制程稽核作业程序
制程检验程序

制程检验管理程序(IATF16949/ISO9001-2015)1目的:1.1防止制程中品质变异提早发现不良原因避免不良品大量产生。
1.2增进作业人员对品质标准的认识,作为自主检查与巡回检查之基准,进而达到降低成本,提高市场竞争力。
2适用范围:自零、配件原料开始上线制造到成品包装入库完成为止均适用本办法,模具依『模具制程管理程序』。
3职责:3.1生管负责生产进度安排及物料、成品之发(领)料及保存。
3.2制造于制程中依制程作业标准书之规定做自主检查,并予以记录。
3.3品保对制程中或入库前作全程的品质检核,包括巡回检验及成品检验。
4名词定义:4.1发(领)料:仓库依生产计划发料至制造单位或由制造领料之作业。
4.2自主检查:作业人员对工作站制品自我检查并记录。
4.3巡回检查:品检人员于制程中作不定时依品质管制计划表的检查频率对现场及产品查核并予记录。
5制程检验内容:5.1作业程序5.2执行方法:5.2.1生管每月底前依客户需求排定生产计划。
5.2.2领发料作业:5.2.2.1生管依生产计划需求,以成套领发退料单依指定数量标示明确,发料至现场指定区,并经制造单位签收。
5.2.2.2.螺丝帽等法定标准件或指定物料制造单位就现场库存需求,以领料单向生管领取。
5.2.3生产作业:制造单位每日依生产计划派工,并查核所需人力、材料、设备条件等是否正确,合格后即依制程作业标准书进行生产作业及首件检查、自主检查。
5.2.4自主检查:5.2.4.1首件检查之时机:每日开机后之首件换线后之首件设备修理后之首件作业人员更换后之首件作业条件变更后之首件停电后再开机之首件。
5.2.4.2专机(线)生产之产品或生产期间长,中途有休息停机者均需做首中件检查,作业员于每日上、下午开机时做首件检查,中间休息后再开机生产时做中件检查,小批量短期间生产之产品则做首末件检查。
5.2.4.3首中件检查由作业员检查壹件,依检查项目实施并记录于自主检查表中,并在检查部品上签名,注明时间,放置于检具上或易于目视之规定处,至中件检查后再放入料架中,中件检查作业亦同,至末件检查时放入料架中。
稽核工作流程

稽核工作流程第一篇:稽核工作流程稽核工作流程一、制定稽核计划1.和被稽核科室交流,了解业务特点,确立稽核重点。
2.起草稽核工作计划报科室分管处长,处长。
二、制度学习阶段1.全面收集文件依据,包括国家、省、学校、处内部规范等。
2.学习文件,记录学习笔记,写出备忘录,明确涉及内部控制、实际操作的重点条款。
3.学习业务知识,了解业务流程,寻找关键控制点,发现管理上及认知上盲点。
三、业务稽核阶段1.按照工作计划,分块,分条进行帐务处理、会计凭证等抽查、稽核,发现内控、操作上错误,形成稽核工作底稿。
2.与科室人员交流,达成共识,共同提高认识,促进工作开展。
四、汇报、整改阶段1.深化、整理、汇总稽核工作底稿,起草稽核工作报告。
2.与科长等协商修改报告后,提交科室分管处长,处长。
3.根据领导指示,进一步修改、充实稽核报告。
3.参与科室制定有关整改措施。
4.向处长办公会汇报。
第二篇:稽核员每日工作流程稽核员每日工作流程稽核员每日主要工作流程如下:1、检查收拾,整理清洁,保持工作环境的干净整洁,以一个良好的精神面貌迎接一天的工作。
2、查看工作交接本,阅读晚班同事交接内容,处理交接事项,并做好详细记载和交接。
3、数据稽核。
整理归档上一天的单据、报表等,落实上一天稽查出来的问题。
根据系统入单和结账数据仔细对照各营业点上交的日报表数据,做到一一对应,如发现不能核对的数据须询问该营业点具体情况,根据服务员开出的消费单据和收银员结算的结账单,核实误差的原由,对少入,误入等情况做好登记,责任到人。
3.1客房/温泉/餐饮/太乙洞/员工商场稽核A各营业点的报表与收入要一致,报表左右要平衡,账单齐全并盖有收款章,账单要有付款方式,如果客人要底单,底单要盖上结算章。
B折扣要由部门经理签字认可,免费住房或公司招待必须有董事长或者总经理或相关负责人批准并签字,汇报财务总监核查。
C做报表要按订单所指房间种类,天数、包括加床、餐费,报账单单位的报表一定要资料齐全(订单和底单)D数额减少要经主管及经理签字,而客人拒绝付款要有经理的签字认可。
制程稽核作业程序
版本(次)
生效日期
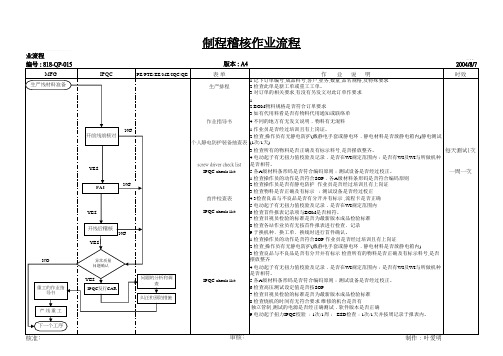
规定静止时间内就使用,对品质存在较大的隐患。
5>环境:环境也是影响生产中的一大要素,温湿度、含尘量都是环境因
素,如:无尘室内的温湿度不在范围内,会导致菲林涨缩。
5.2.3持续未改善处理办法:
