防盗盖
铝防盗盖安全操作规程
铝防盗盖安全操作规程《铝防盗盖安全操作规程》一、安全操作规程的目的本规程的目的是为了确保铝防盗盖的安全操作,减少潜在的安全风险和意外事件发生,保障操作人员的健康和生命安全。
二、操作人员的安全要求1. 操作人员必须接受相关安全培训,并熟悉铝防盗盖的操作方法和安全规程。
2. 操作人员必须穿着符合安全要求的工作服和防护装备。
3. 操作人员在操作前必须对设备和工具进行检查,确保其完好无损。
4. 操作人员必须在操作过程中保持清醒,严禁酒后操作。
三、铝防盗盖的安全操作1. 操作人员在操作铝防盗盖前必须先检查盖子的状态,确保没有损坏或变形。
2. 操作人员在打开或关闭铝防盗盖时,必须使用专用的工具,严禁使用力气过大或不当的方式操作。
3. 操作人员在操作时必须保持身体平稳,防止铝防盗盖意外打开或关闭造成伤害。
4. 操作人员在操作铝防盗盖时,必须遵守标准的操作流程,确保安全。
四、事故处置1. 如在操作过程中发现铝防盗盖有异常情况,必须立即停止操作,并向相关负责人报告。
2. 如发生意外事件,操作人员必须立即停止操作,保护好现场,并向相关负责人汇报,并及时采取紧急处理措施。
五、规程的执行1. 所有操作人员必须严格遵守本规程的规定,不得擅自违反安全操作规程。
2. 监督人员和负责人必须加强安全监督和检查,确保规程的执行情况。
六、各方责任1. 操作人员在操作过程中如果发生违规行为,必须承担相应的责任。
2. 监督人员和负责人必须严格把关,确保操作人员遵守规程。
七、附则1. 本规程自发布之日起执行,如有需要修改,必须经相关部门批准。
2. 所有操作人员必须接受规程相关培训并签署认可。
本规程由相关部门制定,旨在确保铝防盗盖的安全操作,各方必须认真遵守,以确保工作人员的安全和设备的正常使用。
塑料防盗瓶盖国家标准

本标准参加起草 单位: 宏全企业( 有限公司、 苏州) 奥科亚( 包装系统有限公司、 天津) 北京嘉多宝包
装有限公司、 上海紫 日包装有限公 司。
本标准主要起草人: 区瑞莲、 许征、 孙册、 杨延忠。
w w
.c w
in h
m o .c p z b a
本文仅用于交流学习使用,不得用于商业用途,如对相关著作人造成侵害,请联系中华包装瓶网及时删除
20 , 0 ka在水下保压 1 , P mn观察是否漏气或脱扣。 i 642 将含气盖切去防盗环( , .. 条)用不小于 12 m的额定扭矩封上, . N・ 用密封测试仪测试, 加压至 60 , 9 k a在水下保压1 , P mn观察是否漏气, i 再把压力提高至 1 k a保压 1 , 27 , 0 P mn观察瓶盖是否脱扣。 i
终止试验。 61 安全开启性能试验 .0 瓶子中注人含有 42 . 体积二氧化碳的碳酸水后用大于 12 m的额定扭矩封上含气盖, .士。1 . N・ 瓶
w w
.c w
in h
m o .c p z b a
盖和支撑环做上标记, 逆时针慢慢旋动瓶盖至泄气, 立即停止, 测量此时瓶盖与支撑环标记的位置差。
用塑料制成, 经封装, 开启后, 不能恢复其原包装形式。
w w
.c w
in h
m o .c p z b a
32 开启力矩 r oat qe . e vl u m o r
开启封装的防盗盖时, 所需的最大力矩。
33 扭断力矩 oei t qe . pn g u n o r 扭断防盗环( , 条)所需的最大力矩。 34 防盗环 t pr . a er g m i n
输、 贮存。 本标准适用于以聚烯烃为主要原材料, 经注塑、 热压或其他工艺成型的螺纹式塑料防盗瓶盖( 下 以
PET热灌装瓶用塑料防盗盖的选用
PET热灌装瓶用塑料防盗盖的选用王 露Ξ摘要:对PET热灌装瓶的塑料防盗盖的类型和性能作了简单介绍;并对其使用范围作了说明。
关键词:防盗盖;热灌装瓶;塑料中图分类号:TS275 热灌装采用PET瓶包装的技术在中国有了突飞猛进的发展。
在短短的4年历程中,世界上最先进的热灌装PET瓶、塑料防盗盖和热灌装设备进入中国。
热灌装用的塑料防盗盖一直为人们所关注。
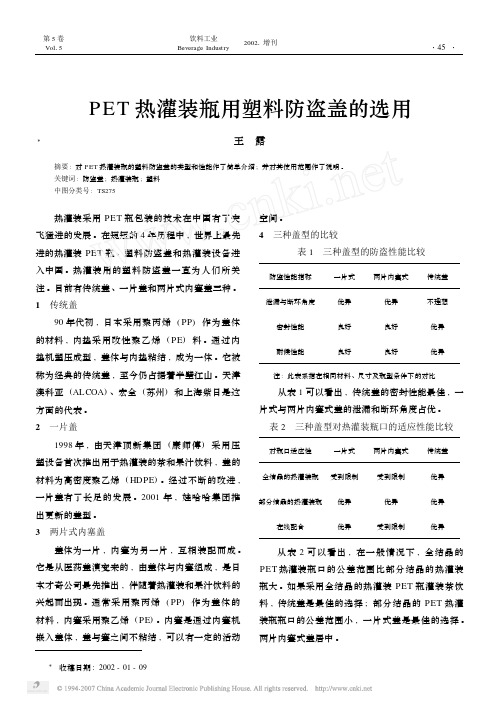
目前有传统盖、一片盖和两片式内塞盖三种。
1 传统盖90年代初,日本采用聚丙烯(PP)作为盖体的材料,内垫采用改性聚乙烯(PE)料。
通过内垫机塑压成型,盖体与内垫粘结,成为一体。
它被称为经典的传统盖,至今仍占据着半壁江山。
天津澳科亚(ALCOA)、宏全(苏州)和上海紫日是这方面的代表。
2 一片盖1998年,由天津顶新集团(康师傅)采用压塑设备首次推出用于热灌装的茶和果汁饮料,盖的材料为高密度聚乙烯(HDPE)。
经过不断的改进,一片盖有了长足的发展。
