冲压剪切力计算
冲压模具设计与制造冲裁力计算

冲压模具设计与制造冲裁力计算1. 引言冲压模具是现代制造过程中常用的一种工具,它以冲压方式将板材或线材加工成所需的形状。
冲裁力是进行冲压过程中的关键参数,正确计算和估计冲裁力对于模具设计和制造非常重要。
本文将介绍冲压模具设计和制造中的冲裁力计算方法。
2. 冲裁力的定义和意义冲裁力是指在冲压过程中作用于模具上的力量,它决定了冲压过程中的变形和材料的断裂。
正确计算和估计冲裁力可以帮助工程师选择适当的材料和冲床,并设计出适宜的模具结构,从而提高产品质量和生产效率。
3. 冲裁力计算方法3.1 材料力学方法采用材料力学方法可以通过材料的力学性能参数来计算冲裁力。
常用的计算方法有以下几种:•变形力学法:根据材料的应力-应变曲线和冲压过程的变形情况,通过积分计算出整个冲压过程中的冲裁力。
•动力学法:通过分析冲击力和压力的变化,结合惯性和动量定理,计算冲裁力。
•超弹性力学法:将材料的超弹性行为考虑在内,计算冲裁力。
3.2 统计方法统计方法是一种基于经验和实验数据的计算方法。
通过对大量实验数据进行统计分析,建立模具设计参数与冲裁力之间的数学模型,从而进行冲裁力的估计和计算。
3.3 有限元分析方法有限元分析方法可以将模具和材料建模为有限元网格,通过求解有限元方程组得到冲裁力的数值解。
这种方法适用于复杂的模具结构和材料行为。
4. 冲裁力计算的影响因素冲裁力的大小受到多种因素的影响,包括以下几个方面:•材料性质:材料的强度、韧性和变形硬化行为都会影响冲裁力的大小。
•冲床参数:冲床的压力、速度和冲次等操作参数也会对冲裁力产生影响。
•模具结构:模具的结构参数,如冲头形状、角度和尺寸等都会对冲裁力产生影响。
5. 冲裁力计算的应用冲裁力的准确计算对于模具设计和制造有重要的应用价值。
它可以帮助工程师选择适当的材料和冲床,并合理设计模具结构,从而提高产品质量和生产效率。
6. 结论冲裁力是冲压模具设计和制造中一个重要的参数,准确计算和估计冲裁力对于提高产品质量和生产效率具有重要意义。
冲裁力计算
冲裁力计算公式:P=K*L*t*τ
P——平刃口冲裁力(N);
t——材料厚度(mm);
L——冲裁周长(mm);
τ——材料抗剪强度(MPa);
K——安全系数,一般取K=1、3、
许用剪切强度一般就是0、6~0、8的屈服强度。
所以说Q235的抗
剪切强度就就是141-188Mpa。
冲压吨位计算
计算冲压吨位
无斜刃口冲
公式:冲芯周长(mm)×板材厚度(mm)×材料的剪切强度(kn/mm2)=冲切力(KN)
换算成公吨:用KN除以9、81
冲芯周长----任何形状的各个边长相加
材料厚度----指冲芯要冲孔穿透的板材的厚度
材料的剪切强度----板材的物理性质,由板材的材质所决定,可在材料手册中查到。
常见材料的剪切强度如下:
举例
在3、00mm厚的低碳钢板材上冲孔,形状方形,边长20、00mm 冲芯周长=80、00mm
材料厚度=3、00mm
剪切强度=0、3447kn/mm2
8、00×3、00×0、3447=82、73KN
82、73KN÷9、81=8、43公吨。
冲压模具冲裁力计算公式
冲压模具冲裁力计算公式冲压模具冲裁力的计算可是个相当重要的知识点呢!咱们在工业生产中,要是搞不清楚这个,那可就容易出岔子啦。
先来说说冲裁力到底是啥。
简单来讲,冲裁力就是在冲压过程中,模具把材料冲裁分离所需要的力。
这个力要是算不准确,模具可能就承受不住压力,要么变形,要么直接坏掉,那损失可就大了。
那冲裁力咋算呢?一般来说,冲裁力等于材料的抗剪强度乘以材料的厚度,再乘以冲裁周边长度。
