新型千分尺的使用方法图解
千分尺使用方法
1.用目測将0.01刻度等分成10份,読取基線位置的値
2.如右図A所示,基線与0.01刻度,有一半重疊時読取0.001
3.如右図B所示,基線与0.01刻度全部錯開時読取0.002
【保管方法】
1)測定面涂油(主軸油)
2)測定面之間的隙間要距離0.5~2mm左右
3)不可動鎖定鈕(主軸会変形)பைடு நூலகம்
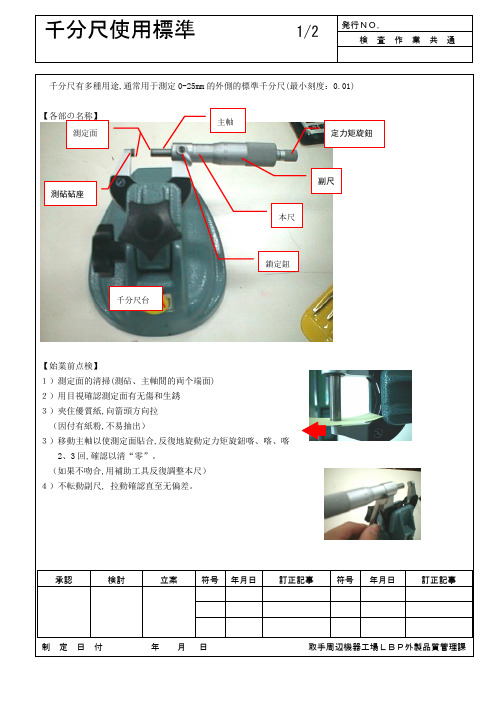
千分尺有多種用途,通常用于測定0-25mm的外側的標凖千分尺(最小刻度:0.01)
【各部の名称】
【始業前点検】
1)測定面的清掃(測砧、主軸間的両个端面)
2)用目視確認測定面有无傷和生銹
3)夾住優質紙,向箭頭方向拉
(因付有紙粉,不易抽出)
3)移動主軸以使測定面貼合,反復地旋動定力矩旋鈕喀、喀、喀
2、3回,確認以清“零”。
4)防止日光直射
5)応保管在无湿気,通風良好処
6)放置在无塵的地方
7)用完後,応入箱保管
(如果不吻合,用補助工具反復調整本尺)
4)不転動副尺,拉動確認直至无偏差。
【刻度的読取方法】
1)先確認副尺端面1mm・0.5mm刻度在什麽位置
(該照片能看見刻度11 mm /0.5mm)
2)確認基線上0.01刻度所指的是哪里
(指的是0.22)
3)将読取的値合計
(11mm+0.5mm+0.22mm=11.72mm)
外径千分尺使用教程
外径千分尺使用教程一、外径千分尺的介绍外径千分尺常简称为千分尺,它是比游标卡尺更精密的长度测量仪器,常见的一种如图所示,它的量程是0-25毫米,分度值是0.01毫米。
二、外径千分尺的结构:外径千分尺的结构由固定的尺架、测砧、测微螺杆、固定套管、微分筒、测力装置、锁紧装置等组成。
固定套管上有一条水平线,这条线上、下各有一列间距为1毫米的刻度线,上面的刻度线恰好在下面二相邻刻度线中间。
微分筒上的刻度线是将圆周分为50等分的水平线,它是旋转运动的。
结构示意图如下:三、外径千分尺工作原理根据螺旋运动原理,当微分筒(又称可动刻度筒)旋转一周时,测微螺杆前进或后退一个螺距──0.5毫米。
这样,当微分筒旋转一个分度后,它转过了1/50周,这时螺杆沿轴线移动了1/50×0.5毫米=0.01毫米,因此,使用千分尺可以准确读出0.01毫米的数值。
四、外径千分尺的零位校准使用外径千分尺时先要检查其零位是否校准,因此先松开锁紧装置,清除油污,特别是测砧与测微螺杆间接触面要清洗干净。
检查微分筒的端面是否与固定套管上的零刻度线重合,若不重合应先旋转旋钮,直至螺杆要接近测砧时,旋转测力装置,当螺杆刚好与测砧接触时会听到喀喀声,这时停止转动。
如两零线仍不重合(两零线重合的标志是:微分筒的端面与固定刻度的零线重合,且可动刻度的零线与固定刻度的水平横线重合),可将固定套管上的小螺丝松动,用专用扳手调节套管的位置,使两零线对齐,再把小螺丝拧紧。
不同厂家生产的千分尺的调零方法不一样,这里仅是其中一种调零的方法。
检查千分尺零位是否校准时,要使螺杆和测砧接触,偶尔会发生向后旋转测力装置两者不分离的情形。
这时可用左手手心用力顶住尺架上测砧的左侧,右手手心顶住测力装置,再用手指沿逆时针方向旋转旋钮,可以使螺杆和测砧分开。
五、外径千分尺的读数方法以微分套筒的基准线为基准读取左边固定套筒刻度值,再以固定套筒基准线读取微分套筒刻度线上与基准线对齐的刻度,即为微分套筒刻度值,将固定套筒刻度值与微分套筒刻度值相加,即为测量值。
千分尺的正确使用方法PPT课件
01 2
40 可动刻度:
35
34.4
30 0.344mm
读数L= 固定刻度 + 可动刻度
L= 2.0 + 0.344 = 2.344 mm
精选ppt课件最新
22
6、螺旋测微器的读数练习:
固定刻度: 0.5mm