1>所有违规现场由当站品保要求责任制程主管书面对策改善。
2>以月为单位针对各制程人员违规稽核缺失前三项,设定月目标,以单
项违规次数降低50%做为下月目标值。
3>如设定目标第一个月未达成时,将以看板宣导方式,将未达标项目张
贴作业现场。
4>如设定目标第二个月未达成时,将以看板宣导方式,将未达标项目张
贴制造部办公室,供制造最高主管,每日开会宣导。
5>如设定目标第三个月未达成时,将对制程课长及主任呈报处理。
处理
结果由稽核统一归档。
5.2.4若查核标准互有抵触时,按下列规范为准:
1>作业规范,
2>操作规范
3>最新联络单
4>最新会议记录
+0.15+0.30NG NG OK 30mm 30mm 5mm 60-100mm。
制程稽核作业指导书

益阳天格印业高新区分公司1.目的明确制程稽核作业流程,完善制程稽核作业,使生产部作业严格按照QC工程图和相关制程文件要求进行生产,保证成品品质符合要求。
2.范围适用于生产车间、产成品仓库、出货站台区域管制。
3.名词解释稽核:制程品管按QC工程图的项目、频率检查生产人员的首检和自检,各制程参数的执行状况:如:糊化温度、粘度,模切压力,油墨粘度等。
4.职责4.1 生产部:生产自主检查、调试,控制,异常处理;4.2 质控部:稽核生产相关人员的执行状况、工艺参数执行状况稽核、产成品及半成品规格符合性以及出现异常时进行反馈、处理及改善追踪。
5.作业内容:5.1 制程稽核作业流程图见附件一;5.2 制程调试和控制:生产部班组根据《QC工程图》和相关制程文件要求,调整制程参数,使其控制点在允许的误差范围之内。
5.3 稽核内容和频次:质控部质控员组根据《QC工程图》规定的项目和频次对制程工艺和半成品及成品品质进行检查,并将稽核结果记录在《平板线稽核巡检表》、《水印稽核巡检表》、《后工序巡检记录表》上。
5.4 过程异常及处理:质控部质检在稽核过程中发现控制点异常应立即通知相关生产人员进行调整,直到调整至规定要求,并填写《制程异常改善通知单》提报质控部主管。
如果该员不予以配合,应报告生产主管进行协调,并将情况如实记录。
5.5制程品异常处理:质控部制程稽核人员在稽核过程中发现制程品异常,对已生产或入库的产成品进行检查,并通知制造人员追溯全部不良品,依《不合格品控制程序》作业。
5.6稽核异常的处罚:质控部主管依据异常情况发现制程品质异常进行分析,如果异常是人为原因造成,依据《品质奖惩作业办法》进行提报处罚,并会签相关责任部门主管。
非人为原因则不予处罚。
发现制程品异常,经复查仍未改善的则应依据《品质奖惩作业办法》进行处罚。
5.7 特殊情况下的制程稽核5.7.1 首检时发现的异常项目或者异常机台作为本班的重点稽核点;5.7.2 在本月制程稽核异常中排列前三位的稽核项目,应列为下一个月的稽核重点,稽核频次加倍。
稽核流程说明书

稽核流程说明书一、引言稽核流程是指对企业或组织内部的各项活动、流程、制度进行全面审查和评估的过程。
通过稽核流程,可以发现问题、弥补漏洞、提高效率,从而确保企业的正常运营和发展。
本文将详细介绍稽核流程的各个环节和步骤,以及相关的注意事项。
二、稽核前准备在进行稽核之前,需要进行一系列的准备工作。
首先,明确稽核的目的和范围,确定需要稽核的具体对象和内容。
其次,制定稽核计划,确定稽核的时间安排、人员配备等。
同时,收集相关的资料和信息,为稽核工作提供必要的依据和参考。
三、稽核程序1. 了解业务流程在进行稽核之前,需要对被稽核对象的业务流程进行全面了解。
通过与相关人员的交流和资料的查阅,掌握企业的运作方式、各个环节的具体流程以及相关的制度和规定。
2. 风险评估稽核的目的之一是发现潜在的风险和问题。
在进行稽核过程中,需要对各个环节进行风险评估,确定可能存在的风险点和薄弱环节。
通过评估,可以为后续的稽核工作提供重点和方向。
3. 数据收集与分析稽核过程中,需要收集各种相关的数据和信息。
这些数据可以来自企业内部的系统、文件、报表等,也可以来自外部的调查和比较。
通过对数据的收集和分析,可以对企业的运营情况进行客观的评估和判断。
4. 实地调查为了更加准确地了解企业的实际情况,稽核人员需要进行实地调查。
通过观察、访谈和检查,可以直接获取相关的信息和证据。
实地调查是稽核工作中不可或缺的环节,可以发现隐藏的问题和不合规的行为。
5. 发现问题与整改建议在稽核过程中,如果发现问题和不合规行为,稽核人员需要及时记录并提出整改建议。
整改建议应该具体、明确,指出问题的原因和解决方案,并提出相应的改进措施。
稽核人员应该与企业内部的相关人员进行充分的沟通和协商,确保整改工作的顺利进行。
