模具常用刀片介绍
机械加工各种刀具名称和型式汇总知识讲解

机械加工各种刀具名称和型式汇总一、车刀㈠、外圆车刀:45°外圆车刀60°外圆车刀90°外圆车刀45°弯头车刀60°弯头车刀90°偏头外圆车刀50°直头外圆车刀60°直头外圆车刀75°偏头外圆车刀45°偏头外圆车刀60°偏头外圆车刀45°直头外圆车刀75°直头外圆车刀90°直头外圆车刀㈡、端面车刀:45外圆车刀60外圆车刀90外圆车刀90°直头端面车刀90°偏头端面车刀75°偏头端面车刀60°偏头端面车刀93°偏头端面车刀85°偏头端面车刀45°弯头端面车刀㈢仿形车刀:63°直头仿形车刀72.5直头仿形车刀93°偏头仿形车刀㈣、内孔车刀:92°内孔车刀75°内孔车刀可转位75°上压式内孔车刀可转位90°上压式内孔车刀㈤、切断车刀:普通切断车刀上压式机夹可调切断车刀Q型切断车刀ZQ型切断车刀㈥、切槽车刀:普通切槽车刀机夹内孔切槽车刀㈦、成形车刀:平体成形车刀棱体成形车刀圆体成形车刀㈧、外螺纹车刀:机夹外螺纹车刀硬质合金焊接外螺纹车刀㈨、内螺纹车刀:机夹内螺纹车刀硬质合金焊接内螺纹车刀㈩、倒角车刀:15°倒角车刀30°倒角车刀45°倒角车刀60°倒角车刀二、铣刀:1、圆柱形铣刀:粗齿圆柱形铣刀细齿圆柱形铣刀2、面铣刀:镶齿套式面铣刀硬质合金端铣刀硬质合金可转位面铣刀3、立铣刀:套式立铣刀直柄立铣刀莫氏锥柄立铣刀短莫氏锥柄立铣刀削平型直柄立铣刀7:24锥柄立铣刀焊接式硬质合金斜齿锥柄立铣刀波形刃立铣刀硬质合金苞米式铣刀4、三面刃铣刀:直齿三面刃铣刀镶齿三面刃铣刀错齿三面刃铣刀5、槽铣刀:尖齿槽铣刀螺钉槽铣刀6、锯片铣刀:粗齿锯片铣刀中齿锯片铣刀细齿锯片铣刀镶片圆锯7、键槽铣刀:直柄键槽铣刀锥柄键槽铣刀半圆键槽铣刀8、T型槽铣刀:直柄T形槽铣刀削平型直柄T形槽铣刀莫氏锥柄T形槽铣刀硬质合金锥柄T形槽铣刀焊接硬质合金T形槽铣刀9、燕尾槽铣刀:直柄燕尾槽铣刀直柄反燕尾槽铣刀削平型直柄燕尾槽铣刀削平型直柄反燕尾槽铣刀焊接式硬质合金燕尾槽铣刀10、成形铣刀:凸半圆铣刀凹半圆铣刀圆角铣刀11、角度铣刀:单角铣刀不对称双角铣刀对称双角铣刀12、硬质合金可转位铣刀:可转位立铣刀可转位三面刃铣刀可转位面铣刀13、模具铣刀:直柄圆柱形球头立铣刀削平型直柄柱形球头立铣刀莫氏锥直柄圆柱形球头立铣刀直柄圆锥形立铣刀削平型直柄圆锥形立铣刀直柄圆锥形球头立铣刀削平型直柄圆锥形球头立铣刀莫氏锥柄圆锥形立铣刀莫氏锥柄圆锥形球头立铣刀三、孔加工刀具㈠中心钻A型中心钻B型中心钻R型中心钻㈡麻花钻直柄小麻花钻粗直柄小麻花钻直柄短麻花钻直柄麻花钻直柄长麻花钻锥柄麻花钻锥柄长麻花钻锥柄加长麻花钻粗锥柄麻花钻直柄超长麻花钻锥柄超长麻花钻攻丝前钻孔用直柄阶梯麻花钻攻丝前钻孔用锥柄阶梯麻花钻标准群钻铸铁群钻紫铜群钻黄铜群钻薄板群钻整体硬质合金粗柄麻花钻整体硬质合金定直径圆柱柄麻花钻整体硬质合金直柄麻花钻整体硬质合金直柄内冷却麻花钻削平柄硬质合金三刃麻花钻镶片硬质合金麻花钻镶齿冠硬质合金麻花钻镶片硬质合金内冷却麻花钻硬质合金可转位浅孔钻㈢扩孔钻直柄扩孔钻锥柄扩孔钻套式扩孔钻硬质合金锥柄扩孔钻硬质合金套式扩孔钻㈣锪钻60°直柄锥面钻90°直柄锥面钻120°直柄锥面钻60°锥柄锥面钻90°锥柄锥面钻120°锥柄锥面钻带导柱直柄平底锪钻带可换导柱锥柄平底锪钻带导柱直柄90°锥面锪钻带可换导柱锥柄90°锥面锪钻㈤铰刀手用铰刀可调节手用铰刀直柄机用铰刀锥柄机用铰刀带刃倾角直柄机用铰刀带刃倾角锥柄机用铰刀套式机用铰刀锥柄长刃机用铰刀锥柄机用桥梁铰刀整体硬质合金铰刀硬质合金直柄机用铰刀硬质合金锥柄机用铰刀硬质合金可调节浮动铰刀硬质合金无刃铰刀手用1:50锥度销子铰刀手用长刃1:50锥度销子铰刀锥柄机用1:50锥度销子铰刀直柄莫氏圆锥和公制圆锥铰刀锥柄莫氏圆锥和公制圆锥铰刀米制锥螺纹锥孔铰刀㈥镗刀单刃镗刀45°通孔镗刀60°通孔镗刀盲孔镗刀精镗刀直槽镗刀加工后端面镗刀T形槽镗刀通切镗刀推切镗刀硬质合金可转位刀片镗刀固定直径双刃镗刀硬质合金可转位双刃可调镗刀微调镗刀㈦扁钻整体扁钻装配式扁钻㈧深孔钻枪钻(整体硬质合金头)枪钻(焊齿式刀头)BTA内排屑深孔钻(焊接式)BTA内排屑深孔钻(机夹式)BTA套料钻BTA镗孔钻喷吸钻(焊接式)喷吸钻(机夹式)DF内排屑深孔钻㈨复合刀具阶梯钻钻--铰钻--攻丝钻--锪--成形锪四、拉刀㈠圆孔拉刀圆廓式圆孔拉刀轮切式圆孔拉刀综合轮切式圆孔拉刀螺旋齿圆孔拉刀㈡键槽拉刀双键槽拉刀矩形花键孔拉刀键槽拉刀三角花键拉刀尖齿花键拉刀渐开线花键孔拉刀五、齿轮刀具㈠齿轮铣刀盘形齿轮铣刀指形齿轮铣刀㈡齿轮滚刀整体高速钢小模数齿轮滚刀整体高速钢高精度齿轮滚刀整体高速钢多头齿轮滚刀镶片高速钢齿轮滚刀圆磨法装配式齿轮滚刀高速滚齿用硬质合金齿轮滚刀硬齿面刮削齿轮滚刀硬质合金可转位式齿轮滚刀多段组装式粗切滚刀波形刃粗切滚刀长短齿粗切滚刀剃前齿轮滚刀磨前齿轮滚刀刮前齿轮滚刀渐开线花键滚刀㈢插齿刀盘形直齿插齿刀碗形直齿插齿刀锥柄直齿插齿刀渐开线内花键插齿刀斜齿插齿刀薄片插齿刀㈣剃齿刀:盘形剃齿刀径向剃齿刀蜗杆形剃齿刀硬质合金车剃刀㈤蜗轮刀具:蜗轮滚刀蜗轮剃齿刀蜗轮飞刀圆弧齿蜗轮滚刀㈥非渐开线展成刀具:矩形花键滚刀单圆弧齿轮滚刀双圆弧齿轮滚刀钟表齿轮滚刀摆线齿轮滚刀`链轮滚刀非渐开线展成插刀非渐开线展成车刀㈦锥齿轮刀具:直齿锥齿轮铣刀直齿锥齿轮指形铣刀直齿锥齿轮靠模仿形刨刀直齿锥齿轮成对滚切刨刀直齿锥齿轮成对滚切铣刀直齿锥齿轮拉-铣刀盘直齿锥齿轮定装滚刀弧齿锥齿轮铣刀盘弧齿锥齿轮圆拉刀盘摆线齿锥齿轮标准铣刀盘摆线齿锥齿轮万能刀盘准渐开线齿锥齿轮锥形滚刀六、螺纹刀具:㈠螺纹车刀平体螺纹车刀圆体螺纹车刀㈡螺纹梳刀平体螺纹梳刀圆体螺纹梳刀棱体螺纹梳刀㈢丝锥手用丝锥机用丝锥螺旋槽丝锥螺尖丝锥无槽螺尖丝锥挤压丝锥跳牙丝锥串列式丝锥短柄螺母丝锥长柄螺母丝锥弯柄螺母丝锥复合丝锥内容屑丝锥锥螺纹丝锥梯形螺纹拉削丝锥镶齿丝锥直径可调丝锥㈣板牙圆板牙方形板牙管形板牙钳工板牙㈤螺纹铣刀盘形螺纹铣刀圆柱形螺纹铣刀㈥螺纹切头装平梳刀的自动开合丝锥装圆梳刀的自动开合丝锥装平梳刀的板牙头装圆梳刀的板牙头㈦螺纹滚压刀具滚丝轮搓丝板七、刨刀㈠纵切刨刀㈡端面刨刀㈢切断刨刀㈣专用切槽刨刀八、插刀㈠尖刀㈡切刀㈢成型刀九、磨具㈠平行砂轮平形砂轮双斜边一号砂轮双斜边二号砂轮单斜边砂轮小角度单斜边砂轮单面凹砂轮双面凹砂轮单面凹带锥砂轮双面凹带锥砂轮孔槽砂轮螺丝紧固砂轮薄片砂轮。