0
5
0 45
越过了0线,说明 已超过半刻度线 可动刻度:
0.6
读数L= 固定刻度 + 可动刻度
千分尺的使用
********************公司
精选ppt课件最新
1
测微螺杆 止动旋钮
测砧
固定刻度
旋钮
微调旋钮
可动刻度 尺架
尺架的两侧面覆盖着(绝热板),手拿在绝
热板上,防止人体的热量影响千分尺的测量
精度。精选ppt课件最新
2
2、螺旋测微器的使用方法:
a使用前,应把千分尺的两个测砧面擦干净。 (软质白细布或干净棉丝)
30
e.被测物表面应光洁,不允许把测杆固定 而将被测物强行卡入或拉出,那会划伤测杆 和测砧的经过精密研磨的端面。
精选ppt课件最新
31
f.轻拿轻放,防止掉落摔坏。 g.用毕放回盒中,存放中测杆和测砧不要接触,长期
不用,要涂防锈油。
精选ppt课件最新
32
h、不得擅自拆改。
精选ppt课件最新
33
精选ppt课件最新
不同的人,用同一个千分尺,测量值会不同。
精选ppt课件最新
28
* 退出测量不应旋小旋钮。 (以防把小旋钮拧松,影响千分尺的“0”位)
×
精选ppt课件最新
√
29
千分尺的使用方法和读数方法(图解)
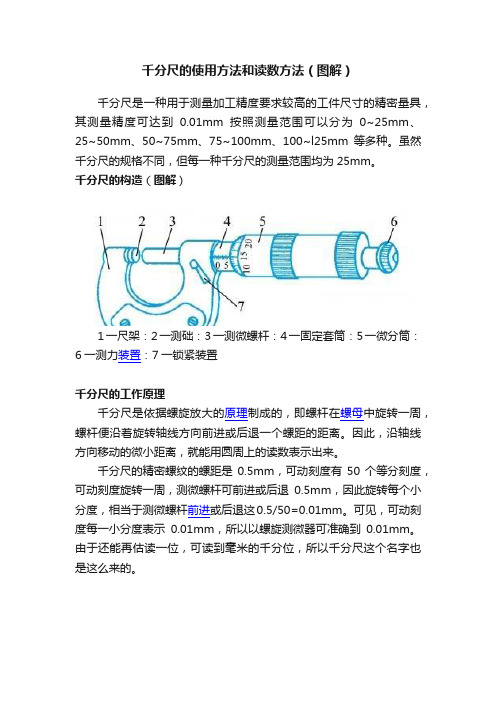
千分尺的使用方法和读数方法(图解)千分尺是一种用于测量加工精度要求较高的工件尺寸的精密量具,其测量精度可达到0.01mm按照测量范围可以分为0~25mm、25~50mm、50~75mm、75~100mm、100~l25mm等多种。
虽然千分尺的规格不同,但每一种千分尺的测量范围均为25mm。
千分尺的构造(图解)1一尺架:2一测础:3一测微螺杆:4一固定套筒:5一微分筒:6一测力装置:7一锁紧装置千分尺的工作原理千分尺是依据螺旋放大的原理制成的,即螺杆在螺母中旋转一周,螺杆便沿着旋转轴线方向前进或后退一个螺距的距离。
因此,沿轴线方向移动的微小距离,就能用圆周上的读数表示出来。
千分尺的精密螺纹的螺距是0.5mm,可动刻度有50个等分刻度,可动刻度旋转一周,测微螺杆可前进或后退0.5mm,因此旋转每个小分度,相当于测微螺杆前进或后退这0.5/50=0.01mm。
可见,可动刻度每一小分度表示0.01mm,所以以螺旋测微器可准确到0.01mm。
由于还能再估读一位,可读到毫米的千分位,所以千分尺这个名字也是这么来的。
千分尺的使用方法(图解)使用前应先检查零点:缓缓转动微调旋钮D′,使测杆(F)和测砧(A)接触,到棘轮发出声音为止,此时可动尺(活动套筒)上的零刻线应当和固定套筒上的基准线(长横线)对正,否则有零误差。
千分尺误差检查①将千分尺测砧表面擦拭干净②旋转棘轮盘,使两个测砧先靠拢,直到棘轮发出2~3响“咔咔”声响,这时检视指示值③微分筒前端应与固定套筒的“0”线对齐④微分筒的“0”线应与固定套筒的基线对齐⑤若两者中有一个“0”线不能对齐,则该千分尺有误差,应予检调后才能测量使用方法①将工件被测表面擦拭干净,并置于千分尺两测砧之间,使千分尺测微螺杆轴线与工件中心线垂直或平行,若歪斜着测量,则直接影响测量的准确性②旋转旋钮,使测砧与工件测量表面接近,这时改用旋转棘轮盘,直到棘轮发出“咔咔”声响为止,此时的指示数值就是所测量的工件尺寸③测量完毕,放倒微分筒后,取下千分尺④使用完毕,应将千分尺擦拭干净,保持清洁,并涂抹一薄层工业凡士林,然后放入盒内保存。
内径千分尺和游标卡尺使用方法图解

以下图为例,该铁芯的尺寸是: (66.987-0.339)=66.648mm
通过比较, 计算产品的尺寸
内径杠杆百分表的使用方法
4.校零 测量结束后,内径杠杆表需要重新校零, 看读数是否能归零,若不能,则证明测 量的数据不准确,需重新测量。
长度计量器具的维护保养