6. 编写稽核报告稽核报告是稽核工作的总结和归纳,也是对稽核结果的正式呈现。
稽核报告应该包括稽核的目的、范围、方法、结果和建议等内容。
报告的撰写应该准确、清晰,逻辑严密,以便于相关人员的理解和接受。
制程稽核作业办法
5.3.3.2.5如果组件核对无误,将报表填写完整,包括核对清单结果、制作者、核对日期等,若发现BOM及其它资料有异常问题,则必须及时反馈相关部门。
5.3.3.2.6对于某些二极管、三极管、IC等从丝印外观上很难看出其型号的组件,必须检查材料原料盘标签上的型号、编码是否与相关资料要求完全一致,对同一块PCB上,有外型十分相近但万用表、电容表又不能测量的组件,要检查贴片机程序是否正确。
5.3.3.2.7检查有极性组件方向是否正确,有方向组件贴装方向是否正确,并在BOM上相应的位置码旁边注明方向标识。
5.3.3.2.8检查工艺是否有特殊要求及注意事项,并核对送来样板是否与工艺要求相符。
5.3.3.2.9 IPQC确认首件合格后,在《首件确认记录表》和《首件标示单》上签名,SMT的首件需在过炉后检查其外观有无问题后再在《首件标示单》上签名,如果有问题则反馈给技术员调整后送给维修工维修OK,再做外观检查直至OK。
5.1.8. IPQC在核对材料时要注意:任何客户的产品,其来料如果与客户BOM要求不相符,且无ECN、客供确认单等书面通知支持,则必须经过客户、生技部确认可以使用并出书面通知后才可以使用。如果是紧急情况可以先确认生产,后续补齐书面通知。
5.1.9.IPQC每两小时核对一次样板,并将结果记录在《制程稽核查检表-DIP》或《制程稽核查检表-SMT》中,如发现异常立即知会当线管理并将异常记录于查检表中由当线管理作出原因对策。
IPQC如何做好制程检验及制程稽核

IPQC如何做好制程检验及制程稽核如此重要的制造过程中,质量管理的人员更加责作者重大,要求格外认真,切不可因为做"熟"了而对每次检查抱例行敷衍的态度,大家都知道,东西要一次做好,关键就在这里,若等到错了再来返工,损失巨大而无谓!下面介绍的就是IPQC如何做好制程检验及制程稽核:一. 制程检验与测试之规划1.1 对新产品、新制程或新项目而牵涉及制程的新设定或变更时,研发部门、工程部门、质量部门等相关单位应共同考虑产品特性、物料或环境的状况,于制程中的重要点验证其质量状况。
每一阶段的检验与测试作业均应直接与成品规格或作业要求相关。
1.2 应在制程中适当定点实施检验与测试作业,设置的位置与检验频率,应依据产品的重要特性与验证的难易而规划(拉力.醋酸.张力.百格.耐磨.组装。
1.3 制程中检验与测试应依产品之特性、制程之型态规划于特定产品制程检验与测试作业中,并采用下列之一种或数种方法;a 自主检查-作业人员本身所作的检验与测试,依据SIP与各作业指导书执行之。
b 自动化检验与测试-使用自动量测减少人为失误,为现代化工厂大量使用。
c 检验站检验-依据IPQC制程检验标准执行100%检验或IPQC抽样检验。
d 巡回稽核-由IPQC巡回稽核以监测特定之制程,巡回稽核之作业应定于制程检验与测试作业程序中。
e 首件检验-依据《图纸》《客户样品》《SIP》《SOP》等与IPQC制程检验标准执行每个生产环节正式生产前之第一件检验。
(首件定义为每日生产前或换线,异常停止后重开或每产品的第一件二 .检验与测试作业的实施2.1 完成制程检验作业流程。
2.2 新开机及产品初次生产、制程初次设立或间隔一段时间再生产时,应依产品试产之规定实施验证。
2.3 首件检验: 每批首件产品须经制程IPQC人员检验合格后,始可继续生产,检验结果记录于首件检查表。
若首件不合格﹐应立即通知生产现场领班重新设定与调整。
2.4 制程检验工 a 每工段作业完后, 生产现场人员将产品放置待验区待制程IPQC人员检验﹐检验前应确认半成品标签数据内容填写是否详实。
IPQC制程稽核程序
1.前期工作稽核点: *ESD防护 *PCB版本和料号的确认 *ECN切入(BOM有无ECN) *烘烤:有特殊要求的零件(IC等),依据材 料要求进行烘烤,注意开封后使用期限。 2.锡膏稽核点: *保管温度:2-10℃ *进出管制:编号、FIFO *锡膏回温:室温4H以上 *锡膏厚度测量
*锡膏使用期限:自制造日期起3-6个月,开 封后24H内用完。 *锡膏厂商和型号(尤其客户指定时) 3.设备的稽核点: SMT设备包括:送板机、印刷机、高速机、 泛用机、回焊炉…… *检查设备保养维修记录 *检查设备操作说明 *确认人员填写和不良的追踪 *SOP是否最新版本,并经过DCC确认?
