ASME AWS 常用焊材规范列表
ASME AWS 常用焊材规范列表

ASME常用焊材规范表SFA-5.01填充金属采购导则(1)SFA-5.1/SFA-5.1M手工电弧焊用碳钢焊条标准(9)SFA-5.2氧燃气焊接用碳钢和低合金钢填充丝标准(42)SFA-5.3/SFA-5.3M手工电弧焊用铝和铝合金焊条标准(48)SFA-5.4/SFA-5.4M手工电弧焊用不锈钢焊条标准(58)SFA-5.5/SFA-5.5M手工电弧焊用低合金钢焊条标准(87)SFA-5.6铜和铜合金药皮焊条标准(129)SFA-5.7铜和铜合金光焊丝和填充丝标准(145)SFA-5.8/SFA-5.8M钎焊和钎接焊填充金属标准(154)SFA-5.9/SFA-5.9M不锈钢光焊丝和填充丝标准(181)SFA-5.10/SFA-5.10M铝和铝合金光焊丝和填充丝标准(203)SFA-5.11/SFA-5.11M手工电弧焊镍和镍合金焊条标准(227)SFA-5.12/SFA-5.12M电弧焊和切割用钨和钨合金电极标准(253)SFA-5.13手工电弧焊用堆焊焊条标准(264)SFA-5.14/SFA-5.14M镍和镍合金光填充丝和焊丝标准(281)SFA-5.15铸铁用焊条、焊丝和填充丝标准(300)SFA-5.16/SFA-5.16M钛和钛合金焊丝和填充丝标准(314)SFA-5.17/SFA-5.17M埋弧焊用碳钢焊丝和焊剂标准(329)SFA-5.18/SFA-5.18M气体保护焊用碳钢焊丝和填充丝标准(352)SFA-5.20/SFA-5.20M弧焊用碳钢药芯焊丝标准(375)SFA-5.21堆焊用光焊丝和填充丝标准(404)SFA-5.22弧焊用不锈钢药芯焊丝和钨极气体保护焊用不锈钢药芯填充丝标准(425)SFA-5.23/SFA-5.23M埋弧焊用低合金钢焊丝和焊剂标准(457)SFA-5.24/SFA-5.24M锆和锆合金焊丝和填充丝标准(487)SFA-5.25/SFA-5.25M电渣焊用碳钢和低合金钢焊丝和焊剂标准(496) SFA-5.26/SFA-5.26M气电焊用碳钢和低合金钢焊丝标准(516)SFA-5.28/SFA-5.28M气体保护电弧焊用低合金钢焊丝和填充丝标准(537) SFA-5.29/SFA-5.29M弧焊用低合金钢药芯焊丝标准(563)AWS 常用焊材规范表。
aws焊接标准中文名称

AWS 填充金属采购导则中文版AWS AWS A5.1M-2004 手工电弧焊用碳钢焊条标准中文版AWS AWS A5.10M-1999 铝和铝合金光焊丝和填充丝标准中文版AWS AWS A5.11M-2005 手工电弧焊镍和镍合金焊条标准中文版AWS AWS A5.12M-1998 电弧焊和切割用钨和钨合金电极标准中文版AWS 手工电弧焊用堆焊焊条标准中文版AWS AWS A5.14M-2005 镍和镍合金光填充丝和焊丝标准中文版AWS 铸铁用焊条、焊丝和填充丝标准中文版AWS AWS A5.16M-2004 钛和钛合金焊丝和填充丝标准中文版AWS AWS A5.17M-1997 埋弧焊用碳钢焊丝和焊剂标准中文版AWS AWS A5.18M-2005 气体保护焊用碳钢焊丝和填充丝标准中文版AWS 氧燃气焊接用碳钢和低合金钢填充丝标准中文版AWS AWS A5.20M-2005 弧焊用碳钢药芯焊丝标准中文版AWS 堆焊用光焊丝和填充丝标准中文版AWS 弧焊用不锈钢药芯焊丝和钨极气体保护焊用不锈钢药芯填充丝标准中文版AWS AWS A5.23M-1997 埋弧焊用低合金钢焊丝和焊剂标准中文版AWS AWS A5.24M-2005 锆和锆合金焊丝和填充丝标准中文版AWS AWS A5.25M-1997 电渣焊用碳钢和低合金钢焊丝和焊剂标准中文版AWS AWS A5.26M-1997 气电焊用碳钢和低合金钢焊丝标准中文版AWS AWS A5.28M-2005 气体保护电弧焊用低合金钢焊丝和填充丝标准中文版AWS AWS A5.29M-2005 弧焊用低合金钢药芯焊丝标准中文版AWS AWS A5.3M-1999 手工电弧焊用铝和铝合金焊条标准中文版AWS 可熔化嵌条标准中文版AWS 钎焊和钎接焊钎剂标准中文版AWS AWS A5.32M-1997 焊接保护气体标准中文版AWS AWS A5.32M-1997 焊接保护气体标准中文版AWS AWS A5.4M-2006 手工电弧焊用不锈钢焊条标准中文版AWS AWS A5.5M-2006 手工电弧焊用低合金钢焊条标准中文版AWS 铜和铜合金药皮焊条标准中文版AWS 铜和铜合金光焊丝和填充丝标准中文版AWS AWS A5.8M-2004 钎焊和钎接焊填充金属标准中文版AWS AWS A5.9M-2006 不锈钢光焊丝和填充丝标准中文版AWS 中文版填充金属采购导则AWS AWS A5.1M-2004 中文版手工电弧焊用碳钢焊条标准AWS AWS A5.10M-1999 中文版铝和铝合金光焊丝和填充丝标准AWS AWS A5.11M-2005 中文版手工电弧焊镍和镍合金焊条标准AWS AWS A5.12M-1998 中文版电弧焊和切割用钨和钨合金电极标准AWS 中文版手工电弧焊用堆焊焊条标准AWS AWS A5.14M-2005 中文版镍和镍合金光填充丝和焊丝标准AWS 中文版铸铁用焊条、焊丝和填充丝标准AWS AWS A5.16M-2004 中文版钛和钛合金焊丝和填充丝标准AWS AWS A5.17M-1997 中文版埋弧焊用碳钢焊丝和焊剂标准AWS AWS A5.18M-2005 中文版气体保护焊用碳钢焊丝和填充丝标准AWS 中文版氧燃气焊接用碳钢和低合金钢填充丝标准AWS AWS A5.20M-2005 中文版弧焊用碳钢药芯焊丝标准AWS 中文版堆焊用光焊丝和填充丝标准AWS 中文版弧焊用不锈钢药芯焊丝和钨极气体保护焊用不锈钢药芯填充丝标准AWS AWS A5.23M-1997 中文版埋弧焊用低合金钢焊丝和焊剂标准AWS AWS A5.24M-2005 中文版锆和锆合金焊丝和填充丝标准AWS AWS A5.25M-1997 中文版电渣焊用碳钢和低合金钢焊丝和焊剂标准AWS AWS A5.26M-1997 中文版气电焊用碳钢和低合金钢焊丝标准AWS AWS A5.28M-2005 中文版气体保护电弧焊用低合金钢焊丝和填充丝标准AWS AWS A5.29M-2005 中文版弧焊用低合金钢药芯焊丝标准AWS AWS A5.3M-1999 中文版手工电弧焊用铝和铝合金焊条标准AWS 中文版可熔化嵌条标准AWS 中文版钎焊和钎接焊钎剂标准AWS AWS A5.32M-1997 中文版焊接保护气体标准AWS AWS A5.32M-1997 中文版焊接保护气体标准AWS AWS A5.4M-2006 中文版手工电弧焊用不锈钢焊条标准AWS AWS A5.5M-2006 中文版手工电弧焊用低合金钢焊条标准AWS 中文版铜和铜合金药皮焊条标准AWS 中文版铜和铜合金光焊丝和填充丝标准AWS AWS A5.8M-2004 中文版钎焊和钎接焊填充金属标准AWS AWS A5.9M-2006 中文版不锈钢光焊丝和填充丝标准AWS 填充金属采购导则中文版AWS 手工电弧焊用碳钢焊条标准中文版AWS 铝和铝合金光焊丝和填充丝标准中文版AWS 手工电弧焊镍和镍合金焊条标准中文版AWS 电弧焊和切割用钨和钨合金电极标准中文版AWS 手工电弧焊用堆焊焊条标准中文版AWS 镍和镍合金光填充丝和焊丝标准中文版AWS 铸铁用焊条、焊丝和填充丝标准中文版AWS 钛和钛合金焊丝和填充丝标准中文版AWS 