公式就是:F=τ×t×L 。
这里的 F 就是冲裁力,τ是材料的抗剪强度,t 是材料的厚度,L 是冲裁周边长度。
举个例子吧,前段时间我去一个小工厂参观,就碰到了计算冲裁力的事儿。
那是个生产小五金零件的厂子,师傅们正在做一批铁片的冲裁。
他们拿到的材料是厚度为 2 毫米的钢板,要冲裁出一个圆形的铁片,直径是 50 毫米。
这时候咱们就得先算出冲裁周边长度,对于圆形来说,周边长度就是圆的周长,也就是π乘以直径,约等于 3.14×50 = 157 毫米。
然后查材料手册,知道这种钢板的抗剪强度是 300 兆帕。
把这些数带进公式里,冲裁力 F = 300×2×157 = 94200 牛。
这一算出来,师傅们就知道该用多大压力的冲床来干活儿啦,要是压力不够,冲出来的零件边缘不整齐,甚至可能冲不断;压力太大呢,又浪费资源,增加成本。
在实际工作中,还得考虑一些其他的因素。
比如说卸料力、推件力。
卸料力就是把冲裁后的材料从模具里卸下来需要的力,推件力则是把卡在凹模里的冲裁件推出来的力。
一般卸料力和推件力可以按照冲裁力的一定比例来估算。
还有啊,冲裁间隙也会影响冲裁力。
间隙太小,摩擦力大,冲裁力就大;间隙太大,材料容易弯曲变形,冲裁质量又不行。
所以选择合适的冲裁间隙,既能保证冲裁质量,又能让冲裁力在合理范围内。
另外,材料的性能也不是一成不变的。
不同批次的材料,抗剪强度可能会有差别。
所以在计算冲裁力的时候,要尽量根据实际材料的性能来取值,这样算出来的结果才更准确可靠。
铁板冲压力计算公式
铁板冲压力计算公式
铁板冲压压力计算公式是F(冲压力)等于1.3τtL
1、冲裁力:F等于LTσbL:切边线长度T:料厚σb:材料的抗拉强度一般冲裁力是选择机床公称压力的60减百分之70
2、拉延力:一般来讲拉延力是很难计算出来的,以前的话只好由技术人员的经验来估算:拉延力和压边力,然后选择冲床:大概的经验公式:压边力:F等于AP P:单位压边力:2.5减3 (20#、Q235为例,单位MPA)A:压边面积拉延力:F等于KLTσb (圆筒件)K:系数:0.9减0.7 零件越简单取越低L:凸模周边长度T:料厚σb:材料的抗拉强度减减减减但是对于零件的拉延力精确计算是不可能的,尤其是形状复杂的零件,不过可以用有限元模拟来得到一个大概的数值如AUTOFORM、DYNAFORM等,可以说还是比较接近实际的,一般来讲选择压机时候,拉延总工艺力(压边力+拉延力)是其百分之80左右,当然你也可以取得更高。
冲裁力计算
冲裁力计算公式:P=K*L*t*τ
P——平刃口冲裁力(N);
t——材料厚度(mm);
L——冲裁周长(mm);
τ——材料抗剪强度(MPa);
K——安全系数,一般取K=1.3.
许用剪切强度一般是0.6~0.8的屈服强度。
所以说Q235的抗剪切
强度就是141-188Mpa。
冲压吨位计算
计算冲压吨位
无斜刃口冲鼎海同方
公式:冲芯周长(mm)×板材厚度(mm)×材料的剪切强度(kn/mm2)=冲切力(KN)
换算成公吨:用KN除以9.81
冲芯周长----任何形状的各个边长相加
材料厚度----指冲芯要冲孔穿透的板材的厚度
材料的剪切强度----板材的物理性质,由板材的材质所决定,可在材料手册中查到。
常见材料的剪切强度如下:
举例
在3.00mm厚的低碳钢板材上冲孔,形状方形,边长20.00mm 冲芯周长=80.00mm
材料厚度=3.00mm
剪切强度=0.3447kn/mm2
8.00×3.00×0.3447=82.73KN
82.73KN÷9.81=8.43公吨
Welcome To Download !!!