插件pcb版本料号的确认sop的有效性dcc正确性版本内容易读性各工位是否按照sop作业插件总检记录表查看不良分布作业人员依sop作业锡炉参数设定保养维修记录温度曲线图助焊剂比重的测量和确认3
IPQC稽核程序
一、IPQC的含义及其工作职责 1.IPQC:In Process Quality Control,即制 程品质管制。 2.IPQC的工作职责:对制程当中的产品品 质进行控制,以维持其持续稳定。 *IPQC=目检??? *工作职责: 1)首件检查(目的?)。 2)巡回检查(实时品质控制)。 3)抽样检查(半成品检验)。
c.抽样检验后的记录:将每个送验批的检验 结果记录于《IPQC日报表》。 d.已检验产品的处理: *ACC:盖QC PASS章,方可流入下一工序。 *REJ:HOLD区分隔离-通知制造部门-制造 REWORK后-再次检验。(AQL:0.650.65) 二、制程稽核程序: (一)SMT制程稽核程序:
4.回焊炉: *REFLOW温度对照表(各个MODEL) *对应产品温度曲线图 *回焊炉操作说明 *PROFILE作业管理规范 5.补焊: *烙铁测量、校验和记录 *是否按照规定设定烙铁温度(不同元件) *补焊SOP和补焊记录 *良品和不良品的区分
制程稽核作业流程图

作業指導書
開前線前核對 NG
1.作業員是否經過培訓且有上崗証。 2.檢查,操作員有無靜電防護(戴靜電手套或靜電環﹐靜電材料是否放靜電箱內)靜電測試 個人靜電防護裝備抽查表 (1次/1天) 3.檢查所有的物料是否正確及有標示料號,是否擺放整齊。 每天測試1次 4.電動起子有無扭力值校驗及記錄﹐是否在WI規定范圍內﹔是否有WI及WI与所做机种 是否相符。 5.各A級材料條碼是否符合編碼原則﹔測試設備是否經過校正。 一周一次 1.檢查操作員的動作是否符合SOP﹐各A級材料條碼是否符合編碼原則. 2.檢查操作員是否有靜電防護..作業員是否經過培訓且有上崗証 3.檢查物料是否正確及有標示..﹔測試設備是否經過校正 4.3檢查良品與不良品是否有分開并有標示.,流程卡是否正确 5.電動起子有無扭力值校驗及記錄﹐是否在WI規定范圍內.. 6.檢查首件報表記錄項与BOM是否相符。 7.檢查目視員檢驗的標准是否為最新版本成品檢驗標准. 8.檢查各站作業員有無按首件報表進行檢查﹑記錄. 9.于換机种﹑換工單﹑換線時進行首件确認。 1.檢查操作員的動作是否符合SOP.作業員是否經過培訓且有上崗証. 2.檢查,操作員有無靜電防護(戴靜電手套或靜電環﹐靜電材料是否放靜電箱內) 3.檢查良品與不良品是否有分開并有標示.檢查所有的物料是否正確及有標示料號,是否 擺放整齊 4.電動起子有無扭力值校驗及記錄﹐是否在WI規定范圍內﹔是否有WI及WI与所做机种 是否相符。 5.各A級材料條碼是否符合編碼原則﹔測試設備是否經過校正。 6.檢查高壓測試設定值是否按SOP. 7.檢查目視員檢驗的標准是否為最新版本成品檢驗標准. 8.檢查燒機的時間有無符合要求.維修的機台是否有 獨立管制,測試的電源是否經正確測試﹐軟體版本是否正確.. 9.電動起子扭力IPQC校驗 ﹕1次/1周﹔ ESD檢查﹕1次/1天并按周記錄于報表內。
内部作业稽核流程
8.稽核清单/查检表
8-2制作稽核清单的目的 8-2-1减少思考 依照稽核的四大重点,事先讨论稽核的内 容,作成稽核清单,可以减少临场的思考,并可 防止遗漏稽核的重点 8-2-2控制时间 稽核员工作最大压力来自于时间,有了稽 核清单,可以加强稽核时间的掌控
21
8.稽核清单/查检表
8-2-3减少差异 稽核作业的人为差异大,依稽核列表内 容执行稽核作业,可以减少差异,提升稽核工 作的质量 8-3稽核清单的制作与修改 8-3-1制作与修改的时间与频率 8-3-2制作与修改的人员
预定 改善 完成 时间
改善 改善对策 预 照片 状况 定 改 善 完 成 时 未已 系统面(永 间 改善 改善 完 完 久对策) 前 后 成成
24
9.资料的搜集
抽样确认方式,而不是全数查验 9-1客观性 9-2代表性 9-3亲自抽样 9-4抽样比率 9-5缺点的发现与抽样数的关连性
25
9.资料的搜集
9-6不要引导式的问题与回答 9-7发现的问题的整合 9-7-1现存系统、流程等不合理的问题 9-7-2潜在风险的发掘—RPN的统计 9-7-3点、线、面的问题综合 鱼骨图、系统图、亲和图、关连图等手法的应用 9-8问题整合后的再确认 9-9 缺点的分类 9-9-1主要缺点(Major Defect) 9-9-2次要缺点(Minor Defect) 9-9-3观察建议事项(Observation) 26
19
8.稽核清单/查检表
8-1问题的设计方式—从制度、流程、系统方 面找问题(面→线→点的展开) 8-1-1封闭性的问题设计(如:是非题、选择题) Ex.:是否有质量目标(SMART)? 8-1-2开放性的问题设计(如:简答题、问答题) Ex. :质量目标为何? 8-1-3综合性的问题设计 Ex. :是否有质量目标(SMART)?若有,其 内容为何?