模具数控加工的刀具选购与使用管理指导

模具数控加工的刀具选购与使用管理指导一、目的:为规范公司的刀具管理和使用,控制刀具耗用成本,提高刀具的使用寿命,减少刀具不合理使用导致加工精度或工件异常问题,提高工作效率,特制定本指导书。
二、适用范围:适用于公司各加工工序使用刀具的管理及采购刀具、刀具仓储管理。
包括:刀具供应商开发、刀具选择、计划、采购、入库保管、领出、使用、车间刀具管理及退库的整个过程。
三、刀具述语与品牌简述:1.刀具定义:广义的刀具包括以下几种:●CNC铣削刀具:包括通用立铣刀(分平底立铣刀、圆鼻立铣刀、球头立铣刀)、非标立铣刀、刀盘、刀粒、刀片、刀头、刀杆等。
●车床刀具:车刀杆、车刀片、装夹卡盘等;●钻床刀具:钻头(分钨钢、高速钢、含钴高速钢、粉末冶金含钴高速钢四种)、枪钻、钻咀、铰刀(分钨钢、高速钢、含钴高速钢三种)等。
●攻丝螺纹刀具:丝攻丝锥(镍基高温合金及钛合金专用丝锥)、螺纹锥等。
●夹具、热装夹头:夹头、刀柄、热胀刀柄、刀把、弹簧筒夹、BIG刀具装夹工具等。
可以根椐不同的加工工件尺寸和工艺方法,按需要组合成铣、钻、镗、铰、攻丝等各类工具进行切削加工。
2.刀具寿命:从开始加工到刀尖报废整个过程中,刀尖切削工件的时间或切削过程中在工件表面实际的长度。
刀尖加工时间为每个刀具公司计算刀具寿命的主要考核指标。
刀具质量、正确选择、合理使用、优化编程、正确操作等因素,对工件加工精度的控制至关重要的,也关系到了刀具的使用寿命,所以,在使用刀具时,了解程式和零件的加工要求,根据加工中心机床的特点,根据工件材料的特性,正确安排加工工艺、优化编程参数(主轴转速、进给量、进给速度、切削速度等)、正确选用刀具夹具、合理使用刀具,发挥刀具最大效果,制造出高精密的零件,降低刀具使用成本;CNC工序的刀具使用量大,故CNC组长是刀具的使用与管理的主要责任人。
3.刀具成本与加工成本的关系:刀具成本:是指在生产过程中,每年采购所有刀具工具的费用,是生产成本的一部分。
数控刀片的牌号及用途

■数控刀片牌号用途牌号用途YBC151 高耐磨性的机体与MT-TiCN、厚AL2O3、TiN涂层的组合,是钢,铸钢和不锈钢材料精加工在高速切削下的理想牌号。
YBC251 刃口安全性能良好的韧性基体与MT-TiCN,厚AL2O3、TiN涂层的极佳结合,是钢材加工的通用牌号,适应于钢,铸钢和不锈钢的半精加,精加工等。
YBC351 高强度与抗槊性变形基体与MT-TiCN,厚AL2O3、TiN涂层的结合,具有好的韧性及抗槊性变形、适用于钢、铸钢、不锈钢的轻型粗加工和粗加工。
YBM151 特殊组织结构基体与TiN体、薄AL2O3、TIN涂层结合,具用良好抗扩散磨损性及抗抵抗槊性变形能力,适合较好情况下进行不锈钢的精加工及办精加工。
YBM251 韧性及强度好的基体与TiN、薄AL203、TiN涂层结合,优先选用于不锈钢的半精加工,轻型粗加工(车削、镗削)可在连续切削与断续切削条件下使用。
YBM351 TIALN和TIN的PVD涂层合金,有极好的切削强度与抗冲击性能及非常好耐磨性,使用于车加工和镗销不锈钢及P30范围内的材料的低速重负荷粗加工。
YBD151 高耐磨性的基体与MT-Ti(CN)、厚AL2O3、TiN涂层的极佳组合,是球墨铸铁与灰口铸铁加工的首选牌号,允许有较高的切削速度。
YBD251 TiAlN和TiN的PVD涂层合金,具用良好的韧性与耐磨性,适用于精车、镗加工和轻型铣削不锈钢及钻加工铸铁、不锈钢和合金铸铁,也可用于中、低速切断与切槽低碳钢。
YBG201 TiN的PVD涂层合金,具用良好的韧性和耐磨性,是高质量的螺纹加工低碳钢、不锈钢和铸铁的专用牌号、也用于钻加工(周边和中心部位都参与切削的刀片)。
YB235 韧性非常好的基体,与TiN、TiCN涂层相结合。
刀刃安全性好。
在中、于低速情况下粗加工。
适用于钢、奥氏体不锈钢、铸钢的车、铣、镗、钻(带周边切削刃刀片),主要用于P40和M35材料。
YC10 适用于钢、铸钢的精加工、宜采用较高切削速度和中,小进给量。
我国模具行业中刀具产品的分类
来源于:注塑财富网我国模具行业中刀具产品的分类刀具按工件加工表面的形式可分为五类。
加工各种外表面的刀具,包括车刀、刨刀、铣刀、外表面拉刀和锉刀等;孔加工刀具,包括钻头、扩孔钻、镗刀、铰刀和内表面拉刀等;螺纹加工工具,包括丝锥、板牙、自动开合螺纹切头、螺纹车刀和螺纹铣刀等;齿轮加工刀具,包括滚刀、插齿刀、剃齿刀、锥齿轮加工刀具等;切断刀具,包括镶齿圆锯片、带锯、弓锯、切断车刀和锯片铣刀等等。
此外,还有组合刀具。
按切削运动方式和相应的刀刃形状,刀具又可分为三类。
通用刀具,如车刀、刨刀、铣刀(不包括成形的车刀、成形刨刀和成形铣刀)、镗刀、钻头、扩孔钻、铰刀和锯等;成形刀具,这类刀具的刀刃具有与被加工工件断面相同或接近相同的形状,如成形车刀、成形刨刀、成形铣刀、拉刀、圆锥铰刀和各种螺纹加工刀具等;展成刀具是用展成法加工齿轮的齿面或类似的工件,如滚刀、插齿刀、剃齿刀、锥齿轮刨刀和锥齿轮铣刀盘等。
刀具材料大致分如下几类:高速钢、硬质合金、金属陶瓷、陶瓷、聚晶立方氮化硼以及聚晶金刚石。
陶瓷用于切削刀具的时间比硬质合金早,但由于其脆性,发展很慢。
但自上世纪70年代以后,还是得到了比较快的发展。
陶瓷刀具材料主要有两大系,即氧化铝系和氮化硅系。
陶瓷作为刀具,具有成本低、硬度高、耐高温性能好等优点,有很好的前景。