长度计量用的量具和仪器,大多都是精度 要求高、使用条件要求严格、且价格昂贵。为 了保证检测的准确度,除按计量检定规程定期 检定外,还必须十分注意对量具和仪器的维护、 保养。由于长度计量器具大部分是由金属零件 和光学零件组成,所以主要应做好以下几点:
⚫ 7.使用后,用干布仔细擦拭卡尺各个部位。不使用 时测量面分开0.2-2mm,并尽可能放入包装盒中。
二、外径千分尺
(一)千分尺的结构
(二)使用方法
1.查看千分尺 的管理编号与 合格标签是否 完好,保证千 分尺在合格期 内。
(二)使用方法
2. 根据要求选择适当量程的千分尺。 3. 清洁千分尺的尺身和测砧(用无尘布)。
2.测量件表面为圆弧形时, 千分尺的测微螺杆必须在被 测件的直径延长线上。
3.测量结束后需重新校零,若无法归零,则证明之前测量 的数据不准确,需重新校零并测量。
(三)读数方法
整数部分:在主刻度上读 以微分筒(辅刻度)端面所处在主刻度的上刻线 位来定 小数部分:在微分筒和固定套管(主刻度)的下 刻线上读 当下刻线出现时,小数值=0.5+ 微分筒上读数 当下刻线未出现时,小数值=微分筒上读数 整个被测值=整数值+小数值
(三)使用方法(三用数显卡尺)
⚫ 1.查看游标卡尺的 管理编号与合格标 签是否完好,保证 卡尺在合格期内。
(三)使用方法(数显卡尺)
⚫ 2.清洁测量基准面
千分尺的使用及校准ppt课件
• 示值误差:用千分尺公用量块在千分尺丈量 范围内均匀分布5点放入量块直接丈量.
• (A+5.12, A+10.24, A+15.36, A+21.50, A+25.00;A为起始尺寸)
• 校正杆的尺寸:用量块和万能测长仪用比较 法丈量
千分尺
• 千分尺的量程普通为25MM一段〔也有030MM的,但比较少见〕,例如:0-25, 25-50,50-75,75-100,大于25MM的都 会配有校正棒。
各种千分尺
• 运用方法:
• 先清洁丈量面,丈量时要运用千分尺的测力安 装〔棘轮机构〕,缓慢的转动直到测力安装响 2-3声归零,再用同样的方法丈量并读数。
规范器图
校准工程及校准方法
JJG21-2019
• 外观 • 丈量面平面度:用平面平晶以技术光波干涉法判别
干涉条纹.对于丈量范围较大的千分尺用刀口形直 尺以光隙法.〔允差:数显0.3um,机械0.6um〕 • 丈量面平行度:用平行平晶以技术光波干涉法判别 干涉条纹数.对于丈量范围较大的千分尺用量块丈 量任务面4个位置的尺寸,最大尺寸与最小尺寸之 差为平行度. 〔允差:数显1.5um,机械2.0um〕
千分尺的运用及校准
培训大纲
• 计量术语 • 千分尺的用途 • 任务原理 • 计量特性及技术参数 • 校准方法 • 本卷须知
• 千分尺(定义): 千分尺是运用螺旋副 传动原理,将回转运动变为直线运动的 一种量具.
• 主要用于丈量各种外尺寸和内尺寸.
• 千分尺符合阿贝原那么.
• 千分尺分为:外径千分尺,尖头千分尺, 璧厚千分尺,槽径千分尺,公法线千分尺, 深度千分尺,杠杆千分尺,内径千分尺,内 测千分尺等
外径千分尺使用说明书

外径千分尺使用说明书外径千分尺产品资料千分尺产品明细:外径千分尺、测微头、螺纹千分尺、公法线千分尺、内径千分尺、深度千分尺、杠杆千分尺、板厚千分尺、壁厚千分尺、尖头千分尺、小测头千分尺、电子数显外径千分尺一、外径千分尺(三级产品分类)1、产品简介:外径千分尺是利用螺旋副原理对弧形尺架上两测量面间分割的距离进行读数,适用于工件的外尺寸测量的工具。
2、购买列参数:见表3、产品特性:●适用于工件的外尺寸测量,可测量工件精度在IT6-IT10。
●外径千分尺按分度值可分为0.01mm和0.001mm,根据所测工件精度要求选择相应的产品。
●测微螺杆采用优质合金钢制造,经淬火后精密磨削,变形小,耐用度高。