制程稽核作业流程
表单
生产排程
作业指导书
开前线前核对 NG
1.作业员是否经过培训且有上岗证。 2.检查,操作员有无静电防护(戴静电手套或静电环﹐静电材料是否放静电箱内)静电测试 个人静电防护装备抽查表 (1次/1天) 3.检查所有的物料是否正确及有标示料号,是否摆放整齐。 每天测试1次 4.电动起子有无扭力值校验及记录﹐是否在WI规定范围内﹔是否有WI及WI与所做机种 是否相符。 5.各A级材料条形码是否符合编码原则﹔测试设备是否经过校正。 一周一次 1.检查操作员的动作是否符合SOP﹐各A级材料条形码是否符合编码原则. 2.检查操作员是否有静电防护..作业员是否经过培训且有上岗证 3.检查物料是否正确及有标示..﹔测试设备是否经过校正 4.3检查良品与不良品是否有分开并有标示.,流程卡是否正确 5.电动起子有无扭力值校验及记录﹐是否在WI规定范围内.. 6.检查首件报表记录项与BOM是否相符。 7.检查目视员检验的标准是否为最新版本成品检验标准. 8.检查各站作业员有无按首件报表进行检查﹑记录. 9.于换机种﹑换工单﹑换线时进行首件确认。 1.检查操作员的动作是否符合SOP.作业员是否经过培训且有上岗证. 2.检查,操作员有无静电防护(戴静电手套或静电环﹐静电材料是否放静电箱内) 3.检查良品与不良品是否有分开并有标示.检查所有的物料是否正确及有标示料号,是否 摆放整齐 4.电动起子有无扭力值校验及记录﹐是否在WI规定范围内﹔是否有WI及WI与所做机种 是否相符。 5.各A级材料条形码是否符合编码原则﹔测试设备是否经过校正。 6.检查高压测试设定值是否按SOP. 7.检查目视员检验的标准是否为最新版本成品检验标准. 8.检查烧机的时间有无符合要求.维修的机台是否有 独立管制,测试的电源是否经正确测试﹐软件版本是否正确.. 9.电动起子扭力IPQC校验 ﹕1次/1周﹔ ESD检查﹕1次/1天并按周记录于报表内。
制程稽核操作标准书(例)

************
文件类别: 作业规范
文件编号: ************ 撰定单位: **************** 版本: 第 * 版
发行日期: 年月日
机密等级: □机密□一般
合计页数: 共 * 页
饮品事业群品保中心
PS: 1.CAN250、350停机超过30分钟后回收再开以开机条件管制。
2.CAN1000 停机温度低于80℃皆回收。
3.CAN350、CAN350 停机温度低于85℃皆回收。
4.CAN250空罐重 43gm。
CAN250上部空隙 4 – 6 mm 。
CAN350 空罐重 55gm。
CAN350上部空隙 6 – 11 mm 。
CAN1000 空罐重 118gm。
CAN1000上部空隙 8 – 18 mm 。
5.冷却槽残氯量2-4ppm 。
PS:玻璃瓶冷却槽残氯量罐头出口处1-3 ppm;罐头入口处3-7 ppm。
PS:1.PET冷却槽残氯量罐头出口处3-7 ppm。
2.旋盖扭力单位inlbs为每一英镑可旋转多少英吋。
(附件五)
PS:停机再开充填温度不得低于罐中心温度,温度不足,则果汁回收。
(附件六)
(附件七)
TP制程检核记录表
品名:系统别:
副理:。
PCB制程设备能力稽核

1.目的
PCB各制程设备能力在固定期间内做相关稽核测试,以确保各工序的设备能力稳定,同时反映出各制程的问题点,以改善之确保制程稳定性,特订制此作业指导书;
2.适用:
凡本公司内的PCB各制程应对工序
3.职责
技术部:制定各工序设备能力测试项目、方法与频率,同时分析各制程能力是否稳定并提出改善或提升计划;
生产部:执行各工序设备能力测试项目,并制定出记录表单进行记录,以便品管追查稽核之用;
品质部:负责各制程能力测试结果的稽核与改善追踪
4.管理内容:
当本公司新制程或新设备导入试车,制程能力需要进行测试
4.1.1 定义:因厂内生产所需且会影响产品品质之制程、设备,在增加新制程、变更型
号,加装新功能时或引进新设备时适用
当本公司因产能或某一制程缺少,需评估外包商时,制程能力需要进行测试
4.2.1 定义:因厂内某单一制程产能存在瓶颈,或因业务产品订单需要,但暂缺某单一制
程,需寻求外包商协同解决时,外包商的设备及制程均适用
当本公司已经投入量产阶段,为确保制程稳定性,须定期检测制程能力4.3.1 定义:凡是厂内PCB制程均适用
制程能力测试项目、方式及频率:
4.4.1 内层/内检
4.2.2压合
4.4.3 钻孔/PTH/电镀
4.4.4 外线/蚀刻
4.4.5防焊
4.4.6 表面处理/成型/品检
5.相关文件
制程管理计划作业指导书
6.附件
______________课制程能力测试点检表
日期:_______________。
制程稽核作业办法
,并核对送来样板是否与工艺要求相符。
IPQC确认首件合格后,在《首件确认记录表》和《首件标示单》上签名,SMT的首件需在过炉后检查其外观有无问题后再在《首件标示单》上签名,如果有问题则反馈给技术员调整后送给维修工维修OK,再做外观检查直至OK。
7.0附件
7.1《制程稽核查检表-DIP》。
7.2《制程稽核查检表-SMT》。
7.3《首件确认记录表》。
7.4《首件标示单》,(附件一)
首件标识单
客户:
工单:
机种:
制作时间:
制造确认:
IPQC:
附件一
IPQC在核对材料时要注意:任何客户的产品,其来料如果与客户BOM要求不相符,且无ECN、客供确认单等书面通知支持,则必须经过客户、生技部确认可以使用并出书面通知后才可以使用。如果是紧急情况可以先确认生产,后续补齐书面通知。
,并将结果记录在《制程稽核查检表-DIP》或《制程稽核查检表-SMT》中,如发现异常立即知会当线管理并将异常记录于查检表中由当线管理作出原因对策。
,依据《生产设备管制程序》、《量测与测试设备管理程序》及相关作业办法执行。
,依据《制程管制程序》、《品质记录管制程序》及相关作业办法执行。
,依据各岗位之标准作业指导书执行。
,依照《文件与资料管制程序》执行。
,依据《不合格品管制程序》及相关作业办法执行。
,依据《产品鉴别与追溯性管制程序》执行。
,需要对所有的上机物料统一做一次确认。确认的的内容包括:物料的编码、型号规格、丝印等,如外观不能识别,则需要进行测试或找到证据证明可以使用。
3.3巡线检验:IPQC按规定频率与时间对制程进行稽核。
制程稽核程序

3.人员安排调动.