应名之为切削刀具,目前国内国外产品差别很大,刀具算是高技术的消费品!用YW系列的最好,2把刀,开粗的前角小点3~6度都可以后角10度左右。
精车的前角大点10~15度后脚也可以相应大3~5度左右这样粗糙度好点回答人的补充2009-05-1517:29刃倾角粗加工一般是0度就可以无所谓但是精加工一定要是正的10-15度,这样你的工件表面粗糙度就好点,刃倾角主要控制排屑的方向正的排屑向外负的就向工件走了,容易刮伤工件一、钻孔刀具类:1、直、锥柄麻花钻(φ0.5~φ50)2、直、锥柄扩孔钻(φ4~φ50)3、直、锥柄长麻花钻(φ1.5~φ50)4、套式扩孔钻(φ25~φ52)5、直、锥柄镶硬质合金麻花钻(φ5~φ50)6、直、锥柄锥面锪钻(φ8~φ80)7、a型全磨制螺旋槽中心钻(φ1~φ6)8、四刃阶梯钻(φ6~φ50)9、四刃锪孔钻(φ16~φ26)(制钳厂用)10、二刃阶梯钻(φ2~φ30)二、铰孔刀具类:1、合、高工钢手用铰刀(φ2~φ50)2、手用长刃1:50锥度销子铰刀(φ4~φ50)3、直、锥柄机用铰刀(φ1.5~φ50)4、套式机用铰刀(φ25~φ100)5、直、锥柄镶硬质合金机用铰刀(φ6~φ40)6、汽门座铰刀7、手用1:50锥度销子铰刀(φ3~φ50)8、螺旋铰刀三、铣削刀具类:1、直、锥柄立铣刀(φ2~φ50)2、凸、凹半圆铣刀(r1~r20)3、直、锥柄长刃立铣刀(φ4~φ50)4、半圆键槽铣刀(φ1.5~φ8)5、直、锥柄键槽铣刀(φ2~φ50)6、t形槽铣刀(φ5~φ36)7、直齿三面刃铣刀(φ50~φ160)8、圆柱形铣刀(φ40~φ100)9、错齿三面刃铣刀(φ63~φ125)10、锯片铣刀(φ60~φ200)11、对称双角铣刀(φ50~φ160)12、锥度立铣刀13、单角铣刀(φ35~φ80)14、螺旋立铣刀四、螺纹刀具类:1、手用丝锥2、机用丝锥3、磨制螺旋槽丝锥4、圆板牙5、滚丝模6、搓丝板7、圆锥(柱)管螺纹丝锥8、圆锥(柱)管螺纹板牙五、量具类:1、光滑极限量规2、螺纹塞规、环规3、圆片形卡规4、槽宽塞规5、光面塞规、环规6、长度双面卡规六、车削、拉削刀类:1、正方形车刀条2、长方形车刀条3、圆车刀4、圆拉刀5、圆推刀七、非标工量刃具类:1、抛物线槽型深孔钻——直、锥柄超长钻,直径:φ1mm~~φ80mm总长:100mm~~2000mm,其中,直径、刃长、总长可按所需生产。
刀片参数详解

刀片参数详解品牌: 瑞士LAMINA型号: RDMT10T3MO品名:瑞士LAMINA 数控刀片型号:RDMT10T3MO-LT30形状:圆形后角:15度精度:M 级槽型:单面槽有无孔:有孔形状:圆柱孔+单面倒角40°-60°厚度:3.97mm 内接圆直径:10mm 刀片直径尺寸:公制刀尖高度允差:±0.08-±0.18内接圆允差:±0.05--±0.15厚度允差:±0.13刀片形状对照表如下:正六角形(H ) 正八角形(O)正五角形(P)正方形(S)正三角形(T)菱形顶角80°(C)菱形顶角55° ( D ) 菱形顶角75°(E)菱形顶角50°(F)菱形顶角86°(M)菱形顶角35°(V)等边不等角六角形(W)长方形(L)平行四边形顶角85°(A)平行四边形顶角82°(B)平行四边形顶角55°(K)圆形(R)后角代号对照表如下:A:后角3° B: 后角5° C:后角7° D:后角15° E:后角20° F:后角25°F:后角25° G:后角30° N:后角0° P:后角11° O:其他后角精度代号对照表如下:代号:刀尖高度允差m(mm)内接圆允差ΦD1(mm)厚度允差S1(mm){ A } ±0.005 ±0.025 ±0.025 { F } ±0.005 ±0.013 ±0.025 { C } ±0.013 ±0.025 ±0.025 { H } ±0.013 ±0.013 ±0.025 {E } ±0.025 ±0.025 ±0.025 { G } ±0.025 ±0.025 ±0.13 { J } ±0.005 ±0.05-±0.15 ±0.025 { K } ±0.013 ±0.05-±0.15 ±0.025 { L } ±0.025 ±0.05-±0.15 ±0.025 { M } ±0.08-±0.18 ±0.05-±0.15 ±0.13 { N } ±0.08-±0.18 ±0.05-±0.15 ±0.025 { U } ±0.13-±0.38 ±0.08-±0.25 ±0.13刀尖高度允差对照表如下:[内接圆][正三角形][正方形] [菱形80度][菱形55度] [菱形35度][ 圆形]Φ6.35 ±0.08 ±0.08 ±0.08 ±0.11 ±0.16 —Φ9.525 ±0.08 ±0.08 ±0.08 ±0.11 ± 0.16 —Φ12.7 ±0.13 ±0.13 ±0.13 ±0.15 ——Φ15.875 ±0.15 ±0.15 ±0.15 ±0.18 ——Φ19.05 ±0.15 ±0.15 ±0.15 ±0.18 ——Φ25.4 ——±0.18 ————————Φ31.75 ——±0.20 ————————内接圆允差对照表如下:[内接圆] [正三角形][正方形] [菱形80度][菱形55度] [菱形35度][ 圆形]Φ6.35 ±0.05 ±0.05 ±0.05 ±0.05 ±0.05 ——Φ9.525 ±0.05 ±0.05 ±0.05 ±0.05 ±0.05 ±0.05Φ12.7 ±0.08 ±0.08 ±0.08 ±0.08 ——±0.08Φ15.875 ±0.10 ±0.10 ±0.10 ±0.10 ——±0.10Φ19.05 ±0.10 ±0.10 ±0.10 ±0.10 ——±0.10Φ25.4 ——±0.13 ——————±0.13 Φ31.75 ——±0.15 ——————±0.15槽孔代号对照表如下:{ W }: 有无孔:有孔的形状:圆柱孔+单面倒角40° -60° 有无断屑槽:无{ T }: 