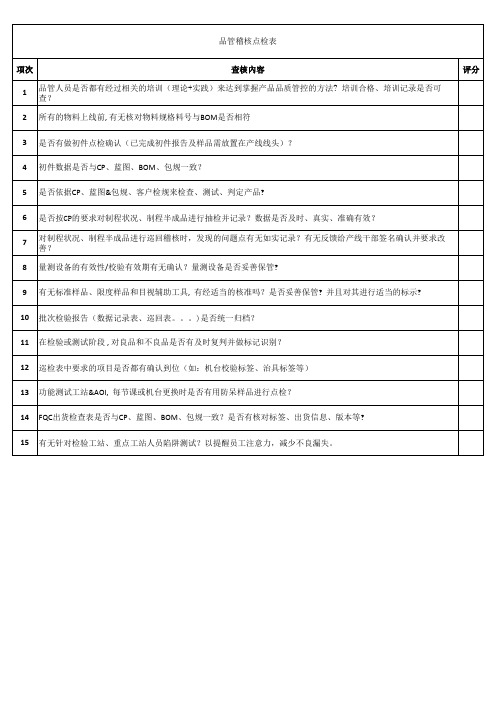
制程品质保证稽核表
制程稽核表格空白表

制程稽核表
序号稽核项目稽核内容
创亿欣
品保确认
创亿欣
业务确认
立讯确认
1各生产站别有无定义关于生产及安装方式之作业指导书?
2指导书是否规定了所要用到的机器设备,治工具及生产程式等?(如料号,品名,装配工具,检验工具,焊接温度,电批扭力设定,调整/测试规范)
3所有品质文件(如QC流程图/作业指导书,记录表单)是否受版本控制,在发行之前有无经审核及核准?
4必要时,是否建立和时当标示限度样品和外观参照工具?
5是否有针对机器,工具和标准样板的全面定期维护计划和更新记录?
6工治具是否有进行生命周期管理,以防止破损而影响品质?
7作业员是否可以及时知道他们工作的品质?8冲压是否使用钨钢刀口
9冲压刀口模修记录(1000K模修一次)
10冲压每盘留样毛刺确认
11电镀端子每批进料毛丝确认
12moding过程是否用铁块预压
13注塑巡检是否每两小时确认毛刺并记录
14注塑过程是否悬挂作业SOP,作业员是否按SOP执行作业15制程使用物料是否有物料标签
16装配端子裁切是否摆放整齐
17全检作业员是否按SOP执行CCD全检
18不良品是否有标示清楚
19机台及仪器是否定时保养并记录
20测试仪器是否有校准合格标签
21测试仪器是否在校准有效期内
22是否使用不良样板验证电测仪器有效性
23QC是否按SIP要求检验并记录
24冲压铁壳错位是否纳入管控,量测结果是否记录。
25品保是否制定不良样品以利生产自检
26装配CCD检测是否有不良样品验证治具有效性
沖麥拉刀模維修更換管控記錄,是否有實際執行記錄,27
監督人确认。
W-QC-QR0890-制程稽核检查表(一般性)01

5
3
2
1
4
5
3
2
1
5
5
3
2
1Hale Waihona Puke 五、制程控制 Process Control(满分55分,实际得分
1 2
分)
5 5 3 3 2 2 1 1 版次:01
必要时员工是否能及时获得相应的作业指导书、操作说明书指导其进行生产作业; If necessary, if has operators could get SOP,WI in time for guidance? 对于外观标准,是否有限度样本供员工进行外观判定; If has workmanship standard referance for operators to guide working ? 保存期限:永久 3of6
表单编号:W-QC-QR0890
钡泰电子(苏州)有限公司 制程稽核检查表(一般性)
Process Audit Checklist (For General) 产线名称Name: 序号 No. 稽核人员Auditors: 稽核项目 Audit Items 良 稽核日期Date: 可 差 劣 得分 备注 Comments
表单编号:W-QC-QR0890
版次:01
钡泰电子(苏州)有限公司 制程稽核检查表(一般性)
Process Audit Checklist (For General) 产线名称Name: 序号 No. 2 稽核人员Auditors: 稽核项目 Audit Items 质量计划内容是否包含了程序文件所要求的所有的内容; To be sure wether quality plan are in involved in program file. 良 5 稽核日期Date: 可 3 差 2 劣 得分 1 备注 Comments
包装产线制程稽核表

时间结果(OK/NG)责任人班组责任人包 装 产 线 制 程 稽 核 表不符合项描述临时应对措施1.1作业员是否戴手套作业稽核内容1.人员1.2附件(螺丝、胶塞)组装方式是否正确verb 12.物料25木框规格是否用错/外观是否破损2.1纸箱规格是否用错/外观是否破损2.2平卡规格是否用错/外观是否破损2.3PE袋规格是否用错/外观是否破损、脏污2.4栈板规格是否用错/外观是否破损2.7包装附件螺丝规格是否用错/外观是否OK物料2.5木框规格是否用错/外观是否破损2.6木盖板规格是否用错/外观是否破损2.8包装附件胶塞是否用错/外观是否OK3.1是否悬挂作业指导书/内容与实物是否一致实3.5产品是否漏装、多装螺丝/胶塞3.2产品是否混料3.3产品是否短装3.4产品是否漏装PE袋、平卡36每层产品数量/摆放方式是否OK 3.9整板货物围膜是否OK3.10打包带是否紧固、歪斜3.包装3.6每层产品数量/摆放方式是否OK 3.7每栈板摆放产品数量/摆放方式是否OK3.8包装螺丝、胶塞是否歪斜、碰伤粉体4.1标签是否用错/字体是否清晰4.2标签内容是否能通过读码器识别43标签贴附位置方向是否OK4标识3.12整板货物是否打纸护角3.11电镀产品是否漏装防腐剂4.4尾数箱/尾数板标识是否清晰5.1货物包装方式是否正确4.3标签贴附位置、方向是否OK 4.3是否漏贴标签4.标识5.2整板数量/每箱数量是否正确5.3产品外观检验是否OK5.4产品CTQ功能性尺寸是否OK 5.5标签内容与实物是否一致5.6包装附件是否漏装、少装5.终检57标签位置是否贴附正确审核人:稽核人:日期:5.7标签位置是否贴附正确5.8标签内容读码器是否能识别。
制程稽核记录表

17
维修人员是否由专人负责维修,各规格之不良品是否有作明确标识 并区分.维修品是否集中单独投放作业和检查测试。
18
制程工作台面上是否有与工作无关的工治具(如剪刀.挑针.剥线钳 等).利器用后是否立即放入工具盒,不允许与产品混放。
19 穿HOUSING作业人员是否有做回拉动作.作业员是否自检品质。
20
5
测试工站测试不良品是否标识不良内容,分类放置于不良品盒(箱) 内并作记录.
