设备精度对照表
筛网目数对照表

过滤器滤网精度换算微米0000毫米目数105目数微米目数微米目数微米目数微米2.4459925338950059132502粉体颗粒大小称颗粒粒度。
由于颗粒形状很复杂,通常有筛分粒度、沉降粒度、等效体积粒度、等效表面积粒度等几种表示方法。
筛分粒度就是颗粒可以通过筛网的筛孔尺寸,以1英寸()宽度的筛网内的筛孔数表示,因而称之为“目数”。
目前在国内外尚未有统一的粉体粒度技术标准,各个企业都有自己的粒度指标定义和表示方法。
在不同国家、不同行业的筛网规格有不同的标准,因此“目”的含义也难以统一。
目前国际上比较浒用等效体积颗粒的计算直径来表示粒径。
以μm或mm表示。
下表为我国通常使用的筛网目数与粒径(μm)对照表。
微米概念:微米是长度单位,符号[micron],读作[miu]。
1微米相当于1米的一百万分之一(此即为「微」的字义)。
换算关系:1000000皮米(pm)=1微米(μm)1000纳米(nm)=1微米(μm)毫米(mm)=1微米(μm)...旋风分离器的作用旋风分离器设备的主要功能是尽可能除去输送介质气体中携带的固体颗粒杂质和液滴,达到气固液分离,以保证管道及设备的正常运行。
工作原理净化天然气通过设备入口进入设备内旋风分离区,当含杂质气体沿轴向进入旋风分离管后,气流受导向叶片的导流作用而产生强烈旋转,气流沿筒体呈螺旋形向下进入旋风筒体,密度大的液滴和尘粒在离心力作用下被甩向器壁,并在重力作用下,沿筒壁下落流出旋风管排尘口至设备底部储液区,从设备底部的出液口流出。
旋转的气流在筒体内收缩向中心流动,向上形成二次涡流经导气管流至净化天然气室,再经设备顶部出口流出。
性能指标分离精度旋风分离器的分离效果:在设计压力和气量条件下,均可除去≥10μm的固体颗粒。
在工况点,分离效率为99%,在工况点±15%范围内,分离效率为97%。
压力降正常工作条件下,单台旋风分离器在工况点压降不大于。
设计使用寿命旋风分离器的设计使用寿命不少于20年。
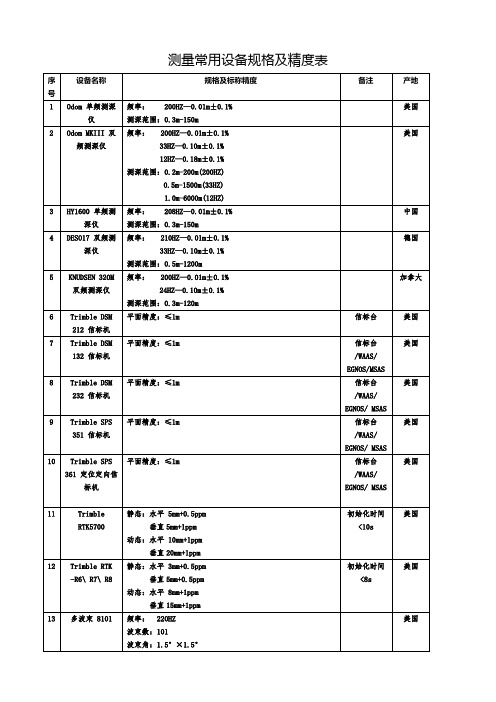
常用测量仪器设备精度表
快速模式3 mm+ 2 x 10-6 D / 1.5 s
跟踪模式5 mm+ 2 x 10-6 D / 0.3 s
瑞士
28
全站仪Leica TCA1800
角度测量--
精度:1〞(Hz,V)
距离测量—
精度:标准模式1 mm+ 2ppm
瑞士
29
全站仪Leica TPS1100
往返测高程精度:
0.7mm/km
0.3mm/km(带测微计)
放大倍率:标准32x,FOK73目镜(可选)40x,FOK117目镜(可选)25x
补偿器设置精度:0.3''
补偿器工作范围:±30’
工作温度:-20℃到+50℃
贮藏温度:-40℃到+70℃
瑞士
25
电子水准仪Leica DNA03
电子测量-
铟钢尺:0.3mm/km
多波束2024
频率:200HZ--400HZ可选
波束数:256
波束角:0.5°×1°(400HZ)
1°×2°(200HZ)
覆盖宽度: 10°×160°可选
测深分辨率:1.25mm
测深范围:3.5m-500m
美国
16
旁扫声纳Klein 3000
水平:500千赫兹,21度
100千赫兹,7度
垂直:40度
倾斜:向下倾斜5,10,15,20或25度,可调整
耐压深度:500m
深度精度:小于所量深度的0.15%
荷兰
18
浅地层剖面系统
Chirp III