有无孔:有孔的形状:圆柱孔+单面倒角40° -60° 有无断屑槽:单面槽{ Q }: 有无孔:有孔的形状:圆柱孔+双面倒角40° -60° 有无断屑槽:无{ U }: 有无孔:有孔的形状:圆柱孔+双面倒角40° -60° 有无断屑槽:双面槽{ B }: 有无孔:有孔的形状:圆柱孔+单面倒角70° -90° 有无断屑槽:无{ H }: 有无孔:有孔的形状:圆柱孔+单面倒角70° -90° 有无断屑槽:单面槽{ C }: 有无孔:有孔的形状:圆柱孔+双面倒角70° -90° 有无断屑槽:无{ J }: 有无孔:有孔的形状:圆柱孔+双面倒角70° -90° 有无断屑槽:双面槽{ A }: 有无孔:有孔的形状:圆柱孔有无断屑槽:无{ M }: 有无孔:有孔的形状:圆柱孔有无断屑槽:单面槽{ G }: 有无孔:有孔的形状:圆柱孔有无断屑槽:双面槽{ N }: 有无孔:无孔的形状:无孔有无断屑槽:无{ R }: 有无孔:无孔的形状:无孔有无断屑槽:单面槽{ F }: 有无孔:无孔的形状:无孔有无断屑槽:双面槽{ X }: 特殊切削刃长度代号和内接圆代号对照表如下:内接圆(mm)R型 W型 V型D型C型S型T型3.97mm —— 02 —— 04 03 03 064.76mm —— L3 08 05 04 04 085.56mm —— 03 09 06 05 05 096.00mm 06 ————————————6.35mm —— 04 11 07 06 06 117.94mm —— 05 13 09 08 07 138.00mm 08 ————————————9.525mm 09 06 16 11 09 09 1610.00mm 10 ————————————12.00mm 12 ————————————12.70mm 12 08 22 15 12 12 2215.875mm 15 10 —— 19 16 15 2716.00mm 16 ————————————19.05mm 19 13 —— 23 19 19 3320.00mm 20 ————————————22.225mm ——————27 22 22 38 25.00mm 25 ————————————25.40mm 25 ———— 31 25 25 4431.75mm 31 ———— 38 32 31 5432.00mm ——————————————厚度代号对照表如下:代号S1:1.39mm 代号01:1.59mm 代号T0:1.79mm代号02:2.38mm 代号T2:2.78mm 代号03:3.18mm代号T3:3.97mm 代号04:4.76mm 代号06:6.35mm代号07:7.94mm 代号09:9.52mm刀尖圆弧代号对照表如下:代号:刀尖圆弧半径(mm)00:无圆角 V3:0.03mm V5:0.05mm 01:0.1mm 02: 0.2mm 04:0.4mm 08: 0.8mm 12: 1.2mm 16: 1.6mm 20: 2.0mm 24:2.4mm 28: 2.8mm 32: 3.2mm刃口处理代号对照表如下:代号F: 尖锐刀刃代号E:倒圆刀刃代号T:倒棱刀刃代号S:双重处理刀刃切削方向代号对照表如下:代号R: 右手代号L:左手代号N: 左右手。
刀片简介
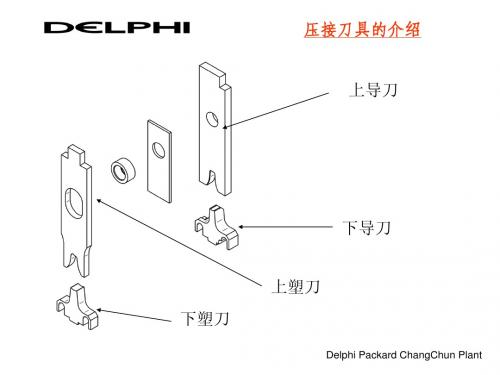
其中:I代表塑线(Insulation);IS代表压接带防雨塞的塑线(Insulation crimp for seals);IO代 表搭接压接塑线(Insulation overlapping crimp).第一个数字4.50代表型腔的宽度;第二个数字3.0 代表刀片的厚度;第三个数字19代表压接区内刀柄宽度。 3、下刀: DELPHI下刀分为两大类;分体下刀TPA(Two piece anvil)与一体下刀OPA(One piece anvil) (1)、OPA 例如: AS(AL;ASR)-3.50-4.50-8.5-3.0-0.4
Delphi Packard ChangChun Plant
压接刀具的介绍
其中:AS代表横送料下刀(Anvil-side);AL代表直送料下刀(Anvil-length);ASR代表带防雨塞 的下刀(Anvil-side-round).第一个数字3.50代表芯线压接型腔宽度;第二个数字4.50代表塑线压 接型腔宽度;第三个数字8.5代表整个压接区的长度;第四个数字3.0代表塑线压接区的长度;第五 个数字0.4代表芯线压接区与塑线压接区的高刀 下塑刀
Delphi Packard ChangChun Plant
压接刀具的介绍
腔
下刀简图
Delphi Packard ChangChun Plant
压接刀具的介绍
刀具的形状是按照最常用的导线尺寸、绝缘类型和端子材料厚度而设计的。 一、刀具型号所代表的意义:
1、上导刀例如: C-1.85-2.5-12 其中:C代表芯线(Core);第一个数字1.85代表型腔宽度;第二个数字2.5代表刀片的厚度;第 三个数字12代表压接区内刀柄宽度。 2、上塑刀: 例如: I(IS;IO)-4.50-3.0-19
CNC常用刀具讲解一

CNC常用刀具讲解一随着数控机床在生产实际中的广泛应用,数控编程已经成为数控加工中的关键问题之一。
在数控程序的编制过程中,要在人机交互状态下即时选择刀具。
因此,编程人员必须完全了解和掌握刀具,从而才能保证零件的加工质量和加工效率,充分发挥数控机床的优点,提高企业的经济效益和生产水平。
下面我们就来讲讲CNC常用的刀具。
1. 铣刀的应用铣削为各种切削方式中变化最大,用途最广的切削方式。
所以无论是槽孔、凹切、平面以至于各种造型之面皆可加工,而且经由铣削加工可获得表面亮度极佳与精准之尺寸。
铣刀是一种多刃口的圆形刀具,铣削的原理为应用铣刀之多刃旋转产生切削作用,所以虽然刀具切入工件甚深,但每一切刃之切削量并不大,因此每一切刃之切削厚度仍可维持很薄,所得之加工面亦佳,且刀具寿命能维持甚久。