6
流水线上各测试工序是否有用档板进行隔离,避免未检验品流出 的风险.产线异常或可疑品是否有清楚标识和隔离。
测试工序未测品与已测品是否有明显的区分与标识,并按规定摆 7 放,不可乱放(如放在腿上).
8
全检工站对不良品是否标识不良内容,分类放于不良品盒(箱)内并 作记录,且要求各检验工位不可私自用剪刀修不良.
2.IPQC第二天上午9:00前完成前一天的记录
品 质
生产组长:
IPQC:
表ቤተ መጻሕፍቲ ባይዱ编号/版本:
备注
制程是否有作业工序对尺寸进行管控,是否有用尺寸治具进行量 测.
21
测试/全检人员是否能明确区分良品与不良品,是否熟悉质量管理 相关要求.不允许任何人随意将线外产品放入自己工作台面
22 制造组长是否有对不良作确认及分析改善,并作持续追踪.
23 上线前确认最小包装是否有贴环保(ROHS)、无卤(HF)标签. 24 制程中使用工模治具是否符合环保、无卤要求.
生产设备设定参数是否符合工程图面及生产设备操作指导书之要
13 求.生产是否按客人要求自动包铜箔机必须点检地线过长不良项目
。
14
测试仪器及治具及调试是否符合工程图面及测试操作指导书要求, 测试治具每4小时点检1次.
塑胶制程稽核表QPA
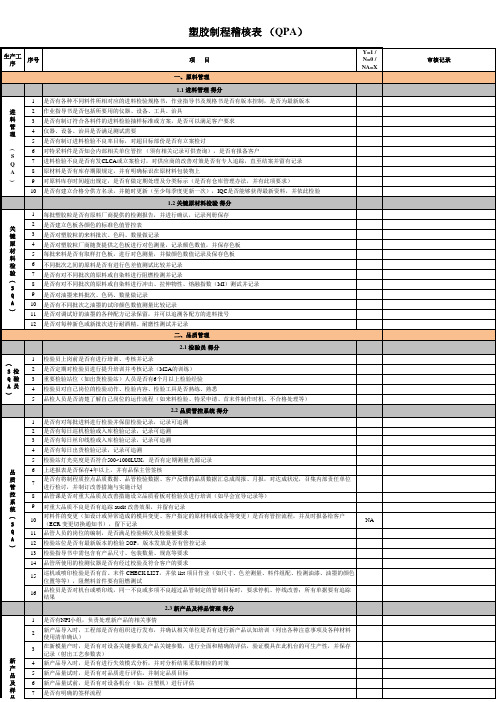
程
19 机台生产产品,是否有检验与修理下限样品,作业员是否按其操作检验
20 作业员是否及时记录不良品及良品数据(生产日报)
S
Q
21 机台上堆放的成品,是否有保护措施,不得裸叠
A
22 机台的报废品、料把需与料块分开存放
23 机台处,不同于现场生产的物料是否清离出现场(如原料、标签、产品、样品等) 24 机台作业员是否戴手套作业(高亮面产品必须戴防静电帽、防静电手套及手指套) 25 工作台是否有铺垫、海棉块之保护垫 ,且整洁无料渣、无私人物品等杂物 26 工具是否有工具架且固定放置(如电吹风、烙铁等) 27 机台上及周围地面无料把、料粒等杂物,保持干净整洁 28 机台的边角料是否有收集器,且收集器内不得有其它杂物
7
每日是否有对印刷状况作技术统计分析(如不同印刷手之间的印刷品质状况),不良信息是否有定期收集,并能反馈相关 部门分析,以推动改善
Y=1 / N=0 / NA=X
NA NA NA
审核记录
塑胶制程稽核表 (QPA)
生产工 序
序号
项目
(
)
8 印刷网板是否有专人保管,并立清册管理(如借用登记记录等)
印
9 过期网板,是否及时作废,有无记录
管
理
4 仪器、设备、治具是否满足测试需要
5 是否有制订进料检验不良率目标,对超目标部份是否有立案检讨
6 对特采料件是否知会内部相关单位管控 (须有相关记录可供查询),是否有报备客户
S Q
7 进料检验不良是否有发CLCA或立案检讨,对供应商的改善对策是否有专人追踪,直至结案并留有记录
A
8 原材料是否有库存期限规定,并有明确标识在原材料包装物上
二、品质管理
制程稽核检查表

日期 班次
序号
机型:
白班□ 夜班 □
料号:
工序
项目
稽核项目要求
判定标 准
稽 核 人:
组长确认:
稽核频率(2次/班)
稽核结果
稽核结果
实测 值
OK/NG
处理 措施
实测 值
OK/NG
处理 措施
终究判定
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
问题点及处理方法
NO.