埋弧焊用碳钢焊丝和焊剂标准中文版AWS 气体保护焊用碳钢焊丝和填充丝标准中文版AWS 氧燃气焊接用碳钢和低合金钢填充丝标准中文版AWS 弧焊用碳钢药芯焊丝标准中文版AWS 堆焊用光焊丝和填充丝标准中文版AWS 弧焊用不锈钢药芯焊丝和钨极气体保护焊用不锈钢药芯填充丝标准中文版AWS 埋弧焊用低合金钢焊丝和焊剂标准中文版AWS 锆和锆合金焊丝和填充丝标准中文版AWS 电渣焊用碳钢和低合金钢焊丝和焊剂标准中文版AWS 气电焊用碳钢和低合金钢焊丝标准中文版AWS 气体保护电弧焊用低合金钢焊丝和填充丝标准中文版AWS 弧焊用低合金钢药芯焊丝标准中文版AWS 手工电弧焊用铝和铝合金焊条标准中文版AWS 可熔化嵌条标准中文版AWS 钎焊和钎接焊钎剂标准中文版AWS 焊接保护气体标准中文版AWS 焊接保护气体标准中文版AWS 手工电弧焊用不锈钢焊条标准中文版AWS 手工电弧焊用低合金钢焊条标准中文版AWS 铜和铜合金药皮焊条标准中文版AWS 铜和铜合金光焊丝和填充丝标准中文版AWS 钎焊和钎接焊填充金属标准中文版AWS 不锈钢光焊丝和填充丝标准中文版AWS 中文版填充金属采购导则AWS 中文版手工电弧焊用碳钢焊条标准AWS 中文版铝和铝合金光焊丝和填充丝标准AWS 中文版手工电弧焊镍和镍合金焊条标准AWS 中文版电弧焊和切割用钨和钨合金电极标准AWS 中文版手工电弧焊用堆焊焊条标准AWS 中文版镍和镍合金光填充丝和焊丝标准AWS 中文版铸铁用焊条、焊丝和填充丝标准AWS 中文版钛和钛合金焊丝和填充丝标准AWS 中文版埋弧焊用碳钢焊丝和焊剂标准AWS 中文版气体保护焊用碳钢焊丝和填充丝标准AWS 中文版氧燃气焊接用碳钢和低合金钢填充丝标准AWS 中文版弧焊用碳钢药芯焊丝标准AWS 中文版堆焊用光焊丝和填充丝标准AWS 中文版弧焊用不锈钢药芯焊丝和钨极气体保护焊用不锈钢药芯填充丝标准AWS 中文版埋弧焊用低合金钢焊丝和焊剂标准AWS 中文版锆和锆合金焊丝和填充丝标准AWS 中文版电渣焊用碳钢和低合金钢焊丝和焊剂标准AWS 中文版气电焊用碳钢和低合金钢焊丝标准AWS 中文版气体保护电弧焊用低合金钢焊丝和填充丝标准AWS 中文版弧焊用低合金钢药芯焊丝标准AWS 中文版手工电弧焊用铝和铝合金焊条标准AWS 中文版可熔化嵌条标准AWS 中文版钎焊和钎接焊钎剂标准AWS 中文版焊接保护气体标准AWS 中文版焊接保护气体标准AWS 中文版手工电弧焊用不锈钢焊条标准AWS 中文版手工电弧焊用低合金钢焊条标准AWS 中文版铜和铜合金药皮焊条标准AWS 中文版铜和铜合金光焊丝和填充丝标准AWS 中文版钎焊和钎接焊填充金属标准AWS 中文版不锈钢光焊丝和填充丝标准AWS 填充金属采购导则中文版AWS AWS 5.1M-2004 手工电弧焊用碳钢焊条标准中文版AWS AWS 5.10M-1999 铝和铝合金光焊丝和填充丝标准中文版AWS AWS 5.11M-2005 手工电弧焊镍和镍合金焊条标准中文版AWS AWS 5.12M-1998 电弧焊和切割用钨和钨合金电极标准中文版AWS 手工电弧焊用堆焊焊条标准中文版AWS AWS 5.14M-2005 镍和镍合金光填充丝和焊丝标准中文版AWS 铸铁用焊条、焊丝和填充丝标准中文版AWS AWS 5.16M-2004 钛和钛合金焊丝和填充丝标准中文版AWS AWS 5.17M-1997 埋弧焊用碳钢焊丝和焊剂标准中文版AWS AWS 5.18M-2005 气体保护焊用碳钢焊丝和填充丝标准中文版AWS 氧燃气焊接用碳钢和低合金钢填充丝标准中文版AWS AWS 5.20M-2005 弧焊用碳钢药芯焊丝标准中文版AWS 堆焊用光焊丝和填充丝标准中文版AWS 弧焊用不锈钢药芯焊丝和钨极气体保护焊用不锈钢药芯填充丝标准中文版AWS AWS 5.23M-1997 埋弧焊用低合金钢焊丝和焊剂标准中文版AWS AWS 5.24M-2005 锆和锆合金焊丝和填充丝标准中文版AWS AWS 5.25M-1997 电渣焊用碳钢和低合金钢焊丝和焊剂标准中文版AWS AWS 5.26M-1997 气电焊用碳钢和低合金钢焊丝标准中文版AWS AWS 5.28M-2005 气体保护电弧焊用低合金钢焊丝和填充丝标准中文版AWS AWS 5.29M-2005 弧焊用低合金钢药芯焊丝标准中文版AWS AWS 5.3M-1999 手工电弧焊用铝和铝合金焊条标准中文版AWS 可熔化嵌条标准中文版AWS 钎焊和钎接焊钎剂标准中文版AWS AWS 5.32M-1997 焊接保护气体标准中文版AWS AWS 5.32M-1997 焊接保护气体标准中文版AWS AWS 5.4M-2006 手工电弧焊用不锈钢焊条标准中文版AWS AWS 5.5M-2006 手工电弧焊用低合金钢焊条标准中文版AWS 铜和铜合金药皮焊条标准中文版AWS 铜和铜合金光焊丝和填充丝标准中文版AWS AWS 5.8M-2004 钎焊和钎接焊填充金属标准中文版AWS AWS 5.9M-2006 不锈钢光焊丝和填充丝标准中文版AWS 中文版填充金属采购导则AWS AWS 5.1M-2004 中文版手工电弧焊用碳钢焊条标准AWS AWS 5.10M-1999 中文版铝和铝合金光焊丝和填充丝标准AWS AWS 5.11M-2005 中文版手工电弧焊镍和镍合金焊条标准AWS AWS 5.12M-1998 中文版电弧焊和切割用钨和钨合金电极标准AWS 中文版手工电弧焊用堆焊焊条标准AWS AWS 5.14M-2005 中文版镍和镍合金光填充丝和焊丝标准AWS 中文版铸铁用焊条、焊丝和填充丝标准AWS AWS 5.16M-2004 中文版钛和钛合金焊丝和填充丝标准AWS AWS 5.17M-1997 中文版埋弧焊用碳钢焊丝和焊剂标准AWS AWS 5.18M-2005 中文版气体保护焊用碳钢焊丝和填充丝标准AWS 中文版氧燃气焊接用碳钢和低合金钢填充丝标准AWS AWS 5.20M-2005 中文版弧焊用碳钢药芯焊丝标准AWS 中文版堆焊用光焊丝和填充丝标准AWS 中文版弧焊用不锈钢药芯焊丝和钨极气体保护焊用不锈钢药芯填充丝标准AWS AWS 5.23M-1997 中文版埋弧焊用低合金钢焊丝和焊剂标准AWS AWS 5.24M-2005 中文版锆和锆合金焊丝和填充丝标准AWS AWS 5.25M-1997 中文版电渣焊用碳钢和低合金钢焊丝和焊剂标准AWS AWS 5.26M-1997 中文版气电焊用碳钢和低合金钢焊丝标准AWS AWS 5.28M-2005 中文版气体保护电弧焊用低合金钢焊丝和填充丝标准AWS AWS 5.29M-2005 中文版弧焊用低合金钢药芯焊丝标准AWS AWS 5.3M-1999 中文版手工电弧焊用铝和铝合金焊条标准AWS 中文版可熔化嵌条标准AWS 中文版钎焊和钎接焊钎剂标准AWS AWS 5.32M-1997 中文版焊接保护气体标准AWS AWS 5.32M-1997 中文版焊接保护气体标准AWS AWS 5.4M-2006 中文版手工电弧焊用不锈钢焊条标准AWS AWS 5.5M-2006 中文版手工电弧焊用低合金钢焊条标准AWS 中文版铜和铜合金药皮焊条标准AWS 中文版铜和铜合金光焊丝和填充丝标准AWS AWS 5.8M-2004 中文版钎焊和钎接焊填充金属标准AWS AWS 5.9M-2006 中文版不锈钢光焊丝和填充丝标准AWS 填充金属采购导则中文版AWS 手工电弧焊用碳钢焊条标准中文版AWS 铝和铝合金光焊丝和填充丝标准中文版AWS 手工电弧焊镍和镍合金焊条标准中文版AWS 电弧焊和切割用钨和钨合金电极标准中文版AWS 