切削效率佳,用途广泛,所以铣刀在目前金属加工中占有极高之份量。
由于铣刀在目前的切削加工中,几乎可取代大部分之传统切削刀具,故无论在铣刀之材料、造型、结构…等等之设计制造上,不但种类极为繁多而且复杂。
现在仅就下列一般模具铣削加工中常用之铣刀种类作说明介绍。
2.铣刀的种类在模具铣削加工中,由于模具本身即是有复杂造型之工件,在考虑切削效率、刀具寿命以及工件形状…等的因素下,因此要只使用单一种形状之铣刀便可将模具加工完成是不可能的。
所以在模具加工中常会需要用到不同形状的铣刀来加工模具,一般模具加工最普遍使用的铣刀有以下三种: A、端铣刀;B、球刀;C、圆鼻刀。
2.1端铣刀的特点在铣削2D形状的工件时,由于与工件接触的区域为外缘与底面,所以不论是刀间距或是切削深度都可以使用极有效率的数值。
反之如果用于铣削3D形状的模具时,你可以发现与工件接触的区域几乎都是靠近尖点的部位,所以你必须要减少刀间距或是切削深度,因此加工效率降低。
端铣刀之外形如右图所示,铣刀之外缘及底面均有铣齿以构成切刃,所以可以用来铣削工件之垂直面以及垂直面。
端铣刀之刀形变化非常复杂,适用于各类加工,如:铣平面、沟槽或轮廓面…等等,可说是被运用最为广泛的一种铣刀。
数控车床刀片型号大全

数控车床刀片型号内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理!更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展.数控刀片上一般都会有一连串的字母加数字来作为数控刀片的型号,对于专业的人员来说,看懂这些字母以及数字的含义非常简单,但是对于很多商家来说这些字母都认识,字母代表的意义却是截然不知道的。
数控刀具是指与数控机床(包括加工中心、数控车床、数控镗铣床、数控钻床、自动线以及柔性制造系统)相配套使用的各种刀具的总称,是数控机床不可缺少的关键配套产品。
在国外数控刀具发展很快,品种很多,已形成系列。
在我国,由于对数控刀具的研究开发起步较晚,数控刀具成了工具行业中最薄弱的一个环节。
数控刀具的落后已经成为影响我国国产和进口数控机床充分发挥作用的主要障碍。
数控刀具必须适应数控机床高速、高效和自动化程度高的特点,一般应包括刀具及连接刀柄:刀柄要连接刀具并装在机床的动力头上,因此已逐渐标准化和系列化。
近年来,快速发展的数控加工技术促进了数控刀具的发展。
每当一种新型数控刀具产品的面市,会使数控加工技术跃上一个新台阶,产生巨大的经济和社会效益。
数控刀具的分类方法很多。
一般可按下列方法进行分类。
1.按刀具切削部分的材料分按刀具切削部分的材料可分为高速钢刀具、硬质合金刀具、陶瓷刀具、立方氮化硼刀具、金刚石刀具和涂层刀具等。
2.按刀具的结构形式分按刀具的结构形式可分为整体式、镶嵌式和特殊形式等。
(1)整体式。
整体式包括钻头和立铣刀等。
(2)镶嵌式。
镶嵌式包括刀片采用焊接和机夹式等。
(3)特殊形式。
特殊形式包括复合式和减振式等。
3。
按切削加工工艺分按切削加工工艺可分为车削刀具、铣削刀具、钻削刀具和镗削刀具等。
(1)车削刀具。
车削刀具包括外圆车刀、内孔车刀、切槽(断)刀、端面车刀、螺纹车刀等:(2)铣削刀具。
数控刀片的基础知识

数控刀片的基础知识第一部分:硬质合金1概念;用粉末冶金法生产的由难熔金属化合物(硬质相)和粘结金属(粘结相)所构成的复合材料。
常用的碳化物包括:WC TiC TaC(碳化钽)NbC(碳化铌)等常用的粘结剂:Co Ni Fe硬质合金的强度主要取决于钴的含量。
硬质合金的两个因素主要包括强度和硬度,这两个因素是相互矛盾的。
随着强度的增大硬度可能会降低,硬质合金型号区分就是这两个参数不同节点的区分。
2硬质合金的特点1)高硬度、高耐磨性2)高弹性模量3)高抗压强度4)化学稳定性好(耐酸、碱、高温氧化)5)冲击韧性较低6)膨胀系数低,导热、导电与铁及其合金相近但硬质合金脆性大,不能进行切削加工;与工具钢相比硬质合金的有下列优点:a 提高刀具的使用寿命;b 提高切削效率和劳动效率;c 提高工件光洁度和精度;d可以加工高速钢难以加工的耐热合金、效合金、特硬铸铁等难加工材料。
3 概念;连续切削:在切削过程中,切削刃始终与工件接触的切削。
断续切削:在切削过程中,切削刃间断地与工件接触的切削。
高速切削:比常规切削要高出数倍的速度对零件进行切削加工的一项先进技术。
4 数控刀片的精度等级常见刀具材料有高速钢、硬质合金、涂层硬质合金、陶瓷、立方氮化硼和金刚石等。
加工工件材料的类型主要有:钢P、不锈钢M、铸铁K、有色金属N、优质合金S、淬硬材料H。
数控刀片的精度等级:例如型号CNMG120408,第三个字母M表示刀片的制造精度。
第二部分:硬质合金的成份、结构及性能1 硬质合金主要包括以下几部分Wc—耐磨相Co—韧性相Tic Tac Nbc—硬质相Crc Vc(碳化钒)—抑制相结构:两相组织和三相组织,而三项组织决定了硬质合金的品质。
硬质合金基体(骨架)+刀片的结构和形状(血肉)+涂层(皮肤)2 硬质合金的分类1)钨钴类(WC+Co)硬质合金(YG)相当于K类2)钨钛钴类(WC+TiC+Co)硬质合金(YT)型相当于P类3) 钨钽钴类(WC+TaC+Co)硬质合金(YA)相当于G类4)钨钛钽钴类(WC+TiC+TaC+Co))硬质合金(YW) 相当于M类P类钢材加工M类不锈钢难加工材料K类铸铁及有色金属G类矿山地质工具* 性能指标:密度,硬度,抗弯强度,矫顽磁力,钴磁等.3 硬质合金的生产工艺流程传统的工艺流程数控刀片的工艺流程配料→球磨→喷雾干燥→压制→烧结→毛检→研磨→半检→钝化→清洗→涂层→成检混合料的制备:成份是什么?又通过那几个环节制备(配料-湿磨-干燥-过筛)配料组分布均匀决定了压制性能以及整个产品的质量4 合金的生产湿磨的介质?酒精乙烷丙酮压制的概念:在模孔中填入混合料,然后压力机加压将粉沫状的混合料挤压成具有一定形状和尺寸的产品压制通常分为三个阶段?1)压块密度随压力增加而迅速增大;孔隙急剧减少。