2001年,娃哈哈集团推出更新的盖型。
3 两片式内塞盖盖体为一片,内塞为另一片,互相装配而成。
它是从医药盖演变来的,由盖体与内塞组成,是日本才奇公司最先推出,伴随着热灌装和果汁饮料的兴起而出现。
通常采用聚丙烯(PP)作为盖体的材料,内塞采用聚乙烯(PE)。
内塞是通过内塞机嵌入盖体,盖与塞之间不粘结,可以有一定的活动空间。
4 三种盖型的比较表1 三种盖型的防盗性能比较防盗性能指标一片式两片内塞式传统盖泄漏与断环角度优异优异不理想密封性能良好良好优异耐候性能良好良好优异 注:此表系指在相同材料、尺寸及瓶型条件下的对比 从表1可以看出,传统盖的密封性能最佳,一片式与两片内塞式盖的泄漏和断环角度占优。
表2 三种盖型对热灌装瓶口的适应性能比较对瓶口适应性一片式两片内塞式传统盖全结晶的热灌装瓶受到限制受到限制优异部分结晶的热灌装瓶优异优异优异在线配合优异受到限制优异 从表2可以看出,在一般情况下,全结晶的PET热灌装瓶口的公差范围比部分结晶的热灌装瓶大。
葡萄酒使用铝防盗瓶盖包装优点
葡萄酒使用铝防盗瓶盖包装优点众所周知,葡萄酒的瓶塞一般都采用软木塞包装。
但自1984年Stelvin 公司成功开发适用于葡萄酒的screwcap后,越来越多的葡萄酒生产商开始逐渐采用其生产的Stelvin screwcap(注:该瓶盖就是内垫是特殊材料的铝防盗瓶盖)。
目前该瓶盖全球销售量已突破10亿只,并且近几年保持快速增长势头。
铝防盗瓶盖凭借其自身的优势已逐渐取代软木塞市场,成为葡萄酒包装的又一大主题。
下面简要介绍一下铝防盗瓶盖在葡萄酒包装上的优势。
一、密封性能以前很多人认为瓶装葡萄酒的瓶塞最好采用软木塞,使用软木塞是不完全隔绝空气的最佳方法,有利于瓶中葡萄酒的发育和老熟。
最近,澳大利亚索斯考普酒业公司公布了最新研究结果:氧气在装瓶葡萄酒继续发育过程中并非必需,对优质葡萄酒的发育来说,最理想的瓶塞应该是具有稳定的低通透甚至零通透性。
而葡萄酒行业最常用的瓶塞(主要指传统的天然软木塞和合成塞)要么通透性太大,要么通透性不稳定。
并且不同瓶口存在误差,软木塞的弹性不同导致密封度不同。
铝防盗瓶盖其内垫采用特殊的密封材料,其低通透性和零通透性的特性有效地防止了瓶内葡萄酒的氧化,使葡萄酒维持新鲜和保留果香。
存储时间再长也不会产生任何化学物质。
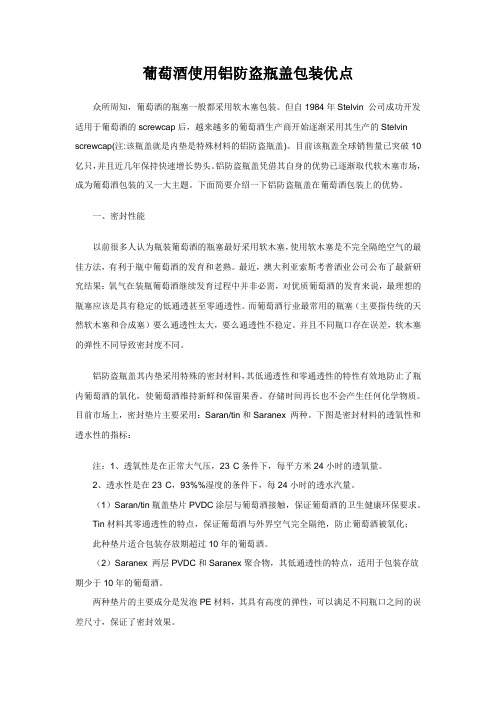
目前市场上,密封垫片主要采用:Saran/tin和Saranex 两种。
下图是密封材料的透氧性和透水性的指标:注:1、透氧性是在正常大气压,23°C条件下,每平方米24小时的透氧量。
2、透水性是在23°C,93%%湿度的条件下,每24小时的透水汽量。
(1)Saran/tin瓶盖垫片PVDC涂层与葡萄酒接触,保证葡萄酒的卫生健康环保要求。
Tin材料其零通透性的特点,保证葡萄酒与外界空气完全隔绝,防止葡萄酒被氧化;此种垫片适合包装存放期超过10年的葡萄酒。
(2)Saranex 两层PVDC和Saranex聚合物,其低通透性的特点,适用于包装存放期少于10年的葡萄酒。
8011铝合金防盗盖板生产工艺探讨
0 . 0 1 余量 O . 0 l 余 量
0 . 0 l 余 量
O 0 l
0 0 1
2 实验 结 果 与 分 析
2 . 1热轧 、铸 轧坯料组织和性能
工艺 方案 :
方案 1 :铸轧坯料6 . 9 m m 一冷轧一 1 . 5 m m 一中
间退 火 ( 金 属4 0 0 o C) 冷 轧一 O . 3 9 m m- - -  ̄ 次 退火
( 金 属3 0 0 ℃) 一 冷 轧一 0 . 2 mm;
能 的影 响 ,比较铸轧 、热轧料在各关键 工序 时的
0 前 言
铝合 金 防盗盖 具 有 简单 大 方 、易 开启 的优 点 ,广泛应用 于酒瓶 、药瓶 、化妆瓶等 产品的瓶 盖封 口。连续铸轧 和热轧是冷轧铝合金 防盗盖板
观察 和 性能 检测 ,比较热 轧 、铸 轧两 种供 坯方
式 ,在 生 产 防 盗 盖 板 时 的差 异 ,分 析 均匀 化退 火 对 铸 轧瓶 盖 料 的影 响 。3 卷 坯 料 的化 学 成 分 见 表
1 。热轧坯料是半连续铸锭经铣面、均热后 ,在热 粗轧+ 单机架双卷取热精轧生产线上轧制。铸轧坯
料在 双 辊倾 斜 式 铸 轧机 上 生产 ,冷 轧在 2 0 5 0 m m六 辊 不 可逆 冷 轧 机上 轧 制 ,退火 在 7 0 t 热 风 循 环 电 阻
的两种 主要供坯方式 ,与热轧相 比连续铸 轧具有
方案 3 :铸 锭一 铣 面 均匀 化退 火 ( 金属
5 1 O ℃) 热轧 6 . 2 mm 冷 轧 1 . 5 m m 中间 退火
防盗井盖