手工电弧焊用堆焊焊条标准中文版AWS 镍和镍合金光填充丝和焊丝标准中文版AWS 铸铁用焊条、焊丝和填充丝标准中文版AWS 钛和钛合金焊丝和填充丝标准中文版AWS 埋弧焊用碳钢焊丝和焊剂标准中文版AWS 气体保护焊用碳钢焊丝和填充丝标准中文版AWS 氧燃气焊接用碳钢和低合金钢填充丝标准中文版AWS 弧焊用碳钢药芯焊丝标准中文版AWS 堆焊用光焊丝和填充丝标准中文版AWS 弧焊用不锈钢药芯焊丝和钨极气体保护焊用不锈钢药芯填充丝标准中文版AWS 埋弧焊用低合金钢焊丝和焊剂标准中文版AWS 锆和锆合金焊丝和填充丝标准中文版AWS 电渣焊用碳钢和低合金钢焊丝和焊剂标准中文版AWS 气电焊用碳钢和低合金钢焊丝标准中文版AWS 气体保护电弧焊用低合金钢焊丝和填充丝标准中文版AWS 弧焊用低合金钢药芯焊丝标准中文版AWS 手工电弧焊用铝和铝合金焊条标准中文版AWS 可熔化嵌条标准中文版AWS 钎焊和钎接焊钎剂标准中文版AWS 焊接保护气体标准中文版AWS 焊接保护气体标准中文版AWS 手工电弧焊用不锈钢焊条标准中文版AWS 手工电弧焊用低合金钢焊条标准中文版AWS 铜和铜合金药皮焊条标准中文版AWS 铜和铜合金光焊丝和填充丝标准中文版AWS 钎焊和钎接焊填充金属标准中文版AWS 不锈钢光焊丝和填充丝标准中文版AWS 中文版填充金属采购导则AWS 中文版手工电弧焊用碳钢焊条标准AWS 中文版铝和铝合金光焊丝和填充丝标准AWS 中文版手工电弧焊镍和镍合金焊条标准AWS 中文版电弧焊和切割用钨和钨合金电极标准AWS 中文版手工电弧焊用堆焊焊条标准AWS 中文版镍和镍合金光填充丝和焊丝标准AWS 中文版铸铁用焊条、焊丝和填充丝标准AWS 中文版钛和钛合金焊丝和填充丝标准AWS 中文版埋弧焊用碳钢焊丝和焊剂标准AWS 中文版气体保护焊用碳钢焊丝和填充丝标准AWS 中文版氧燃气焊接用碳钢和低合金钢填充丝标准AWS 中文版弧焊用碳钢药芯焊丝标准AWS 中文版堆焊用光焊丝和填充丝标准AWS 中文版弧焊用不锈钢药芯焊丝和钨极气体保护焊用不锈钢药芯填充丝标准AWS 中文版埋弧焊用低合金钢焊丝和焊剂标准AWS 中文版锆和锆合金焊丝和填充丝标准AWS 中文版电渣焊用碳钢和低合金钢焊丝和焊剂标准AWS 中文版气电焊用碳钢和低合金钢焊丝标准AWS 中文版气体保护电弧焊用低合金钢焊丝和填充丝标准AWS 中文版弧焊用低合金钢药芯焊丝标准AWS 中文版手工电弧焊用铝和铝合金焊条标准AWS 中文版可熔化嵌条标准AWS 中文版钎焊和钎接焊钎剂标准AWS 中文版焊接保护气体标准AWS 中文版焊接保护气体标准AWS 中文版手工电弧焊用不锈钢焊条标准AWS 中文版手工电弧焊用低合金钢焊条标准AWS 中文版铜和铜合金药皮焊条标准AWS 中文版铜和铜合金光焊丝和填充丝标准AWS 中文版钎焊和钎接焊填充金属标准AWS 中文版不锈钢光焊丝和填充丝标准AWS标准中文版AWS中文版AWS中文版标准美国焊接协会标准中文版美国焊接协会中文版标准美国焊接学会标准中文版美国焊接学会中文版标准。
ASME焊接

吴祖乾
上海发电设备成套设计研究院 二OO八年十二月
ASME规范中的焊接问题
一、ASME规范与焊接 1、有关焊接的内容分布在ASME以下各卷中 第Ⅱ卷C篇焊接材料 第Ⅲ卷第一册NC、ND二、三级部件中的焊接材料 (NC2400),制造与安装(NC 4000),焊接评定(NC 4300) 指导焊缝的施焊、检验与返修(NC 4400和NC 4600),验收 (NC 5000),第Ⅸ焊接和钎接评定 2、常用的焊接方法
在ASME BPVC各卷中,常用的焊接方法主要有: SMAW 焊接电弧焊 GTAW 钨极隋性气体保护焊 GMAW 熔化极隋性气体保护焊 PAW 等离子弧焊 SAW 埋弧焊 ESW 电渣焊 FCAW 药芯焊丝弧焊 OFW 氧——燃气焊
ASME规范中的焊接问题
3、在ASME中主要涉及以下焊接问题
a.焊接材料 b.焊接接头的制作 c.预热与焊后热处理 d.焊缝的无损检测验收标准 e.焊接工艺评定 f.焊工技能评定
ASME规范中的焊接问题
b.从焊接材料厂应索取下述资料
①焊接工艺参数 ②ASME/AWS标准 ③其他标准,如ISO、EN等标准 ④焊后(AW)状态或焊后热处理(PWHT)状态的力学性 能(抗拉强度、落锤试验、Cv试验) ⑤试件焊接时的预热温度和层间温度 ⑥PWHT的温度范围、保温时间和最大冷却速率 ⑦焊缝的化学元素分析 ⑧对不锈钢焊缝要求δ-铁素体含量
ASME规范中的焊接问题
2、焊接材料的验收要求
a.焊丝
碳钢、低合金钢和镍基合金焊丝:化学分析 奥氏体—铁素体不锈钢TIG焊丝:化学分析和δ-铁素体测定(316 钢不需测量)
b.无稀释熔敷金属
碳钢、低合金钢和镍基合金焊条:化学分析、常温和设计温度拉 伸。碳钢或低合金钢还要求0℃和/或-20℃ Cv。 奥氏体—铁素体不锈钢焊条:化学分析,δ-铁素体测定、晶间腐 蚀、常温拉伸、设计温度拉伸、(常温Cv)。 碳钢或低合金钢气保护实心焊丝*:化学分析、常温和设计温度拉 伸、0℃和/或-20℃ Cv。
高温合金焊丝标准

高温合金焊丝标准高温合金焊丝是用于高温环境下的焊接材料,通常用于合金钢、不锈钢、镍合金等的焊接。
焊丝的标准通常包括其化学成分、机械性能、焊接工艺等方面的规定。
以下是一些常见的高温合金焊丝的标准:1.AWS A5.14/A5.14M - Specification for Nickel and Nickel-Alloy Bare Welding Electrodes and Rods:•这个标准由美国焊接学会(American Welding Society,AWS)制定,规定了镍及镍合金裸焊条和焊丝的化学成分、机械性能、外观和焊接性能的要求。
2.AWS A5.11/A5.11M - Specification for Nickel and Nickel-Alloy Welding Electrodes for Shielded Metal Arc Welding:•同样由AWS制定,该标准主要涉及用于有盾气体金属电弧焊(SMAW)的镍及镍合金焊条的规范。
3.AWS A5.8/A5.8M - Specification for Filler Metals for Brazingand Braze Welding:•该标准规定了用于钎焊和钎焊焊接的填充材料的要求,包括高温合金钎丝。
4.ASTM A580/A580M - Standard Specification for StainlessSteel Wire:•由美国材料与试验协会(American Society for Testing and Materials,ASTM)发布的标准,适用于不锈钢丝,包括高温合金不锈钢。
5.ISO 18274 - Welding consumables -- Solid wire electrodes,tubular cored electrodes and electrode/flux combinations for submerged arc welding of high strength steels:•由国际标准化组织(ISO)发布的标准,覆盖了固体焊丝、管状芯焊丝以及电极/药芯组合,适用于高强度钢的埋弧焊接。
标准范本-RCC-ASME-GB焊材、钢材对照xxx

JIS G4051 JIS G4051
S30C
S33C S35C S38C
JIS G4051 S40C
JIS G4051 S45C
S50C JIS G4051
S53C S55C JIS G4051 S58C