●测量范围≤300mm的外径千分尺测量面镶硬质合金,使用寿命长。
●测力装置采用双棘轮结构,测力稳定。
●外径千分尺符合国家标准 GB/T1216-2004。
●测量范围(25-300)mm外径千分尺附有校对量杆1支;测量范围(300-1000)mm外径千分尺附有校对量杆2支;测量范围(1000-3000)mm外径千分尺附有校对柱2支,校对量杆4支,具体尺寸详见参数列表。
●1000-3000mm管结构外径千分尺是由外径千分尺和百分表组成的通用外尺寸测量器具。
●1000-3000mm管结构外径千分尺适用于重型机械或矿山机械等加工大尺寸零件的测量,通过活动测砧、量杆、校对柱及测微头来实现每种规格量程为500mm的尺寸测量。
用校对柱、测微头及量杆做尺寸的调整,用百分表进行比较测量,百分表量程为10mm,读数更直观、方便。
●1000-3000mm管结构外径千分尺符合 JB/T 10007-2012。
测力装置注意事项:转动测力装置渐进量面,听见“卡卡”声,表明量面与工件已接触上,测力装置卸荷有效,即可读数。
校对量杆的使用方法和作用:校对量杆用于测量范围大于25mm 的外径千分尺校对“0”位。
把校对量杆当做被测工件进行测量,如果千分尺上的读数与校对量杆实际尺寸相同,表明“0”位正确。
测微类量具千分尺的使用
一、使用前检查
• 1、检查相互作用:转动微分筒,其与固定套筒之间不应 有卡住或相互摩擦的现象,在全量程应转动灵活。 • 2、检查测力装置:用手把微分筒定住或用止动器将活动 测杆紧固住,旋转棘轮,当其能发出清脆的“卡卡”声, 说明棘轮良好,测力正常。 • 3、检查测量面:先把两个测量面擦干净,转动微分筒, 当两个测量面快要接触时,旋转棘轮,使两测量面轻轻接 触,检查接触面有无漏光与间隙,核查其平行度状况。 • 4、检查零位:0-25mm千分尺直接校对,25mm以上的 千分尺使用校对棒。当测量面接触,棘轮发出“咔咔”声 时,零位应对齐。 检查结果有疑问时交计量室处理,不准私自拆卸.
测微类量具千分尺 使用与保养
结构图1-1
结构图1-2
结构说明
• 千分尺是应用螺旋副传动原理,将回转运动变为直线运动 的一种量具。主要用来测量各种外部尺寸。 • 外径千分尺常简称为千分尺,它是比游标卡尺更精密的长 度测量仪器,如图1-1结构图和图1-2示意图所示,它的 量程是0-25毫米,分度值是0.01毫米。外径千分尺的 结构由固定的尺座、测砧、测微螺杆、固定套管、微分筒、 测力装置、锁紧装置等组成。固定套管上有一条水平线, 这条线上、下各有一列间距为1毫米的刻度线,上面的刻 度线恰好在下面二相邻刻度线中间。微分筒上的刻度线是 将圆周分为50等分的水平线,它是旋转运动的。
• 9、测量时手要托付工件,这样会减少测量 误差 • 为消除测量误差,可在同一位置多测几次 取平均值。
四、千分尺的维护与保养
• 1、不准握着微分筒旋转摇动千分尺,以防 丝杆磨损或测量面撞击而损坏千分尺。
• 2、为防止千分尺两个测量面擦伤,不允许 用千分尺测量粘有研磨剂的工件,也不准 用砂布或油石等擦磨测量杆。
千分尺的使用方法及注意事项优质PPT
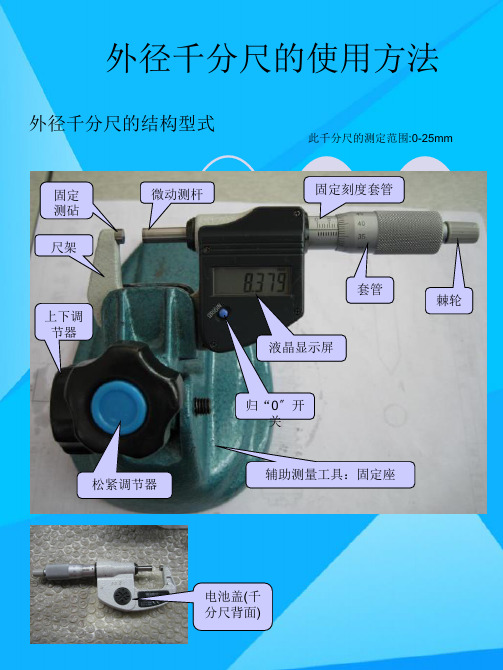
外径千分尺的结构型式
固定 测砧
尺架
微动测杆
上下调 节器
此千分尺的测定范围:0-25mm
固定刻度套管
套管 液晶显示屏
棘轮
松紧调节器
归“0〞开 关
辅助测量工具:固定座
电池盖(千 分尺背面)
一、清洗并归“0”
使用前用干净光滑的白纸 清洗,清洗完后看千分尺
是否归“0”
如不归“0”,则按归“0 〞键归零
二、校正
测量时,零件必须在千分尺的测量面中心测量; 外径千分尺的使用方法: 如不归“0”,则按归“0〞键归零 千分尺的液晶显示处不可碰油、碰水;