频率:低频2-7kHz,高频10-20kHz;
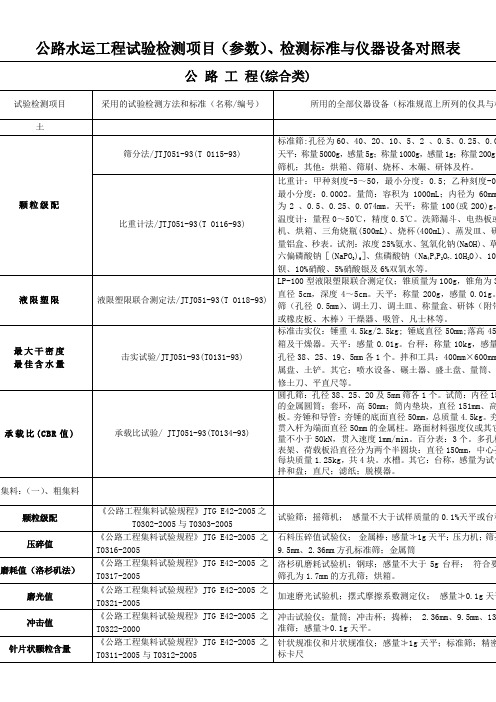
公路水运工程试验检测项目(参数)、检测标准和仪器设备对照表

石料压碎值试验仪; 金属棒;感量≯1g 天平;压力机;筛孔尺寸 13.2mm、 9.5mm、2.36mm 方孔标准筛;金属筒 洛杉矶磨耗试验机;钢球;感量不大于 5g 台秤; 符合要求的标准筛与 筛孔为 1.7mm 的方孔筛;烘箱。
齿轮新老精度等级代号中俄对照对比
齿轮新老精度等级代号中俄对照对比摘要:1.齿轮精度等级代号的概念和重要性2.中俄对照齿轮精度等级代号表3.齿轮精度等级代号在中俄两国的应用和差异4.影响齿轮精度等级代号差异的原因分析5.齿轮精度等级代号差异对中俄两国工业发展的影响正文:一、齿轮精度等级代号的概念和重要性齿轮精度等级代号是用于表示齿轮精度等级的符号和数字,它反映了齿轮的加工精度和齿轮副的传动性能。
齿轮精度等级代号是齿轮制造和使用中不可或缺的重要参数,对于保证齿轮传动的平稳性、噪音、寿命等方面具有重要意义。
二、中俄对照齿轮精度等级代号表在中俄两国的齿轮精度等级代号中,有许多相似之处,但也存在一些差异。
以下是中俄对照齿轮精度等级代号表:中国齿轮精度等级代号:00、01、02、03、04、05、06、07、08、09、10俄罗斯齿轮精度等级代号:00、01、02、03、04、05、06、07、08、09、10从上表可以看出,中俄两国的齿轮精度等级代号基本一致。
三、齿轮精度等级代号在中俄两国的应用和差异尽管中俄两国的齿轮精度等级代号在符号和数字上基本一致,但在实际应用中,两国的齿轮精度等级代号仍存在一些差异。
主要表现在以下几个方面:1.齿轮精度等级代号的选用标准:中俄两国在齿轮精度等级代号的选用上存在差异,这主要体现在两国的齿轮设计规范和标准上。
2.齿轮精度等级代号的加工要求:中俄两国在齿轮精度等级代号的加工要求上存在差异,这主要体现在两国的齿轮加工工艺和设备上。
3.齿轮精度等级代号的检测方法:中俄两国在齿轮精度等级代号的检测方法上存在差异,这主要体现在两国的齿轮检测设备和检测标准上。
四、影响齿轮精度等级代号差异的原因分析1.标准制度差异:中俄两国在齿轮精度等级代号方面存在差异,主要原因是两国的标准制度不同,导致齿轮精度等级代号的选用、加工和检测等方面存在差异。
2.齿轮加工技术差异:中俄两国在齿轮加工技术方面存在差异,导致齿轮精度等级代号的加工要求和检测方法等方面存在差异。
检测设备精度对照表

4
酒精喷灯燃烧装置
注浆管阻燃性
5
表面电阻测试仪
五级
注浆管抗静电性
6
秒表
0.01s
分辨率:0.01秒
注浆管抗静电性 7 恒温恒湿箱 注浆管阻燃性 版本:V1.0 注浆管在温度25℃湿度65%恒温恒湿箱保养16小时;
宿州市金鼎安全技术服务有限公司
文件编号:ZJ-QR-11
检测设备精度对照表
序号 公司仪器名称 精度 企标要求检测设备精度
1
游标卡尺
0.02mm
量程:200mm,分辨率0.02mm
2
卷尺பைடு நூலகம்
5000mm/1mm
量程:3000mm,分辨率1mm
3
压力表
1.0级
压力表准确度等级1.0级 截取40cm管路,用酒精喷灯燃烧装置燃烧管路60秒后, 火星熄灭时间小于30秒; 截取120cm管路,测量管路电阻值小于1×108Ω ;
设备精度检查表
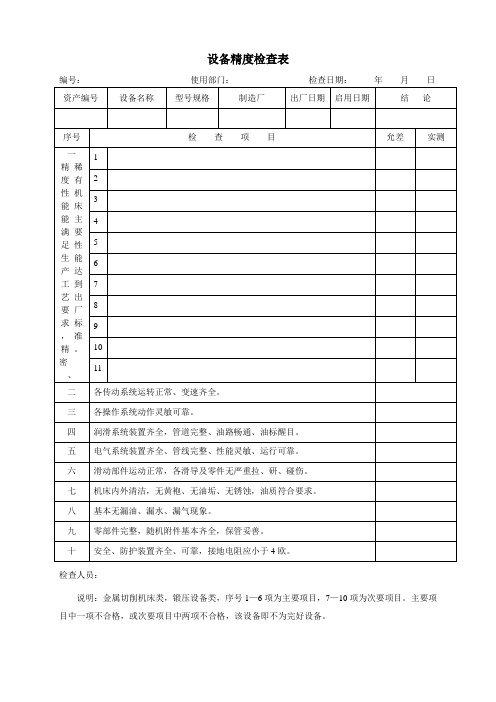