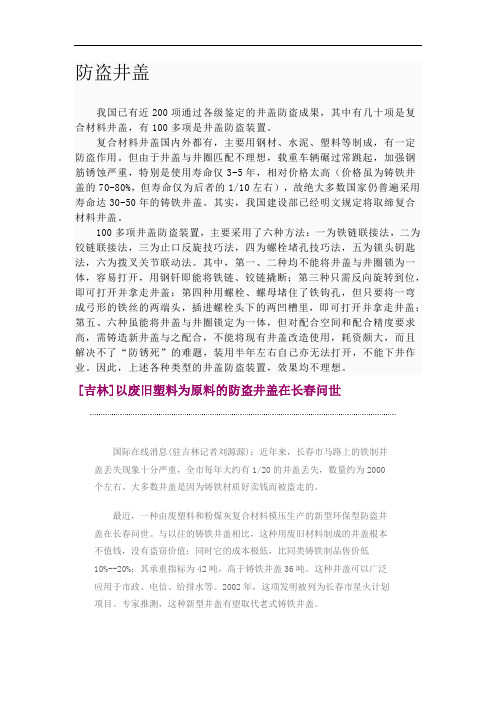
防盗井盖我国已有近200项通过各级鉴定的井盖防盗成果,其中有几十项是复合材料井盖,有100多项是井盖防盗装置。
复合材料井盖国内外都有,主要用钢材、水泥、塑料等制成,有一定防盗作用。
但由于井盖与井圈匹配不理想,载重车辆碾过常跳起,加强钢筋锈蚀严重,特别是使用寿命仅3-5年,相对价格太高(价格虽为铸铁井盖的70-80%,但寿命仅为后者的1/10左右),故绝大多数国家仍普遍采用寿命达30-50年的铸铁井盖。
其实,我国建设部已经明文规定将取缔复合材料井盖。
100多项井盖防盗装置,主要采用了六种方法:一为铁链联接法,二为铰链联接法,三为止口反旋技巧法,四为螺栓堵孔技巧法,五为锁头钥匙法,六为拨叉关节联动法。
其中,第一、二种均不能将井盖与井圈锁为一体,容易打开,用钢钎即能将铁链、铰链撬断;第三种只需反向旋转到位,即可打开并拿走井盖;第四种用螺栓、螺母堵住了铁钩孔,但只要将一弯成弓形的铁丝的两端头,插进螺栓头下的两凹槽里,即可打开并拿走井盖;第五、六种虽能将井盖与井圈锁定为一体,但对配合空间和配合精度要求高,需铸造新井盖与之配合,不能将现有井盖改造使用,耗资颇大,而且解决不了“防锈死”的难题,装用半年左右自己亦无法打开,不能下井作业。
因此,上述各种类型的井盖防盗装置,效果均不理想。
[吉林]以废旧塑料为原料的防盗井盖在长春问世国际在线消息(驻吉林记者刘源源):近年来,长春市马路上的铁制井盖丢失现象十分严重,全市每年大约有1/20的井盖丢失,数量约为2000个左右。
大多数井盖是因为铸铁材质好卖钱而被盗走的。
最近,一种由废塑料和粉煤灰复合材料模压生产的新型环保型防盗井盖在长春问世。
与以往的铸铁井盖相比,这种用废旧材料制成的井盖根本不值钱,没有盗窃价值;同时它的成本极低,比同类铸铁制品售价低10%--20%;其承重指标为42吨,高于铸铁井盖36吨。
这种井盖可以广泛应用于市政、电信、给排水等。
2002年,这项发明被列为长春市星火计划项目。
塑料防盗瓶盖知识简介

破裂、破损,瓶盖是否脱落6.。4.1.2 将碳酸盖用旋盖机按满足封盖要求的额定扭矩封盖
690 kPa ,在水下保压 1 分钟,观察是否漏气,再把压力提高至 松脱弹出。
2、碳酸盖:瓶子中注入标称容量含有 4.2 ± 0.1 体积二氧化碳的碳酸水后,用旋盖机按满足 封盖要求的额定扭矩封上碳酸盖,常温放置 24 小时,将试样等分为 4 组,在钢球冲击试验仪 上分别进行试验(钢球 41mm, 286 克,表面光滑),钢球距瓶盖 762mm高处自由下落于上图 所示瓶盖的部位: 观察瓶盖是否破裂、破损,瓶盖是否脱落。
塑料防盗瓶盖的标准及试验方法
密封性能试验
1、非碳酸盖:将非碳酸盖用旋盖机按满足封盖要求的额定扭矩封盖,用密封测试仪测试,加压
至 200kPa(30PSI),在水下保压 1 分钟,观察是否漏气,再把压力提高至 350kPa(50PSI)
,保压 1 分钟,观察瓶盖是否松脱弹出。
6.4.1
密封性能试验
2、碳酸盖6.4在:.1水.1将下保碳将压酸非碳1盖酸分用盖钟用,旋旋观盖盖察机是机按否按满漏足气满封,足盖再要封把求压盖的力要额提定高求扭至的矩封额盖3定,50用k扭P密a矩,封保测封压试盖仪1测,分试钟切,,加去观压察防至瓶盗盖是环否,松脱用2弹0密0出kP。封a,测试仪测
塑料防盗瓶盖的标准及试验方法
跌落性能试验
1、非碳酸盖:瓶子中注入标称容量水后,用旋盖机按满足封盖要求的额定扭矩封上非碳酸盖,
按下表的要求试验,观察瓶盖是否爆裂和密封处是否漏液。
2、碳酸盖6.4:.1.1瓶子将中非碳注酸入盖用标旋称盖机容按量满足含封有盖要4求6..的42.额1 ±定0扭密.矩封1封性体盖能,积试用验二密封氧测化试仪碳测的试,碳加酸压至水后,用旋200盖kP机a,按满足 封盖要求的在额水下保定压扭矩1 分封钟,上观碳察是酸否盖漏气,,按再把表压下力的提高要至求试3验50k,Pa观,保察压瓶1盖分钟是,否观察爆瓶裂盖是和否密松脱封弹处出。是否漏液
单片盖与双片盖的区别

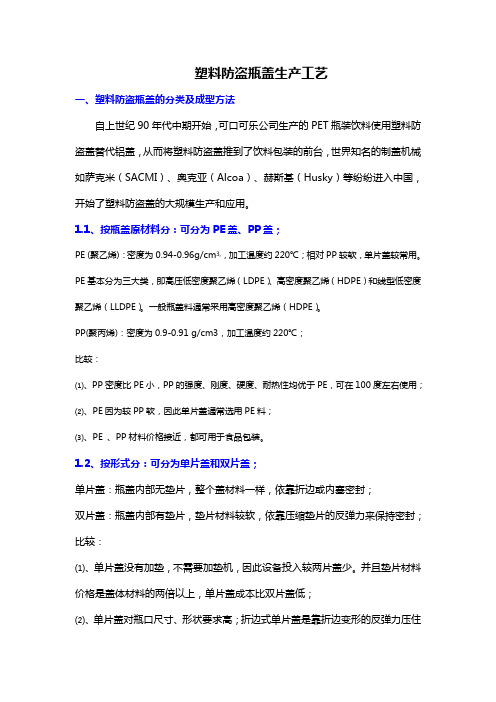
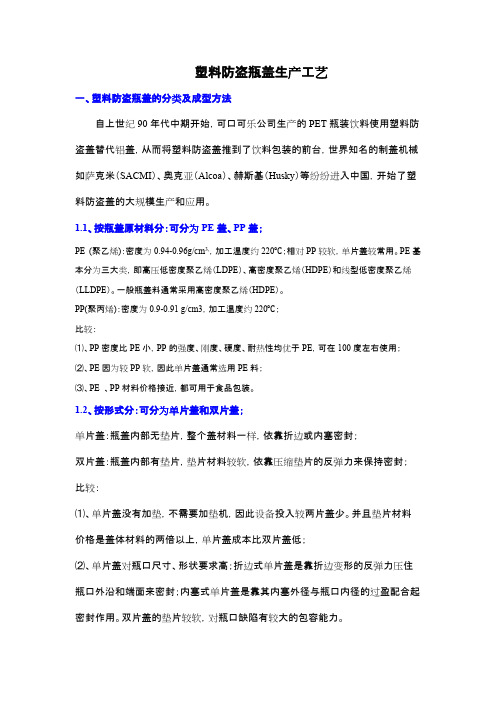
28口盖子市场上分为单片盖和双片盖:塑料防盗瓶盖的分类及成型方法自上世纪90年代中期开始,可口可乐公司生产的PET瓶装饮料使用塑料防盗盖替代铝盖,从而将塑料防盗盖推到了饮料包装的前台,世界知名的制盖机械如萨克米(SACMI)、奥克亚(Alcoa)、赫斯基(Husky)等纷纷进入中国,开始了塑料防盗盖的大规模生产和应用。
1、按瓶盖原材料分:可分为PE盖、PP盖;PE (聚乙烯):密度为0.94-0.96g/cm3,,加工温度约220℃;相对PP较软,单片盖较常用。