JIS G4051 S58C
SWRH67A JIS G3506
SWRH67B SWRH72A JIS G3506
(ÓS235MPa)
JIS G3101
JIS G3106
JIS G3101 JIS G3106
ASTM A29M ASTM A29M
1008 1010
1010
JIS G3101 JIS G3131 JIS G3131
SM400A SM400B (ÓS245MPa)
SM400A (ÓS245MPa)
SM400 SM400A (ÓS245MPa) SM400 SM400A (ÓS245MPa) SM490 (ÓS285MPa) SPHD SPHE SPHD SPHE
(ÓS185MPa)
(ÓS185MPa) JIS G3131 SPHC
ASTM A283
DIN EN10225
Gr.C
SPHD
(ÓS205MPa)
(ÓS205MPa)
ASTM A283 Gr.C
JIS G3101 SPHD
ASTM A573 (ÓS205MPa)
(ÓS205MPa)
Gr1.58
JIS G3131 SPHC
GB/T699 GB/T699 GB/T699 GB/T699 GB/T699 GB/T699 GB/T699
GB/T699
15Mn 20Mn 25Mn 30Mn 35Mn 40Mn 45Mn
焊接材料标准汇编
焊接材料标准汇编
焊接材料的标准主要分为以下几个方面:
1. 焊接电弧焊条标准:
- ISO 2560: 焊接电弧焊条的分类和标记
- ISO 3581: 镍及镍合金电弧焊条
- AWS A5.1: 碳钢电弧焊条
- AWS A5.5: 低合金钢电弧焊条
2. 焊接电弧焊丝标准:
- ISO 14341: 电弧焊用钢丝填充材料的分类和标记- AWS A5.18: 碳钢和低合金钢电弧焊丝
- AWS A5.28: 硬质合金电弧焊丝
- AWS A5.9: 不锈钢电弧焊丝
3. 焊接气体保护焊丝标准:
- ISO 14341: 焊接用气体保护焊丝的分类和标记
- AWS A5.18: 碳钢和低合金钢气体保护焊丝
- AWS A5.9: 不锈钢气体保护焊丝
4. 焊接焊剂标准:
- ISO 9454: 焊接助剂及焊剂的分类和标记
- AWS A5.31: 焊膏
5. 焊接辅助材料标准:
- ISO 544: 焊剂、焊接流体和相关产品的分类和标记- ISO 3951: 焊接焊剂中铅含量的测定方法
- ISO 9453: 钎焊流体中挥发性酸含量的测定方法
6. 焊接固态焊材料标准:
- ISO 15608: 焊接和相关过程的材料组织分类
- ISO 15609: 焊接程序规范和程序评定
- ISO 18274: 铝和铝合金焊接填充丝
这些标准涵盖了焊接材料的分类、标记、性能要求、试验方法等方面,对于选择和使用焊接材料具有重要的参考价值。
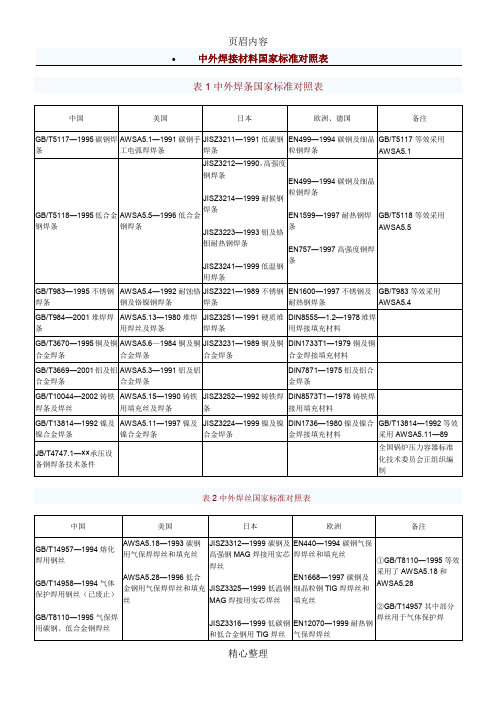
中外焊接材料国家标准对照表
GB/T17854—1999等效采用JISZ3324—1988
JB/T4747.3—××承压设备用埋弧焊钢焊丝和焊剂技术条件
全国锅炉压力容器标准化技术委员会正组织编制
AWSA5.2—1992碳钢和低合金钢氧—可燃气焊接填充丝
AWSA5.25—1997电渣焊用碳钢和低合金钢焊丝和焊剂
GB/T15620—1995参照采用AWSA5.14
GB/T9460—1988铜及铜合金焊丝
AWSA5.7—1984铜及铜合金焊丝
JISZ3341—1993铜及铜合金焊丝
DIN1733—1988铜及铜合金焊丝
GB/T10858—1989铝及铝合金焊丝
AWSA5.10—1999铝及铝合金焊丝和填充丝
JISZ3232—1990铝及铝合金焊丝和填充丝
AWSA5.23—1990低合金钢用埋弧焊焊丝和焊剂
JISZ3352—1988碳钢和低合金钢埋弧焊焊剂
EN760—埋弧焊用焊剂
GB/T12470—2003中除焊丝外,其它基本与AWSA5.23相同
GB/T17854—1999埋弧焊用不锈钢焊丝和焊剂
JISZ3324—1999不锈钢埋弧焊用实芯焊丝和焊剂
中外焊接材料国家标准对照表
表1中外焊条国家标准对照表
中国
美国
日本
欧洲、德国
备注
GB/T5117—1995碳钢焊条
AWSA5.1—1991碳钢手工电弧焊焊条
JISZ3211—1991低碳钢焊条
EN499—1994碳钢及细晶粒钢焊条
GB/T5117等效采用AWSA5.1
GB/T5118—1995低合金钢焊条
AWSA5.5—1996低合金钢焊条
AWS_5.9不锈钢焊条规范

不锈钢焊线及裸焊条之规范(AWS A5.9-'93)不锈钢焊线及裸焊条规范A5.9-‘931、范围本规范规定裸不锈钢线、片(strip)、复合金属型包药焊线及绞焊线与裸焊条。
这类的焊材其铬含量不低于10.5%,且铁的含量超过任何其它的元素。
为着分类的目的,当所有其它的元素被考虑为规定的最低值时,则铁的含量须引出做为平衡的元素。
A部分——一般要求2、分类:2.1 涵盖在本规范的焊接材料是依照化学成分(参阅表1)来分类的。
2.2 若焊材符合这些分类规格的要求如表1规定,则超过一种分类规格之焊接材料可以被分类。
3、验收焊材的验收需依照ANSI/AWS A5.01 ”焊材采购指南”的规定进行。
4、证明制造厂商在证明其产品已达到规范的要求时,可在其包装上注明AWS规范及分类名称或在产品上标记分类规格。
5、计量单位及数字舍入规程5.1 在本规范中,美国的通用单位是标准的计量单位,而美国的通用单位都附有公制单位的相当值,这标准尺寸及体积在两系统中并非完全相等的。
因此,一个计量系统内的标准尺寸和体积的换算值往往不会与另一系统中的该项值完全相同。
当然,每项值中允许有合理的误差,那么两系统间适当的换算是可采用的。
5.2 为了确认与本规范保持一致,观察值和计算值都已被四舍五入,并依ASTM E29“Using Significant Digits in Test Date to Determine Conformance ith Specification”四舍五入法将表示极限值取整至最右方的位数。
B 部分——试验、程序和要求6、试验摘要6.1 在本规范下产品形式的分类规格,对实心焊线、裸焊条或钢片,仅要求做化学成分分析。
6.2 在本规范下这类产品形式的分类规格,对复合或绞焊线或裸焊条仅要求熔融样品之化学成分分析。
7、复试假使无法达到要求而试验失败,该试验应重复两次,而这两次都应达到要求。
若材料取自相同炉号或批号则重试的材料可取自原样品,或新的样品,而重试化学成分分析仅需做不符合成分的元素达到要求即可。
美国ASME标准