问题点
1
责任组 责任科
长
长
原因分析
改进措施
完成日 期
成效确认
2
3
4
5
6
备注:1.稽核结果要照实填写实际确认/测量的结果,针对非常在下表中记录,并要求生产组长以上管理人员确认签名,并回复原因 分析与改进措施;
2.不需要测量、测试的稽核项,稽核结果实测值栏不需要填写。
制程稽核表(塑胶)
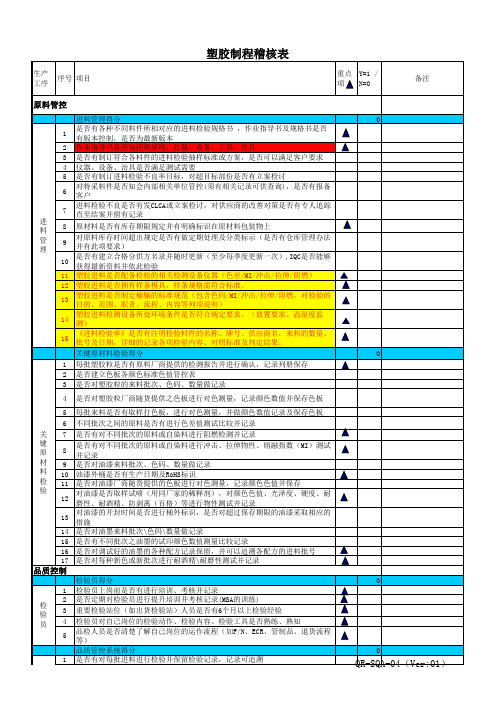
是否有每日首末件,生产前FAI,巡机检验或入库检验记录,记录可追溯 是否有每日喷漆线线检或入库检验记录,记录可追溯 是否有每日出货检验记录,记录可追溯 检验站灯光亮度是否符合500~1000LUX,是否有定期测量光源记录 上述报表是否保存4年以上,并有品保主管签核 是否制订标准外观,结构检验规范,并对技术员,检验员进行教育训练 首末件是否有对应检查成型工艺之壓力溫度速度,与成型工艺表一致 是否有将制程质控点品质数据、品管检验数据、客户反馈的品质数据汇总成周 报、月报,对达成状况,召集内部责任单位进行检讨,并制订改善措施与实施 计划 品管课是否对重大品质及改善措施设立品质看板对检验员进行培训(如早会宣 导记录等) 对重大品质不良是否有追踪AUDIT改善效果,并留有记录 对料件的变更(如设计或异常造成的模具变更、客户指定的原材料或设备等变 更)是否有管控流程,并及时报备给客户(ECR变更切换通知书),留下记录 品管人员的岗位的编制是否满足检验频次及检验量要求 检验站位是否有最新版本的检验SOP,版本发放是否有管控记录 检验指导书中需包含有产品尺寸、包装方式、包装数量等要求 品管所使用的检测仪器是否有经过校验及符合客户的要求 半成品或喷印检验是否有首、末件CHECK LIST,并依list项目作业(如尺寸、 料件组配,平整度、落球测试等等),阻燃料首件要有阻燃测试 是否有作喷漆/印刷等外观件,首末件确认并记录其位置参数与颜色色差测量, 耐模硬度等信赖性测试 品检员是否对机台或喷印线同一不良或多项不良超过品管制定的管制目标时要 求停机、停线改善。所有单据要有追踪结果 新产品及样品管理得分 有NPI小组,负责处理新产品的相关事情 新产品导入时品管是否有组织进行发布,并确认相关单位是否有进行新产品认 知培训(列出各种注意事项及各种材料使用清单确认) 在新模量产时,是否有对设备关键参数及产品关键参数进行全面和精确的评估 、验证模具在此机台的可生产性并保存记录(射出工艺参数表) 新产品导入时是否有进行失效模式分析及对分析结果采取相应的对策 新产品量试时是否有对品质进行评估,并制定品质目标 新产品量试前是否有对设备机台(如:注塑机)进行评估 是否有明确的签样流程 样品在送出时是否经过品管单位的确认,并留有记录 对于客户提出的样品之缺陷,是否有及时改善,并保留改善记录,再送样 样品是否保存完好,并列清册管理,有保存期限及更新记录、限量及维护样品 的管理办法等,保留使用记录 复制样品是否经过品管组长级以上确认 是否有CHECK量产或检验与样品之一致性,样品是否为最新有效的。 样品报废是否有保留记录及报废原因说明 品管是否对样品相关要求进行培训并记录 品管是否按样品上所要求的关键参数及特殊要求,对SOP进行更新 新产品及新上模的产品要有三次元量测记录 新产品阻燃料件要做阻燃测试,并保留记录
现场制程稽核内容表(检查表)-文件

2
文件规定、标准等是否有 模糊,歧义或不易执行的 情况?文件规定是否有遗 漏或错误?