数控刀片型号与介绍课件

数控刀片的工作原理
切削过程
数控刀片通过高速旋转或线性运 动,利用刀刃的切削作用将被加
工材料切除。
刀具角度
数控刀片的切削性能与其前角、 后角、主偏角等几何参数密切相 关,这些角度的设计和调整可影 响切削力、切削热、刀具磨损等
方面。
涂层技术
通过在刀片表面涂覆高性能材料 ,可有效提高数控刀片的硬度、 耐磨性、抗高温性能,从而延长
修复技术
对于轻微磨损或损伤的数控刀片,可采用修复技术进行修复 。修复方法包括研磨、焊接、涂层等,具体修复方法应根据 刀片材质和损伤程度来选择。修复后的刀片应经过严格检测 ,确保其性能达到使用要求。
THANKS
感谢观看
安全性原则
选择符合安全规范的刀片,避 免使用过程中出现危险。
典型数控刀片应用案例
01
02
03
04
05
案例一:铝合金零件的 加工。选用锋利度高、 切削力小的PCD(聚晶 金刚石)刀片,可实现 高速切削,提高加工效 率。
案例二:淬硬钢零件的 加工。采用具有高硬度 和高耐磨性的CBN(立 方氮化硼)刀片,可有 效解决淬硬钢切削过程 中的刀具磨损问题。
刀具寿命和提高切削效率。
数控刀片在制造业中的应用
汽车制造
航空航天
数控刀片在汽车发动机、变速器、车身等 零部件的加工过程中发挥重要作用,提高 汽车零部件的精度和表面质量。
航空航天领域对材料性能要求极高,数控 刀片可实现高温合金、钛合金等难加工材 料的高效精确切削。
模具制造
通用机械
模具制造精度要求高,数控刀片在模具型 腔、型芯的加工中有着广泛应用,提高模 具的制造精度和效率。
04
数控刀片维护与保养
数控刀片的磨损与更换时机
常用数控刀具介绍

加工模具示意图
超硬刀具 加工实例
高速加工切削参数
毛坯尺寸和材料 使用刀具
60X60X50 (HRC60)
R1X8 (CBN)
主轴转速 (r/min)
20000
进给速度 背吃刀量 加工时间
(mm/min) (mm)
(min)
2000
0.02
50.3
18
数 控 刀 具 的 材 料
硬质合金的分类和标志
切削刀具用硬质合金根据国际 标准ISO分类,把所有牌号分 成用颜色标志的三大类,分别 用P、M、K表示
刃 倾 角 的 作 用
刃倾角是前刀面 倾斜的角度。重 切削时,切削开 始点的刀尖上要 承受很大的冲击 力,为防止刀尖 受此力而发生脆 性损伤,故需有 刃倾角。推荐车 削时为3°~5°; 铣削时10°~15°
数控刀具合理选用
数控刀具合理选用
刀片的夹紧方式
可
转 位 车
各种夹紧方式是为 适用于不同的应用 范围设计的。为了 帮助您选择具体工
刀 序的最佳刀具,按 照适合性对它们分
的 选
类,适合性有1-3 个等级,3为最佳 选择。
用
山特维克可乐满车刀的夹紧方式选择
刀片形状的选择
可 转
正型(前角)刀片: 对于内轮廓加工,小 型机床加工,工艺系
数控刀具的类型与特点
数控刀具的类型与特点
数
按照刀具结构分:
控
机夹可转位刀 具得到广泛应 用,数量上已达到
刀
整体式:钻头、立铣刀等
具
的
整个数控刀具 的30%~40%,金 属切除率占总数的 80%~90%
类 型
镶嵌式:包括刀片采用焊接和机夹式
与
特
陶瓷刀片和金属陶瓷刀片的区别
陶瓷刀片和金属陶瓷刀片的区别内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理!更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、数控系统、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展陶瓷刀片和金属陶瓷刀片的区别1、陶瓷刀片比金属陶瓷刀片硬度高。
2、金属陶瓷刀片比陶瓷刀片韧性好。
3、陶瓷刀片里面只含有陶瓷,而金属陶瓷刀片里面是金属和陶瓷混合在一起的。
4、金属陶瓷刀片只针对钢件、铸铁、不锈钢精加工或半精加工。
陶瓷刀使用精密陶瓷高压研制而成,故称陶瓷刀。
陶瓷刀号称“贵族刀” ,作为现代高科技的产物,具有传统金白色陶瓷刀属刀具所无法比拟的优点;采用高科技纳米氧化锆为原料,因此陶瓷刀又叫“锆宝石陶瓷刀具刀” ,它的高雅和名贵可见一斑。
市面上的陶瓷刀大多是用一种纳米材料“氧化锆”加工而成。
用氧化锆粉末在 2000度高温下用 300吨的重压配上模具压制成刀坯,然后用金刚石打磨之后配上刀柄就做成了成品陶瓷刀。
数控陶瓷刀片的优势为了在当今全球经济中保持竞争优势,模具制造商必须在极短的时间周期内不断生产出高质量的产品。
为了达到这一目标,必须开发先进的制造工艺技术和切削刀具材料,使模具加工车间能始终处于竞争的优势地位。
硬铣削作为这些先进制造技术中的一项,一直在不断发展之中。
前几年,由于受到当时机床和切削刀具的局限,模具制造商未能真正采用硬铣削工艺。
然而在今天,大多数配备有高刚性、高转速主轴系统和先进处理器的现代加工中心对切削硬材料都得心应手。
同时,先进的CAM软件包已有针对硬铣削的特定加工循环,设计了可使刀具寿命最优化的刀具轨迹(刀路)功能。
一、硬铣削刀具的选择模具车间通常使用三种类型的铣削刀具:整体硬质合金立铣刀、可转位硬质合金刀片以及最新开发的可转位陶瓷刀片。
在不同的加工应用中,这三种刀具各有其优势和缺点。
常用钨钢牌号
常用钨钢牌号
1. T1钢(国内牌号W18Cr4V、国际牌号A600)
T1钢属于高速钢,主要由钨、钴等合金组成,具有极高的硬度和维氏硬度,适用于切削工具的制造,如钻头、铰刀、攻牙刀片等。
2. M2钢(国内牌号W6Mo5Cr4V2、国际牌号A122)
M2钢也是高速钢,由钨、钼、钴、铬等元素组成。
它具有较高的耐磨性和硬度,并且耐高温,适用于刀具、钻头、加工硬材料等。
3. YG系列钨钢