美国ASME标准美国AWSE锅炉及压力容器焊接标准标准号标准名称SFA-5.1 碳钢手工电弧焊焊条(Carbon steel Electrodes for Shielded Metal Arc Welding)SFA-5.2 碳钢和低合金钢氧-可燃气焊接填充丝(Carbon and Low Alloy Steel Rods for Oxyfuel Gas Welding) SFA-5.3 铝和铝合金药皮焊条(Aluninum and Aluninum Alloy Electrodes for Shielded Metal Arc welding) SFA-5.4 不锈钢手工电弧焊焊条(Stainless Steel Electrodes for Shielded Meral Arc Welding)SFA-5.5 低合金钢手工电弧焊焊条(Low-Alloy Steel Electrodes for Shielded Meral Arc Welding) SFA-5.6 铜和铜合金药皮焊条(Covered Copper and Copper Alloy Arc Welding Electrodes) SFA-5.7 铜和铜合金焊丝和填充丝(Copper and Copper Alloy Bare Welding Rods and Electrodes) SFA-5.8 钎焊和熔钎焊钎料(Filler Metals for Brazing and Braze Welding)SFA-5.9 不锈钢焊丝和填充丝(Bare Stainless Steel Welding Electrodes and Rods)SFA-5.10 铝和铝合金焊丝和填充丝(Bare Aluminum and Aluninum Alloy Welding Electrodes and Rods)SFA-5.11 镍和镍基合金手工电弧焊焊条(Nickel and Nickel-Alloy Welding Electrodes for Shielded Metal Ara Welding) SFA-5.12 弧焊和切割用钨和钨合金电极(Tungsten and Tungeten-Alloy Electrodes for Arc Welding And Cutting) SFA-5.13 堆焊用实芯焊丝和焊条(Solid Surfacing Welding Rods and Electrodes)SFA-5.14 镍及镍合金裸填充丝和焊丝(Nickel and Nickel-Alloy Bare Welding Electrodes and Rods) SFA-5.15 铸铁焊丝、焊条和填充丝(Welding Electrodes and Rods for Cast Iron)SFA-5.16 钛和钛合金焊丝和填充丝(Titanium and Titanium Alloy Welding Rods and Electrodes)SFA-5.17 埋弧焊用碳钢焊丝和焊剂(Carbon Steel Electrodes and Fluxes for Submerged Arc Welding)SFA-5.18 碳钢气体保护电弧焊填充丝(Carbon Steel Electrodes and Rods for Gas Shielded Arc Welding)SFA-5.20 碳钢弧焊药芯焊丝(Carbon Steel Electrodes for Flux Cored Arc Welding)SFA-5.21 埋焊组合填充焊丝和焊条(Composite Surfacing Welding Rods and Ekectrodes)SFA-5.22 弧焊用不锈钢药芯焊丝和钨极气体保护焊用不锈钢药芯填充丝(Stainless Steel Electrodes for Flux Cored Arc Welding and StainlessSteel Flux Cored Rods for Gas Tungsten Arc Welding)SFA-5.23 埋弧焊用低合金钢焊丝和焊剂(Low-Alloy Steel Electrodes and Fluxes for Submerged Arc Welding)SFA-5.24 锆和锆合金焊丝和填充丝(Zirconium and Zirconium Alloy Welding Electrodes and Rods)SFA-5.25 电渣焊用碳钢和低合金钢焊丝和焊剂(Carbon and Low-Alloy Steel Electrodes and Fluxes for Electrogas Welding)SFA-5.26 碳钢和低合金钢气电焊焊丝(Carbon and Low-Alloy Steel Electrodes for Electrogas Welding)SFA-5.28 低合金钢气保护电弧焊焊丝和填充丝(Low -Alloy Steel Electrodes and Rods for Gas Shielded Arc Welding)SFA-5.29 药芯焊丝电弧焊用低合金钢焊丝(Low -Alloy Steel Electrodes for Flux Cored Arc Welding)SFA-5.30 可熔化嵌条(Consumable Inserts)SFA-5.31 钎焊和熔钎焊钎剂(Fluxes for Brazing and Braze Welding)SFA-5.01 填充金属采购导则(Filler Metal Procurement Guidelines)。
ASME规范及认证材料篇详述
3 ASME 材料与UNS 的关系
12
2 UNS 的编制方法
(1)统一编号体系(UNS)对金属与合金规定了18 个编号系列,每一种UNS 编号由单个字母作前缀,后面为5 位阿拉伯数字组成,大多数情况下字母代 表了金属性。例如,铝用A 表示,贵重金属用P 表示,不锈钢用S 表示。碳 素结构钢由AISI 表示为AISI 1020,被容纳在UNS 内标识为G10200,这里G 表示AISI 和SAE( 美国机动工程师协会)标准的碳钢及合金钢,五位阿拉伯 数字中,前4 位数字采用了AISI 和SAE 钢号系统的数字编号。第五位数字, 也就是最后一位数字一般为0,若表示钢的特殊性能或含有特殊元素时,则采 用其他数字。如GXXXX1,
回火 淬火后的钢非常脆,为增加韧性,将其加热到A1以下,然后冷 却以得到所期望的高强度和良好韧性的综合性能。
ASME seminar March 2004
6
1 有色金属
主要用于强腐蚀、高温的环境。
铝合金
- 不导磁、具有良好的可成型性、高的强度-重量比。
铜合金
- 良好的耐腐蚀性和机械加工性能。
镍合金
- 极好的耐腐蚀性和高温抗氧化性能。
钛和锆合金 - 耐腐蚀性极强。
ASME seminar March 2004
7
1 有色金属合金的热处理
退火 将材料加热到一定的温度,然后缓慢冷却。目的是使材料软化,消 除冷加工应力。
正火 将材料加热到稍高于退火温度,然后以比退火快的冷却速度冷却。
固溶处理
在足以使各合金元素可随机弥散的高温下进行的热处理。
由美国铜业发展协会(CDA)材料组成UNS 编号: C × × × × × ,C 表示铜及铜合金; 第一个× 表示分类代号:1 为纯铜,高铜合金;2 为Cu -Zn 系,3 为Cu -Zn -Pb 系,4 为Cu -Zn-Sn 系,5 为Cu -Sn,Cu -Sn -Pb 系,6 为Cu -Al,Cu -Si,特殊Cu -Zn 系,7 为Cu -Ni, Cu -Ni -Zn 系,8,9 为铸造铜及铜合金;第二、三个× × 表示合金编号;第四、五个× × 一般均为00 。
焊材对应一览表
伯乐蒂森:phoenix,union,thermanit牌号前缀GB3623-83《钛及钛合金丝》
注: *表示氩弧焊丝。
焊接工艺评定材料类组别表
注: 1. 钛及钛合金的分类按JB 4745,铝及铝合金的分类按JB 4734,为了与JB 4708的钢材类别相区别,分别在分类号前面冠以T和A。
铜及铜合金在分类号前面冠以C。
2. 镍及镍合金和锆及锆合金的分类参照ASME Ⅸ进行。
3. 类别号中括号内数字为ASME的P No。
4. 铝及铝合金牌号中括号内代号为旧标准牌号。
常用钢号参考预热温度
注:.预热范围为焊缝两侧各不小于焊件厚度的倍,且不小于;