3
文件规定是否符合上一层 次文件要求?是否存在两 份文件规定不一致的情 况?
4
是否存在工艺或作业方法 变更,而文件未更新的情 况?
5
文件规定是否有遗漏或错 误?
6
临时文件是否按流程签核 下发?临时文件内容是否 规定有效期?是否过期未 回收?
14现执行的工程标准是否与产品设计文件详细规范总规范产品行标及国标规定要求一致序号稽查项备注1受控文件是否是最新版
文件稽核 序号 稽查项 受控文件是否是最新版? 文件格式是否符合公司规 定? 稽查情况 备注
1
2
文件规定、标准等是否有 模糊,歧义或不易执行的 情况?文件规定是否有遗 漏或错误?
3
文件规定是否符合上一层 次文件要求?是否存在两 份文件规定不一致的文件未更新的情 况?
5
文件规定是否有遗漏或错 误?
6
临时文件是否按流程签核 下发?临时文件内容是否 规定有效期?是否过期未 回收?
7
是否有文件丢失、文件不 全、文件破损等情况?
8
其他文件缺失?
4
是否存在工艺或作业方法 变更,而文件未更新的情 况?
5
文件规定是否有遗漏或错 误?
6
临时文件是否按流程签核 下发?临时文件内容是否 规定有效期?是否过期未 回收?
7
是否有文件丢失、文件不 全、文件破损等情况?
8
其他文件缺失?
9
是否存在临时文件的内容 已列入正式文件,而临时 文件未回收的情况?
工程标准中涉及到的速度 、温度、时间、压力等技 10 术参数是否有公差要求和 范围要求? 关键工序使用的文件是否 有盖有“GJB”标识?盖有 “GJB”标识的文件,是否 11 是“关键工序使用文件清 单”上的文件?(此项只 针对绕线工序) 12 已作废的文件是否未回 收?
电子部车间制程稽核表
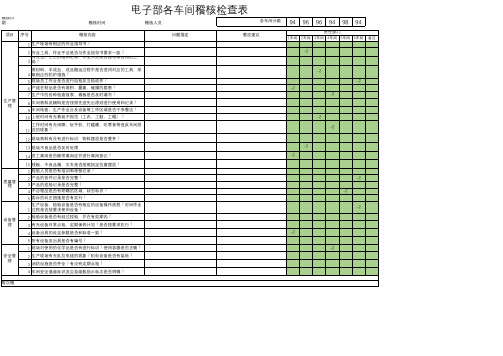
稽核时间:
电子部各车间稽核检查表
稽核人员:
各车间分数: 94 96 96 94 98 94
项目 序号
稽核内容
生产管 理
质量管 理
设备管 理
安全管 理
备注: 每次稽
ห้องสมุดไป่ตู้
1 生产现场有相应的作业指导书?
2 作业工具、作业手法是否与作业指导书要求一致? 有无生产工艺的培训记录,作业人员是否经考核合格后上
3 岗?
原材料、半成品、成品搬运过程中是否适用对应的工具,采 4 取相应的防护措施? 5 现场员工作业是否进行自检及互检动作? 6 产线在制品是否有堆积、叠置、碰撞的隐患? 7 生产中的各种检查报表、看板是否及时填写?
8 车间物料及辅料是否按照先进先出原则进行使用和记录? 9 车间地面、生产作业台及设备等工作区域是否干净整洁? 10 上班时间有无着装不规范(工衣、工鞋、工帽)?
工作时间有无闲聊、玩手机、打瞌睡、吃零食等违反车间规 11 范的现象?
12 现场物料有没有进行标识,物料摆放是否整齐?
13 现场不良品是否及时处理
14 员工离岗是否佩带离岗证并进行离岗登记?
15 栈板、不良品箱、叉车是否按照指定位置摆放? 1 检验人员是否有培训和考核记录? 2 产品的首件记录是否完整? 3 产品的巡检记录是否完整? 4 不合格品是否有明确的区域、状态标识? 5 客诉的纠正措施是否有实行? 生产设备、检验设备是否有相应的设备操作规程?时间作业 1 过程是否按要求使用设备? 2 检验设备是否有经过校验,并在有效期内? 3 有无设备日常点检,定期保养计划?是否按要求执行? 4 设备治具的设定参数是否和标准一致? 5 所有设备及治具是否有编号? 1 现场对使用的化学品是否有进行标识?使用容器是否正确? 2 生产现场有无乱拉电线的现象?机电设备是否有接地? 3 消防设施是否齐全?有没有定期点检? 4 车间安全通道标识及应急疏散指示标志是否明确?