PE基本分为三大类,即高压低密度聚乙烯(LDPE)、高密度聚乙烯(HDPE)和线型低密度聚乙烯(LLDPE)。
一般瓶盖料通常采用高密度聚乙烯(HDPE)。
PP(聚丙烯):密度为0.9-0.91 g/cm3,加工温度约220℃;比较:⑴、PP密度比PE小,PP的强度、刚度、硬度、耐热性均优于PE,可在100度左右使用;⑵、PE因为较PP软,因此单片盖通常选用PE料;⑶、PE 、PP材料价格接近,都可用于食品包装。
2、按形式分:可分为单片盖和双片盖;单片盖:瓶盖内部无垫片,整个盖材料一样,依靠折边或内塞密封;双片盖:瓶盖内部有垫片,垫片材料较软,依靠压缩垫片的反弹力来保持密封;比较:⑴、单片盖没有加垫,不需要加垫机,因此设备投入较两片盖少。
并且垫片材料价格是盖体材料的两倍以上,单片盖成本比双片盖低;⑵、单片盖对瓶口尺寸、形状要求高;折边式单片盖是靠折边变形的反弹力压住瓶口外沿和端面来密封;内塞式单片盖是靠其内塞外径与瓶口内径的过盈配合起密封作用。
双片盖的垫片较软,对瓶口缺陷有较大的包容能力。
3、按生产工艺:可分为注塑盖和压塑盖;注塑盖生产工艺为:吸料机将混合好的材料吸进注塑机炮筒,在炮筒内加热到熔融塑化后,注射到模具型腔,在型腔内冷却定型、脱模,再经过切环、加垫,完成注塑盖生产。
压塑盖生产工艺为:吸料机将混合好的材料吸进压塑机炮筒,在炮筒内加热到半熔融塑化状态后,定量挤出到模具型腔内,上下模具合模、压塑并冷却定型、脱模,再经过切环、加垫,完成压塑盖生产。
各种防丢(防掉落)门盖的结构设计(中)

上篇介绍了各种转轴式防丢(防掉落)门盖的一般结构形式,本篇主要介绍弹性式防丢(防掉落)门盖的结构形式。
弹性式门盖也分为两种:1、弹性式翻盖2、弹性式滑盖弹性式门盖所具备的弹性主要来自于内部的弹簧(扭簧类居多)、金属弹片或者塑胶自身具备的弹性,下面会逐一介绍。
首先压(拉)簧类弹性门盖的平时见得少,具体实现形式可以通过转接机构实现,可参考下图:扭簧类弹性门盖,在日常生活产品中较为常见,应用广泛。
首先看下扭簧的两种状态:自由状态和压缩状态。
其中压缩状态会在两臂向外释放反作用力,此状态处在一种不稳定的状态,如果没有阻挡,扭簧两臂会朝着反作用力的方向绕着旋转轴转动至自由角度。
弹性式翻盖原理:利用上述扭簧的回弹(或叫自复位)特性,把臂1固定在不动侧(底座),臂2固定在转动侧(门盖),旋转轴联接不动侧和转动侧,就形成了一种弹性门盖,其中压缩状态为门盖的闭合状态,自由状态为门盖的打开状态。
当然,这还不算完整的门盖结构,因为这种结构没有在闭合状态或任意角度实现自锁,还有在打开方向上没有行程限位结构,限位结构不难,要么在旋转轴上做,要么在其他地方做,这里不接着复述了。
一、下面主要介绍弹性式翻盖闭合时的锁盖结构第一种,即使常见的按键开关,家电类产品会经常看到,比如电饭锅。
第二种,按压式卡扣,安装有这种卡扣的门盖按下去一次锁住,再按一次松开,(具体的原理以后找到合适的资料再细说,运用这种原理的结构还有圆珠笔、内存卡槽等)。
这种卡扣网上有现成的,由于形状太小,,一般用于受力不大的产品,比如以下这个垃圾桶。
其中的一款,卡扣尺寸和安装孔尺寸如下:第三种,1、异性磁吸+扭簧转轴,即翻盖和本体远离转轴处都安装有异性磁极的磁铁(或者一边是铁块),最重要的是磁铁的吸力要大于扭簧的弹力,当用手轻轻一拨开翻盖到弹力大于吸力时,翻盖在扭簧弹力的下自然打开到最大限位处。
这种结构是我自己想的,目前还找不到好的例子。
2、异性磁吸+同性磁斥+无扭簧转轴,这种方案,比如下面的苹果AirPods充电盒的效果。
PET瓶用塑料防盗瓶盖质量标准)
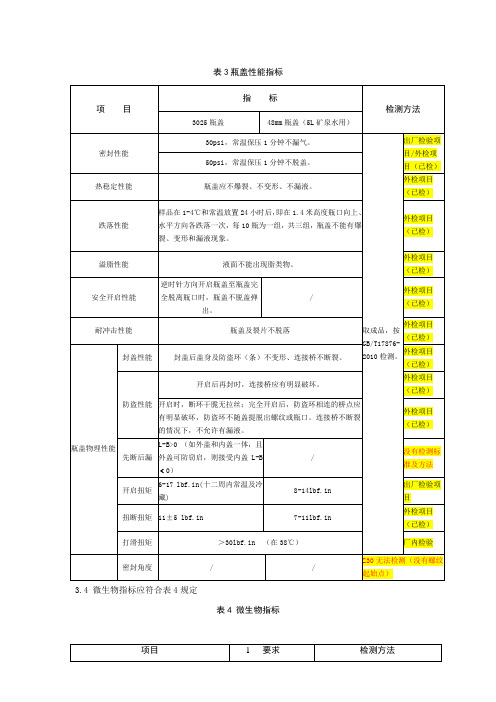
表3瓶盖性能指标项目指标检测方法3025瓶盖48mm瓶盖(5L矿泉水用)密封性能30psi,常温保压1分钟不漏气。
取成品,按GB/T17876-2010检测。
出厂检验项目/外检项目(已检)50psi,常温保压1分钟不脱盖。
热稳定性能瓶盖应不爆裂、不变形、不漏液。
外检项目(已检)跌落性能样品在1-4℃和常温放置24小时后,即在1.4米高度瓶口向上、水平方向各跌落一次,每10瓶为一组,共三组,瓶盖不能有爆裂、变形和漏液现象。
外检项目(已检)溢脂性能液面不能出现脂类物。
外检项目(已检)安全开启性能逆时针方向开启瓶盖至瓶盖完全脱离瓶口时,瓶盖不脱盖弹出。
/外检项目(已检)耐冲击性能瓶盖及裂片不脱落外检项目(已检)瓶盖物理性能封盖性能封盖后盖身及防盗环(条)不变形、连接桥不断裂。
外检项目(已检)防盗性能开启后再封时,连接桥应有明显破坏。