编号:使用部门:检查日期:年月日
资产编号
设备名称
型号规格
制造厂
出厂日期
启用日期
结论
序号
检查项目
允差
实测
一
精稀
度有
性机
能床
能主
满要
足性
生能
产达
工到
艺出
要厂
求标
,准
精。
密
、
1
2
3
4
5
6
7
8
9
10
11
二
各传动系统运转正常、变速齐全。
三
各操作系统动作灵敏可靠。
四
润滑系统装置齐全,管道完整、油路畅通、油标醒目。
五
电气系统装置齐全、管线完整、性能灵敏、运行可靠。
六
滑动部件运动正常,各滑导及零件无严重拉、研、碰伤。
七
机床内外清洁,无黄袍、无油垢、无锈蚀,油质符合要求。
八
基本无漏油、漏水、漏气现象。
九
零部件完整,随机附件基本齐全,保管妥善。
十
安全、防护装置齐全、可靠,接地电阻应小于4欧。
检查人员:
说明:金属切削机床类,锻压设备类,序号1—6项为主要项目,7—10项为次要项目。主要项目中一项不合格,或次要项目中两项不合格,该设备即不为完好设备。
设备精度检查表

设备名称:设备型号:装配人:日期:
设备编号:检验员:审核人: 日期:
序号
简图
检查项目
允差
实测
G1
导轨精度
a)纵向
0.01
b)横向
0.01
G2
主轴的卡盘定位端面的跳动
0.02
G3
主轴轴端的卡盘定位锥面的径向跳动
0.01
G4
主轴锥孔轴线的径向跳动
a)0.01
b)X轴0.010
反向偏差B
a)Z轴0.010
b)X轴0.010
定位精度A
a)Z轴0.010
b)X轴0.010
P1
精车外圆的精度
圆度0.003
加工直径的一致性
0.020
P2
精车端面的平面度
在300直径上为
0.025
端面只许凹
P3
精车螺纹的螺距精度
任意50测量长度为
0.01
螺纹表面应光洁无凹陷或波纹
判定结果:
合格
不合格
不合格品报告单编号:(如有)
备注:
ZHJX-JL-ZP-005-A
b)L=300
0.02
G5
主轴顶尖的跳动
0.015
G6
回转刀架移动对主轴轴线的平行度:
a)主平面内(检验棒伸出端只许偏向刀具)
b)次平面内
在300测量长度上
a)0.015
b)0.025
G7
回转刀架横向移动对主轴轴线的垂直度
在300直径上检验
0.010/100
α〉90度
G8
重复定位
精度R:
a)Z轴0.010
常用测量仪器设备精度表
25
电子水准仪Leica DNA03
电子测量 -铟钢尺:0.3mm/km标准水准尺:1.0mm/km光学测量:2.0mm测距精度(电子):1cm/20m(500ppm)
测程 -电子测量:1.8m-110m光学测量:0.6m以上
电子测量 -最小读数:0.01mm,0.0001ft,单次测量时间 一般3s望远镜放大倍率 24x
标准模式 1mm+ ×10-6D / 一般为 s
快速模式 3mm + ×10-6D / 一般为 s
跟踪模式 3mm+ ×10-6D / 一般< s
瑞士
27
全站仪 Leica TCA2002
角度测量--
精度:〞(Hz,V)
补偿器:〞(设置精度)
4′ (补偿范围)
距离测量—
测程:2500m(圆棱镜)
1300m (360°棱镜)
倾斜角度:操作时:+/- 30°
英国
24
水准仪Leica NA2
往返测高程精度 :
0.7mm /km
0.3mm/km (带测微计)
放大倍率 :标准32x,FOK73 目镜(可选) 40x,FOK117 目镜(可选) 25x
补偿器设置精度: ''补偿器工作范围 :±30’
