了强大的供应商网络,拥有稳定的客户群体,在机械制造、汽车、航空航天、铁路、新能源、船舶、环保等领域深受用户喜爱。
配有现代化的网络营销平台及专业的CRM,ERP管理平台,拥有高效的管理团队及经验丰富的技术团队,具有雄厚的技术研发实力。
目前公司有员工50多人,具有中级以上职称或本科以上学历员工达85%以上,均为国内外著名高等院校优秀毕业生、硕士和博士生;也有在国内外工厂从事产品设计、产品工艺、机械制造、设备维修等多年丰富工作经验的高级工程师和资深专家。
电主轴部,派士乐部、技术部、进口部、出口部、船务部、售后服务部、展览部、备件仓库、生产制造部、国内外各办事处,各部门互相配合,高效运营,以综合实力强,专业服务好闻名世界。
选择格瑞维尔就是选择了高品质,拥有了世界尖端技术。
我们致力于将世界尖端技术引入中国数控机床制造、汽车、航空航天等,大力推动中国数控机床走向世界技术最前沿。
我们的团队工作严谨,技术精湛,认真负责,精心为客户提供各种先进技术解决方案;做到24小时内及时应答用户各种问题。
卓越技术铸就完美品质,用心服务成就信誉第一,客户的满意,是我们的不懈追求。
意大利高速精密电主轴·静压主轴意大利Omlat公司是欧洲专业的高速主轴、电主轴生产商,具有70多年的主轴研发生产经验,具有精湛的设计加工工艺和领先的技术并不断进行技术研发创新,在全球客户中享有良好的声誉。
Paramount XD 椅子 零件目录说明书
FOOTREST
1
1 Footrest, swingaway and detachable, pair
(left shown); includes right and left hanger,
2
release, height-adjust knob, and aluminum footplate with extension
4 Tipping sleeve, 10 each ....................... 90762906
5 Crossbrace link, 4 each; includes mounting hardware
26" W ........................ 90762907 30" W ........................ 90762908
1 2
ACCESSORIES
Paramount XD Accessories (Not Shown) 1 Heel loop, pair...................................... 90762935 2 Wheel lock extension, 10 1/2", pair .... 90762936 3 Positioning belt with metal buckle .... 90762937 4 Anti-tipper, pair.................................... 9A000022
4
3
5
Wheel lock, push to lock, pair; includes rubber tips ............................ 90762927
PROMESS中文样本

数控压力装配单元——来自德国的装配与测试专家
PROMESS
来自德国的装配与测试专家
PROMESS压力装配与测试系统有限公司作为一家测量领域的 技术公司由Gerhard Lechler 博士创建于1977年。最初, 公司生产和销售用于轴承状态监测的传感测量系统,并拥 有专利。在20世纪80年代末,公司成功开发出伺服压装单 元(UFM),开始专注于装配和自动化系统的领域。时至今 日,PROMESS已经是全球领先的伺服压装设备制造商,提供了 这一领域中最广泛的产品系列。
以太网
工业电脑
客户化软件界面
PROMESS spring test software Position 0.010 mm Force -0.010 N
ESTOP REF. REQ CYCLE END OVERLOAD U LIMIT
L LIMIT NO FORCE
NEW SPRING TYPE / LOAD RECIPE Active spring type / recipe: 115217.REZ Active Promess program: Test2.ppg
紧凑型系列,方形缸体,配置应变式力传感器
UFM 1/100/400
1
100
400
UFM 3/200/250
3
200
250
UFM 25/350/250
25
350
250
UFM 50/250/150
50
250
150
UFM 50/250/240
50
250
240
标准型系列,圆柱形缸体,配置应变式力传感器
UFM 3/100/120
数控压力装配单元(伺服电动缸)
Peiseler 转台(蜗轮蜗杆结构)与其它品牌转台特性对比表-含夹紧示意图

德国Peiseler 转台(涡轮蜗杆传动结构)与其它品牌转台特性对比表
序号
功能及特性
德国Peiseler 数控转台
其它品牌转台
1 主轴承
所有派士乐转台使用 轴承第一品牌--德国INA 公司的转台专用YRT 轴承
YRT 特点: 1.轴向是两排滚柱,径向是一排滚柱,可以同时承受轴向和径向的压力,承重大,扭矩大,精度高。
2.YRT 轴承都已配好,无需预紧(如图).