外检项目(已检)开启时,断环干脆无拉丝;完全开启后,防盗环相连的桥点应有明显破坏,防盗环不随盖提脱出螺纹或瓶口。
连接桥不断裂的情况下,不允许有漏液。
外检项目(已检)先断后漏L-B>0 (如外盖和内盖一体,且外盖可防窃启,则接受内盖L-B﹤0)/没有检测标准及方法开启扭矩6-17 lbf.in(十二周内常温及冷藏)8-14lbf.in出厂检验项目扭断扭矩11±5 lbf.in 7-11lbf.in外检项目(已检)打滑扭矩>30lbf.in (在38℃)厂内检验密封角度/ /Z30无法检测(没有螺纹起始点)3.4 微生物指标应符合表4规定表4 微生物指标3.5 卫生指标符合表5的规定表5卫生指标项目指标检测方法总迁移量/(mg/dm2)4%乙酸、50%乙醇,40℃,10d ≤10 GB 31604.8外检项目(已检)GB4806高锰酸钾消耗量,mg/kg 水(60℃,2h)≤10 GB 31604.2外检项目(已检)GB4806重金属(以Pb 计),mg/kg4%乙酸(60℃,2h)≤1 GB 31604.9外检项目(已检)GB4806脱色试验阴性GB 31604.7 外检项目(已检)GB4806荧光波长365nm和254nm光下照射荧光点或块累计面积不得超过单个包装面积的5%;若荧光面积超过5%依据GB 31604.47中的5.3的确证方法进行验证。
塑料桶盖
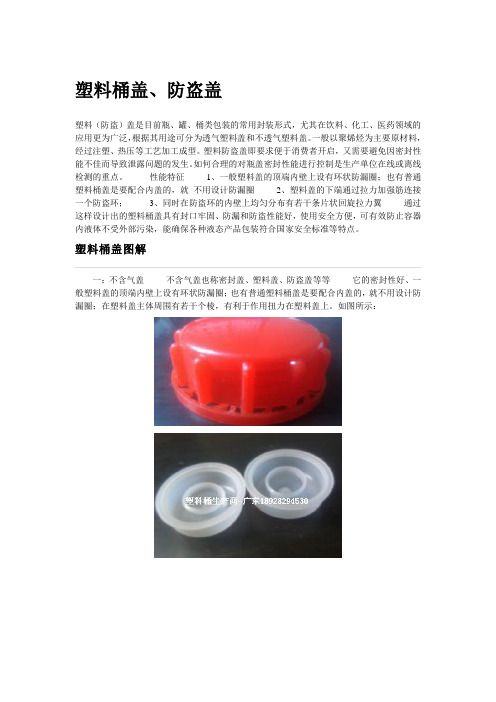
塑料桶盖、防盗盖塑料(防盗)盖是目前瓶、罐、桶类包装的常用封装形式,尤其在饮料、化工、医药领域的应用更为广泛,根据其用途可分为透气塑料盖和不透气塑料盖。
一般以聚烯烃为主要原材料,经过注塑、热压等工艺加工成型。
塑料防盗盖即要求便于消费者开启,又需要避免因密封性能不佳而导致泄露问题的发生。
如何合理的对瓶盖密封性能进行控制是生产单位在线或离线检测的重点。
性能特征1、一般塑料盖的顶端内壁上设有环状防漏圈;也有普通塑料桶盖是要配合内盖的,就不用设计防漏圈2、塑料盖的下端通过拉力加强筋连接一个防盗环;3、同时在防盗环的内壁上均匀分布有若干条片状回旋拉力翼通过这样设计出的塑料桶盖具有封口牢固、防漏和防盗性能好,使用安全方便,可有效防止容器内液体不受外部污染,能确保各种液态产品包装符合国家安全标准等特点。
塑料桶盖图解一:不含气盖不含气盖也称密封盖、塑料盖、防盗盖等等它的密封性好、一般塑料盖的顶端内壁上设有环状防漏圈;也有普通塑料桶盖是要配合内盖的,就不用设计防漏圈;在塑料盖主体周围有若干个棱,有利于作用扭力在塑料盖上。
如图所示:塑料桶盖(2张)二:含气盖含气盖也称为透气盖、排气盖、组合透气盖等等透气盖一般是由带小孔的主体外盖、含透气膜的内盖组合而成的,该透气膜可以有效排气阻隔液体的效果,这款盖子可使容器内外压力平衡,避免因容器内产品因物理或化学变化产生膨胀或收缩。
如图所示:三:内盖内盖也成为内塞、桶口内盖、瓶口内盖、塞子等等一般容量在3L以上的容器都可配带内盖,内盖增加容器的密封度,较单一的外盖封口效果更好!如图所示:如何对瓶盖做检测那么如何合理的对塑料盖密封性能进行控制是生产单位在线或离线检测的重点,对于塑料防盗瓶盖,因为要测试其密封程度,所以要用到正压密封测试仪,但是市面的正压密封测试仪都是直接往密封好的容器内打入压缩空气,这样就难免在容器有瑕疵时发生爆炸,据专家测算,一个2.5升的可乐瓶子,如果在1.2MPa时发生爆炸,其破坏性相当于100-150克炸药的。
人教版二年级美术:塑料防盗瓶盖生产工艺-素材.doc

塑料防盗瓶盖生产工艺一、塑料防盗瓶盖的分类及成型方法自上世纪90年代中期开始,可口可乐公司生产的PET瓶装饮料使用塑料防盗盖替代铝盖,从而将塑料防盗盖推到了饮料包装的前台,世界知名的制盖机械如萨克米(SACMI)、奥克亚(Alcoa)、赫斯基(Husky)等纷纷进入中国,开始了塑料防盗盖的大规模生产和应用。
1.1、按瓶盖原材料分:可分为PE盖、PP盖;PE (聚乙烯):密度为0.94-0.96g/cm3,,加工温度约220℃;相对PP较软,单片盖较常用。
PE基本分为三大类,即高压低密度聚乙烯(LDPE)、高密度聚乙烯(HDPE)和线型低密度聚乙烯(LLDPE)。
一般瓶盖料通常采用高密度聚乙烯(HDPE)。
PP(聚丙烯):密度为0.9-0.91 g/cm3,加工温度约220℃;比较:⑴、PP密度比PE小,PP的强度、刚度、硬度、耐热性均优于PE,可在100度左右使用;⑵、PE因为较PP软,因此单片盖通常选用PE料;⑶、PE 、PP材料价格接近,都可用于食品包装。
1.2、按形式分:可分为单片盖和双片盖;单片盖:瓶盖内部无垫片,整个盖材料一样,依靠折边或内塞密封;双片盖:瓶盖内部有垫片,垫片材料较软,依靠压缩垫片的反弹力来保持密封;比较:⑴、单片盖没有加垫,不需要加垫机,因此设备投入较两片盖少。