欢迎您的下载,资料仅供参考!。
冲压模具设计与制造 2-567 (冲裁力和压力中心的计算)
第二章 沖裁工藝與沖裁模設計
第六節 沖裁力和壓力中心的計算
五、沖模壓力中心的確定(續)
2.確定多凸模模具的壓力中心
確定多凸模模具的壓 力中心,是將各凸模的壓 力中心確定后,再計算模 具的壓力中心。
第二章 沖裁工藝與沖裁模設計
第六節 沖裁力和壓力中心的計算
五、沖模壓力中心的確定(續)
3.複雜形狀零件模具壓力中心的確定 複雜形狀零件模具壓力中
第二章 沖裁工藝與沖裁模設計
第七節 沖裁的工藝設計
二、沖裁工藝方案的確定
2、沖裁順序的安排
(1)級進沖裁順序的安排 1)先沖孔或沖缺口,最後落料或切斷,將沖裁件與條料分離。 2)採用定距側刃時,定距側刃切邊工序安排與首次沖孔同時進 行,以便控制送料進距。
(2)多工序沖裁件用單工序沖裁時的順序安排 1)先落料使坯料與條料分離,再沖孔或沖缺口。 2)沖裁大小不同、相距較近的孔時,為減少孔的變形,應先沖 大孔后沖小孔。
• 13、无论才能知识多么卓著,如果缺乏热情,则无异 纸上画饼充饥,无补于事。Monday, August 24, 202024-
Aug-2020.8.24
• 14、我只是自己不放过自己而已,现在我不会再逼自 己眷恋了。20.8.2405:03:5824 August 202005:03
第二章 沖裁工藝與沖裁模設計
第六節 沖裁力和壓力中心的計算
四、降低沖裁力的方法
1.階梯凸模沖裁
2.斜刃沖裁
3.加熱沖裁(紅沖)
第二章 沖裁工藝與沖裁模設計
第六節 沖裁力和壓力中心的計算
五、沖模壓力中心的確定
模具的壓力中心︰ 沖壓力合力的作用點。
為了保證壓力機和模具的正常工作,應使模具的壓力中心與 壓力機滑塊的中心線相重合。
冲床冲裁力计算公式
冲床冲裁力及冲剪力计算公式许多用户在购买冲床时会问到一些问题:如何选择冲床吨位多厚的板子用多大的冲床冲多大的孔用多大的冲床类似的问题只要搞清楚冲床冲裁力的计算公式,对冲床的选用就很简单。
冲裁力计算公式:P=K*L*t*τP——平刃口冲裁力(N);t——材料厚度(mm);L——冲裁周长(mm);τ——材料抗剪强度(MPa);K——安全系数,一般取K=1.3冲剪力计算公式:F=S*L*440/10000S——工件厚度L——工件长度一般情况下用此公式即可。
冲床冲压力计算公式冲床冲压力计算公式P=kltГ其中:k为系数,一般约等于1, l冲压后产品的周长,单位mm; t为材料厚度,单位mm; Г为材料抗剪强度.单位MPa . 算出的结果是单位是牛顿,在把结果除以9800N/T,得到的结冲床冲压力计算公式P=kltГ其中:k为系数,一般约等于1,l冲压后产品的周长,单位mm;t为材料厚度,单位mm;Г为材料抗剪强度.单位MPa算出的结果是单位是牛顿,在把结果除以9800N/T,得到的结果就是数字是多少就是多少T.这个只能算大致的,为了安全起见,把以上得到的值乘以2就可以了,这样算出的值也符合复合模的冲压力.----------------------------------冲裁力计算公式:P=K*L*t*τP——平刃口冲裁力(N);t——材料厚度(mm);L——冲裁周长(mm);τ——材料抗剪强度(MPa);K——安全系数,一般取K=.------------------------------------冲剪力计算公式:F=S*L*440/10000S——工件厚度L——工件长度一般情况下用此公式即可。
-------------------------------------冲压力是指在冲裁时,压力机应具有的最小压力。
P冲压=P冲裁+P卸料+P推料+P压边力+P拉深力。
冲压力是选择冲床吨位,进行模具强度。
冲压剪切力计算
裁力的主要因素: 2.冲裁力计算: P 冲=Ltσb 其中:P 冲裁-冲裁力 L-冲裁件周边长度 t-板料厚度 σb-材料强度极限 σb-的参考数 0.6 算出的结果单位为 KN 3、 卸料力:把工件或废料从凸模上卸下的力 Px=KxP 冲 其中 Kx-卸料力系数 Kx-的参考数为 0.04 算出的结果单位为 KN 4、 推件力:将工件或废料顺着冲裁方向从凹模内推出的力 Pt=KtPn Kt-推件力系数 n-留于凹模洞口内的件数 其中:Px、Pt --别离为卸料力、推件力 Kx,Kt 别离是上面所说的两种力的修正系数
冲压剪切力计算
发布作者:admin
冲床冲压力计算公式 发布时间:2010-6-28 18:48:04
这下面有几个公式,任选一个就可以,只能算出个大概,如果想自己算,就用 下面的任一个公式都能算.