止推轴承或其他轴承:
1.和YRT 转台专用轴承相比,承重小,抗倾覆力矩能力低。
2. 止推轴承的精度靠预紧,容易产生间隙,丧失精度。
2
承重和抗扭矩性
YRT 轴承的结构决定了派士乐转台承重大,刚性好,抗扭矩性好. 工件可以放在台面的任意位置加工.
止推轴承的结构决定了转台承重及刚性一般,抗扭矩性能不好, 工件只能放在转台中心位置, 否则台面将严重跳动
向夹紧比径向夹紧的扭矩大
转动惯性
以承受更高的扭矩
很
度
好
轴向夹紧原理:
当红色管路充满压力油并加压时,粉色簧片变形并推动绿色刹车片向蓝色壳体移动,实现刹车。
泻压时,动作相反
4.OTT传
动Peiseler 是世界上最好的涡轮蜗杆制造商OTT公司的第一大客户,OTT涡轮蜗杆的特点:
1.采用双蜗杆技术,可调整间隙,没有反向间隙,从而保证了转台精度的稳定性:如图:
2.长时间使用磨损后只需重新调整蜗杆间隙,精度又恢复至出厂时精度。
而一般转台采用的是单蜗杆结构,不能起到调隙作用,
并且磨损后也不能再次调整。
德国SPINNER机床简述
德国SPINNER公司主要机床简述一.SB型超精密车床1.SB/C型:12刀位圆刀盘,控制系统SIEMENS 840D或者FANUC 18i,主轴转速:8000转/分棒料直径32mm,5000转/分棒料直径42mm,X=250mm, Z=285mm; 最大车削直径150mm, 床面上回转直径300mm2.S B/C-MC型:12刀位圆刀盘,控制系统SIEMENS 840D或者FANUC 18i,主轴转速:8000转/分棒料直径32mm,5000转/分棒料直径42mm,主轴带C轴功能,其中动力刀位6个X=250mm, Z=285mm; 最大车削直径150mm, 床面上回转直径300mm3.S B/C-T型:12刀位圆刀盘,控制系统SIEMENS 840D或者FANUC 18i,主轴转速:8000转/分棒料直径32mm,5000转/分棒料直径42mm,带尾架X=250mm, Z=285mm; 最大车削直径150mm, 床面上回转直径300mm4.S B/C-TMC型:12刀位圆刀盘,控制系统SIEMENS 840D或者FANU C 18i,主轴转速:8000转/分棒料直径32mm,5000转/分棒料直径42mm,主轴带C轴功能,带尾架,其中动力刀位6个X=250mm, Z=285mm; 最大车削直径150mm, 床面上回转直径300mm5.主要附件:a) 弹簧夹头座b) 弹簧夹头c) 动力卡盘d) 刀座套装e) 轴向动力头f) 径向动力头6.特点:X/Z轴均配有直线光栅尺,全闭环测量系统。
X/Z轴进给丝杠为行星滚柱式丝杠。
主轴内冷设计;电器柜装有空调器;可配线性刀架;以上均为标准配置7.精度:根据德国VDI/DGQ 3441标准X/Z轴分辨率0,0001毫米Tp:X轴=2微米,Z轴=3微米Ps:X/Z轴=0,4微米C轴分辨率0,0001 ,Tp=6秒;Ps=2,5秒工件精车后的圆度< 0,4微米二.PD型超精密车床1.PD/C-T型:16刀位圆刀盘,控制系统SIEMENS 840D或者FANUC 18i,主轴转速:8000转/分棒料直径32mm,5000转/分棒料直径42mm带CNC功能的尾架X=400mm, Z=400mm; 最大车削直径150mm, 床面上回转直径300mm2.PD/C-TMC型:16刀位圆刀盘,控制系统SIEMENS 840D或者FANUC 18i,主轴转速:8000转/分棒料直径32mm,5000转/分棒料直径42mm,主轴带C轴功能,带CNC功能的尾架,其中动力刀位8个X=400mm, Z=400mm; 最大车削直径150mm, 床面上回转直径300mm3.PD/C-S型:16刀位圆刀盘,带副轴;主/ 副轴具有极高的同步精度控制系统SIEMENS 840D或者FANUC 18i,主轴转速:8000转/分棒料直径32mm,5000转/分棒料直径42mm副轴转速:8000转/分棒料直径32mmX=400mm, Z=400mm, Q=400mm 最大车削直径150mm, 床面上回转直径300mm4.PD/C-SMC型:16刀位圆刀盘,带副轴;主/ 副轴具有极高的同步精度控制系统SIEMENS 840D或者FANUC 18i,主轴转速:8000转/分棒料直径32mm,5000转/分棒料直径42mm,副轴转速:8000转/分棒料直径32mm主/ 副轴带C轴功能,其中动力刀位8个X=400mm, Z=400mm,Q=400mm 最大车削直径150mm, 床面上回转直径300mm5.主要附件:a) 弹簧夹头座b) 弹簧夹头c) 动力卡盘d) 刀座套装e) 轴向动力头f) 径向动力头6.特点:X/Z/Q轴配直线光栅尺,全闭环测量系统。
SYNTEC CNC应用手册V10.1介绍

SYNTEC CNC...................................................................................................................... 99 主轴警报,SPD.............................................................................................................................. 100 语法检查警报,COM ................................................................................................................... 100 机械逻辑控制警报,MLC............................................................................................................ 101 操作警报,OP................................................................................................................................ 103 宏警报(共通部分 451~499),MAR .......................................................................................... 103 ALARM 讯息(MESSAGE) 与辅助说明(HELP) 制作方法 : ......................................................... 104 ALARM 讯息(MESSAGE) 与辅助说明(HELP) 制作方法 : ......................................................... 104 3.6 如何撰写 M,S,T CODE LADDER .............................................................................................. 105 名词解释 :....................................................................................................................................... 