并且垫片材料价格是盖体材料的两倍以上,单片盖成本比双片盖低;⑵、单片盖对瓶口尺寸、形状要求高;折边式单片盖是靠折边变形的反弹力压住瓶口外沿和端面来密封;内塞式单片盖是靠其内塞外径与瓶口内径的过盈配合起密封作用。
双片盖的垫片较软,对瓶口缺陷有较大的包容能力。
1.3、按生产工艺:可分为注塑盖和压塑盖;注塑盖生产工艺为:吸料机将混合好的材料吸进注塑机炮筒,在炮筒内加热到熔融塑化后,注射到模具型腔,在型腔内冷却定型、脱模,再经过切环、加垫,完成注塑盖生产。
压塑盖生产工艺为:吸料机将混合好的材料吸进压塑机炮筒,在炮筒内加热到半熔融塑化状态后,定量挤出到模具型腔内,上下模具合模、压塑并冷却定型、脱模,再经过切环、加垫,完成压塑盖生产。
GB17876塑料防盗瓶盖[2]
![GB17876塑料防盗瓶盖[2]](https://img.taocdn.com/s3/m/ca790f1255270722192ef787.png)
1.00
1.14
0.80
0.94
0.80
0.94
0.80
0.94
±0.57
±0.66
5.3 印刷图案附着性能 瓶盖印刷图案应无明显脱落,不影响图案的完整性。
5.4 物理机械性能 瓶盖物理性能,应符合表 3 的要求。
密封性能 热稳定性能
跌落性能
开启扭矩性能 防盗环物理性
能
表 3 物理机械性能
项目
要求
非碳酸盖
用旋盖机按满足封盖要求的额定扭矩封盖,观察瓶盖防盗环连接桥是否断裂。常温放置 24 小时, 用精度大于 0.1N·m 的扭力仪测试开启扭矩和扭断扭矩,重新封盖,观察防盗环连接桥是否有明显破 坏。 6.5 溢脂性能试验 6.5.1 洁净瓶子中注入标称容量纯净水后用非碳酸盖密封,常温下放置 24 小时,摇晃 5 小时后在 42℃ 恒温箱中侧向,若有油脂出现即终止试 验。 6.5.2 洁净瓶子中注入标称容量含有 4.2±0.1 体积二氧化碳的碳酸水后用碳酸盖密封,常温下放置 24 小时,摇晃 5 小时后在 42℃恒温箱中侧向放置 48 小时,从放置时起每隔 24 小时观察瓶内液面是否 有油脂,若有油脂出现即终止试验。 6.6 安全开启性能试验
200kPa 时不漏气、350kpa 不脱盖
碳酸盖
690kPa 时不漏气 1207kPa 时不脱盖
非碳酸盖耐低温性能
不爆裂、不变形,倒置不漏液
碳酸盖耐低温性能
不爆裂、不变形,倒置不漏气、不漏液
碳酸盖耐高温性能
不爆裂、不变形,不漏液
碳酸盖高温周期循环测试
不爆裂、不脱盖
非碳酸盖
不脱盖、不漏液
碳酸盖
不脱盖、不漏液
耐冲击性能
浅谈黄酒铝质防盗瓶盖质量的影响因素
菌 效 果 越 不 好 。 因此 ,有 的 业 片 面 追 求 耐 喷 淋 杀 菌
效果 ,降低膜 厚 ,导致盖体光亮程度降低 ,喷淋杀菌 后更加重 了失光程度。
相信正确处理好 以上问题 ,对保证铝质防盗瓶盖喷 淋后的质量将起到很好的保障作用。※ 作者单位:山东丽鹏包装有限公司铝板厂
关键 词:黄酒 铝质防盗瓶盖 质量问题 解决办法
观 、实用,但经过喷淋杀菌后 ,瓶盖质量( 主要是理化 性能) 不稳定,是 目前普遍存在的问题 。下面笔者就此谈
谈个 人 见解 。
喷淋 杀菌涂 料和不耐喷淋杀菌涂料两种 。不耐喷淋杀
菌的涂料 肯定达不到喷淋杀菌的要求 ,而具备喷淋杀
菌的涂料性 能也有高低之分 。所 以,包装 印刷企业首 先要选择具备喷淋杀菌性能 的涂料 ,其次在生产过程 中经过试用对 比,选择性 能优异 、稳定 的涂料生产厂 家作为长期供货方 。
要加强E刷的过程控制,在生产过程 中保证印刷色彩~ f ]
5 【 备 材 料 】 8 设
企业应切实掌握好油墨、涂料的固化温度 ,并根据生产
环境的变化而改变工艺参数 。
二、铝质 防盗瓶盖 的竖切 口和连点处爆漆
铝质防盗瓶盖竖切口和连点处爆漆是常见问题,这与
涂料 性能、涂膜厚度、基材的热胀系数都有直接的关系。 涂料性 能 按 是否耐 喷淋 杀菌划分 ,涂料 分为耐
由于马 口铁皇冠盖档次太低,目前黄酒封 口所使用 的盖子 ,以铝质 防盗瓶盖居 多。而铝质防盗瓶盖虽然美
制 的 印刷 颜色 等 措施 ,都 可起 到 很好 的效 果 。
品红、青三种基本颜色的油翠配比而成,与涂料在喷淋
五、盖体 喷淋杀菌后失光
黄酒生产企业喷淋杀菌所用的水要定期更换,若 K
(完整版)瓶盖生产工艺
塑料防盗瓶盖生产工艺一、塑料防盗瓶盖的分类及成型方法自上世纪90年代中期开始,可口可乐公司生产的PET瓶装饮料使用塑料防盗盖替代铝盖,从而将塑料防盗盖推到了饮料包装的前台,世界知名的制盖机械如萨克米(SACMI)、奥克亚(Alcoa)、赫斯基(Husky)等纷纷进入中国,开始了塑料防盗盖的大规模生产和应用。