工作温度 :-20℃到 +50℃贮藏温度 :-40℃到 +70℃
18
浅地层剖面系统
Chirp III
频率:低频2-7kHz,高频10-20kHz;
发射速率:最大15 次/秒;
脉冲长度:5 ms-60 ms,可选;
输出能量:每个通道,最大为4KW;
穿透深度(参考):泥沙中最大100米;
分辨率:高频7.5cm;
设备精度检查标准
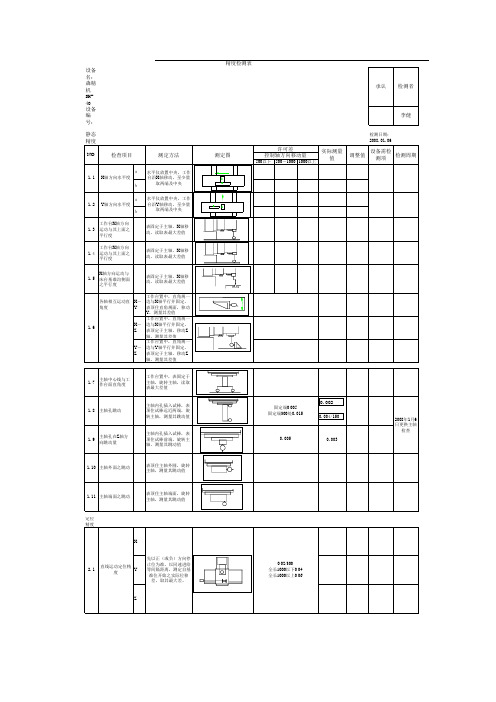
a 1.1 X轴方向水平度 b a 1.2 Y轴方向水平度 b 工作台X轴方向 1.3 运动与其上面之 平行度 工作台X轴方向 1.4 运动与其上面之 平行度 X轴方向运动与 1.5 床台基准沟侧面 之平行度
承认
检测者 李健
0.02/300 全长1000以下0.04 全长1000以上0.06
Z
X
3.1
直线运动之反复 Y 定位精度
依据:ISO-230-2 检验循环次数 5次
0.006
Z
主轴内孔插入试棒,表 顶住试棒前端,旋转主 轴,测量其跳动值
0.005
0.003
1.10 主轴外面之跳动
表顶住主轴外圆,旋转 主轴,测量其跳动值
1.11 主轴端面之跳动
表顶住主轴端面,旋转 主轴,测量其跳动值
定位精度
X
2.1
直线运动定位精 Y 度
先以正(或负)方向停 止位为准,以同速进给 等间隔距离,测定自基 准位开始之实际位移 差,取其最大差。
5x轴方向运动与床台基准沟侧面之平行度表固定于主轴x轴移动读取表最大差值各轴相互运动直角度xy工作台置中直角规一边与x轴平行并固定表顶住直角规面移动y测量其差值工作台置中直角规一边与x轴平行并固定表顶定于主轴移动z轴测量其差值工作台置中直角规一边与y轴平行并固定表顶定于主轴移动z轴测量其差值xzyz1
检测日期:2008.01.06
测定方法
水平仪放置中央,工作 台沿X轴移动,至少量 取两端及中央 水平仪放置中央,工作 台沿Y轴移动,至少量 取两端及中央
测定图
许可差 控制轴方向移动量
500以下 500-1000 1000以上
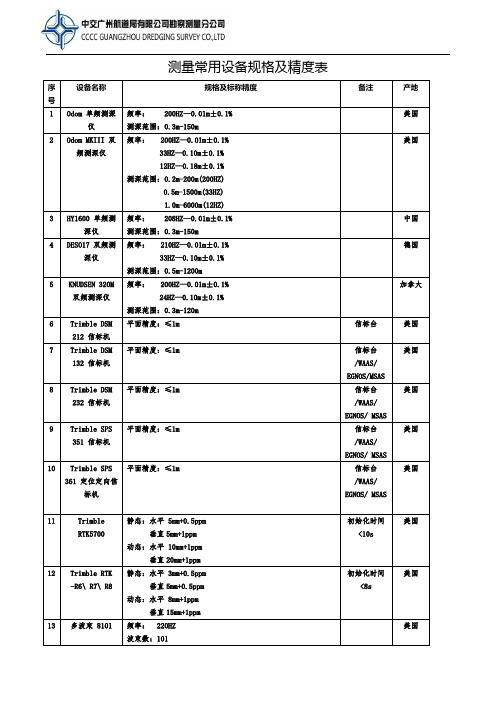
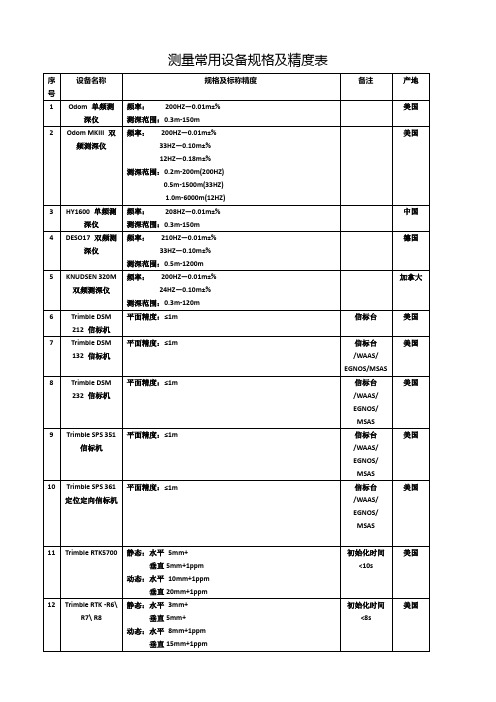
测量常用设备规格及精度表
垂直5mm+1ppm
动态:水平10mm+1ppm
垂直20mm+1ppm
初始化时间<10s
美国
12
Trimble RTK -R6\ R7\ R8
静态:水平3mm+0.5ppm
垂直5mm+0.5ppm
动态:水平8mm+1ppm
垂直15mm+1ppm
初始化时间<8s
美国
13
多波束8101
瑞士
31
捷创力GDM600
角度测量--
精度:2〞(Hz,V)
距离测量—
精度:2mm + 2ppm
瑞士
32
全站仪Leica TS30
瑞士
33
全站仪Leica TS11
瑞士
瑞士
26
电子水准仪Leica DNA03
电子测量-
铟钢尺:0.3mm/km
标准水准尺:1.0mm/km
光学测量:2.0mm
测距精度(电子):1cm/20m(500ppm)
测程-
电子测量:1.8m-110m
光学测量:0.6m以上
电子测量-
最小读数:0.01mm,0.0001ft,0.0005inch
单次测量时间一般3s
倾斜角度:操作时:+/-30°
英国
25
水准仪Leica NA2
往返测高程精度:
0.7mm/km
0.3mm/km(带测微计)