--------------------------------------冲床冲压力计算公式 P=kltГ
----------------------------------
冲裁力计算公式:P=K*L*t*τ P——平刃口冲裁力(N); t——材料厚度(mm); L——冲裁周长(mm); τ——材料抗剪强度(MPa); K——安全系数,一般取 K=1.3. -----------------------------------冲剪力计算公式:F=S*L*440/10000 S——工件厚度 L——工件长度 一般情况下用此公式即可。 ------------------------------------冲压力是指在冲裁时,压力机应具有的最小压力。 P 冲压=P 冲裁+P 卸料+P 推料+P 压边力+P 拉深力。 冲压力是选择冲床吨位,进行模具强度。刚度校核依据。 1、 冲裁力:冲裁力及其影响周素:使板料分离动称作冲裁力.影响冲
冲压模具设计与制造(2-6、7)冲裁力计算
y 180R sin / Rs / b
第二章 冲裁工艺与冲裁模设计
第六节 冲裁力和压力中心的计算
五、冲模压力中心的确定(续)
2.确定多凸模模具的压力中心
确定多凸模模具的压 力中心,是将各凸模的压 力中心确定后,再计算模 具的压力中心。
第二章 冲裁工艺与冲裁模设计
第六节 冲裁力和压力中心的计算
用普通平刃口模具冲裁时,冲裁力F一般按下式计算:
F KLt b
注: F——冲裁力; L——冲裁周边长度; t——材料厚度; b——材料抗剪强度; K——系数。一般取K=1.3
第二章 冲裁工艺与冲裁模设计
第六节 冲裁力和压力中心的计算
二、卸料力、推件力及顶件力的计算
卸料力:从凸模上卸下箍着的
料所需要的力。
FZ F FX FD
采用刚性卸料装置和下出料方式的冲裁模时: FZ F FT
第二章 冲裁工艺与冲裁模设计
第六节 冲裁力和压力中心的计算
四、降低冲裁力的方法
1.阶梯凸模冲裁
2.斜刃冲裁
3.加热冲裁(红冲)
第二章 冲裁工艺与冲裁模设计
第六节 冲裁力和压力中心的计算
五、冲模压力中心的确定
模具的压力中心: 冲压力合力的作用点。
。2 020年1 1月10 日星期 二上午4 时1分4 秒04:01 :0420.1 1.10
人生就像骑单车,想保持平衡就得往前走
•
7、
。202 0年11 月上午4 时1分2 0.11.10 04:01Novembe r 10, 2020
•
8、业余生活要有意义,不要越轨。20 20年11 月10日 星期二 4时1分 4秒04: 01:0410 November 2020
冲床冲裁力计算公式
精心整理冲床冲裁力及冲剪力计算公式许多用户在购买冲床时会问到一些问题:如何选择冲床吨位?多厚的板子用多大的冲床?冲多大的孔用多大的冲床?类似的问题只要搞清楚冲床冲裁力的计算公式,对冲床的选用就很简单。
单位MPa . 算出的结果是单位是牛顿,在把结果除以9800N/T,得到的结冲床冲压力计算公式P=kltГ其中:k为系数,一般约等于1,l冲压后产品的周长,单位mm;t为材料厚度,单位mm;Г为材料抗剪强度.单位MPa算出的结果是单位是牛顿,在把结果除以9800N/T,得到的结果就是数字是多少就是多少T.L——工件长度一般情况下用此公式即可。
-------------------------------------冲压力是指在冲裁时,压力机应具有的最小压力。
P冲压=P冲裁+P卸料+P推料+P压边力+P拉深力。
冲压力是选择冲床吨位,进行模具强度。
刚度校核依据。