YG钨钢按照不同的成分分为YG系列、YT系列和YW系列。
其中,YG系列是一种普遍应用于模具制造的钨钢,具有高硬度、高硬度保持性和高耐磨性的特点,适合于冷作模、热作模等模具的制造。
4. YW系列钨钢
YW系列钨钢具有较高的耐冲击性和韧性,适用于制造冲压模、切割模、热作模、冷却模等模具。
5. YT系列钨钢
YT系列钨钢具有优异的切削性能和塑性,适用于超细加工、高速切削等领域,如电极、精密刀具等。
sk7是什么材料

sk7是什么材料SK7是一种工业用途的碳素钢,主要用于制造刀具、模具和机械零件。
它具有优异的硬度、耐磨性和切削性能,被广泛应用于工业生产领域。
下面将详细介绍SK7的材料特性、用途以及加工工艺。
首先,SK7的材料特性是其硬度高、耐磨性好。
它属于高碳钢,含碳量在0.6%~0.75%之间,因此具有较高的硬度。
同时,SK7经过适当的热处理后,可以获得更高的强度和硬度,使其适用于制造高负荷、高强度的刀具和模具。
此外,SK7的耐磨性也非常出色,能够在重复磨损的情况下保持较长时间的使用寿命。
其次,SK7的主要用途是制造刀具、模具和机械零件。
在刀具方面,SK7常被用于生产各种工业刀片、切削刀具和医疗器械刀片等。
由于其优异的硬度和切削性能,可以有效提高刀具的耐磨性和切削效率。
在模具方面,SK7常用于制造冲压模具、挤压模具和塑料模具等,其高硬度和耐磨性能能够保证模具的使用寿命和加工精度。
此外,SK7还被广泛应用于制造机械零件,如弹簧片、齿轮和轴承等,其优异的机械性能能够保证零件的使用寿命和可靠性。
最后,SK7的加工工艺相对复杂,需要严格控制加工参数。
由于SK7的硬度较高,加工时需要选择合适的切削工具和加工参数,以保证加工质量和效率。
常见的加工工艺包括车削、铣削、磨削和切割等,其中磨削是常用的加工方法,可以获得较高的加工精度和表面质量。
此外,热处理也是SK7加工的重要环节,通过淬火、回火等热处理工艺,可以调节材料的组织结构和性能,提高其强度和硬度。
综上所述,SK7是一种优质的碳素钢材料,具有高硬度、耐磨性好的特性,适用于制造刀具、模具和机械零件。
在实际应用中,需要严格控制加工工艺,以保证材料的加工质量和性能。
希望本文能够对您了解SK7材料有所帮助。
折弯上模刀具种类及其适用范围
3 3
容……………………………………………………………
BY 签名
APPROVED 核准
CHECKED 审核
PREPARED 承办
ISSUED BY: 出版 分发:
DATE 日期
****** 修订履历 ******
版次 00 01 02 03 04 05 06 07 08 09 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25
ECN NO.
新版发行
修订页次
备注
一 .目 的
知 道 刀 具 的 用 途 及 其 使 用 范 围 ,为 后 续 折 弯 加 工 合 理 ,快 速 的选用刀具作准备.
二 .适 用 范围
NWE冲 件 样 品 中 心 折 床 组
三 .刀 具 认识
折 弯 是 折 弯 模 具 通 过 折 弯 机 加 压 ,从 而 使 板 料 产 生 弯 曲 . 折弯模
躲 抽 牙 孔 ,和 其 它 需 要 避
位的工件
3.用 于 插 深 折 弯 ,插 深 适 用
折弯角度如下图所示;
0.65R
分割图 21080 B分割
耳形状
刀具种类
刀具型 号
8#
上模
刀具名称
耐压值 60TON/M 材质
AM87
锐角直刀 热 处 理 HRC47±2
分割型 号
49#
耐压值 30TON/M 尖端R角
可成正比例增加.
3. 当0<Y<20mm时 ,Z=0.
4.当Y>20mm时, Y与Z方向 可
成正比例增加.
5.W方 向 可 折 弯 长 度 大 于 Z方
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
清角刀片系列一
• 11型:
• APMT1135PDER HP-7025:适合加工钢件\铸铁.
APMT1135
• APMT1135PDER HP-7022:表面呈红色,新的含硅涂层,适合加工钢件, 表现出良好的耐崩性和耐磨性.
• 新建文件夹 (4)\7022、7225和VP15TF 16R0.8对比.xls
寿命长.尤其在加工侧壁时表现出良好的光 洁度,可替代山特R390-11T308M-PM 1030/530 刀片. 此刀片 配SA011R刀杆。
AOMT1136
清角刀片系列三
• APKT11T308E MP-7025 • 加工钢件用,在槽型跟刃口设计上跟1135有
区别,切削时更加轻快,更耐崩,在使用 寿命上表现突出. 配SAP11R及TAP11T3R刀杆。
• RDEWT0802MO HP-7012 加工高硬度钢件,可达HRC50. 使用高硬度刀片时.线速度尽量调低,Vc=6080M/Min.即降低转速,余量控制在0.15-0.25mm之 间.
RPEW0802
圆刀片系列五(精加工)
• R5/R6精加工刀片:
• RCKT10T3MO PL30
• RCKT1204MO PL20/PL25/PL30 模具精加工刀片,替代山特R6-530刀片,在通用性,稳定性方
•
HRC45度以上材料加工(HP7012 )
• 配刀盘:463X13Q22(锐耐克)
•
KXP13-63-22(SKIF)
• 编制程序:63R2
• 可替代东芝WPMT080615ZSR AH120.刀片
• 刀头可以通用,在使用寿命相同情况下性价
• 比更佳.
• 可替代可乐易WDKT130520 ZDSR-MH PC3525
• 16型:
Байду номын сангаас
• APMT1604PDER HP-7025 • APMT1604PDER HP-7022
性能同上
• APMT1604PDER RB-7225
• 以上刀片与三菱刀片通用,HP-7022材质表现出更长久的寿命,性价比 最佳.