放大倍率:标准32x,FOK73目镜(可选)40x,FOK117目镜(可选)25x
补偿器设置精度:0.3''
补偿器工作范围:±30’
公路水运工程试验检测项目(参数)、检测标准与仪器设备对照表
三
石料
1
单轴抗压强度
《公路工程岩石试验规程》JTG E41-2005之T0221-2005
压力试验机或万能试验机;钻石机、切石机、磨石机等岩石试件加工设备;烘箱、干燥器、游标卡尺。
四
水泥
1
凝结时间
《公路工程水泥及水泥混凝土试验规程》JTG E30-2005之T0505-2005
5
冲击值
《公路工程集料试验规程》JTG E42-2005之T0322-2000
冲击试验仪;量筒;冲击杯;捣棒;2.36mm、9.5mm、13.2mm的方孔标准筛;感量≯0.1g天平。
6
针片状颗粒含量
《公路工程集料试验规程》JTG E42-2005之T0311-2005与T0312-2005
针状规准仪和片状规准仪;感量≯1g天平;标准筛;精密度为0.1mm游标卡尺
延度仪、试模及底板、恒温水槽(控温精度0.1℃)、温度计(分度0.1℃)、砂浴或其它加热炉具、甘油滑石粉隔离剂、其它
3
软化点
JTJ 052-2000 T0606—2000
软化点仪、耐热玻璃杯、温度计(分度0.5℃)、环夹、装有温度调节器的电炉或其它加热炉具、试样底版、恒温水槽、平直刮刀、甘油滑石粉隔离剂、新煮沸过的蒸馏水、其它
4
承载比(CBR值)
承载比试验/ JTJ051-93(T0134-93)
圆孔筛:孔径38、25、20及5mm筛各1个。试筒:内径152mm、高170mm的金属圆筒;套环,高50mm;筒内垫块,直径151mm、高50mm;夯击底板。夯锤和导管:夯锤的底面直径50mm,总质量4.5kg。夯锤落高450mm。贯入杆为端面直径50mm的金属柱。路面材料强度仪或其它载荷装置:能量不小于50kN,贯入速度1mm/min。百分表:3个。多孔板、多孔底板、表架、荷载板沿直径分为两个半圆块:直径150mm,中心孔眼直径52mm,每块质量1.25kg,共4块。水槽。其它:台称,感量为试件用量的0.1%;拌和盘;直尺;滤纸;脱模器。
车间设备精度检查及调整记录表
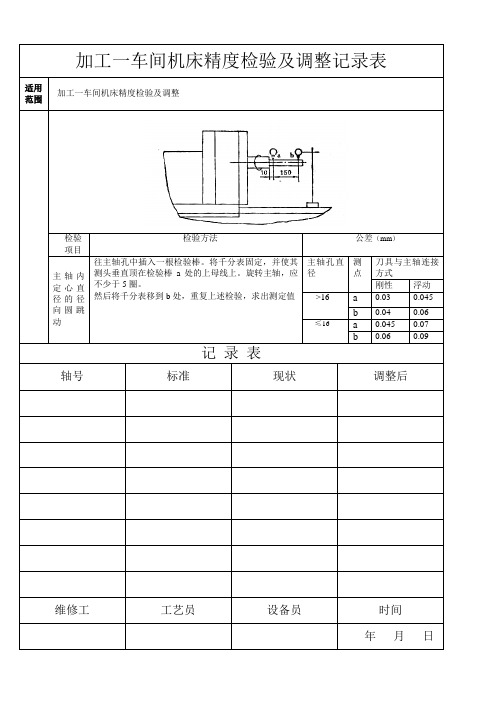
a主轴直径d大于25mm,b表杆的悬伸长度不大于140mm;c表夹的夹紧点距主轴端不大于20mm
2、对卧式组机,检验棒直径大于36mm时,要做成空心的。
3、对多工位组机,每个工位都要进行等距度的检验。
以两次检验读数差的代数和的一半作为测定值
在将千分表移到相隔90°的侧母线上,进行同样的检验并求出测定值
2、移表法
往主轴孔中插入一根检验棒,在机床导轨上放一水平桥。将千分表固定在水平桥上,并使其测头垂直a处的上母线上,记下读数;移动水平桥,使千分表移到距a处150mm的b处,记下读数,求出千分表在a、b两处的读数差。然后将主轴旋转180°,用同样的方法再检验一次
对滚动导向,要在径向圆跳动平均值的母线上检验。
2、移表法
往主轴孔中插入一根检验棒,在机床导轨上放一水平桥。将千分表固定在水平桥上,并使其测头垂直a处的上母线上,记下读数;移动水平桥,使千分表移到距a处150mm的b处,记下读数,以千分表在a、b两处的读数差作为测定值
再将千分表移到相隔90°的侧母线上,进行同样的检验并求出测定值
夹具类别
刀具与主轴的连接方式
刚性连接
浮动连接
固定夹具
0.03
0.06
移动夹具