外径千分尺的使标用准方棒法:
使用千分尺测量零件尺寸时,必须注意以下几点: 使用千分尺测量零件尺寸时,必须注意以下几点: 如不归“0”,则按归“0〞键归零 外径千分尺的使用方法: 测量前应把千分尺擦干净,检查千分尺的测杆是否有磨损,测杆紧密贴合时,应无明显的间隙; 外径千分尺的使用方法: 用途:一般用来测量或检验零件的外径 使用前用干净光滑的白纸清洗,清洗完后看千分尺是否归“0” 用途:一般用来测量或检验零件的外径
3.测量时,用力要均匀,轻轻旋转棘轮,以响三 声为旋转限度,零件保持要掉不掉的状态;
4.千分尺的液晶显示处不可碰油、碰水; 5.测量零件时,零件上不能有异物,并在常温
下测量; 6.使用时,必须轻拿轻放,不可掉到地上。
使用用途前 :一用般干用净来光测滑量的或白检纸验清零洗件外,的径清外洗径测完量后看法千分尺是否归“0”
如不归“0”,则按归“0〞键归零 如不归“0”,则按归“0〞键归零 使用千分尺测量零件尺寸时,必须注意以下几点: 外径千分尺的使用方法:
测量时,用力要正均匀确,轻操轻旋作转方棘轮法,以响三声为旋转限度,零件保错持误要掉操不作掉的方状法态;
千分尺的使用方法及注意事项
如不归“0”,则按归“0”键 归零
二、校正
标准棒
校正千分尺测杆是否有磨损,用标 准棒或标准校正块进行校正,如 与标准值有偏差,测量时,则对
千分尺进行相对应的加减
外径千分尺的使用方法:
用途:一般用来测量或检验零件的外径
外径测量法 正确操作方法
错误操作方法
使用时的注意事项:
使用千分尺测量零件尺寸时,必须注意以下 几点:
外径千分尺的使用方法
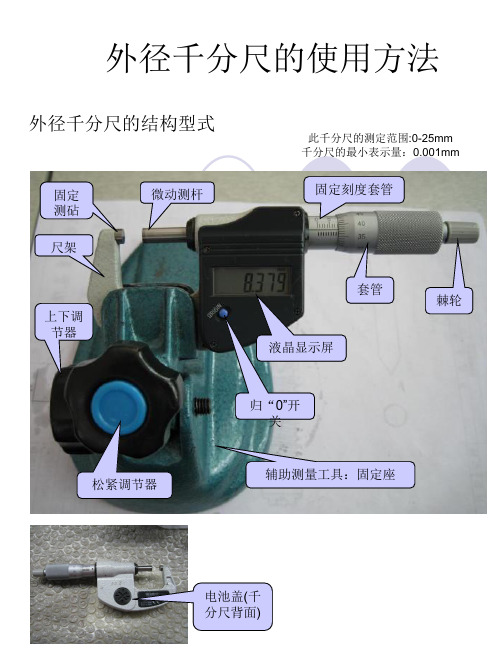
外径千分尺的结构型式
固定 测砧
尺架
微动测杆
上下调 节器
此千分尺的测定范围:0-25mm 千分尺的最小表示量:0.001mm
固定刻度套管
套管 液晶显示屏
ቤተ መጻሕፍቲ ባይዱ棘轮
松紧调节器
归“0”开 关
辅助测量工具:固定座
电池盖(千 分尺背面)
一、清洗并归“0”
使用前用干净光滑的白纸 清洗,清洗完后看千分尺
1.测量前应把千分尺擦干净,检查千分尺的测 杆是否有磨损,测杆紧密贴合时,应无明显的 间隙;
2.测量时,零件必须在千分尺的测量面中心测 量;
3.测量时,用力要均匀,轻轻旋转棘轮,以响三 声为旋转限度,零件保持要掉不掉的状态;
4.千分尺的液晶显示处不可碰油、碰水; 5.测量零件时,零件上不能有异物,并在常温
下测量; 6.使用时,必须轻拿轻放,不可掉到地上。
课件 外径千分尺的使用方法图解
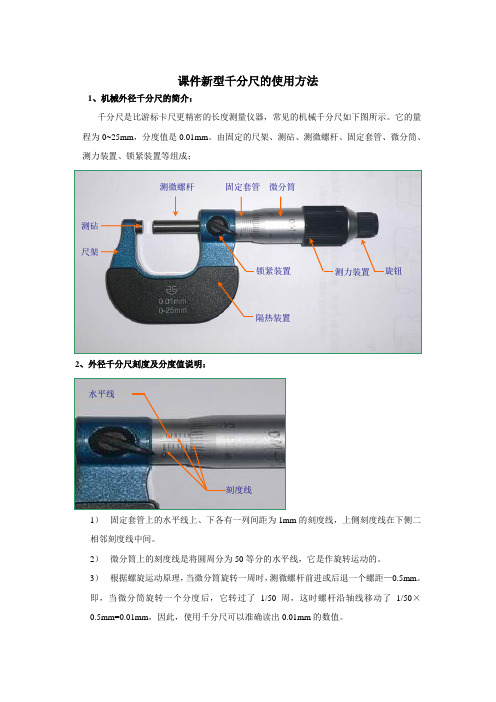
课件新型千分尺的使用方法1、机械外径千分尺的简介:千分尺是比游标卡尺更精密的长度测量仪器,常见的机械千分尺如下图所示。
它的量程为0~25mm ,分度值是0.01mm 。
由固定的尺架、测砧、测微螺杆、固定套管、微分筒、测力装置、锁紧装置等组成;2、外径千分尺刻度及分度值说明:1) 固定套管上的水平线上、下各有一列间距为1mm 的刻度线,上侧刻度线在下侧二相邻刻度线中间。
2) 微分筒上的刻度线是将圆周分为50等分的水平线,它是作旋转运动的。
3) 根据螺旋运动原理,当微分筒旋转一周时,测微螺杆前进或后退一个螺距—0.5mm 。
即,当微分筒旋转一个分度后,它转过了1/50周,这时螺杆沿轴线移动了1/50×0.5mm=0.01mm ,因此,使用千分尺可以准确读出0.01mm 的数值。
尺架测砧测微螺杆 微分筒固定套管 旋钮测力装置 锁紧装置 隔热装置水平线3、外径千分尺的测量方法:步骤一:将被测物擦干净,千分尺使用时轻拿轻放;与测微螺杆之间的距离略大于被测物体;步骤三:一只手拿千分尺的尺架,将待测物置于测砧与测微螺杆的端面之间,另一只手转动旋钮,当螺杆要接近物体时,改旋测力装置直至听到喀喀声后再轻轻转动0.5~1圈;步骤四:旋紧锁紧装置(防止移动千分尺时螺杆转动),即可读数。