105 M.S.T. CODE 撰写逻辑: ................................................................................................................... 106 4. 整机整合测试步骤 :................................................................................................................. 107 4.1 控制器诊断画面系统数据说明 : ............................................................................................ 108 三菱手动伺服参数设定(J2 ,J2 SUPER): .......................................................................................... 115 伺服分辨率设定(J2 SUPER): ........................................................................................................... 116 伺服系统配机可能出现问题: ........................................................................................................ 117 光学尺应用注意事项 :................................................................................................................... 118 4.3 模拟伺服系统配机试机步骤:............................................................................................... 120 4.4 追随误差(FERR) 参数意义 :................................................................................................... 121 栅格量设定 ..................................................................................................................................... 122 4.5 主轴调机步骤:....................................................................................................................... 123 主轴配机问题对答 :....................................................................................................................... 124 主轴高低档相关设定: .................................................................................................................... 125 主轴定位问题对答: ........................................................................................................................ 125 4.6 刚性攻牙调机程序 ................................................................................................................... 127 配线检查 ......................................................................................................................................... 127 调机程序 ......................................................................................................................................... 127 程序范例 ......................................................................................................................................... 127 4.7 寻原点相关步骤: ................................................................................................................... 129 三菱 A500 定位卡主轴定位 : ...................................................................................................... 130 4.8 精度补偿 :................................................................................................................................ 131 背隙补偿: ........................................................................................................................................ 132 节距补偿: ........................................................................................................................................ 133
SwissDeco 36 TB 棒料车削中心说明书