0.05
0.08
记录表
轴号
标准
现状
调整后
对滚动导向,要在径向圆跳动平均值的母线上检验。
注:有条件时尽量采用移动滑台法。
夹具类别
固定
夹具
移动
夹具
0.015/150
0.025/150
记录表
轴号
标准
齿轮新老精度等级代号中俄对照对比

齿轮新老精度等级代号中俄对照对比摘要:1.引言2.齿轮精度等级代号的概念3.中俄两国齿轮精度等级代号的对照表4.结论正文:1.引言齿轮是机械传动系统中最常见的一种传动装置,其精度直接影响到机械设备的运行效率和寿命。
为了保证齿轮的制造和使用过程中具有统一的精度标准,我国和俄罗斯都制定了相应的齿轮精度等级代号。
本文将对比分析这两个国家的齿轮精度等级代号,以期为中俄两国在齿轮制造和使用方面的交流与合作提供参考。
2.齿轮精度等级代号的概念齿轮精度等级代号是用来表示齿轮精度水平的一种符号表示方法。
它主要包括齿面粗糙度、齿向跳动、齿廓偏差等指标,这些指标反映了齿轮加工过程中各个方面的精度。
齿轮精度等级代号分为多个级别,从高精度到低精度依次排列。
3.中俄两国齿轮精度等级代号的对照表我国齿轮精度等级代号分为0 级、1 级、2 级、3 级、4 级、5 级、6 级、7 级、8 级、9 级,分别对应不同的精度水平。
俄罗斯齿轮精度等级代号分为00 级、0 级、1 级、2 级、3 级、4 级、5 级,同样对应不同的精度水平。
通过对比发现,两国在齿轮精度等级代号上有一定的对应关系,具体对照表如下:我国齿轮精度等级代号:0 级→ 俄罗斯齿轮精度等级代号:00 级1 级→ 俄罗斯齿轮精度等级代号:0 级2 级→ 俄罗斯齿轮精度等级代号:1 级3 级→ 俄罗斯齿轮精度等级代号:2 级4 级→ 俄罗斯齿轮精度等级代号:3 级5 级→ 俄罗斯齿轮精度等级代号:4 级6 级→ 俄罗斯齿轮精度等级代号:无对应关系7 级→ 俄罗斯齿轮精度等级代号:无对应关系8 级→ 俄罗斯齿轮精度等级代号:无对应关系9 级→ 俄罗斯齿轮精度等级代号:无对应关系从对照表中可以看出,我国齿轮精度等级代号在0 级至4 级范围内与俄罗斯的齿轮精度等级代号具有较好的对应关系。
然而,在5 级至9 级范围内,我国的齿轮精度等级代号与俄罗斯的齿轮精度等级代号存在较大的差距,这可能是由于两国在齿轮制造技术、设备及市场需求等方面存在差异所导致的。
公路水运工程试验检测项目参数检测标准与仪器设备对照表

圆孔筛:孔径38、25、20及5mm筛各1个。试筒:内径152mm、高170mm的金属圆筒;套环,高50mm;筒内垫块,直径151mm、高50mm;夯击底板。夯锤和导管:夯锤的底面直径50mm,总质量。夯锤落高450mm。贯入杆为端面直径50mm的金属柱。路面材料强度仪或其它载荷装置:能量不小于50kN,贯入速度1mm/min。百分表:3个。多孔板、多孔底板、表架、荷载板沿直径分为两个半圆块:直径150mm,中心孔眼直径52mm,每块质量,共4块。水槽。其它:台称,感量为试件用量的%;拌和盘;直尺;滤纸;脱模器。
2
比重
比重瓶法/JTJ051-93(T 0112-93)
比重瓶:容量100(或50)mL。天平:称量200g,感量。恒温水槽:灵敏度±1℃。砂浴。真空抽气设备。温度计:刻度为0~50℃,分度值为℃。其它:如烘箱、蒸馏水、中性液体(如煤油)、孔径2mm及5mm筛、漏斗、滴管等。
3
液限塑限
液限塑限联合测定法/JTJ051-93(T 0118-93)
6
粗粒土最大干密度