1、冲裁力:冲裁力及其影响周素:使板料分离动称作冲裁力.影响冲裁力的主要因素:2.冲裁力计算:P冲=LtσbKx,Kt分别是上述两种力的修正系数P——冲裁力;n——查正表卡在凹模洞口内的件数Kt的参考数为0.05,结果单位为KN5、压边力:P y=1/4 [D2—(d1+2R凹)2]P式中D------毛坯直径d1-------凹模直径R凹-----凹模圆角半径p--------拉深力6、拉深力:Fl= d1 bk1(N)L——冲裁周长(mm);τ——材料抗剪强度(MPa);查手册不同的材料不一样K——安全系数,一般取K=1.3.算出的结果单位为KN3、卸料力:把工件或废料从凸模上卸下的力Px=KxP冲其中Kx-卸料力系数Kx-的参考数为0.04 算出的结果单位为KN 4、推件力:将工件或废料顺着冲裁方向从凹模内推出的力Pt=KtPnKt-推件力系数n-留于凹模洞口内的件数b-----材料抗拉强度(Mpa)K-------修正系数。
冲压剪切力计算

4、 推件力:将工件或废料顺着冲裁方向从凹模内推出的力
Pt=KtPn
Kt-推件力系数 n-留于凹模洞口内的件数
其中:Px、Pt --别离为卸料力、推件力
Kx,Kt别离是上面所说的两种力的修正系数
P——冲裁力;
n—— 查正表卡在凹模洞口内的件数 Kt的参考数为0.05,结果单位为KN
冲压力是指在冲裁时,压力机应具有的最小压力。
P冲压=P冲裁+P卸料+P推料+P压边力+P拉深力。
冲压力是选择冲床吨位,进行模具强度。刚度校核依据。
1、 冲裁力:冲裁力及其影响周素:使板料分离动称作冲裁力.影响冲裁力的主要因素:
2.冲裁力计算:
P冲=Ltσb
30CrMnSi
弹簧钢 60Si2Mn 720
60Si2MnA 冷作硬化 640~960
65Si2MnWA
不锈钢 1Cr13 已退火 320~380
2Cr13 320~400
3Cr13 400~480
4Cr13
1Cr18Ni9 经热处理 460~520
T7A~T12A 600
T13 T13A 720
T8A T9A 冷作硬化 600~950
材料名称 牌 号 材料状态 抗剪强度
锰钢 10Mn2 已退火 320~460
合金结构钢 25CrMnSiA 已低温退火 400~560
25CrMnSi
30CrMnSiA 400~600
2Cr18Ni9 冷碾压的冷作硬化 800~880
1Cr18Ni9Ti 经热处理退软 430~550
铝 1070A(L2),
1050A(L3) 已退火 80
冲裁力
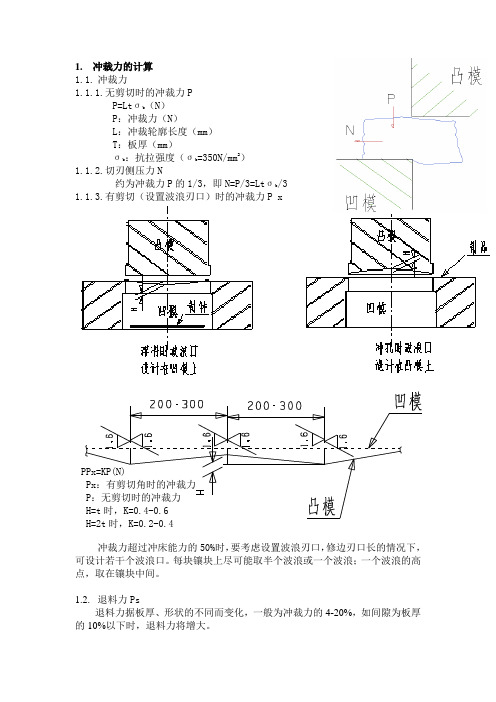
1. 冲裁力的计算 1.1. 冲裁力
1.1.1.无剪切时的冲裁力P
P=Lt σb (N ) P :冲裁力(N )
L :冲裁轮廓长度(mm ) T :板厚(mm )
σb :抗拉强度(σb =350N/mm 2)
1.1.
2.切刃侧压力N
约为冲裁力P 的1/3,即N=P/3=Lt σb /3
1.1.3.有剪切(设置波浪刃口)时的冲裁力
P x
冲裁力超过冲床能力的50%时,要考虑设置波浪刃口,修边刃口长的情况下,可设计若干个波浪口。
每块镶块上尽可能取半个波浪或一个波浪;一个波浪的高点,取在镶块中间。
1.2. 退料力Ps
退料力据板厚、形状的不同而变化,一般为冲裁力的4-20%,如间隙为板厚的10%以下时,退料力将增大。
PPx=KP(N)
Px :有剪切角时的冲裁力 P :无剪切时的冲裁力 H=t 时,K=0.4-0.6
H=2t 时,K=0.2-0.4
t≤2mm,Ps=0.05P(形状简单);退料力Ps=0.06P(形状复杂);P为冲裁力。
t=2~4.5mm,Ps=0.07P(形状简单);退料力Ps=0.08P(形状复杂);P为冲裁力。
t≥4.6mm,退料力Ps=(0.10-0.20)P;P为冲裁力。
1.3.卸料力
卸料力因料厚、形状等的不同而各异,一般取冲裁力的2~6%。
冲裁力计算
冲裁力计算公式: P=K*L*t* τ
P——平刃口冲裁力( N);
t ——材料厚度 (mm);
L——冲裁周长 (mm);
τ——材料抗剪强度 (MPa);
K——安全系数,一般取K=.