供应商稽核检查表
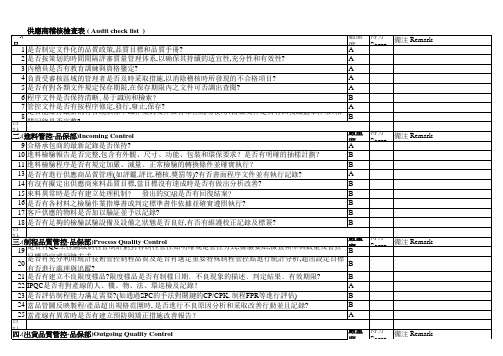
供應商稽核檢查表 ( Audit check list ) 有無文件化的最終檢驗及出貨檢驗程序?是否有檢驗規範及作業指導書? 有無訂定合理之抽樣計劃.對抽樣.檢驗.判定.記錄等作業是否能確實執行? 成品包裝能否有效保護產品及由包裝之標示能否追溯到各工序與使用之材料批號?(及物料本体D/C的追 是否每批出貨均有詳細報告,報告內容是否具體詳實,符合客戶規範? 是否建立与客户间处理质量问题的流程?是否有規定處理客訴的時效性(限期回復改善報告等)?
供應商稽核檢查表 ( Audit check list ) 是否制定產品拿取,存放,包裝和運輸規范的程序文件? 易燃性,腐蝕性和有毒性材料是否被妥善保存和隔离? 倉庫有沒有進行整體規划,有沒有合格合區、不合格區與待驗區,是否清楚標示 是否按照材料業界標准對倉庫溫濕度進行監控及規定相應的儲存期限? 是否定期對庫存材料狀況進行稽核, 以保証及時發現材料變异? 是否對產品包裝,保存和制程標識進行控制,以保証符合產品規格要求? 是否對最終檢驗和測試后的產品數量進行确認? 是否按照先進先出控制物料進出? 倉庫物料之擺放是否規定(堆放的高度,與地面牆壁,窗口之隔離),物料是否能防雨淋,日晒?
A B B B A 嚴重度得分 嚴重度 A A B B B A B 嚴重度得分 嚴重度 A B B B B A B A 嚴重度得分 嚴重度 A B B B 嚴重度得分 嚴重度 備注 Remark
備注 Rem0 51 52 53 54 55 56 57 58 合計 交貨,成本和服務 採購)Delivery, Cost & Service 九.(交貨 成本和服務 採購 交貨 成本和服務-採購 59 是否有如期按客戶訂單或排程交貨? 60 製造設備之產能是否能滿足客戶之需求及是否有能力處理緊急訂單? 61 是否有成本分析作業程序(損耗成本&材料成本)並評估報價的準確性? 62 是否有擬定持續降低成本之書面計劃及達成狀況報告?有否擬定目標予以管控? 63 是否能提供正確的周期庫存報表與及時準確交期的隨貨提供送貨單及發票? 合計 產品設計管控-工程部 十.(產品設計管控 工程部 產品設計管控 工程部)Design Control 64 各種產品的樣品是否有保留,是否能夠隨時取出,頒發的文件是否有記錄 有無書面之工程變更管控流程并遵照執行,相關記錄是否完整?是否對工程變更進行導入前之評估?工 65 程變更前后的產品或材料是否有明確規定如何處理? 66 是否對工程變更進行評審,並在執行前得到專人的批准? 67 工程變更通知單一經批准是否及時分發到所有相關的部門? 68 作廢的設計文件是否從生產和相關的使用部門中回收清除? 69 工程部門是否對對生產線之不良及品保發現之不良進行分析及控制? 合計
5S品管稽核点检表
电泳涂装与冲压件制程稽核表
样品是否保存完好,并列清册管理,有保存期限及更新记录,限量及维护样品的管理办法等,保留使用记录 是否有 check 量产或检验与样品之一致性,样品是否为最新有效的 样品报废,是否有保留记录及报废原因说明 品管是否对样品相关要求,进行培训并记录 品管是否按样品上所要求的关键参数及特殊要求,对SOP进行更新 新产品是否有尺寸,外观,可靠性(附着力,耐酒精性,硬度,耐胶带粘贴性,耐摩擦性,抗静电性等)检验,并形成报表 记录?并保留记录 进料管控(15分) 是否有原材料AVL清册? 是否可从记录中可以追溯材料的相关信息(批次、日期、厂商等)? 供方是否及时提供原材料物理(如硬度、抗弯抗拉强度等)与化学、化学成分分析报告(例如SGS报告)等报 告? 是否定期送第三方进行原材料成分分析?对原材料成分超规是否有处理措施? 是否有各种不同料件相对应的进料检验规格书?是否依据检验标准执行并记录? 是否有制订符合各料件的进料检验抽样标准或方案,是否可以满足客户要求 测试仪器有无悬挂操作指导书? 对进料检验不良品是否有处理措施(如:退还厂家、就地返工、特采),可否追溯? 进料检验程序是否定义了检测环境管理物质的方法、周期、判定标准并有效实行? 这些仪器所测数据的可靠性是否符合国家标准要求?是否定期送规定部门校验? 对原材、铁框是否有做盐雾测试?有无测试报告? 是否制定原材存储期限表,超过存储期限的原材是否有相应的措施? 对原料库存时间超出规定,是否有做定期处理及分类标示(是否有仓库管理办法,并有此项要求) 进料检验不良是否有发CLCA或立案检讨,对供应商的改善对策是否有专人追踪直至结案? 是否有制订进料检验不良率目标,对超目标部份是否有立案检讨? 制程控制(30分) 机台生产产品是否有对应的作业指导书?(作业员的动作是否与作业指导书一致) 作业指导书的修订是否及时并受控制? 是否有生产设备状态标示(待机、调机、生产、维修、修模)?