振动台法/ JTJ051-93(T 0132—93)
振动台:振动台面尺寸至少550mm×550mm,振动台最大负荷不宜小于200kg;其频率0~60Hz可调,双振幅0~2mm可调。试筒及套筒;厚为12mm的加重底板、加重块:加重块及其加重底板在试样表面产生静压力。百分表及表架:百分表量程至少50mm以上,分度值为。台称:精度为测定土质量%。起吊机:起重量至少180kg。标准筛:60、40、20、10、5、。其它工具:加重底板提手、烘箱、金属盘、小铲、大勺及漏斗、橡皮锤、秒表、直钢尺、试筒布套等。
公路水运工程试验检测项目(参数)、检测标准与仪器设备对照表
计量基础知识测量设备精度要求

31
4.1.2 通用卡尺
根据卡尺校准点所在范围对应的允许示值偏差, 判定卡尺是否合格,判定合格后由计量专员粘贴合 格标签,如不合格可粘贴限用标识,并注明限用条 件。
设备名称 卡尺
规格型号
项目/测量范围
0~150mm
0~150/0~ 200/0~300/0~
0~30A / ±(0.15%+0.2%
15A/60A
FS)
电阻
±0.5%
YD2810D/TH2 812A
电容
±0.5%
电感
±0.5%
4.3 热 学 类
设备名称 规格型号 项目/测量范围 允许偏差
数显温度表 TES 1310 -50~1200℃ ±(0.5%+1℃)
烙铁温度测试 仪
TPK 191A
设备名称 千分尺
规格型号 项目/测量范围
0~25/25~50
0~25/25~ 50mm
50~75/75~ 50~75/75~
100
100mm
100~ 125/125~
150
100~ 125/125~
150mm
允许偏差 ±4um ±5um
±6um
33
4.2 电 磁 类
4.2.1 万用表
根据万用表校准点所在量程对应的允许示值偏 差,判定是否合格,判定合格后由计量专员粘贴合 格标签,如不合格可粘贴限用标识,并注明限用条 件。
。
某些计量要求既不是实际测量出来的,也不是根
据公式计算出来的,而是组织的计量人员和生产控
制人员根据生产控制经验和计量学知识从控制要求
中导出的。原则是能够满足控制要求即可。
常用机床设备加工精度表
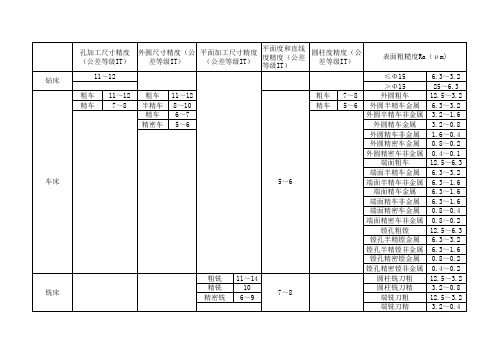
粗珩 精珩
6.3~3.2 6.3~1.6 3.2~0.8 1.6~0.8 0.8~0.4 0.8~0.2 0.2~0.025
圆柱度精度(公 差等级IT)
表面粗糙度Ra(μm)
粗车 精车
7~8 5~6
≤Φ15 >Φ15 外圆粗车 外圆半精车金属 外圆半精车非金属 外圆精车金属 外圆精车非金属 外圆精密车金属 外圆精密车非金属 端面粗车 端面半精车金属 端面半精车非金属 端面精车金属 端面精车非金属 端面精密车金属 端面精密车非金属 镗孔粗镗 镗孔半精镗金属 镗孔半精镗非金属 镗孔精密镗金属 镗孔精密镗非金属 圆柱铣刀粗 圆柱铣刀精 端铣刀粗 端铣刀精
6.3~3.2 25~6.3 12.5~3.2 6.3~3.2 3.2~1.6 3.2~0.8 1.6~0.4 0.8~0.2 0.4~0.1 12.5~6.3 6.3~3.2 6.3~1.6 6.3~1.6 6.3~1.6 0.8~0.4 0.8~0.2 12.5~6.3 6.3~3.2 6.3~1.6 0.8~0.2 0.4~0.2 12.5~3.2 3.2~0.8 12.5~3.2 3.2~0.4
பைடு நூலகம்床
粗镗 精镗 滚压