4、外径千分尺的读数:1)先以微分筒的端面为准线,读出固定套管下刻度线的分度值;2)再以固定套管上的水平横线作为读数准线,读出可动刻度上的分度值,读数时应估读到最小度的十分之一,即0.001mm;3)如微分筒的端面与固定刻度的下刻度线之间无上刻度线,测量结果即为下刻度线的数值加可动刻度的值;4)如微分筒端面与下刻度线之间有一条上刻度线,测量结果应为下刻度线的数值加上0.5mm,再加上可动刻度的值。
8.384mm 7.923mm5、外径千分尺零误差的判定校准好的千分尺,当测微螺杆与测接触后,可动刻主上的零线与固定刻度上的水平横线应该是对齐的,如下图1所示;如果没有对齐,测量时就会产生系统误差——零误差。
千分尺的使用方法说明图文并茂版
千分尺的使用方法说明图文并茂版发布时间:2010-02-07千分尺使用说明,千分尺的使用方法超详细版。
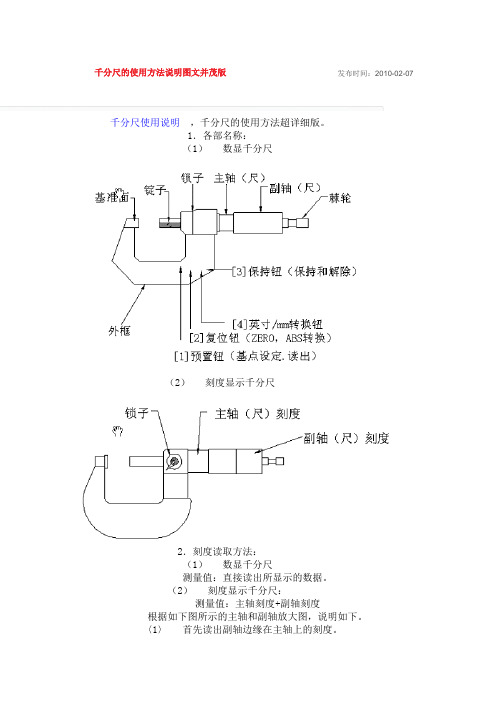
1.各部名称:(1)数显千分尺(2)刻度显示千分尺2.刻度读取方法:(1)数显千分尺测量值:直接读出所显示的数据。
(2)刻度显示千分尺:测量值:主轴刻度+副轴刻度根据如下图所示的主轴和副轴放大图,说明如下。
〈1〉首先读出副轴边缘在主轴上的刻度。
在下图中,由于其边缘在主轴上处于7 和7.5 之间,所以主轴刻度是7mm.〈2〉读取和主轴刻度基线重合的副轴刻度。
在下图中,主轴刻度基线对齐到副轴上的37 和 38 之间位置,再根据刻度分量读出其分刻度,就可得0.4,因此副轴刻度是37.4。
〈3〉往在〈2〉中得到的数据上乘于主轴1 个刻度的单位。
在下图中,由于主轴1 个刻度单位是0.1mm,因此0.01 ×37.4=0.374mm 。
〈4〉把〈1〉和〈2〉的结果相加,就得到(最终)测量值。
在下图中,其测量值是 7+0.374=7.374mm3.使用顺序:3.1 使用前的检查确认。
1)在测量面(基准面,锭子)上,不能有缺口,异物附着现象。
2)旋转棘轮,检查确认,锭子移动顺利。
3)用棘轮旋转移动锭子,使基准面和锭子缓慢地接触,然后再空转棘轮2~3 次。
在此时,检查确认基点(零点)正确。
*数显千分尺:进行复位,使显示为00.000。
*刻度显示千分尺:确认主轴零点和副轴零点重合,如果不重合,需通过调整千分尺主轴来使主轴零点与副轴零点重合。
4 )在被测件的测量处上,不许有粘污,油等异物。
3.2 千分尺的使用方法:1)千分尺的保持方法〈1〉在原则上是必须按照下图所示,但根据情况,为了测量方便,允许用一只手保持,进行测量。
〈2〉在测量时对被测件施加的压力是由棘轮来控制,旋转副轴进行加压和棘轮来加压是相关的,因此要充分利用此关系。
便捷导航:三坐标测量机手动三坐标测量机全自动三坐标测量机复合式三坐标测量仪三坐标测量软件Copyright © 2009 All rights reserved.三坐标|三次元|三坐标测量机|青岛佛迪精密仪器设备有限公司备案号:鲁ICP备09088028号。
游标卡尺和千分尺的使用方法讲义PPT(15张)

•
9、别再去抱怨身边人善变,多懂一些道理,明白一些事理,毕竟每个人都是越活越现实。
•
10、山有封顶,还有彼岸,慢慢长途,终有回转,余味苦涩,终有回甘。
•
11、人生就像是一个马尔可夫链,你的未来取决于你当下正在做的事,而无关于过去做完的事。
•
12、女人,要么有美貌,要么有智慧,如果两者你都不占绝对优势,那你就选择善良。
•
13、时间,抓住了就是黄金,虚度了就是流水。理想,努力了才叫梦想,放弃了那只是妄想。努力,虽然未必会收获,但放弃,就一定一无所获。