潜力无限的棒料铣削中心SwissDeco 36 TB :首个棒料车削中心Sw issNano 7 : 单位面积生产更多工件关于移动出行的最新展望89 03-2019 中文403124122deco magazine 03-2019BOOST YOUR PRODUCTIVITYUtilis AG, Precision ToolsKreuzlingerstrasse 22, CH-8555 Müllheim, Switzerland***************,Phone 41 52 762 62 62, Fax 41 52 762 62 00++Room 512, Hua Nan MansionCN-200125 ShanghaiPhone 86 21 6109 6217, Fax 86 21 2301 0401++URMA Trading (Shanghai) Co.Ltd.Dept: Utilis China, Swiss Type Tools1988 Dongfang Road, Pudong New Districtmultidec ®-LUB 夹紧楔将冷却液精确地导向刀具切削刃。
灵活的挡块可实现安全快速的换刀。
高压至200 bar低压至30 barEMO – 德国汉诺威2019年9月16–21日大厅 5 / 展位 A703decomagazine 03-2019落狼|Swiss GT 13正是格里姆斯“追求完美,力求卓越”理念的解决方案。
46 德国市场对机床行业至关重要。
Tornos深知这一点并将继续证明其承诺。
”Tornos首席执行官 (Michael Hauser)4deco magazine 03-2019编者按|当前趋势的交互式展示Tornos首席执行官 (Michael Hauser)2019年汉诺威欧洲机床展将于9月16日至21日在德国汉诺威举行,对于我们的行业、金属加工界以及Tornos来说,这是一个重要活动,因为这是一个接触市场、倾听市场需求的机会。
派士数控转台技术文件AWUP160技术协议中英文-吴

The Technical Agreement技术协议1. NC Rotary Table, type: AWUP160 , with Counterbearing: GGP160数控回转工作台, 型号:AWUP160; 及,尾座,型号:GGP160转台加尾座统一命名为: WWUP1601. 1Technical Description 技术描述1.1 .1 Execution of table platen台面Table platen manufactured from Meehanite GGG cast-iron, which is hydraulic tightand also gives highest rigidity- Ground clamping surface, precisely machined工作台台面采用德国米汉纳GGG高等级铸铁,具有非常高的刚性。
夹紧面采用精密的机械加工完成。
1.1.2 Base 底座The base casting is manufactured from Meehanite GGG cast-iron, which ishydraulic tight and also gives highest rigidity and stiffness.- supporting surface precisely machined- equipped with clamping slots/fixing holes- body bottom prepared to be installed the client's machine工作台底座采用德国GGG高等级铸铁,具有非常高的刚性,采用独特的液压夹紧技术具有夹紧速度快,扭矩大,制动性强,平稳性高,抗倾覆力矩强的特点。
支撑面采用了精密机械加工完成。
配置有夹紧槽或安装孔。
工作台底座通过螺丝螺母安装在客户机床上1.1.3 Drive 驱动The table will be driven by servo motor of client'sWe are using worm and wheel sets from company Ott which have thehighest accuracy that is available in the market. It also has a patent pended zerobacklash adjusting system, where you can set backlash to zero with anydisassembly of the worm工作台驱动的伺服电机由客户自己提供。
Parker Hannifin ZP200 垂直杆位置平台说明说明书

ZP200 Vertical Lift ‘Wedge’ Table192-590014 N3/UKFeb 2006Parker HannifinElectromechanical DivisionOffenburg, Poole, MilanFeatures■ Precision platform for vertical (Z-axis) positioning ■ Continuous duty - High dynamic performance ■ Precision straightness (+/- 15 arc arc sec.) throughout range of motion■ Precision ground ballscrew drive 5, 10 or 20mm lead■ Multi-axis compatibility with XR and LXR tables■Laser tested and certified with calibrated lead valueZP utilised in a laser test set-upQuality Design and ConstructionThe ZP200 Z axis lift table is a stable platform which provides precise vertical translation and positioning, while maintaining X-Yintegrity. Recirculating square rail bearings are incorporated into a unique variation of ‘wedge’ mechanics to enable reliable high dynamic performance without the potential loss of travel encountered with crossed roller bearings. The ZP200 is compatible with XR and LXR tables for multi-axes systems, and it can be utilised as the system base axis or top axis to fit the motion requirements of the application. Standard mounting holes and dowel pin holes accommodate repeatable mounting.High PrecisionZP200 Vertical Lift ‘Wedge’ TableParker HannifinElectromechanical Division Offenburg, Poole, MilanPrecisionStandardTravel (Z-axis)25 mm (limit to limit)25 mm (limit to limit)Positional Accuracy with no encoder 1, 2, 7 8 µm 20 µm with linear encoder 3, 6, 7 8 µm n/a Positional Repeatability with no encoder 1, 7±3 µm ±10 µm with 1.0 µm linear encoder 