许用剪切强度一般是~的屈服强度。
所以说Q235的抗剪切强度就是
141-188Mpa。
冲压吨位计算
计算冲压吨位
无斜刃口冲
公式:冲芯周长( mm)×板材厚度 (mm)×材料的剪切强度 (kn/mm2)= 冲切力( KN)
换算成公吨 : 用 KN除以
冲芯周长 ----任何形状的各个边长相加
材料厚度 ----指冲芯要冲孔穿透的板材的厚度
材料的剪切强度 ----板材的物理性质,由板材的材质所决定,可在材料手册中查到。
常见材料的剪切强度如下:
材料剪切强度( kn/mm2)铝 5052H32
黄铜
低碳钢
不锈钢
举例
在厚的低碳钢板材上冲孔,形状方形,边长冲芯周长 =
材料厚度 =
剪切强度 =mm2
××=
÷=公吨。
冲压剪切力计算
冲压剪切力计算Punch pressure calculation formulaRelease Author: admin release time: 2010-6-28 18:48:04Here are a few formulas. You can choose one, and you can only figure it out. If you want to figure it out, you can use any of the following formulas---------------------------------------Pressure calculation formula of P=klt gamma punchWhere: K is the coefficient, generally approximately equal to 1,L the circumference of the product after stamping, unit mm;T is the material thickness, unit mm;This is the material shear strength. MPa.The result is Newton, which divides the result by 9800N/T, and the result is how much the figure is, T.This can only be approximate, for safety purposes, the above values multiplied by 2 can be, so that the calculated value is also consistent with the compound die pressure----------------------------------The calculation formula of blanking force: P=K*L*t*P - flat edge cutting force (N);T - material thickness (mm);L - blanking perimeter (mm);R: material shear strength (MPa);K - safety factor, usually take K=1.3.------------------------------------Calculation formula of punching shear force: F=S*L*440/10000S - workpiece thicknessL - workpiece lengthIn general, you can use this formula.SimiliarlyPunching pressure is the minimum pressure that a press should have when punching.P stamping, =P blanking, +P discharge, +P pushing, +P blank holder force, +P drawing force.The punching pressure is to select the tonnage of the punch andthe strength of the die. Rigidity checking basis.1, blanking force: blanking force and its influence of Zhou Su: the separation of sheet metal is called punching force. The main factors affecting the blanking force:2. calculation of blanking force:P, =Lt, sigma, BAmong them: P blanking - blanking forceL- circumferential length of blanking pieceT- sheet thicknessThe reference number 0.6 of the strength limit of the sigma b- material b- is calculated as the result of KN3, unloading force: the workpiece or waste from the punch die unloading forcePx=KxP rushAmong them, the reference value of Kx- discharge coefficient Kx- is 0.04, and the calculated result is KN4, pushing force: the workpiece or scrap along the blanking direction from the die out forcePt=KtPnKt- pushing force coefficient n-, leaving the number of holes in the cavity dieAmong them: Px, Pt - for the unloading force, pushing forceKx and Kt are the correction coefficients of the two forces mentioned aboveP - blanking force;N - the number of reference pieces of the punch card in the cavity entrance is 0.05, and the reference number is Kt, and the result is KN5. Blank holder force: P, y=1/4, [D2 - (d1+2R concave) 2]PD------ billet diameter in mouldD1------- die diameterR concave die radiusP-------- drawing forceSix, drawing force: Fl=, D1, BK1 (N)D1----- first drawing diameter (mm)Tensile strength of b----- material (Mpa)K------- correction factorFor shear strength see below:Material name, brand, material state, shear strength Electrical pure iron DT1, DT2, DT3 has been annealed 180 Electrical