4.协助PQE与IPQA之间工作协调.
5.协助追踪C.L.C.A,停线单,Control Run单.
5-1-2 IPQA职责:
1.用标准机台对设备Check.
2.首片检查(Key component核对,X-Ray检查,设备参数核对等).
3.每日依据Process check List和PQE提供的要求对制程进行Audit.
1.目的
(Purpose)
2.范围
(Scope)
3.参考资料
(Reference Document)
4.定义
( Definition)
5.作业程序
(Operation Procedure)
6.附件
(Attachment)
DATE.
REV
CHANGES
Approved by
03/06/02
A
首次定义
周俊信
Pቤተ መጻሕፍቲ ባይዱepared by:
罗运忠
Approved by:
周俊信
Authorized by:
林黄松
Effective date:
4/4
IPQA
一.目的:规范IPQA稽查的方法,范围及Report形式让制程顺畅,减少批量性的问题发生,能更好提供责任人及其主管对问题分析改善,减少问题的再发生.
2.范围:适用于顺达制造群所有生产制程
6-6 MSL MFG GROUP QAC Component QA SPS QE IPQA
Roving Check List.(QAP-116)
6-7 MSL MFG System IPQA Check List.(QAP-096)
工厂生产制程稽核计划内容

工厂生产制程稽核计划内容《工厂生产制程稽核计划内容:那些不得不说的事儿》嘿,咱今儿就来唠唠工厂生产制程稽核计划内容这档子事儿。
咱先说说这为啥要有这个稽核计划吧。
你想啊,工厂就像个大机器,各个零件都得好好协作才能顺畅运转。
这制程就好比是机器运行的轨道,要是轨道歪了或者有啥毛病,那这机器可不就得出乱子嘛!所以啊,得有个稽核计划来盯着,就像个严厉又细心的老妈子,随时监督着生产过程,可不能出岔子。
那这稽核计划都得干点啥呢?那可多了去了。
首先得检查原材料吧,别弄些次品进来,那生产出来的东西能好嘛!这就像做菜,你用烂菜叶子能炒出美味佳肴吗?显然不能啊!再来就是看生产工艺对不对头,这一步该这么做,下一个环节又该咋整,都得严格按规矩来。
要是有工人偷懒或者瞎搞,那可不行,得赶紧揪出来批评教育。
还有设备的维护也很重要啊!那设备就是工人的好伙伴,得好好对待人家。
要是设备总出毛病,今天卡壳明天罢工的,那还咋生产啊!所以得定期检查设备有没有好好保养,该上油的上油,该维修的维修。
然后呢,环境卫生也不能忽视!你想想,要是车间里脏兮兮的,到处是灰尘和垃圾,那产品质量能有保证吗?说不定还会带上点“附加物”呢,哈哈!工人上班的环境也得舒适点嘛,不然怎么有心情好好干活呢。
执行这个稽核计划的人可得瞪大了眼睛,不能放过任何一个小细节。
他们就像是工厂的“超级英雄”,哪里有问题就往哪里冲。
有时候我就在想,他们是不是得有一双火眼金睛和一个像计算机一样的脑袋,这样才能把所有问题都找出来。
当然啦,这个稽核计划也不是为了为难大家,而是为了让工厂生产得更好,让大家都有好果子吃。
质量好了,订单就多了,大家的奖金不也就多了嘛!所以说,大家还是得好好配合,别嫌麻烦。
总之,工厂生产制程稽核计划内容可是关乎着工厂的命运和我们每个人的钱包啊!让我们一起重视起来,把这个“大工程”搞好,让我们的工厂像火箭一样蒸蒸日上!哈哈!。
产品过程稽核作业办法

過程稽核管制作業辦法 Process Audit Procedure
線裝品管部
線裝開發工程處 連接器事業一處
連接器事業二處
連接器事業二處 電源產品製造處 品保部
電源品保部
OEM產品事業處
OEM品保部
塑件產品事業處
電線產品部
膠粒產品部
核 准 品質管理處
審 查 品質系統部
編 撰 品質系統部
【文件發行日即生效日】 發行章:
頁次 版次 變更/修訂前要點: 1 A1 變更/修訂後要點: 一、5.1項內容無。 2 A1 一、新增5.1項:年度過程稽核規劃。 二、5.2.1由事業處(部)品保/品管單位負責制 二、5.2.1稽核組長應依年度稽核規劃表確 3 A1 定過程稽核實施計劃(具體由指定之審核 定之時期或頻次,負責制定過程稽核 4 A1 組長負責執行),幷呈報事業處/部主管批 實施計劃,並呈報事業處/部主管批 5 A1 准。過程稽核每年至少實施一次。
本文件之著作權及業務秘密內容屬於本公司,非經准許不得翻印
XX電子(東莞)有限公司
XXX ELECTRONIC (DONG GUAN) CO., LTD.