APMT1604
清角刀片系列二
• AOMT113608PEER MP-7015 • 此刀片加工钢件及高硬度的钢件,稳定性好,
• RDKW10T3MO HP 7025:硬黑色,加工中等硬度的钢件。
• RDKT10T3MOS HP-7012:棕红色,加工高硬度的钢件。
• RDKT10T3MOS MK-7020:黑色,加工中硬度的钢件及铸铁.
• RDKT10T3MOS MP-7025:黑色,替代日立R5,加工钢件,寿命比
日立R5提高30%。
RDKT1204MO HP-7035 加工普通钢件,稳定性,通用性 RDKT1204MO HP-7025 好,替代瓦尔特R6用,性价比优
于瓦尔特。
RDKT1204MO HP-7035
RDKT1204MOS MP-7025
RDKT1204MO
HP-7012棕红色,加工中高硬度的钢件及铸件
RDKT1204MO HP-7025
间,即便加大切深,切削阻力的变动也很 小。刀体悬长在250MM以上及带孔零件的 强断续切削,用此刀具大大提高加工效率。
2.轴向前角正8度,采用新式双夹紧系统。 3.带断屑槽刀片,有效减少切削阻力,提 高刀口锋利度,适合于高刚性
机床、平面铣削、型腔挖掘
加工、螺旋插铣。
1.XPKW13T516R
• 适 用:一般钢件、铸铁加工(HP7025 )
• 刀片寿命比可乐易刀片提高30 %以上。加工实例
锐耐克VS东芝-富日. 锐耐克VS可乐易-利源.
XPKW13T516RHP7025
2.XPKW160602R HP7010
• 适 用:HRC50以下的钢件及铸铁 • 配刀盘:463XD16Q22 • 编制程序:63R3 • 可替代代杰WDMW10X620ZTR JC8015.刀
RDKT1204MOS MP-7012 刃口较锋利,多用于加工中高硬度及较粘的 材料,切削轻快,经过多次试切,效果较好。
圆刀片系列二
• R6:
RCKT1204
• RCKT1204MO HP-7020:金黄色.加工HRC32~42钢件,稳定 性好.通用性好,是替代山特R6-4240\ R6-4230的最佳选择. 寿命与山特差不多。
好,加工高硬度钢件, 效果非常好.
HP-7025/7012可代替代杰R8-JC5015/8015,日立 R8-CY250等刀片,性价比优于代杰和日立刀片。
圆刀片系列二
• R6:
• RDKT1204MO HP-7035 • RDKT1204MO HP-7025 • RDKT1204MO HP-7012 • RDKT1204MOS MP-7025 • RDKT1204MOS MK-7025 • RDKT1204MOS MP-7012
面表现良好,性价比优!
PL20金属陶瓷,PL25为涂层金属陶瓷,这两款在寿命与光洁 度上与WM530相似. • 新建文件夹 (4)\RCKT1204MO精加工刀片.xls
• RCET1204MO PL230 PL230为最新涂层,刀片经过精磨达达到E级精度,从而提 高加工工件表面光洁度.刃口强化处理提高刀片的耐磨性跟 耐崩性。大大提高刀片的使用寿命。
• RPKT10T3MOS MP 7025
• RPKT10T3MOS MK-7020
• RPEW1003MO HP 7012
• RPEW1003MO HP 7025
• 以上刀片MOS槽型比MO槽型更为锋利。
• 刃口锋利,切削轻快,刃口强状,不易崩刃.
RPEW1003
圆刀片系列四
• R4:
• RPEW0802MO HP-7025 黑色,通用性好,加工钢件用. 替代:代杰,东芝,三菱等刀片,加工寿命提高20%,且 稳定性好.
• RCKT1204MO HP-7020刀片
• RDMT1204MOTN HP-7105:加工高硬度刀片,可达HRC60
使用高硬度刀片时.线速度尽量调低,Vc=60-80M/Min.即降 低转速,余量控制在0.2-0.35mm之间.
圆刀片系列三
• R5:
RDKT10T3
• RDKW10T3MO HP 7012:棕红色,加工中高硬度的钢件
片刀头可以通用,在使用寿命相同情况下性 价比更佳. • 锐耐克VS特固克 • 大进给13刀片与16刀片
圆刀片系列
• 特点:
• 模具粗加工常 用刀片,圆刀片在加工中可 提高刀片使用率,降低客户使用成本。
• 沟槽加工,孔加工,面加工,形腔加工和轮廓 加工等加工性能.
• 通用性,稳定性好.
圆刀片系列一
浙江日进数控刀具有限公司
模具加工优势刀片系列介绍 2009-6
•目 录
模具加工优势刀片
大进给刀具系列
1.XPKW13T516R HP-7025 2.XPKW160602R HP7010
圆刀片系列
1.R8 2.R6 3.R5 4.R4
清角刀片系列 玉米铣刀刀片 平面铣刀片
大进给刀具系列
特点: 1.高进给大切深,有效缩短加工时
势更为突出一些.
APLT1504
SPLT1204
平面铣刀片
• SEEN123AFFN N030
• SPEN1203EDR N030
• 金属陶瓷材质,平面精加工用
• SEKR1203AF HP-7025
SEEN1203
SPEN1203
• 硬质合金涂层,半精及粗加工
• 新建文件夹 (4)\08-6试切报告-SEKR.xls
• R8: HP-7025/7012
• RDKW1604MO HP-7025 黑色,加工钢件,铸铁用 • RDKW1604MO HP-7012 棕红色,加工钢件(高硬度),铸铁用 • RDKW1604MO HP-7025.xls • RDKW1604MO HP-7025:黑色,韧性好,加工钢件, • 断续加工不易崩刃,效果好。 • RDKW1604MO HP-7012 :棕红色,刀片硬度高,耐磨性
SEHT1204
• 新建文件夹 (4)\7225、7022和VP15TF16R0.8对比.xls
• APMT1135PDER RB-7225:黑色,适合加工钢件.
• 新建文件夹 (4)\APMT1135 HP-7022试刀报告.xls • 新建文件夹 (4)\陈水龙APMT1135 HP-7022试刀报告.xls
APMT1135PDE R HP-7022
• 以上三款刀片在模架平面加工用的非常多,替代三菱 NX2525刀片,在寿命上提高20%.性价比优于三菱.
• SEKN1504AFTN NK020 平面铣刀片,加工铸件用 • SPKN1504EDR MNK01
• SEHT1204AFFN-FN RH310 铝合金面铣加工,表面 光洁度更佳.
SEKN1504 SPKN1504
APKT11T3
玉米铣刀刀片
• APLT150412 HM-7035 加工钢件和铸铁 • SPLT120408 HM-7035
• 代 杰:IM-CP43N IM-SP43GS
• 与 瓦尔特:P27275-35 P28495-1
通用
• 使特龙:LPMT1504 SPMT120408
且在使用寿命与效果及性价比方面表现优