•
14、一个人的知识,通过学习可以得到;一个人的成长,就必须通过磨练。若是自己没有尽力,就没有资格批评别人不用心。开口抱怨很容易,但是闭嘴努力的人更加值得尊敬。
•
15、如果没有人为你遮风挡雨,那就学会自己披荆斩棘,面对一切,用倔强的骄傲,活出无人能及的精彩。
A
B
1
A1
B1
2
A2
B2
3
A3
B3
常用检验工具操作技能训练
天平 显微镜 游标卡尺 千分尺
游标卡尺和千分尺 的使用方法
游标卡尺
游标卡尺是一种测量精度较高、使用方 便、应用广泛的量具,可直接测量工件 的 外径、内径、宽度、长度、深度 尺 寸等 。
主要结构
正确使用
刻线原理
副尺上的每一小格为1mm,取主尺49mm长 度在刻尺上等分为50个格。
读数方法
测量时,当小砧和测微螺杆并拢时,可动 刻度的零点若恰好与固定刻度的零点重合,旋出 测微螺杆,并使小砧和测微螺杆的面正好接触待 测长度的两端,那么测微螺杆向右移动的距离就 是所测的长度。
这个距离的整毫米数由固定刻度上读出, 小数部分则由可动刻度读出。
千分尺操作指引
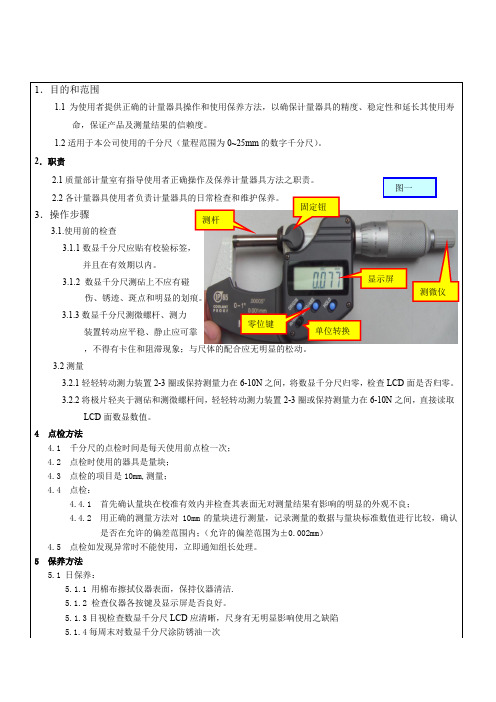
1.1 为使用者提供正确的计量器具操作和使用保养方法,以确保计量器具的精度、稳定性和延长其使用寿 命,保证产品及测量结果的信赖度。 1.2 适用于本公司使用的千分尺(量程范围为 0~25mm 的数字千分尺) 。 2.职责 2.1 质量部计量室有指导使用者正确操作及保养计量器具方法之职责。 2.2 各计量器具使用者负责计量器具的日常检查和维护保养。 固定钮 图一
3.操作步骤
3.1.使用前的检查 3.1.1 数显千分尺应贴有校验标签, 并且在有效期以内。 3.1.2 数显千分尺测砧上不应有碰
测杆
显示屏 测微仪
伤、锈迹、斑点和明显的划痕。 3.1.3 数显千分尺测微螺杆、测力 装置转动应平稳、静止应可靠 零位键
单位转换
,不得有卡住和阻滞现象;与尺体的配合应无明显的松动。 3.2 测量 3.2.1 轻轻转动测力装置 2-3 圈或保持测量力在 6-10N 之间,将数显千分尺归零,检查 LCD 面是否归零。 3.2.2 将极片轻夹于测砧和测微螺杆间,轻轻转动测力装置 2-3 圈或保持测量力在 6-10N 之间,直接读取 LCD 面数显数值。 4 点检方法 4.1 千分尺的点检时间是每天使用前点检一次; 4.2 点检时使用的器具是量块; 4.3 点检的项目是 10mm,测量; 4.4 点检: 4.4.1 首先确认量块在校准有效内并检查其表面无对测量结果有影响的明显的外观不良; 4.4.2 用正确的测量方法对 10mm 的量块进行测量,记录测量的数据与量块标准数值进行比较,确认 是否在允许的偏差范围内; (允许的偏差范围为±0.002mm) 4.5 点检如发现异常时不能使用,立即通知组长处理。 5 保养方法 5.1 日保养: 5.1.1 用棉布擦拭仪器表面,保持仪器清洁. 5.1.2 检查仪器各按键及显示屏是否良好。 5.1.3 目视检查数显千分尺 LCD 应清晰,尺身有无明显影响使用之缺陷 5.1.4 每周末对数显千分尺涂防锈油一次
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
新型千分尺的使用方法图解
1、机械外径千分尺的简介:
千分尺是比游标卡尺更精密的长度测量仪器,常见的机械千分尺如下图所示。
它的量程为0~25mm ,分度值是0.01mm 。
由固定的尺架、测砧、测微螺杆、固定套管、微分筒、测力装置、锁紧装置等组成;
2、外径千分尺刻度及分度值说明:
1) 固定套管上的水平线上、下各有一列间距为1mm 的刻度线,上侧刻度线在下侧二相邻刻度线中间。
2) 微分筒上的刻度线是将圆周分为50等分的水平线,它是作旋转运动的。