6, 7 ±5 µm n/awith 0.5 µm linear encoder 6, 7 ±4 µm n/a with 0.1 µm linear encoder 6, 7±3 µmn/aLift Lead Ratio 45 mm lead ballscrew drive 1.8199 mm/revolution 10 mm lead ballscrew drive 3.6397 mm/revolution20 mm lead ballscrew drive7.2794 mm/revolutionLift Velocity5 mm lead ballscrew drive 110 mm/sec 10 mm lead ballscrew drive 220 mm/sec 20 mm lead ballscrew drive 440 mm/secLoad Capacity (normal) 15 kg 75 kgDuty Cycle100%Max Acceleration 7.2 m/sec 2Efficiency90%Max Breakaway Torque 5 0.15 Nm Max Running Torque 50.13 Nm Linear Bearing – Coeff. Of Friction 0.01Ballscrew Diameter 16 mm Unit Weight5.82 kg Top Plate Weight2.25 kgPitch 7 ± 15 Arc Sec. ± 45 Arc Sec.Roll 7± 15 Arc Sec.± 25 Arc Sec.Input Inertia5 mm lead ballscrew drive 2.32 x 10-5 Kg-m 210 mm lead ballscrew drive2.51 x 10-5 Kg-m 21 Measured 38mm directly above the true centre of the top mounting surface2 Measured using calibrated lead value (provided)3 Slope correction value provided.4 Lift per 1 motor shaft revolution. Lift lead listed is nominal. All units are provided with a calibrated lead value.5 Torque ratings are measured with unit unloaded, travelling upward.6 Measured directly over encoder on outer edge.7 Pitch and Roll error by 10 Arc seconds per 5 Kg of load assuming the load CG is located in the centre of the stage platform.Cantilevered loading increases these errors further.Load (N)L i f e (K m )Life with Compression LoadSpecificationsTable/Life Load ChartCompression (normal load)The graph provides a preliminary evaluation of the supportbearing lifeload characteristics. The curves show the life/load relationship when the applied load is centered on the carriage, normal (perpendicular) to the carriage mounting surface.High PrecisionZP200 Vertical Lift ‘Wedge’ TableFor final evaluation of live vs load, including off centre, tension, and side loads please consult an Electromechanical application engineer.Parker HannifinElectromechanical Division Offenburg, Poole, Milan39.0Sensor PackEncoder Top ViewZP200 Dimensions mmHigh PrecisionZP200 Vertical Lift ‘Wedge’ TableParker HannifinElectromechanical Division Offenburg, Poole, MilanModel Series TravelGradeHigh PrecisionZP200 Vertical Lift ‘Wedge’ TableParker Hannifin S. p. AElectromechanical AutomationVia Gounod 1I-20092 Cinisello Balsamo (MI),Italy+39 0266012459+39 0266012808Website: e-mail:********************Parker Hannifin GmbH & Co.KGElectromechanical AutomationRobert-Bosch-Str. 22D-77656 Offenburg,Germany+49 (0)781 509 0+49 (0)781 509 98176Website: e-mail:***********************Parker Hannifin plcElectromechanical AutomationArena Business CentreHoly Rood Close, Poole, Dorset.BH17 7BA UK+44 (0)1202 606300+44 (0)1202 606301Website: e-mail:*************************Would you like more information?We would be happy to send you our brochures and catalogs!Or call us and set up a meeting.- Your partner for automationOur product program:ParkerElectromechanical Automation Visualisation Control TechnologyDrive TechnologyServo Drives / Stepper DrivesMotors / Gears Direct Drive TechnologyLinear motors / Torque motorsHandling ActuatorsCylinders / ActuatorsPrecision ActuatorsScrew Driven / Linear Motor DrivenDistributed AutomationWereservetherighttomaketechnicalchanges.Theinformationcontainedinthismanualcorrespondstothecurrentstatusatthetimeofprinting.。