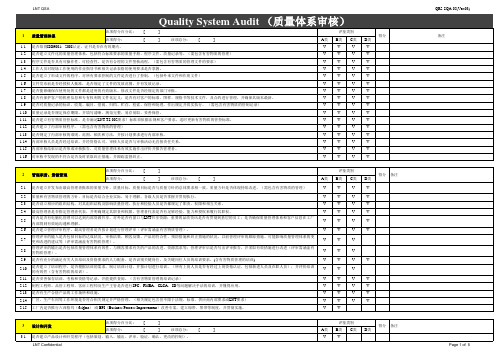
品质体系稽核表(QSA)汇总.
V
V
V
V
V
V
V
V
V
V
V
V
V
V
V
V
V
V
V
V
V
V
V
V
V
V
V
V
V
V
V
V
V
V
V
V
V
V
V
V
V
V
V
V
V
V
V
V
V
V
V
V
V
该项得分百分比: [
]
2 管理职责、资源管理
该项得分:
[
]
该项总分: [
]
A类
2.1 是否建立并发布由最高管理者批准的质量方针、质量目标。质量目标是否与质量方针的总体要求相一致。质量方针是否体现持续改进。(需包含有害物质的管理)
5.15 试的产品有否采取适当的方式区分、标识,以避免混乱。
V
V
V
V
5.16 是否有产品标识和追溯的管理办法,并有效实施,在有可追溯性要求的场合,组织应控制产品的唯一性标识,并保持记录。生管对工单进行控制并可追溯。
V
V
V
V
5.9 当制程失控和生产异常,是否有一个停线标准或停止出货标准。
V
V
V
V
5.10 有无品质反馈系统,如制程品质收集分析等,并贯彻执行。
V
V
V
V
5.11 操作人员是否掌握工艺要求或作业指导书,并按其要求进行操作。作业员是否清楚本制程的安全质控点。
V
V
V
V
5.12 客户样品是否进行明确的标识并妥善保存,样品的有效期是否列入管制清册。是否有样品测试流程和项目LIST。
贴平工站IPQC制程稽核日报表

XXX有限公司 IPQC贴平工站制程稽核日报表 规格料号: 日期:NO. 点检时间 点检项目稽核內容8:0010:0012:0013:3015:3017:301样品料号规格是否与订单要求和作业指导书相符。
2所悬挂的作业指导书是否是最新版本。
3核对BOM表、技术图纸材料是否用对。
4各设备技术参数是否符合客户要求和技术图纸要求。
5作业员操作设备是否严格按照设备操作规程进行操作。
6各治具是否符合技术图纸要求。
贴平治具是否为该产品所需治具。
7每一工序作业是否符合作业指导书要求。
8是否有使用禁用物料。
9产品是否符合技术图纸要求。
10产品上所有记号是否正确。
11排线长度是否正确。
12排线胶带位置是否正确,胶带是否粘牢。
13是否参照图纸确定排线数量,更换穿线孔是否安装正确。
14排线是否有断线、缺线。
压线。
15线材上是否沾有油和异物。
16接头处排线槽里是否卡住线材。
17贴平pin数是否多贴、少贴。
线材是否出现交叉现象。
18贴平线材长度是否符合客户要求。
19胶带是否粘贴正确。
20线材是否跑pin、破损、单根是否受力。
21套筒、转轴是否装反、外观是否符合客户要求。
22检查贴平治具沟槽是否有损伤,沟槽深度是否完好。
23专用贴平治具板是否按照镭射口贴。
24非专用治具板要检查画镭射口尺寸是否正确。
25胶带是否按照镭射标记贴直。
26线材一面胶带贴好后,撕起时是否将同轴线和胶带同时拉起对折胶带并且捏紧。
27治具拐弯处线材是否刮伤。
28铁氟龙棒使用手法是否正确,操作不当是否压伤线材。
29胶带对折后不能错位,不能对折3次。
30是否在使用隔夜胶带或沾有异物的胶带。
31是否严格按照贴平图纸中标示的线材颜色作业。
32是否补线时同轴线电子线混贴。
33贴平线材不可以掉地上。
34出现某根或几根线材不够长时,需在15MM胶带中间开始接线,绝不能在8MM胶带或镭射口接线。
35治具先用保养油喷沟槽用牙刷擦净,最后用洗衣粉清洗贴平治具。
備注注1:当沒有稽核到问题点时在相应工序填写“OK”,有问题点时在相应工序填写“NG”并在备注栏描述不良現象,如工序站未作业时请在相应栏填写“N/A”。
FPC SMT制程稽核和量产测试项目要求V2.0

炉后 (外观 检查)
61
有没有AOI检查?AOI操作人员需对常见的不良报警有识别能力,发现不良品需贴标 签;
62 推力:转机、调整炉温、炉子出异常调节后要测推力;正常时需每10K测试。
3 OF 5
(外观 检查)
63 BGA QFN要用X-RAY抽检,是否有假焊、连锡,建议抽10%。空洞面积不能大于25%。
34 锡膏回拢时间,每半个小时一次。最好是对刮刀两端做修改,确保时时回拢;