11~12 7~8 5~6
外圆磨床
内圆磨床
粗磨 精磨
平面磨床
铰孔
粗铰 精铰
7~8 6~7
9 7~8
粗磨 精磨 精密磨
8 6~7 5~6
粗磨 精磨 精密磨
8~9 7
5~6
研磨、珩磨
6
5
5
3~4 1~2
粗磨 精磨
粗磨 精磨
5~6 3~4
5~6 3~4
镗孔粗镗 镗孔半精镗金属 镗孔半精镗非金属 镗孔精密镗金属 镗孔精密镗非金属
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
外径≥0.03;长度≥0.03 孔径≥0.04 5H,6H,6G等 5h,6h,6g等
直纹外径≥0.1 ≥0.04,光洁度≥0.016 ≥0.04,光洁度≥0.032 ≥0.03,光洁度≥0.016 ≥0.04,光洁度≥0.032
≥0.004,光洁度≥0.001 长度≥0.02
纹),螺纹
M6以下
8
轴类
立,卧式铣床
XJ51/61
10
轴类
台式小卧铣
37
精密小配件
分度铣
YZ0352
16
光纤连接法兰
其它
台式冲床,圆锯机,手动压力机等
无芯磨
RC16,MT1040A等
25 光轴,或磨光料
端面磨
M166
8
刀柄类
磨尖机
M135
7
刀柄类
断料机
6
光轴
外径Φ4以下
切料机
5
光轴
外径Φ3以下
网带式电阻炉
NS88
4
不锈钢类轴
粗,精贯
37
轴类
串光机
6
精密小配件
其它
振动研磨清洗机,振动筛,脱水烘干机,超声波清洗机,钝化设备等
西铁城数控车 床
A12
汽车产品为主
韩国韩华数控 车床
XP12
M42
汽车产品为主 外径Φ12以下 合计45台 汽车产品为主
可加工精度(MM) 外径≥0.01;长度≥0.02 外径≥0.01;长度≥0.02 外径≥0.02;长度≥0.05 外径≥0.02;长度≥0.04 孔径≥0.01;长度≥0.08
光轴磨削 端面磨削
倒角 大批量冲断 有端面要求工件切削 热处理:淬火加硬 去毛刺,贯圆角,表面光饰 去毛刺,串圆角,表面光饰
清洗,
车削,打孔,攻丝,铣削
QBC12
52
刀柄类
外径Φ4以下
仪表车
CN0627-A-D
32
切削长轴,避震 器零件等外径Φ36来自下钟表车C6104
65
精密小配件
台钻
Z406C
28
精密小配件 孔径Φ13以下
攻丝机
SWJ-10
7
切削螺丝孔
M6以下
搓丝机
9
自动车配件
M4以下
滚丝机 自动铣床
优廉UM-3 CTL-PAR
4
轴滚花(直纹网 直纹Φ18;螺纹
端面散差≥0.07 长度≥0.1 长度≥0.07
硬度HRC58以下 光洁度≥0.001 光洁度≥0.008
外径≥0.01;长度≥0.02
主要工艺
以宁江机为主;车外圆, 钻孔,切槽,倒角,车圆
弧,点窝,车螺纹等
切断,切槽,倒角,攻丝,车外 圆
倒角,钻孔,车外圆,铰孔 通孔,盲孔,沉孔,铰孔
内螺纹加工,螺纹规检测 外螺纹加工螺纹规检测 外螺纹和滚花,螺纹规检测 铣槽,台阶,圆弧,倒角等 铣槽,台阶,圆弧,倒角等 铣槽,台阶,圆弧,倒角等 四边,六边形铣槽或平面
主要设备及工艺汇总表
部门 车 钳工
磨 数控车
主要设备
型号
数量(台) 加工产品类型 加工要求
C117,CG107,NG-A107
台阶轴
外径Φ7以下
自动车 数控车
C114,NG-A104
合计185
台湾机,瑞士机,俄罗斯
机等
CK0620
6
台阶轴 台阶轴 台阶轴
外径Φ4以下 外径Φ16以下 外径Φ20以下
单轴自动车