1.1、按瓶盖原材料分:可分为PE盖、PP盖;PE (聚乙烯):密度为0.94-0.96g/cm3,,加工温度约220℃;相对PP较软,单片盖较常用。
PE基本分为三大类,即高压低密度聚乙烯(LDPE)、高密度聚乙烯(HDPE)和线型低密度聚乙烯(LLDPE)。
一般瓶盖料通常采用高密度聚乙烯(HDPE)。
PP(聚丙烯):密度为0.9-0.91 g/cm3,加工温度约220℃;比较:⑴、PP密度比PE小,PP的强度、刚度、硬度、耐热性均优于PE,可在100度左右使用;⑵、PE因为较PP软,因此单片盖通常选用PE料;⑶、PE 、PP材料价格接近,都可用于食品包装。
1.2、按形式分:可分为单片盖和双片盖;单片盖:瓶盖内部无垫片,整个盖材料一样,依靠折边或内塞密封;双片盖:瓶盖内部有垫片,垫片材料较软,依靠压缩垫片的反弹力来保持密封;比较:⑴、单片盖没有加垫,不需要加垫机,因此设备投入较两片盖少。
并且垫片材料价格是盖体材料的两倍以上,单片盖成本比双片盖低;⑵、单片盖对瓶口尺寸、形状要求高;折边式单片盖是靠折边变形的反弹力压住瓶口外沿和端面来密封;内塞式单片盖是靠其内塞外径与瓶口内径的过盈配合起密封作用。
双片盖的垫片较软,对瓶口缺陷有较大的包容能力。
1.3、按生产工艺:可分为注塑盖和压塑盖;注塑盖生产工艺为:吸料机将混合好的材料吸进注塑机炮筒,在炮筒内加热到熔融塑化后,注射到模具型腔,在型腔内冷却定型、脱模,再经过切环、加垫,完成注塑盖生产。
压塑盖生产工艺为:吸料机将混合好的材料吸进压塑机炮筒,在炮筒内加热到半熔融塑化状态后,定量挤出到模具型腔内,上下模具合模、压塑并冷却定型、脱模,再经过切环、加垫,完成压塑盖生产。
饮料铝防盗盖生产工艺流程
饮料铝防盗盖生产工艺流程Producing aluminum anti-theft caps for beverages requires a detailed and precise manufacturing process. The first step in the production process is obtaining the raw materials, which typically include aluminum sheets. These sheets are cut into circular shapes that will later become the caps for beverage containers. The precision and quality of the cutting process are crucial to ensure the final product's integrity and functionality.生产饮料铝防盗盖需要一个详细而精密的制造过程。
制造过程的第一步是获得原材料,这些原材料通常包括铝片。
这些铝片被切割成圆形,以后会成为饮料容器的盖子。
切割过程的精确度和质量至关重要,以确保最终产品的完整性和功能性。
After the aluminum sheets are cut into the desired shape, they undergo a process called embossing. During embossing, a pattern or design is pressed into the surface of the aluminum caps. This step is essential for branding and decoration purposes, as it gives the caps a unique and visually appealing appearance. Embossing also serves afunctional purpose, as it can improve grip and make it easier for consumers to open and close the beverage containers.铝片按所需形状切割后,它们会经历一个叫做压花的过程。
瓶盖生产工艺(最新整理)
塑料防盗瓶盖生产工艺一、塑料防盗瓶盖的分类及成型方法自上世纪90年代中期开始,可口可乐公司生产的PET瓶装饮料使用塑料防盗盖替代铝盖,从而将塑料防盗盖推到了饮料包装的前台,世界知名的制盖机械如萨克米(SACMI)、奥克亚(Alcoa)、赫斯基(Husky)等纷纷进入中国,开始了塑料防盗盖的大规模生产和应用。
1.1、按瓶盖原材料分:可分为PE盖、PP盖;PE (聚乙烯):密度为0.94-0.96g/cm3,,加工温度约220℃;相对PP较软,单片盖较常用。