2.需要预热的焊件在整个焊接过程中应不低于预热温度。
焊丝规格及型号标准
焊丝规格及型号标准焊丝的规格和型号标准通常由国际、国家或行业标准组织制定。
以下是一些常见的焊丝规格和型号标准:1.AWS(American Welding Society)标准:•AWS A5.18/A5.18M:2017 - "Specification for Carbon Steel Electrodes and Rods for Gas Shielded Arc Welding"•AWS A5.9/A5.9M:2017 - "Specification for Bare Stainless Steel Welding Electrodes and Rods"•AWS A5.10/A5.10M:2017 - "Specification for Bare Aluminum and Aluminum-Alloy Welding Electrodes andRods"2.EN标准(European Standards):•EN ISO 14341:2011 - "Welding consumables. Wire electrodes and weld deposits for gas shielded metal arcwelding of non alloy and fine grain steels. Classification"•EN ISO 636:2010 - "Welding consumables. Rods, wires and deposits for tungsten inert gas welding of non-alloyand fine-grain steels. Classification"3.ISO标准(International Organization for Standardization):•ISO 16834:2012 - "Welding consumables. Wire electrodes, wires and rods for welding of aluminium and aluminiumalloys. Classification"•ISO 14343:2009 - "Welding consumables. Wire electrodes, strip electrodes, wires and rods for arc welding of stainlessand heat-resisting steels. Classification"4.JIS标准(Japanese Industrial Standards):•JIS Z 3312:2017 - "Solid wires for MAG and MIG welding of mild steel, high strength steel and low temperatureservice steel"这些标准规定了焊丝的化学成分、机械性能、尺寸、包装等方面的要求。
中外焊丝国家标准对照表

中外焊丝国家标准对照表焊丝是焊接工艺中必不可少的一种材料,它直接影响着焊接接头的质量和性能。
在国际贸易中,各个国家都有自己的焊丝国家标准,这就需要对不同国家的标准进行对照分析,以便更好地进行国际贸易和技术交流。
下面将对中外焊丝国家标准进行对照表分析,以便更好地了解各国焊丝标准的异同,为我国焊接行业的发展提供参考和借鉴。
1. 标准名称对照。
中国国家标准,GB/T 8110-2008 焊丝。
美国国家标准,AWS A5.18/A5.18M:2005 Specification for Carbon Steel Electrodes and Rods for Gas Shielded Arc Welding。
德国国家标准,DIN 8559-1: 1990-11 Welding filler materials; welding filler materials for gas-shielded arc welding; wire electrodes, wires and rods for arc welding of non-alloy and fine-grain steels; designation, technical delivery conditions。
日本国家标准,JIS Z 3312: 1999 Covered electrodes, wires and rods for arc welding of mild steel, high strength steel and low temperature service steel。
2. 技术要求对照。
在技术要求方面,各国标准对焊丝的化学成分、机械性能、焊接性能等方面都有详细的规定。
例如,中国国家标准GB/T 8110-2008对焊丝的化学成分、拉伸强度、屈服强度、延伸率、冲击功等性能指标进行了详细的规定;美国国家标准AWS A5.18/A5.18M:2005也对焊丝的化学成分、机械性能、焊接性能等进行了详细的规定,并且在检测方法和标准值方面也有所不同;德国国家标准DIN 8559-1: 1990-11和日本国家标准JIS Z 3312: 1999也对焊丝的技术要求进行了详细的规定。
美国ASME锅炉及压力容器焊接标准-焊材

美国ASME锅炉及压力容器焊接标准时间:2002-05-18 11:36:12(第II卷第C分卷)标准号标准名称SFA-5.1 碳钢手工电弧焊焊条(Carbon steel Electrodes for Shielded Metal Arc Welding)SFA-5.2 碳钢和低合金钢氧-可燃气焊接填充丝(Carbon and Low Alloy Steel Rods for Oxyfuel Gas Welding)SFA-5.3 铝和铝合金药皮焊条(Aluninum and Aluninum Alloy Electrodes for Shielded Metal Arc welding) SFA-5.4 不锈钢手工电弧焊焊条(Stainless Steel Electrodes for Shielded Meral Arc Welding)SFA-5.5 低合金钢手工电弧焊焊条(Low-Alloy Steel Electrodes for Shielded Meral Arc Welding)SFA-5.6 铜和铜合金药皮焊条(Covered Copper and Copper Alloy Arc Welding Electrodes)SFA-5.7 铜和铜合金焊丝和填充丝(Copper and Copper Alloy Bare Welding Rods and Electrodes)SFA-5.8 钎焊和熔钎焊钎料(Filler Metals for Brazing and Braze Welding)SFA-5.9 不锈钢焊丝和填充丝(Bare Stainless Steel Welding Electrodes and Rods)SFA-5.10 铝和铝合金焊丝和填充丝(Bare Aluminum and Aluninum Alloy Welding Electrodes and Rods)SFA-5.11 镍和镍基合金手工电弧焊焊条(Nickel and Nickel-Alloy Welding Electrodes for Shielded Metal Ara