3) 根据螺旋运动原理,当微分筒旋转一周时,测微螺杆前进或后退一个螺距—0.5mm 。
即,当微分筒旋转一个分度后,它转过了1/50周,这时螺杆沿轴线移动了1/50×0.5mm=0.01mm ,因此,使用千分尺可以准确读出0.01mm 的数值。
尺架
测砧
测微螺杆 微分筒
固定套管 旋钮
测力装置 锁紧装置 隔热装置
水平线
刻度线
步骤一:将被测物擦干净,千分尺使用时轻拿轻放;
步骤二:松开千分尺锁紧装置,校准零位,转动旋钮,使测砧
与测微螺杆之间的距离略大于被测物体;
步骤三:一只手拿千分尺的尺架,将待测物置于测砧与测微螺
杆的端面之间,另一只手转动旋钮,当螺杆要接近物体时,改
旋测力装置直至听到喀喀声后再轻轻转动0.5~1圈;
步骤四:旋紧锁紧装置(防止移动千分尺时螺杆转动),即可读数。
4、外径千分尺的读数:
1)先以微分筒的端面为准线,读出固定套管下刻度线的分度值;
2)再以固定套管上的水平横线作为读数准线,读出可动刻度上的分度值,读数时应估读到最小度的十分之一,即0.001mm;
3)如微分筒的端面与固定刻度的下刻度线之间无上刻度线,测量结果即为下刻度线的数值加可动刻度的值;
4)如微分筒端面与下刻度线之间有一条上刻度线,测量结果应为下刻度线的数值加上0.5mm,再加上可动刻度的值。
8.384mm 7.923mm
校准好的千分尺,当测微螺杆与测接触后,可动刻主上的零线与固定刻度上的水平横线应该是对齐的,如下图1所示;如果没有对齐,测量时就会产生系统误差——零误差。
如无法消除零误差,
则应考虑它们的对读数的影响。
1)可动刻度的零线在水平横线上方,且第x条刻度线与横线对齐,即说明测量时的读数要比真实值小x / 100mm,这种零误差叫做负零误差,如下图2所示。
2)可动刻度的零线在水平横线下方,且第y条刻度与横线对齐,则说明测量时的读数要比真实值大y / 100mm,这种误差叫正零误差,如下图3所示
无零误差零误差:-0.03mm 零误差:+0.05mm
图1 图2 图3
对于存在零误差的千分尺,测量结果应等于读数减去零误差,即
物体直径 = 固定刻度读数 + 可动刻度读数 - 零误差
6、外径千分尺的保养及保管:
1)轻拿轻放;
2)将测砧、微分筒擦拭干净,避免切屑粉末、灰尘影响;
3)将测砧分开,拧紧固定螺丝,以免长时间接触而造成生锈;
4)不得放在潮湿、温度变化大的地方。
5)禁止用千分尺测量运转或高温物件。
6)严禁用千分尺当卡钳用或当锤子用敲击他物。
7、使用千分尺测量零件尺寸时,必须注意以下几点:
1)调整零位:0-25mm的直接用后面的棘轮转动对零,25mm以上的,用调节棒调节零位;
2)测量外径时,在最后应该活动一下千分尺,不要偏斜;
3)在对零位和测量的时候,都要使用棘轮,这样才能保持千分尺使用的拧紧力(0.5公斤);
4)测量前应把千分尺擦干净,检查千分尺的测杆是否有磨损,测杆紧密贴合时,应无明显的间隙;
5)测量时,零件必须在千分尺的测量面中心测量;
6)测量时,用力要均匀,轻轻旋转棘轮,以响三声为旋转限度,零件保持要掉不掉的状态;
7)用千分尺测量零件时,最好在零件上进行读数,放松后取出千分尺,这样可以减少对砧面的磨损;如果必须取下读数时,应用制动器锁紧测微螺杆后,再轻轻滑出零件,把千分尺当卡规使用是错误的,因这样做会使测量面过早磨损,甚至会使测微螺杆或尺架发生变形而失去精度;
8)为了获得正确的测量结果,可在同一位置上再测量一次,尤其是测量圆柱形工件时,应在同一圆周的不同方向测量几次,检查工件有没有圆度公误差,再在全长的各个部位测量几次,检查工件有没有圆柱度的误差等;
9)测量零件时,零件上不能有异物,并在常温下测量;
10)使用时,必须轻拿轻放,不可掉到地上。
使用时,必须轻拿轻放,不可掉到地上。