silicon steel D11, D12, D13 190D31, D32D41 to D48 560D310 to D340, not annealedPlain carbon steel, Q195, annealed 260~320Q215 270~340Q235 310~380Q225 340~420Q275 400~500Quality carbonStructural steel 05F has been annealed 210~30008F 220~31008260 to 36010F 220~34015F 250~37015270~38020F 280~39020280~40025320~44030360~48035400~52045440~56050440~58055 normalizing 5506560065Mn has been annealed 600 Carbon tool steel T7 to T12 600T7A to T12A 600T13 T13A 720T8A T9A cold work hardening 600~950Material name, brand, material state, shear strengthManganese steel 10Mn2 has been annealed 320~460Alloy structural steel 25CrMnSiA has been annealed at low temperature 400~56025CrMnSi30CrMnSiA 400~60030CrMnSiSpring steel 60Si2Mn 72060Si2MnA cold work hardening 640~96065Si2MnWAStainless steel 1Cr13 has been annealed 320~3802Cr13 320~4003Cr13 400~4804Cr131Cr18Ni9 heat treatment 460~520Cold work hardening of 2Cr18Ni9 cold rolling 800~8801Cr18Ni9Ti heat treatment soft 430~550Aluminum 1070A (L2),1050A (L3) has been annealed by 801200 (L5) cold work hardening 100Al Mn alloy 3A21 (LF21) has been annealed by 70~100Semi cold work hardening 100~140Aluminum magnesium alloy Al Cu Mg alloy 5A02 (LF2) has been annealed for 130 ~ 160Semi cold work hardening 160~200High strength aluminumThe copper magnesium alloy 7A04 (LC4) has been annealed 170Hardening and artificial aging 350Magnesium manganese alloy MB1 has been annealed 120~240MB8 has been annealed 170~190Cold work hardening 190~200Pure aluminum, T1, T2, T3 soft 160Hard 240Duralium(Du Lalv) 2A12 (LY12) has been annealed 105~150 Hardening and aging 280~310Harden after hardening, 280~320。
冲压数据计算 v6
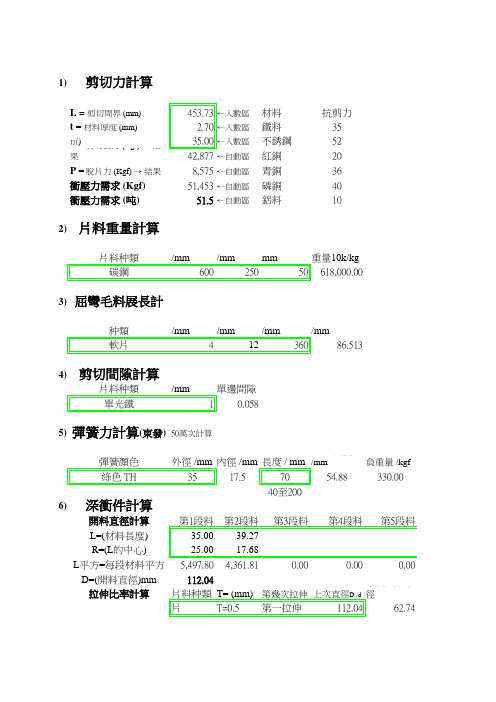
1)剪切力計算
L = 剪切周界 (mm)材料抗剪力
t = 材料厚度 (mm)鐵料35
S = 材料抗剪強度 (Kgf/m不銹鋼52
P =剪切衝力 (Kgf) →結果42,877←自動區紅銅20
P =脫片力 (Kgf) →結果8,575←自動區青銅36
衝壓力需求 (Kgf)51,453←自動區磷銅40
衝壓力需求 (吨)51.5←自動區鋁料10
2)片料重量計算
10k/kg
618,000.00
3)屈彎毛料展長計算
/mm
86.513
4)剪切間隙計算
0.058
5)彈簧力計算(東發)50萬次計算
長度/mm負重量 /kgf
17.554.88330.00
40至200
6)深衝件計算
開料直徑計算
L=(材料長度)
R=(L的中心)
L平方=每段材料平方5,497.804,361.810.000.000.00 D=(開料直徑)mm112.04
拉伸比率計算
62.74
7)翻豬咀計算
片料种類
軟料
0.000.000.000.000.00
9,859.61本次拉伸外徑
(參考直徑)(參考高度)上公直徑下模直徑下模直徑(經驗值)
3.45 2.78 3.65 6.25 5.99。
冲裁力的计算公式
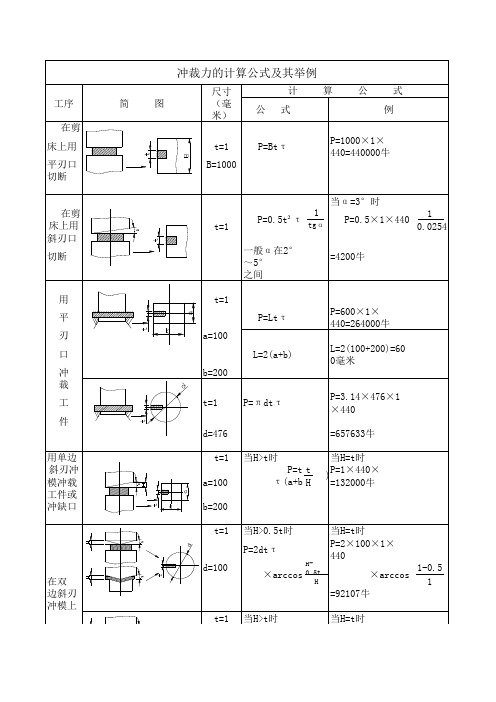
当α =3°时 在剪 床上用 斜刃口 切断 t=1 P=0.5t²τ 1
tgα
P=0.5×1×440
1 0.0254
一般α 在2°~5° =4200牛 之间 t=1 P=Ltτ a=100 L=2(a+b) b=200 t=1 d=476 P=π dtτ P=3.14×476×1×440 =657633牛 当H>t时 P=tτ (a+b t H 当H=t时 P=1×440×(100+200) ) =132000牛 L=2(100+200)=600毫米 P=600×1×440=264000牛
冲裁力的计算公式冲裁力计算公式冲击力计算公式冲压力计算公式冲床压力计算公式冲击力的计算公式水流冲击力计算公式服装裁剪计算公式冲裁力计算冲裁力计算软件
冲裁力的计算公式及其举例
工序 在剪 床上用 平刃口 切断 简 图 尺寸 (毫米) t=1 B=1000 公 计 式 算 公 式 例
P=Btτ
P=1000×1×440=440000牛
当H>t时 P=2tτ (a+b
0.5t
当H=t时 P=2×1×440(100+0.5 ) H ×200)=176000牛
(1)τ 为材料之抗剪强度。由表7—13查得:τ =440兆帕。(2)双斜刃凸模和凹模的主要参数H、α 列表2-37。 (3)考虑冲裁厚度不一致,模具刃口的磨损、凸凹模间隙的波动、材料性能的变化等因素,实际裁力还需增加 30%。如用平口模具冲裁时,实际冲裁力P冲应为P冲=1.3P=1.3Ltτ (L—冲裁件周长)。
用 平 刃 口 冲 裁 工 件
用单边 斜刃冲 模冲载 工件或 冲缺口
t=1 a=100 b=200 t=1 d=100
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
b-----材料抗拉强度(Mpa)
K-------修正系数
抗剪强度见下面:
材料名称 牌 号 材料状态 抗剪强度
电工用纯铁 DT1,DT2,DT3 已退火 180
电工硅钢 D
11,D12,D13 190
65Mn 已退火 600
碳素工具钢 T7~T12 600
T7A~T12A 600
T13 T13A 720
T8A T9A 冷作硬化 600~950
材料名称 牌 号 材料状态 抗剪强度
锰钢 10Mn2 已退火 320~460
合金结构钢 25CrMnSiA 已低温退火 400~560
---------------------------------------
冲床冲压力计算公式P=kltГ
其中:k为系数,一般约等于1,
l冲压后产品的周长,单位mm;
t为材料厚度,单位mm;
Г为材料抗剪强度.单位MPa .