Welding) SFA-5.12 弧焊和切割用钨和钨合金电极(Tungsten and Tungeten-Alloy Electrodes for Arc Welding And Cutting) SFA-5.13 堆焊用实芯焊丝和焊条(Solid Surfacing Welding Rods and Electrodes)SFA-5.14 镍及镍合金裸填充丝和焊丝(Nickel and Nickel-Alloy Bare Welding Electrodes and Rods)SFA-5.15 铸铁焊丝、焊条和填充丝(Welding Electrodes and Rods for Cast Iron)SFA-5.16 钛和钛合金焊丝和填充丝(Titanium and Titanium Alloy Welding Rods and Electrodes)SFA-5.17 埋弧焊用碳钢焊丝和焊剂(Carbon Steel Electrodes and Fluxes for Submerged Arc Welding)SFA-5.18 碳钢气体保护电弧焊填充丝(Carbon Steel Electrodes and Rods for Gas Shielded Arc Welding)SFA-5.20 碳钢弧焊药芯焊丝(Carbon Steel Electrodes for Flux Cored Arc Welding)SFA-5.21 埋焊组合填充焊丝和焊条(Composite Surfacing Welding Rods and Ekectrodes)SFA-5.22 弧焊用不锈钢药芯焊丝和钨极气体保护焊用不锈钢药芯填充丝(Stainless Steel Electrodes for Flux Cored Arc Welding and StainlessSteel Flux Cored Rods for Gas Tungsten Arc Welding)SFA-5.23 埋弧焊用低合金钢焊丝和焊剂(Low-Alloy Steel Electrodes and Fluxes for Submerged Arc Welding)SFA-5.24 锆和锆合金焊丝和填充丝(Zirconium and Zirconium Alloy Welding Electrodes and Rods)SFA-5.25 电渣焊用碳钢和低合金钢焊丝和焊剂(Carbon and Low-Alloy Steel Electrodes and Fluxes for Electrogas Welding)SFA-5.26 碳钢和低合金钢气电焊焊丝(Carbon and Low-Alloy Steel Electrodes for Electrogas Welding)SFA-5.28 低合金钢气保护电弧焊焊丝和填充丝(Low -Alloy Steel Electrodes and Rods for Gas Shielded Arc Welding)SFA-5.29 药芯焊丝电弧焊用低合金钢焊丝(Low -Alloy Steel Electrodes for Flux Cored Arc Welding)SFA-5.30 可熔化嵌条(Consumable Inserts)SFA-5.31 钎焊和熔钎焊钎剂(Fluxes for Brazing and Braze Welding)SFA-5.01 填充金属采购导则(Filler Metal Procurement Guidelines)。
常用镍基焊材一览表
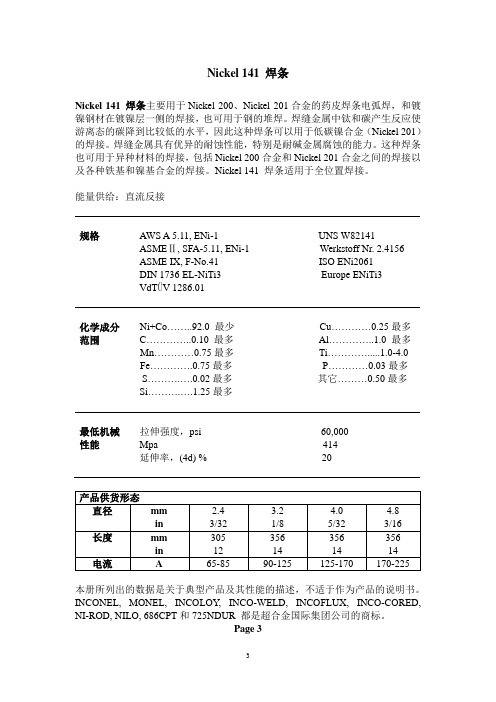
Nickel 141 焊条Nickel 141 焊条主要用于Nickel 200、Nickel 201合金的药皮焊条电弧焊,和镀镍钢材在镀镍层一侧的焊接,也可用于钢的堆焊。
焊缝金属中钛和碳产生反应使游离态的碳降到比较低的水平,因此这种焊条可以用于低碳镍合金(Nickel 201)的焊接。
焊缝金属具有优异的耐蚀性能,特别是耐碱金属腐蚀的能力。
这种焊条也可用于异种材料的焊接,包括Nickel 200合金和Nickel 201合金之间的焊接以及各种铁基和镍基合金的焊接。
Nickel 141 焊条适用于全位置焊接。
能量供给:直流反接规格AWS A 5.11, ENi-1 UNS W82141ASMEⅡ, SFA-5.11, ENi-1 Werkstoff Nr. 2.4156ASME IX, F-No.41 ISO ENi2061DIN 1736 EL-NiTi3 Europe ENiTi3VdTÜV 1286.01化学成分Ni+Co……..92.0 最少Cu…………0.25最多范围C…………..0.10 最多Al…………..1.0 最多Mn…………0.75最多Ti………….....1.0-4.0Fe………….0.75最多P…………0.03最多S……….….0.02最多其它………0.50最多Si……….….1.25最多最低机械拉伸强度,psi 60,000性能Mpa 414延伸率,(4d) % 20本册所列出的数据是关于典型产品及其性能的描述,不适于作为产品的说明书。
INCONEL, MONEL, INCOLOY, INCO-WELD, INCOFLUX, INCO-CORED, NI-ROD, NILO, 686CPT和725NDUR 都是超合金国际集团公司的商标。
Page 3MONEL 190焊条可应用于MONEL400,R-405和K-500合金的手工电弧焊中,也可用于钢的表面堆焊。
这种金属可抵抗海水,盐类以及还原酸性物质的侵蚀。
ASME规范中的焊接问题

b . 类别 本规程中的焊丝和焊剂类别设计要求应为譬如:F8A4EF3(N)-F3(N),并应遵守第II卷C篇SFA 5.23的相应规 定。
③对焊剂的要求 焊剂类型,应为低氢型,碱度系数≥2 焊剂形状和颗粒度 焊剂工艺性 焊剂的含水量
ASME规范中的焊接问题
d. 试验项目 在焊态和热处理状态均需试验。包括射线检验、熔融金属 化学成分分析、力学性能试验、金相检验、焊剂含水量测 定、熔融金属扩散氢含量等。
e. 焊缝试件 确定焊接规范参数和焊后热处理制度等
ASME规范中的焊接问题
4、焊接材料的化学分析试验 a. 化学分析的取样要求按表NC-2432.1-1进行
焊接材料
GTAW/PAW
GMAW 其他焊接工艺
A-N0.8 填充金属
填充金属或 焊缝熔敷金属
焊缝熔敷金属 焊缝熔敷金属
其他各种填充金属
填充金属或 焊缝熔敷金属
填充金属 或焊缝熔 敷金属
焊缝熔敷金属
ASME规范中的焊接问题
c. 制造
①批量要求 按SFA 5.01《填充金属采购导则》选用,一般推荐S3级,即焊丝 指的是从一个炉号在一个生产周期内所生产的一种规格的数量。 焊剂的批量一般可选用F2级,即在一个生产周期内用同一原材料 组合所生产的数量。
②对焊丝的要求 化学成分 规格和公差,直径公差一般为±0.6mm 表面质量 卷绕要求
气保焊丝:SFA5.18
E70S-1(TIG)、E70S-6
AWS D1.1钢结构焊接规范-美国焊接协会

角焊缝
-板材T形角接 (T-joint for plate)
-管板T形角接 (T-joint for tubular and plate) -管管角接 (Fillet weld for tubular)
3
通用焊接工艺规程与必须经过评定的焊接工艺规程