35 丝印机夹边是否变形,与设备相关,有的没有夹边
36 拼板印刷不良品报废,不再使用
37
FPC印刷锡膏后需要在1小时内完成焊接,放置超过2小时过炉,需要先过5pcs查看 焊接效果。放置超过4H,需工程师协助处理。
38
因放假或其它原因导致产线停机超过1小时必须将锡膏收集到空瓶内,盖好内盖与 外盖,在管控标签空白处用油性笔写明“旧锡膏”,便于区分,生产时优先使用。
19 钢网工艺:激光+电抛光,不能没有电抛光
20
测张力:要求范转为30-50N。来料检测,每次收回或使用前需测张力,测试四周及 中央共5点,级差要求在10N内。
21 是否有钢网开口规范及检验指导(来料)
1 OF 5
是否符合要求
确认人
锡膏点 检
丝印
优选型号如下,如有变化参考材料技术二部在原材料技术档案发布文件(文件号 CLJSDA-120141000031)的最新版本 锡膏:爱法OM338 T45,OM340;乐泰 HF200;铟泰Indium 8.9HF; 22 焊锡丝:爱法Φ0.64 SnAg0.3 Cu0.7 F2.0%,Φ0.5 SnAg3.0 Cu0.5 F3.3%(HF850);千住 Φ0.81 SnAg0.7 Cu0.7 F3.3%(C512); 助焊膏: 乐泰450-01; 助焊剂: 爱法EF 8000,RF 800T;同方 TF-800,TF-328A。
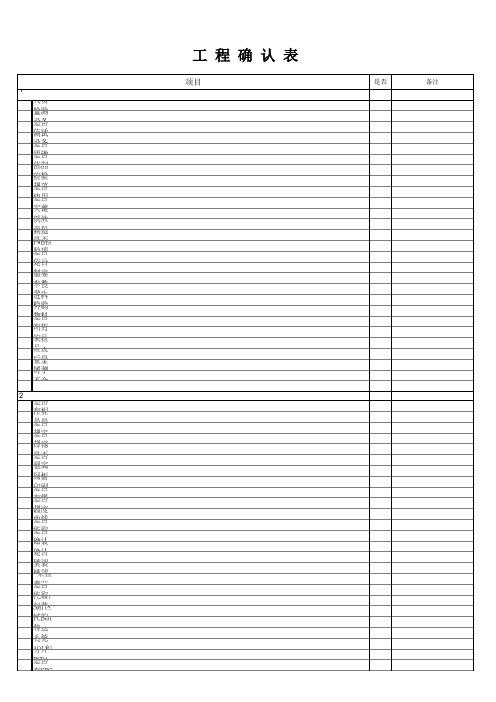
工程稽核表
稽查者:
是否 备注
当超出管制界限时是否采取纠正措施? 是否至少每季对超出管制界限依设备,方法,材料进行分类? 3、制造工程 作业人员上岗是否进行训练和认定? 是否对作业员实施新产品&新生产工程之方法作业指导,作业规范与实际作业是否吻合? 是否有对操作员确实进行指导,操作员是否对安全重要部品进行全数确认(机种\规格\外观等)? 机器、设备是否有操作规范? 量测/检验设备是否依统计方法进行校正?老化条件适当吗? 電動螺丝刀的扭力設定値及刀头有指定吗? 机器、设备是否进行日常保养? 测试媒体的運用手順書有吗?对测试媒体标示清楚吗? 静电手环是否有进行日常点检?记录有无? 部品受領時,其内容和製品名,梱包状態是否进行确认? 产品生产时是否及时取得作业手顺?是否保持最新版本?作业员是否依作业手顺规定作业? 作业标准书中是否有明记必要项目(部品编号、安全规格关联、注意点、重要参数设定等)? 是否有防止功能检查后PIN弯曲的指南? 停线标准是否执行?有无记录? 静电敏感材料作业时是否带静电手环 材料作业是否适当以防止损坏和混品? 材料、成品、良品、不良品是否有区域规划并做适当标示? 检验记录及不合格信息是否准确记录? 产品重要尺寸是否监测且SPC受控? 品质目标未达成时是否采取措施? 是否持有标准样品或限度样品? 定期进行扭力設定値的点検吗? 生産线是否记录検査履歴有吗? 作業中断時,製品的状態是否明確? 对重要部品是否实行追踪管理? 是否进行振動及衝撃試験? 是否定期点検各工程的管理項目? 是否进行塗料的配比管理? 塗装的乾燥条件是否适当? 成形時,是否使用脱模剤了? 人、工程、部品、制造情报等变更时,是否事前知道? 是否规定追溯系统,并依规定进行LOT管理,可进行完整追溯? 分析和修理是否有记录? 拆卸部件是否有详细不良描述? 作业员是否在断电状态下插入或拔出连接线? 是否确定产品再投入位置? 不再現的製品的操作規定是否明確? 有改造手順書吗?有改造記録吗? 改造/未改造的状態是否明確? 是否有对已发生的不合格做标准化的管理以防止今后不合格的再发生? 4、品质管理 作业员是否采取绝缘措施 是否对检验人员定期做GRR分析? 量测设备是否定期校正? 量测设备每年及大修后是否进行GRR分析?GRR大于30%时设备是否停用? 有検査仪器的磨耗管理吗? 是否使用有效果的测量工具对产品进行测量? 消耗品治具更换频率是否规定?记录有无? 拒收异常部件的措施是否适当? 是否制定适用的制程检验标准并依标准执行?抽検基準是否明確? 是否制定制程检验记录? 制程不良品是否有专门标示,防止混入? 是否制定防止漏检的措施规范并执行? 防静电是否建立(静电手环,导电鞋,导电垫,离子发生器)?