算出的结果是单位是牛顿,在把结果除以9800N/T,得到的结果就是数字是多少就是多少T.
1Cr18Ni9 经热处理 460~520
2Cr18Ni9 冷碾压的冷作硬化 800~880
1Cr18Ni9Ti 经热处理退软 430~550
铝 1070A(L2),
1050A(L3) 已退火 80
1200(L5) 冷作硬化 100
铝锰合金 3A21(LF21) 已退火 70~100
半冷作硬化 100~140
D31,D32
D41~D48 560
D310~D340 未退火
普通碳素钢 Q195 未退火 260~320
Q215 270~340
Q235 310~380
Q225 340~420
Q275 400~500
优质碳素
结构钢 05F 已退火 210~300
08F 220~310
L——冲裁周长(mm);
τ——材料抗剪强度(MPa);
K——安全系数,一般取K=1.3.
------------------------------------
冲剪力计算公式:F=S*L*440/10000
S——工件厚度
L——工件长度
25CrMnSi
30CrMnSiA 400~600
30CrMnSi
弹簧钢 60Si2Mn 720
60Si2MnA 冷作硬化 640~960
65Si2MnWA
不锈钢 1Cr13 已退火 320~380
2Cr13 320~400
3Cr13 400~480
4Cr13
08 260~360
10F 220~340
15F 250~370
15 270~380
20F 280~390
20 280~400
25 320~440
30 360~480
35 400~520
45 440~560
50 440~580
55 已正火 550
65 600
冲床冲压力计算公式
发布作者:admin 发布时间:2010-6-28 18:48:04
这下面有几个公式,任选一个就可以,只能算出个大概,如果想自己算,就用下面的任一个公式都能算.
铝镁合金铝铜镁合金 5A02(LF2) 已退火 130~160
半冷作硬化 160~200
高强度铝
铜镁合金 7A04(LC4) 已退火 170
淬硬并经人工时效 350
镁锰合金 M0~190
冷作硬化 190~200
纯铝 T1,T2,T3 软的 160
5、 压边力: P y=1/4 [D2—(d1+2R凹)2]P
式中 D------坯料直径
d1-------凹模直径
R凹-----凹模圆角半径
p--------拉深力
六、拉深力: Fl= d1 bk1(N)
式中 d1-----首次拉深直径(mm)
硬的 240
硬铝
(杜拉铝) 2A12(LY12) 已退火 105~150
淬硬并自然时效 280~310
淬硬后冷作硬化 280~320
一般情况下用此公式即可。
-------------------------------------
冲压力是指在冲裁时,压力机应具有的最小压力。
P冲压=P冲裁+P卸料+P推料+P压边力+P拉深力。
冲压力是选择冲床吨位,进行模具强度。刚度校核依据。
1、 冲裁力:冲裁力及其影响周素:使板料分离动称作冲裁力.影响冲裁力的主要因素:
4、 推件力:将工件或废料顺着冲裁方向从凹模内推出的力
Pt=KtPn
Kt-推件力系数 n-留于凹模洞口内的件数
其中:Px、Pt --别离为卸料力、推件力
Kx,Kt别离是上面所说的两种力的修正系数
P——冲裁力;
n—— 查正表卡在凹模洞口内的件数 Kt的参考数为0.05,结果单位为KN
2.冲裁力计算:
P冲=Ltσb
其中:P冲裁-冲裁力
L-冲裁件周边长度
t-板料厚度
σb-材料强度极限 σb-的参考数0.6 算出的结果单位为KN
3、 卸料力:把工件或废料从凸模上卸下的力
Px=KxP冲
其中Kx-卸料力系数 Kx-的参考数为0.04 算出的结果单位为KN
这个只能算大致的,为了安全为达到目的,把以上得到的值乘以2就可以了,这样算出的值也符合复合模的冲压力.
----------------------------------
冲裁力计算公式:P=K*L*t*τ
P——平刃口冲裁力(N);
t——材料厚度(mm);