主題: 過程稽核管制作業辦法
編號: 版次: A1
DQS-ZZ17-03 頁數: 5/5
的矯正改善措施。並收集不符合項執行改善的證據,一並提請稽核小組追蹤認 可。 5.7.2 在相關部門提出矯正措施建議時,稽核員可與其交流以確定矯正的方向,但不 能代替其具體制定矯正措施,更不承擔矯正措施實施後果不良的責任。 5.7.3 相關部門按內部稽核缺失及矯正記錄表落實執行矯正措施。如不能按期完成, 相關部門主管應向稽核組說明原因,請求延期,幷補充一份修正的改善報告提 請稽核組批准。 5.7.4 有關矯正預防措施的進一步規定,詳見「矯正及預防措施處理程序」。 5.8 缺失改善之追蹤驗證 A 當矯正改善措施預定完成的期限已到或接到已完成的通知時,稽核組長應委派稽 核員去驗證其完成實施狀況,並確認對策實施的有效性。在堅持矯正措施已落實 執行幷確認有效的基礎上,稽核員在內部稽核缺失及矯正記錄表的改善措施驗證 欄中,記下落實情況幷加以評價。當矯正措施效果的體現需要更長時間時,稽核 員可留作跟進問題點,在下一次跟進稽核時再予以追蹤驗證。 B 如在期限內未能完成一項已批准的矯正改善措施,稽核員應向稽核組長報告。如 無正當理由或未能規定指出可接受的修正完成期限,則該問題應向管理代表及事 業處/部主管報告。 5.9 過程稽核的結果及其改善狀況應提交到管理審查會議,以便進行檢討、確認與決定相 應改進作業。 5.10 稽核記錄之歸檔保存 過程稽核之相應記錄,由品保/品管部門統一管理保存,記錄至少保存三年以上。
制程巡回稽核管理程序(品质部)
文件名称:制程巡回稽核管理程序部 门:品质部
文件编号:PEP/B-QC-008版本/次:A/0
编 写:审 核:
批 准: 生效日期:2007-08-15
修订日期
修 订 内 容
修订者
原版本
会签部门
□工程部□品质部□仓管部□制造部
□客服部□采购课□设计部□业务部
□行政部□PMC
分发份数
共份
1.目的
5.1.3.2 在制程巡检时,IPQC以不妨碍生产作业的原则进行。
5.1.3.3IPQC须于生产制程中,针对重要工序建立品质管制点Байду номын сангаас以确保品质。
5.1.3提出异常与会签
5.1.4.1 当发现不符合标准规定,将不良情形应实时反应给制造部组长,开出《品质异常处理表》请工程部门分析,并给出改善措施,IPQC进行效果跟踪。
3.3PMC
3.3.1负责返工制程排程计划及通知。
3.3.2产品被停止出货时,调整出货排程计划,或提出成品特采申请。
3.4工程部
对品质部提出的<<品质异常处理表>>,进行分析处理、并提出有效预防改正措
施。
4.定义
4.1缺点
4.1.1主要缺点:使产品功能减低或降低其使用价值者。
4.1.2次要缺点:不致于造成产品的使用性或规格不符,却不太影响产品特性者。
5.1.4.2将《品质异常处理表》,给相关部门会签。
5.1.4.3 IPQC详细将巡检过程记录在《IPQC抽检/巡检记录表》上。
5.1.4执行制程改善:品管抽检出不良时,要求该区主管查实制程原因,相关流程作业员立即改善;
5.1.6复核
5.1.6.1当有不良情形提出时,在下次巡检时或改善后之审核做追踪查核确认,以确保问题的改善与解决。
QP-DIY-20(05)制程稽核管理程序

1.目的:为了明确稽核员之工作职责,使制程工序质量符合客户要求所进行的首样确认、巡回稽核。
2. 范围适用于整个制程工序之备料、生产、包装等生产过程之质量控制3、定义3.1 产品首样确认:依BOM、ECR&ECN及作业指导书等相关技术文件对产品做首样确认。
3.2 制程稽核(QPA稽核):依《B/L QPA Check List》《LCM QPA Check List》《灯管加工QPA Check List》《导光板裁切QPA Check List》《导光板印刷QPA Check List》对制程工序进行巡回稽核.4、职责:生产单位领班、主管、主任:培训及督导作业员之自检、互检的上岗能力,严格依作业指导书作业,确保产品材料使用正确无误.对稽核员稽核到的质量问题及时确认,对异常进行分析并提出预防改善措施.IPQC稽核员:依《首件检验记录表》《首样光学尺寸记录表》对制程首样进行确认依QPA CHECK LIST 对制程进行巡回稽核,并记录于《稽核记录表》依《落尘量测试作业指导书》对无尘室落尘量进行测试及落尘量超标之异常联络。