PE基本分为三大类,即高压低密度聚乙烯(LDPE)、高密度聚乙烯(HDPE)和线型低密度聚乙烯(LLDPE)。
一般瓶盖料通常采用高密度聚乙烯(HDPE)。
PP(聚丙烯):密度为0.9-0.91 g/cm3,加工温度约220℃;比较:⑴、PP密度比PE小,PP的强度、刚度、硬度、耐热性均优于PE,可在100度左右使用;⑵、PE因为较PP软,因此单片盖通常选用PE料;⑶、PE 、PP材料价格接近,都可用于食品包装。
1.2、按形式分:可分为单片盖和双片盖;单片盖:瓶盖内部无垫片,整个盖材料一样,依靠折边或内塞密封;双片盖:瓶盖内部有垫片,垫片材料较软,依靠压缩垫片的反弹力来保持密封;比较:⑴、单片盖没有加垫,不需要加垫机,因此设备投入较两片盖少。
并且垫片材料价格是盖体材料的两倍以上,单片盖成本比双片盖低;⑵、单片盖对瓶口尺寸、形状要求高;折边式单片盖是靠折边变形的反弹力压住瓶口外沿和端面来密封;内塞式单片盖是靠其内塞外径与瓶口内径的过盈配合起密封作用。
双片盖的垫片较软,对瓶口缺陷有较大的包容能力。
1.3、按生产工艺:可分为注塑盖和压塑盖;注塑盖生产工艺为:吸料机将混合好的材料吸进注塑机炮筒,在炮筒内加热到熔融塑化后,注射到模具型腔,在型腔内冷却定型、脱模,再经过切环、加垫,完成注塑盖生产。
压塑盖生产工艺为:吸料机将混合好的材料吸进压塑机炮筒,在炮筒内加热到半熔融塑化状态后,定量挤出到模具型腔内,上下模具合模、压塑并冷却定型、脱模,再经过切环、加垫,完成压塑盖生产。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
防盗盖
防盗盖是目前瓶、罐、桶类包装的常用封装形式,尤其在饮料、化工、医药领域的应用更为广泛,根据其用途可分为透气防盗盖和不透气防盗盖。
一般以聚烯烃为主要原材料,经过注塑、热压等工艺加工成型。
塑料防盗盖即要求便于消费者开启,又需要避免因密封性能不佳而导致泄露问题的发生。
如何合理的对瓶盖密封性能进行控制是生产单位在线或离线检测的重点。
性能特征1、一般防盗盖的顶端内壁上设有环状防漏圈;也有普通塑料桶盖是要配合内盖的,就不用设计防漏圈2、防盗盖的下端通过拉力加强筋连接一个防盗环;3、同时在防盗环的内壁上均匀分布有若干条片状回旋拉力翼通过这样设计出的塑料桶盖具有封口牢固、防漏和防盗性能好,使用安全方便,可有效防止容器内液体不受外部污染,能确保各种液态产品包装符合国家安全标准等特点。
防盗盖结构图解
一:不透气防盗盖不含气盖也称密封盖、塑料盖、防盗盖等等它的密封性好、一般塑料盖的顶端内壁上设有环状防漏圈;也有普通塑料桶盖是要配合内盖的,就不用设计防漏圈;在塑料盖主体周围有若干个棱,有利于作用扭力在塑料盖上。
如图所示:二:透气防盗盖含气盖也称为透气盖、排气盖、组合透气盖等等透气盖一般是由带小孔的主体外盖、含透气膜的内盖组合而成的,该透气膜可以有效排气阻隔液体的效果,这款盖子可使容器内外压力平衡,避免因容器内产品因物理或化学变化产生膨胀或收缩。
如图所示:三:内盖内盖也成为内塞、桶口内盖、瓶口内盖、塞子等等一般容量在3L以上的容器都可配带内盖,内盖增加容器的密封度,较单一的外盖封口效果更好!如图所示:
防盗盖的固紧
现有公司设计有防盗盖固紧扳手,设计合理、结构紧凑,方便了防盗盖的固紧
防盗盖固紧扳手(2张)
如何对瓶盖做检测那么如何合理的对防盗盖密封性能进行控制是生产单位在线或
离线检测的重点,对于塑料防盗瓶盖,因为要测试其密封程度,所以要用到正压密封测试仪,但是市面的正压密封测试仪都是直接往密封好的容器内打入压缩空气,这样就难免在容器有瑕疵时发生爆炸,据专家测算,一个2.5升的可乐瓶子,如果在1.2MPa时发生爆炸,其破坏性相当于100-150克炸药的。
标准测试方法介绍国家标准GB/T17876-1999专门针对此塑料防盗瓶盖的检测问题进行了明确的规定,如瓶盖开启扭矩力、热稳定性能、耐跌落性能、泄露与密封性能等。
其中密封性能与瓶盖开启、扭紧力矩的评定是塑料防盗瓶盖密封性能解决的有效途径。
根据瓶盖用途的不同,对不含气盖和含气盖的测方法有不同的规定。
密封盖(不透气盖)需将瓶盖切去防盗环(条),用于不小于1.2NM的额定扭矩封上,用密封测试仪[1]测试,加压至200kPa,在水下保持压力1分钟,观察是否漏气或者脱扣;透气盖(透气盖)则加压至690kPa,在水下保持压力1分钟,观察是否漏气,再把压力提高至1207kPa,保持压力1分钟,观察塑料盖是否脱扣。
以上资料由广东省可塑塑料制品有限公司提供,希望对广大朋友了解认识安全包装、环保包装有帮助!也希望广大国民积极参与到安全包装、环保包装的活动中来!。