按照AWS D1.1,可将焊接工艺规程分成两大类: 一、可免作评定的焊接工艺规程,或称通用焊接工艺规程,只 要规程的各项内容均在规范规定的范围之内,如焊接方法、母 材和焊材牌号、坡口尺寸、最低预热温度和层间温度等,则该 焊接工艺规程可以免作焊接工艺评定试验。(由于国内大部分 的钢结构的主材和焊材均为国标材料,此条款不容易满足,故 在此不作过多叙述) 二、必须经过评定的焊接工艺规程,必须按法规的有关规定作 焊接工艺评定试验,以证明该工艺规程的正确性。这类焊接工 艺规程规定的各重要工艺参数只要有一项超出了规范容许的范 围,必须重作焊接工艺评定。
板材T形接头
10
AWS D1.1 焊工资格评定
试验项目 目检 射线RT 板材对接焊缝 必做 可代替弯曲 试板公称厚度 面弯,背弯 T ≤ 10时:1面弯1背弯 管子对接焊缝 必做 可代替弯曲
对1G,2G位置: T ≤ 10时:1面弯1背弯
角焊缝 必做 -
或侧弯
T>10时:2侧弯
T>10时:2侧弯
对5G,6G,6GR位置: T ≤ 10时:2面弯2背弯 T>10时:4侧弯
-
角焊缝断裂
宏观腐蚀
-
-
-
-
对板材T形焊缝适用
1个
11
AWS D1.1 的焊工/焊机操作工技能评定
与ASME IX 的评定方法、试验项目以及有效期限上一致,只 不过在焊缝厚度及焊接位置的覆盖范围上略有不同。
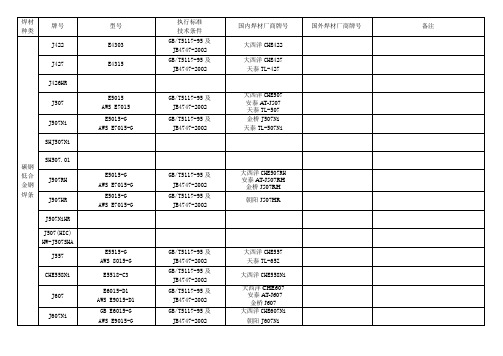
常用材料焊材选用一览表

常用材料焊材选用一览表WCB LCB LCC WC6WC9C5A105LF2LF2F11F22F5A216/---常用材料焊材选用一览表壳体材料A216/A352/A350A352/A350A217/A182A217/A336A217/A336C-Si C-Si C-Mn-Si 1.25Cr-0.5Mo2.25Cr-1Mo 5Cr-0.5Mo 2016Mn 16Mn 15CrMo 10Cr2Mo 1Cr5Mo J507J507J507R307R407R507E7015E7015E7015E8015-B2E9015-B3E502-15AWS焊材标准号公称成分对应GB牌号GB焊材CF8M CF8CF3M CF3F316F304F316L F304L A351/A182A351/A182A182A182A351/A182A351/A18218Cr-12Ni-2Mo 18Cr-8Ni 18Cr-10Ni-Ti 1Cr-0.5Mo18Cr-12Ni-2Mo 18Cr-8Ni 0Cr18Ni12Mo2T壳体材料F321F12标准号公称成分i0Cr18Ni90Cr18Ni110Ti00Cr17Ni14Mo200Cr18Ni9A202A102A132R307A022A002E316-16E308-16E347-16E8015-B2E316L-16E308L-16CF8C WC1CN7M F347F1ALLOY 20///IRON对应GB牌号GB焊材AWS焊材壳体材料WCC MONEL A351/A182A217/ A182A216A351/B47318Cr-10Ni-Cb C-0.5MoC-Mn-Si70Ni-30Cu 19Cr-29NiA132J507J507Ni202A902Z308E347-16E7015E7015ENiCu-7E320-16ENi-CI 标准号公称成分对应GB牌号GB焊材AWS焊材C12CD3MN/4A C12A F9F51F91A217/A336A890/A182(双相钢)A351B163 NO6600A3369Cr-1Mo 25Cr-8Ni3Mo-W-19Cr-10Ni-3Mo 3.5Ni 72Ni-15 Cr-8Fe 9Cr-1Mo-VCG8M LC3INCONEL600标准号公称成分壳体材料Cu-NR707A242W107Ni357AWS A5.5-96E505-15E2209E317-16E7015-C2LENiCrFe-2E9015-B9ZG354C CA15F6GB焊材AWS焊材壳体材料CD4MCu/1A CD4MCu N/1B AISI4130对应GB牌号35AISI8625F6a A890(双相钢)A890(双相钢)A487A217/ A182标准号25Cr-5Ni-Mo-Cu25Cr-5Ni-Mo-Cu-N13Cr 25CrNiMo30CrMo 1Cr13J507J607RH J807G207E2553/E2594E2553/E2594E7015E9015-GE410公称成分对应GB牌号GB焊材AWS焊材碳钢焊丝:ER50-6;保护气:80%Ar+20%CO2焊丝:ER308(CF8、F304);ER308L(CF3、F304L);ER316(CF8M、F316);ER316L(CF3M、F316L);ER321/347(CF8C、F321、F347);保护气:99%Ar+1%O2气保焊焊异种钢ER309(CF8、CF3、F304、F304L 、CF8C、F321、F347+WCB、LCB、WC6、C5等碳钢和合金钢);ER309Mo(CF8M、CF3M、F316、F316L +WCB、LCB、WC6、C5等碳钢和合金钢);保护气:99%Ar+1%O2材选用。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
ASME常用焊材规范表
SFA-5.01填充金属采购导则(1)
SFA-5.1/SFA-5.1M手工电弧焊用碳钢焊条标准(9)
SFA-5.2氧燃气焊接用碳钢和低合金钢填充丝标准(42)
SFA-5.3/SFA-5.3M手工电弧焊用铝和铝合金焊条标准(48)
SFA-5.4/SFA-5.4M手工电弧焊用不锈钢焊条标准(58)
SFA-5.5/SFA-5.5M手工电弧焊用低合金钢焊条标准(87)
SFA-5.6铜和铜合金药皮焊条标准(129)
SFA-5.7铜和铜合金光焊丝和填充丝标准(145)
SFA-5.8/SFA-5.8M钎焊和钎接焊填充金属标准(154)
SFA-5.9/SFA-5.9M不锈钢光焊丝和填充丝标准(181)
SFA-5.10/SFA-5.10M铝和铝合金光焊丝和填充丝标准(203)
SFA-5.11/SFA-5.11M手工电弧焊镍和镍合金焊条标准(227)
SFA-5.12/SFA-5.12M电弧焊和切割用钨和钨合金电极标准(253)
SFA-5.13手工电弧焊用堆焊焊条标准(264)
SFA-5.14/SFA-5.14M镍和镍合金光填充丝和焊丝标准(281)
SFA-5.15铸铁用焊条、焊丝和填充丝标准(300)
SFA-5.16/SFA-5.16M钛和钛合金焊丝和填充丝标准(314)
SFA-5.17/SFA-5.17M埋弧焊用碳钢焊丝和焊剂标准(329)
SFA-5.18/SFA-5.18M气体保护焊用碳钢焊丝和填充丝标准(352)
SFA-5.20/SFA-5.20M弧焊用碳钢药芯焊丝标准(375)
SFA-5.21堆焊用光焊丝和填充丝标准(404)
SFA-5.22弧焊用不锈钢药芯焊丝和钨极气体保护焊用不锈钢药芯填充丝标准
(425)
SFA-5.23/SFA-5.23M埋弧焊用低合金钢焊丝和焊剂标准(457)
SFA-5.24/SFA-5.24M锆和锆合金焊丝和填充丝标准(487)
SFA-5.25/SFA-5.25M电渣焊用碳钢和低合金钢焊丝和焊剂标准(496) SFA-5.26/SFA-5.26M气电焊用碳钢和低合金钢焊丝标准(516)
SFA-5.28/SFA-5.28M气体保护电弧焊用低合金钢焊丝和填充丝标准(537) SFA-5.29/SFA-5.29M弧焊用低合金钢药芯焊丝标准(563)
AWS 常用焊材规范表。