IPQC主管对相关质量记录确认、签核与汇总.制程出现重大质量异常时,及时作出初步判定,并反馈相关单位迅速处理.负责员工教育训练与考核.纠正措施之确认重大质量异常的判定IPQC主任对相关质量记录的确认、签核制程控制相关专案的计划拟定及推动产品重大异常或争端的协调解决重大质量报告与检讨会议主持QE工程师:负责对新机种的测试、验证及评审负责设计变更和工程变更的验证对量产、市场重大问题对策验证、预防措施的检讨与执行RD、PE工程师:及时发布最新BOM、ECR&ECN等相关技术文件给IPQC及生产单位.确保作业指导书及变更卡内容描述清楚及正确无误.对巡检员稽核到的质量问题及时确认,对不良进行分析并提出预防改善措施.PC:确保材料维护与BOM一致性,并对有关料件代用、新料试跑等有效文件须提前发文给IPQC.对巡检员稽核到的质量问题及时确认、分析,并提出预防改善措施.4.1稽核问题点判定:4.1.1 A类缺点(严重不良):指产品不良会造成安全性方面的缺失或造成重大环境冲击。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
制程稽核作业程序
页次 版本(次) 生效日期
1.目的:
1.1
通过对各制程的查核、预防不良发生之目的,减少不良的偶发性、重复性, 使各制程达到受控状态而拟订。
2.适用范围:
2.1
适用于本公司稽核作业。
3.权责:
3.1 品保部: 负责按本规范进行监控查核。 3.2 工艺部:对稽核异常进行分析并提出改善措施。 3.3 制造部:负责完成产品的制造,并按照相关作业规范及操作规范作业。
文件编号
制程稽核作业程序
页次 版本(次) 生效日期
规定静止时间内就使用,对品质存在较大的隐患。 5> 环境:环境也是影响生产中的一大要素,温湿度、含尘量都是环境因 素,如:无尘室内的温湿度不在范围内,会导致菲林涨缩。 5.2.3 持续未改善处理办法: 1> 所有违规现场由当站品保要求责任制程主管书面对策改善。 2> 以月为单位针对各制程人员违规稽核缺失前三项,设定月目标,以单 项违规次数降低50%做为下月目标值。 3> 如设定目标第一个月未达成时,将以看板宣导方式,将未达标项目张 贴作业现场。 4> 如设定目标第二个月未达成时,将以看板宣导方式,将未达标项目张 贴制造部办公室,供制造最高主管,每日开会宣导。 5> 如设定目标第三个月未达成时,将对制程课长及主任呈报处理。处理 结果由稽核统一归档。 5.2.4 若查核标准互有抵触时,按下列规范为准:
5.2 作业说明:
5.2.1 稽核运作流程: 1> QC人员按照《作业规范》、《操作规范》细部查核生产中的各环节, 主要是:人员、机器、材料、方法、环境等。 2> 发现问题时QC人员开出《制程稽核表》知会现场主管确认,现场主管 若无意见,签名确认,并及时做改善。 3> 针对稽核时发现问题点,若制程觉得理由不充分,则由制程主管提供 有效的证据证明。 4> 若不能提供证据证明时,又不愿意签名确认者,视为拒签。 5> 如证据证明理由充分时,且可以从《作业规范》或《操作规范》上证 明该项是合理者,由稽核人员撤消该项缺失。 5.2.2 稽核作业方法:
1> 作业规范, 2> 操作规范 3> 最新联络单 4> 最新会议记录
NG 30mm
+0.15 30mm NG OK +0.30 5mm
60-100mm
NG 30mm
+0.15 30mm NG OK +0.30 5mm
60-100mm
1> 人员:是生产中变异最快最灵活的主要部位,所以人员操作是造成品 质异常的重要因素。如:公司规定转料员转料时,转料车摆放插架高 度不准超过四架,若转料员不按此规定执行则易造成板子滑落刮伤。 2> 机器:因机器参数较多,点检有一定的困难,易造成点检不到位,机 器使用运转过程中可能会有一些异常。如:材料比较多的时候制造只 顾生产,而疏忽了对机器的保养与点检,造成机器卡板等异常。 3> 材料:材料是生产产品的主要原料。如:油墨过期直接影响到品质, 规定时间内不能用完,要做报废处理。 4> 方法:作业方法及操作方法会直接与品质成正比例。如:油墨搅拌后 必须静止到一定的时间才能使用,为了操作简便,急于使用,未按照
4. 名词解释:无。 5. 作业内容:
5.1 作业流程: 如页次3。 5.2 作业说明: 如页次4-5。
6.参考文件:
6.1 6.3 6.2 7.1 7.2 7.3
程序文件 作业规范 操作规范
7.记录表单:
《制程稽核表》 《稽核日报》 《稽核月报》
NG
NG
重检 重工 报废
文件编号
制程稽核作业程序
பைடு நூலகம்
页次 版本(次) 生效日期