关键制程稽核表附表一

烧机部分
1.烧机负载是否正确
2.烧机步骤是否正确及烧机时间是否足够
3.烧机过程中是否有人监视
包装部分
1.产品表面要清洁
2.木箱/铁网/手握管是否有刮伤﹑掉漆﹑露底﹑打痕﹑流痕
3.螺丝/螺帽等五金部件不能有氧化生锈
4.压克力/面板等容易刮伤的料品在包装擦拭后才能撕下保护膜
5.LOGO不能出现歪斜﹑脱落或颠倒
6.接收机与发射机频率及序号需一致
7.包装附件不能短缺﹐规格需正确
8.摇晃本体时不能出现机械噪音
说明﹕检查合格的产品打“ˇ”﹐不合格的产品打“×”﹐不合格品需通知生产线负责人及时处理。
单位主管﹕检查人﹕
线关键工序检查表一
机种型号﹕生产数量﹕生产日期﹕
工序
检查内容
检查结果
备注说明
制程检查
1.生产线不良品是否有标示
2.生产线是否有使用流程卡
3.作业人员是否按照要求配戴静电手环
4.烙铁的温度设定是否符合SOP要求
5.螺丝刀扭力设定是否符合SOP要求
6.仪器的设定与使用是否符合SOP要求
7.生产线备好的物料是否有明确的标示
8.所有物料的标示应统一规范﹐并且放在指定位置
9.《关键过程(工序)清单》是否落实
机内工艺
1.PCB板不能有脏污﹐焊盘不能有脱落
2.组件不能出现空焊﹑假焊﹑短路﹑包焊
3.机内不能有残留物(组件脚﹑锡渣﹑螺丝等)
4平电缆座是否松脱﹐线材之间要有应力释放(铁三角多次抱怨)
品质部稽核查核表
3.IPQC相关检验依据是否完善。
4.检验记录是否完成。
7.发现不良是否有记录。
8.不良品是否有统计分析原因改正。
10.产品的功能测试是否合格。
最终检验落实度
1.是否建立抽样标准。
4.拒收是否统计分析。
受稽单位主管:审核:稽核员:
AS-FOR-1713版次A/0
xx电子有限公司
稽核查检表
稽核日期:年月日受稽单位:品质部
项目
稽核内容
稽核状况
改善建议
进
料
检
验
落
实
度
1.是否有在进行进料检验。
2.检验
7.是对每一批产品都进行检验。
8.厂商送货品质异常是否有统计。
10.是否有做出矫正与预防措施。
制
程
检
验
1.是否有在进行制程检验。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
生產線/PRODUCTION LINE:□ 1 □ 2 □ 3 □ 4 □ 其它/ELSE: ___________ AUDITING ITEMS 稽核項目
各製程之作業指導書是否在作業者周圍? Is Instruction around operators? 機台操作說明書是否放在機台上? Is M/C Operating Instruction placed on machine? 機台操作說明書&作業指導書是否有被作業人員塗改? Have M/C Operating Instruction & Instruction been modified by operators? 作業人員是否遵循作業指導書作業? Do Operators follow Instruction? 作業人員是否有帶手套及靜電環? Do operators wear glove & ESD wrist? 機台保養是否確實,並且記錄? Is M/C maintenance performed & recorded? 首件檢查是否確實,並且記錄? Is first article inspection performed & recorded? 烙鐵溫度是否符合規定,並且記錄? Are iron temperatures within spec. & recorded? 教育訓練卡是否在作業人員周圍,並通過該製程站認可通過? Are training card around operators who have been qualified by that process? 錫膏冷藏溫度(4~8℃)及攪拌時間(1分鐘)是否符合規定? Are solder paste frige temp.(4~8℃)& disturbing time (1min.)within spec.? 錫膏型號是否與作業指導書符合? 開瓶時間是否超過12小時? Is solder paste model correspondance with Instruction? Over 12 hrs after open? SMT鋼版擦拭是否符合規定,並且記錄? Are SMT stencil wipe rate correspondance with spec.& recorded? 迴風爐`錫爐`BGA安裝&拔取溫度曲線是否有量測且正確,並放置在機台上? Are reflow,wave-soldering,installer & remover profiles measured and placed on M/C? 迴風爐後使用X-Ray檢驗30pcs BGA.如不良超過3pcs,即發出品質異常回饋單. Inspect 30pcs BGA after reflow with X-Ray, issue CAR immediately if over 3 defects. 機種標籤是否符合BOM? Is PCBA label correspondence with BOM? 接地系統及空調機是否有記錄? Is ground monitoring system and air conditioning recorded? SDRAM(SGRAM)是否使用同一廠商? Is same supplier's SDRAM(SGRam) used? 是否在零件上有極性記號(限ATI)? Is there any polarity marking on components?(ATI) 庫房溫濕度是否在18~28℃&<70%?Is warehouse temp. & humidity within 18~28℃&<70%. 散熱塊(11.02~12.18kg/cm)螺絲(4.03~5.18kg/cm)扭力是否符合規格? Is heatsink(11.02~12.18kg/cm) and screw(4.03~5.18kg/cm) torque within spec? 稽核者/日期(Audited by Date)
確認 /Check de by:
表單編號: FCFA4050
___
日期/DATE:製程品質保證稽核
Note / 備注
8:00~ 12:00~ 16:00~ 20:00~ 24:00~ 4:00~
12:00 16:00 20:00 24:00 4:00 8:00
℃
%
核准/Approved by:
審查/Review by: