复合材料的分层缺陷
中温固化复合材料层压板分层缺陷注射修补工艺研究
关键词 :层 压板 ;分层缺 陷:注射修补 ;强度恢 复率 中图分 类号 :T B 3 3 2 文献标识码 :A 文章编号 :1 0 0 3 — 0 9 9 9 ( 2 0 1 7 ) 0 6 — 0 0 8 5 — 0 4
1 引 言 复合材料具有 比强度 、 比模量高 , 耐疲 劳、 抗腐
碳纤 维 复合材 料层 压板 分 层缺 陷 的注射 修 补 提供 实
验依 据 。
料 利用 率 , 降低 使 用 成 本 。对 于 已经 在 飞 机上 服役 的碳纤 维 复合 材料 构 件 , 若 产 生缺 陷/ 损伤 , 则 必 须 对 其进 行修 补 [ 6 ] 。 近年来 , 不少 学 者 已经 对 复合 材 料 修 补 进 行 了 广 泛 的研究 『 9 。 。复合 材料 结 构 损 伤 的 常用 修补 方 法 包括 树脂 注射 、 树脂灌注和填充、 胶接贴补 、 胶 接 挖补 ( 斜 接 法 和 阶梯 法 ) 和机械螺 ( 铆) 接 修 补 等[ 1 引。在 具 体 修 补 操 作 时 , 应 根 据 复 合 材 料 的构
2 0 1 7年第 6期
玻 璃 钢 /复 合 材料 层 压 板 分层 缺 陷注射 修 补 工 艺研 究
龚志红 ,包 啸 ,李建川 ,苏 建
( 1 . 中航工业成都 飞机工业 ( 集团 )有限责任公司 ,成都 6 1 0 0 0 0 ;
2 . 南 京 航 空 航 天 大 学 。南 京 2 1 1 l O O )
8 6
中温 固化 复 合 材 料 层 压 板 分 层 缺 陷 注射 修 补 工 艺研 究
2 0 1 7年 6月
2 . 2 试 样 制备
而对于中温 固化碳纤维复合材料层压板分层缺陷修
分层缺陷对复合材料结构疲劳寿命影响研究
分层缺陷对复合材料结构疲劳寿命影响研究复合材料通常由多层纤维增强树脂基体构成,因此分层缺陷(例如层间裂纹、分层、气泡等)会对其疲劳寿命产生显著的影响。
以下是一些研究表明的影响:
1. 层间裂纹:当复合材料在疲劳载荷下进行循环加载时,由于纤维层间应力不均匀分布,可能会导致层间裂纹的出现。
这些裂纹会扩展并导致复合材料失效。
研究表明,当存在层间裂纹时,复合材料的疲劳寿命会明显降低。
2. 分层:由于制造过程中的不当操作或长期使用过程中的损伤,复合材料可能会发生分层现象。
分层会使得复合材料中的纤维失去其完整性,从而导致复合材料失效。
研究表明,存在分层缺陷时,复合材料的疲劳寿命会降低。
3. 气泡:在制造过程中,复合材料中可能会包含气泡。
这些气泡可能会在疲劳载荷下发生变形并扩展,导致复合材料失效。
研究表明,当存在气泡时,复合材料的疲劳寿命会明显降低。
综上所述,分层缺陷会对复合材料的疲劳寿命产生显著影响。
因此,制造过程中应该尽可能地减少这些缺陷的发生,同时在使用过程中也要注意监测和维护。
1/ 1。
复合材料无损检测技术

五、超声波检测
原理:利用缺陷与基体间不同特征引起的波长吸收/反射差 异来判定被测物(20KHz);
优势
1. 操作简单;
局限
1. 不同的缺陷需使用
不同的探头; 2. 对人员要求高;
2. 可定位缺陷位置;
8
五、超声波检测
9
五、超声波检测
适用于:分层,孔隙等缺陷;
大型蜂窝结构部件、大曲面结构部件
3
三、X射线检测
原理:利用缺陷与基体间的密度差异引起的X射线吸收率;
局限
1. 设备复杂成本高; 2. 需安全防护; 3. 无法现场检测;
4
三、X射线检测
适用于:检测材料中的孔隙(黑影),裂纹(黑纹), 纤维屈曲(白纹),夹杂(白点)等 缺陷;
黑纹 白点
黑影
中小型复材部件
5
四、红外热成像检测
原理:利用缺陷与基体间不同热特征引起的温度差异来 判定被测物;
优势
1. 操作方便; 2. 设备简单; 3. 可现场检测;
局限
1. 要求工件传热性好; 2. 测试深度有限; 3. 灵敏度不高;
6
四、红外热成像检测
适用于:脱粘,分层等面积性缺陷;
复材薄板与金属胶接
复材无损检测技术
2018-4-27
目录
01-02 03-03 04-05 06-07 08-10
复材常见缺陷 复材常见检测技术 X射线检测
红外热成像检测
超声波检测
一、复材常见缺陷
分层
纤维弯曲
孔隙
基体开裂、脱粘
纤维断裂、突出
冲击、撞伤损伤
1
一、复材常见缺陷
1
分层: 存储时间过长;热膨胀系数不匹配;挥发物产生
复合材料构件分层缺陷的概率分析方法与群子理论模型

用超声 A扫 描 并 根 据 构 件 的 检测 标 准 确定 的 。在 无损检 测 中 , 通常 将底 波 消 失且 形 成 一 定 面积 的 缺
合 材料 构件 的报废 , 造 成重大 经济 损失 。 因此 , 高 品 质 与 高合格 率是 复合材 料制 造永恒 的 目标 。对 于 复 合 材料 构件 成型 工 艺质 量 的评价 , 即某 种 复 合 材料
的分层 缺 陷 , 提 出并 建立 了复 合材 料 构 件分 层 缺 陷
的概 率分析 方法 与群 子 理 论模 型 , 并 分 别利 用 这 两 种方 法对不 同构 形复合 材料构 件 的分 层缺 陷进行 了
成 型过程 ( 尤其是热压成型) 温 度 与 压 力 传 递 陷 控 制 问 题 变 得 极 为 复
构 件 分 层相 对 可 接 受 率 与反 映分 层 面积 倾 向性 的群 子 参 数 。结 果 表 明 , 两 种 统 计 方 法 对 分 层 缺 陷 的 评 价 结 果 一 致
性较好 , 构 形 复 杂 的复 合 材 料 构 件 产 生 大 分 层 的 倾 向 性 增 大且 分层 相对 可 接 受 率 较 低 。 关键词 : 复合材料 ; 工 艺 质量 ; 概率 ; 群 子 理 论
先 进 复合材料 因有 着传 统材料 无法 比拟 的综合
飞机铝蜂窝复合材料的典型缺陷检测

飞机铝蜂窝复合材料的典型缺陷检测摘要:蜂窝夹层结构复合材料在使用方面具有很好的性能,其具有比较好的强度,同时,抗冲击性能很好,在使用方面能够进行很好的设计,本文为有效检出飞机铝蜂窝复合材料的缺陷位置及缺陷大小,评估缺陷损伤程度,运用激光错位散斑检测方法对有无缺陷及缺陷位置进行了检测,并采用声阻检测方法对缺陷大小进行了评估.关键词:复合材料缺陷;激光错位散斑检测;声阻检测一、铝蜂窝夹层结构铝蜂窝芯材只要利用铝箔来实现不同方式的胶接,然后通过拉伸形成不同规格的蜂窝,芯材的性能和铝箔的厚度以及孔格的大小有直接关系,铝蜂窝芯材能够和不同蒙皮材料进行复合,这样就形成了铝蜂窝夹层结构复合材料。
铝蜂窝夹层结构复合材料具有加高的力学性能,而且,在制造成本方面比较低。
但是,铝蜂窝夹层结构复合材料在一些特定的环境中比较容易受到腐蚀,在受到冲击以后,铝蜂窝芯材会出现永久变形的情况,会导致蜂窝芯材和蒙皮发生分离的问题,导致材料的性能降低。
一些研究人员对胶接工艺对铝蜂窝夹层结构复合材料的影响进行了研究,主要从胶接剂的筛选、表面处理方法和固化工艺方面进行了论述,使用流动性比较好的胶膜,在表面处理方面采用磷酸阳极化处理方式,同时,在夹层结构方面通过对剪切强度进行对比,能够实现最佳的固化工艺。
铝蜂窝夹层结构在粘结成型方面大面积批量生产面临着非常大的问题,在固化过程中,可以对铝蜂窝夹层结构复合材料进行真空袋加压,这样铝蜂窝夹层结构复合材料的性能更好。
对铝蜂窝芯在压缩荷载作用下的荷载位移曲线特征进行研究,同时对在静态下的压缩荷载作用下的铝蜂窝变形特征进行掌握,可以从三个方向对铝蜂窝进行准静态压缩,由于材料的不同,会导致蜂窝芯出现不断的致密化,可以将不同方向的荷载位移曲线分为弹性区域、平缓区域和加速加强区域。
在轴向压缩过程中,试样在荷载最大值位置会出现失稳的情况,在失稳情况下,位移曲线会出现一些小的峰,这个过程铝蜂窝芯出现了逐步折叠失稳的情况。
含分层缺陷复合材料层合板压缩强度试验研究
( 1 . AVI C S h e n y a n g E n g i n e De s i g n a n d Re s e a r c h I n s t i t u t e , S h e n y a n g 1 1 0 0 1 5 , Ch i n a ; 2 .
第3 9卷 第 3期
2 0 1 3年 6月
航 空 发 动 机
Ae ro e n g i n e
V0 1 - 3 9 No. 3
J u n . 2 0 1 3
含分层缺 陷 复合材 料层 合板压缩 强度试验研 究
许洪 明 , 温卫 东 , 刘 芳 。
( 1 . 中航工业沈阳发动机设计 研究 所 , 沈阳 1 1 0 0 1 5 ; 2 . 南京航空航天大学 能源与动力工程学 院, 南京 2 1 0 0 1 6 )
许洪明( 1 9 8 1 ) , 男, 硕士 , 主 要 从 事 航空 发动机 结构 强度和 复合 材料 结构 强
度设计 工作 。 收稿 日期 : 2 0 1 2 — 0 9 — 2 6
Co mp r e s s i v e St r e n g t h Ex p e r i me n t a t i o n Re s e ar c h o n Co mp o s i t e
c o mp r e s s i v e s t r e n g t h s t u d y o f c o mp o s i t e l a mi n a t i o n l a y e r e d d e f e c t w a s c o n d u c t e d . T h e c o mp r e s s i v e s t r e n g t h e f f e c t o f t wo d i f f e r e n t p o s i t i o n s d e l a mi n a t i o n i n t h e l a mi n a t i o n d i r e c t i o n o n t h e c o mp o s i t e l a mi n a t e s w a s ma i n l y s t u d i e d .T h e r e s u l t s s h o w t h a t t wo d i f f e r e n t f r a c t u r e p o s i t i o n s a p p e a r d i f f e r e n t l a y e r e d e x t e n s i o n o n t h e e d g e o f p r e - d e l a mi n a t i o n a n d r e d u c e t o 9 . 0 4 % a n d 8 . 6 0 % c o mp a r e d t o n o d a ma g e e x p e i r me n t s .T h e d e l a mi n a t i o n p o s i t i o n h a s d i f f e r e n t i n l f u e n c e o n t h e c o mp r e s s i v e s t r e n g t h o f c o mp o s i t e s .T h e b i g g e r i n l f u e n c e o f d e l a mi n a t i o n o n c o mp r e s s i v e s t r e n g t h i s i n t h e mi d d l e p o s i t i o n o f l a mi n a t i o n d i r e c t i o n . K e y wo r d s : c o mp o s i t e ; d e l a mi n a t i o n ; c o mp r e s s i v e s t r e n g t h ; e x p e i r me n t a t i o n
复合材料成型缺陷分析与控制

复合材料成型缺陷分析与控制在现代工业领域中,复合材料因其优异的性能,如高强度、高刚度、良好的耐腐蚀性等,被广泛应用于航空航天、汽车、船舶、体育器材等众多领域。
然而,复合材料的成型过程并非一帆风顺,常常会出现各种缺陷,这些缺陷不仅影响产品的外观质量,更可能严重削弱其性能和可靠性,甚至导致产品报废。
因此,对复合材料成型缺陷进行深入分析,并采取有效的控制措施,具有至关重要的意义。
一、复合材料成型缺陷的类型及成因(一)孔隙孔隙是复合材料成型中最常见的缺陷之一。
它表现为材料内部存在的微小空洞,其成因较为复杂。
树脂浸润纤维不充分、固化过程中产生的挥发物无法及时排出、成型压力不足等都可能导致孔隙的产生。
孔隙的存在会降低材料的强度和刚度,影响其耐疲劳性能和耐腐蚀性。
(二)分层分层指的是复合材料层间的分离现象。
通常是由于层间结合力不足、成型过程中的冲击或振动、树脂固化不均匀等原因引起的。
分层会显著降低复合材料的层间强度,使其承载能力大幅下降。
(三)纤维弯曲和断裂在成型过程中,纤维可能会发生弯曲和断裂。
这可能是由于纤维在铺放过程中受到不当的张力或压力,或者在模具中流动的树脂对纤维产生了剪切作用。
纤维的弯曲和断裂会直接影响复合材料的力学性能,使其强度和刚度达不到设计要求。
(四)树脂富脂和贫脂区树脂分布不均匀会导致富脂区和贫脂区的出现。
富脂区树脂含量过高,会增加材料的重量和成本,同时降低其强度;贫脂区则由于树脂不足,无法充分浸润和保护纤维,影响复合材料的性能和耐久性。
(五)表面缺陷表面缺陷包括表面粗糙、凹坑、鼓包等。
这可能是由于模具表面不光滑、脱模剂使用不当、树脂固化收缩不均等原因造成的。
表面缺陷不仅影响产品的外观质量,还可能成为应力集中点,降低材料的使用寿命。
二、复合材料成型缺陷的影响(一)力学性能下降孔隙、分层、纤维弯曲和断裂等缺陷都会导致复合材料的力学性能,如强度、刚度、韧性等下降。
这使得复合材料在使用过程中无法承受预期的载荷,增加了失效的风险。
复合材料的分层研究
复合材料的分层缺陷引言目前被广泛用于飞机承力构件的纤维增强树脂基复合材料(CFRP)主要是层合板与层合结构。
在层合板的制造过程中,常由于许多不确定的因素,使复合材料结构发生分层、孔隙、气孔等等不同形式的缺陷;同时,复合材料层合板在装配与服役过程中所受到低能冲击很容易引发各种形式的损伤。
由于增强纤维铺设方向的不一致常导致铺层间刚度的不匹配,引发较高的层间应力,而层间应力的主要传递介质是较弱的树脂基体,因此对于复合材料层合板,分层是其主要的损伤形式。
有报导统计,复合材料层合板在加工、装配和使用过程中产生的分层损伤,占缺陷件的50%以上[1]。
分层常存在于结构内部,无法根据表面状态检测出来,并且分层的存在极大地降低了结构的刚度,特别在压缩载荷作用下,由于发生局部屈曲而导致分层扩展,使结构在低于其压缩强度时发生破坏。
在飞机研制与制造过程中,复合材料层合板的分层损伤问题一直是难以解决的结构问题之一,也是影响CFRP 在结构组分中应用的主要限制因素。
因此,如何充分地结合试验测试,利用数值模拟的方法评估分层的许和容限,成为决定飞机结构综合性能的亟待解决的关键问题。
1.1分层产生的原因Pagano 和Schoeppner [2] 根据复合材料构件的形状,将分层产生的原因分为两类。
第一类为曲率构件,工程中常见的曲率构件包括扇形体、管状结构、圆柱形结构、球形结构和压力容器等;第二类为变厚度截面,工程中常见于薄层板与补强件连接区域、自由边界处、粘合连接处及螺栓接合处等。
在上述结构件中,临近的两铺层极易在法向和剪切向应力作用下发生脱胶和形成层间裂纹。
以外,温湿效应、层板制备和服役状态等亦是分层产生的原因。
由于纤维与树脂的热膨胀系数以及吸湿率均存在差异,因此,不同铺层易在固化过程产生不同程度的收缩并在吸收湿气后产生不同程度的膨胀,不同程度的收缩与膨胀所产生的剩余压力是导致分层的源头之一[3,4] 。
在层合板的制备过程中,由于手工铺设质量具有分散性,极易形成富树脂区,进而引发树脂固化时铺层间的收缩程度差异,使层间具有较低的力学特性,极易形成分层[5,6] 。
分层损伤导致层合复合材料刚度下降的估算

分层损伤导致层合复合材料刚度下降的估算随着复合材料在航空航天、船舶和工程等领域的普及,对层合复合材料刚度下降的影响研究变得越来越重要。
一种常见的影响层合复合材料刚度下降的因素是复合材料的分层损伤。
分层损伤是指复合材料的表面层受到外力的作用后,表面层之间的破裂,导致层合复合材料的刚度下降。
同时,它还可能会对复合材料的性能产生负面影响,如改变结构形态、影响力学性能、降低耐久性能等。
为了评估分层损伤对层合复合材料刚度下降的影响,从实验和数值模拟的角度出发,采用破裂力学原理有效地预测表面层的破裂模式。
实验研究表明,分层损伤引起的层合复合材料刚度下降是由复合材料的材料特性,如各层的粘结剂和表面上的缺陷等因素所决定的。
在实验中,首先将层合复合材料放置在测试缝口中,再通过加载负荷来测定复合材料的刚度,以及不同类型的损伤对层合复合材料刚度的影响。
结果表明,与不受损复合材料相比,受到分层损伤的复合材料的抗压强度减弱,耐久性能明显降低,刚度显著下降。
另外,采用数值模拟法预测分层损伤的影响也是有效的。
在数值模拟中,采用有限元法,建立层合复合材料的数值模型。
在不同的损伤层次上,分析各材料的应力分布,有助于更好地理解层合复合材料刚度下降的机理。
综上所述,通过对实验和数值模拟,可以有效地评估分层损伤对层合复合材料刚度下降的影响。
在此基础上,还可以考虑一些有效的
改进措施,如提高层合复合材料的固结强度、改善表面缺陷和实施有效的防护措施等,以期望提高复合材料的刚度和耐久性能。
复合材料的分层缺陷

复合材料的分层缺陷引言目前被广泛用于飞机承力构件的纤维增强树脂基复合材料(CFRP)主要是层合板与层合结构。
在层合板的制造过程中,常由于许多不确定的因素,使复合材料结构发生分层、孔隙、气孔等等不同形式的缺陷;同时,复合材料层合板在装配与服役过程中所受到低能冲击很容易引发各种形式的损伤。
由于增强纤维铺设方向的不一致常导致铺层间刚度的不匹配,引发较高的层间应力,而层间应力的主要传递介质是较弱的树脂基体,因此对于复合材料层合板,分层是其主要的损伤形式。
有报导统计,复合材料层合板在加工、装配和使用过程中产生的分层损伤,占缺陷件的50%以上[1]。
分层常存在于结构内部,无法根据表面状态检测出来,并且分层的存在极大地降低了结构的刚度,特别在压缩载荷作用下,由于发生局部屈曲而导致分层扩展,使结构在低于其压缩强度时发生破坏。
在飞机研制与制造过程中,复合材料层合板的分层损伤问题一直是难以解决的结构问题之一,也是影响CFRP 在结构组分中应用的主要限制因素。
因此,如何充分地结合试验测试,利用数值模拟的方法评估分层的许和容限,成为决定飞机结构综合性能的亟待解决的关键问题。
1.1分层产生的原因Pagano 和Schoeppner [2] 根据复合材料构件的形状,将分层产生的原因分为两类。
第一类为曲率构件,工程中常见的曲率构件包括扇形体、管状结构、圆柱形结构、球形结构和压力容器等;第二类为变厚度截面,工程中常见于薄层板与补强件连接区域、自由边界处、粘合连接处及螺栓接合处等。
在上述结构件中,临近的两铺层极易在法向和剪切向应力作用下发生脱胶和形成层间裂纹。
以外,温湿效应、层板制备和服役状态等亦是分层产生的原因。
由于纤维与树脂的热膨胀系数以及吸湿率均存在差异,因此,不同铺层易在固化过程产生不同程度的收缩并在吸收湿气后产生不同程度的膨胀,不同程度的收缩与膨胀所产生的剩余压力是导致分层的源头之一[3,4] 。
在层合板的制备过程中,由于手工铺设质量具有分散性,极易形成富树脂区,进而引发树脂固化时铺层间的收缩程度差异,使层间具有较低的力学特性,极易形成分层[5,6] 。
分层缺陷对CFRP层合板力学性能的影响
分层缺陷对CFRP层合板力学性能的影响
陈静;莫莉花;房怡;闫春雷;祁健
【期刊名称】《工程塑料应用》
【年(卷),期】2024(52)4
【摘要】碳纤维增强树脂基复合材料(CFRP)具备高强度和高刚度,被广泛应用于航空航天和汽车等领域,然而碳纤维的分层缺陷会极大影响其力学性能。
因此,研究分层缺陷对CFRP层合板拉伸、压缩、剪切和弯曲等力学性能的影响具有重大意义。
采用复合成型工艺,将聚四氟乙烯片添加到复合材料中,经成型加工制备具有分层缺陷的CFRP层合板,考察了分层区域的尺寸和形貌,研究了分层缺陷对CFRP层合板力学性能的影响。
研究发现,分层缺陷能显著降低CFRP层合板的压缩、剪切和弯曲强度,而且分层区域面积越大,CFRP层合板压缩和弯曲强度越小,但是分层区域面积的变化对拉伸强度影响较小。
【总页数】6页(P122-127)
【作者】陈静;莫莉花;房怡;闫春雷;祁健
【作者单位】中国空间技术研究院北京卫星制造厂有限公司;中国航发北京航空材料研究院
【正文语种】中文
【中图分类】TQ341
【相关文献】
1.波纹缺陷对复合材料层合板压缩力学性能影响研究
2.不同孔隙率CFRP层合板冲击后力学性能试验表征
3.CFRP层合板力学性能影响因素研究
4.初始缺陷对复合材料层合板力学性能影响研究
5.分层缺陷深度对复合材料层合板力学性能的影响
因版权原因,仅展示原文概要,查看原文内容请购买。
碳纤维复合材料制孔分层缺陷的研究
碳纤维复合材料制孔分层缺陷的研究作者:郭琼李庆飞来源:《科技视界》2015年第14期【摘要】在碳纤维增强复合材料(CFRP)的钻削制孔加工中,分层损伤是最重要的一类缺陷,严重影响孔的连接装配性能及材料的使用寿命。
本文探讨了高强度型T800/X850 CFRP 钻削加工中制孔分层缺陷的形成机理,通过试验研究了钻削参数对CFRP制孔分层缺陷的影响规律。
结果表明选择高转速、低进给的钻削参数来进行钻削加工,有利于降低分层损伤。
在相同的轴向力作用下,无涂层匕首钻表现出更优异的切削性能。
【关键词】碳纤维复合材料;钻削加工;制孔分层缺陷0 引言碳纤维增强复合材料(CFRP)作为一种先进材料,具有重量轻、比强度大、耐腐蚀、耐疲劳等一系列优点,在航空航天、汽车等领域广泛应用。
在CFRP的钻削过程中,其已加工孔除有传统金属材料的制孔缺陷(如孔的尺寸、位置误差)外,由于CFRP是由质软而粘性大的基体材料和强度高、硬度大的碳纤维增强材料混合而成的二相或多相结构,其力学性能呈各向异性,层间强度低,切削时在切削力的作用下容易产生一些复合材料所特有的损伤缺陷。
制孔缺陷区域主要存在于孔的入口、中间层和出口处,主要包括孔出口撕裂和毛刺、制孔分层损伤、孔壁微裂纹、凹陷和纤维拔出等[1]。
据统计,在航空制造领域,飞机组装时钻孔不合格率占全部复合材料构件报废率的60%以上[2],因而成为国内外学者研究的重点。
1 分层缺陷形成机理在CFRP的制孔加工中,分层损伤是钻削加工中的最重要的一类缺陷,是影响孔的连接装配性能的重要因素,一旦产生则不可修复,对复合材料的强度和寿命有着致命的影响。
分层是指由层间应力或制造缺陷等引起的复合材料铺层之间的脱胶破坏现象。
制孔工艺中的分层主要是由加工过程中轴向力作用而引起的孔壁周围材料发生的层间分离现象。
从钻削机理的角度来分析,钻头在钻削CFRP时主要产生两个作用力,即轴向力和扭矩。
其中,轴向力产生垂直应力,引起I型撕裂破坏;扭矩会产生面外剪切应力,引起III型裂纹破坏;钻孔分层和撕裂主要是由于这两种类型裂纹破坏作用的结果,而钻孔偏斜则会产生II型裂纹,如图1所示[3]。
复合材料的分层缺陷
复合材料的分层缺陷引言目前被广泛用于飞机承力构件的纤维增强树脂基复合材料(CFRP)主要是层合板与层合结构。
在层合板的制造过程中,常由于许多不确定的因素,使复合材料结构发生分层、孔隙、气孔等等不同形式的缺陷;同时,复合材料层合板在装配与服役过程中所受到低能冲击很容易引发各种形式的损伤。
由于增强纤维铺设方向的不一致常导致铺层间刚度的不匹配,引发较高的层间应力,而层间应力的主要传递介质是较弱的树脂基体,因此对于复合材料层合板,分层是其主要的损伤形式。
有报导统计,复合材料层合板在加工、装配和使用过程中产生的分层损伤,占缺陷件的50%以上[1]。
分层常存在于结构内部,无法根据表面状态检测出来,并且分层的存在极大地降低了结构的刚度,特别在压缩载荷作用下,由于发生局部屈曲而导致分层扩展,使结构在低于其压缩强度时发生破坏。
在飞机研制与制造过程中,复合材料层合板的分层损伤问题一直是难以解决的结构问题之一,也是影响CFRP 在结构组分中应用的主要限制因素。
因此,如何充分地结合试验测试,利用数值模拟的方法评估分层的许和容限,成为决定飞机结构综合性能的亟待解决的关键问题。
1.1分层产生的原因Pagano 和Schoeppner[2] 根据复合材料构件的形状,将分层产生的原因分为两类。
第一类为曲率构件,工程中常见的曲率构件包括扇形体、管状结构、圆柱形结构、球形结构和压力容器等;第二类为变厚度截面,工程中常见于薄层板与补强件连接区域、自由边界处、粘合连接处及螺栓接合处等。
在上述结构件中,临近的两铺层极易在法向和剪切向应力作用下发生脱胶和形成层间裂纹。
以外,温湿效应、层板制备和服役状态等亦是分层产生的原因。
由于纤维与树脂的热膨胀系数以及吸湿率均存在差异,因此,不同铺层易在固化过程产生不同程度的收缩并在吸收湿气后产生不同程度的膨胀,不同程度的收缩与膨胀所产生的剩余压力是导致分层的源头之一[3,4] 。
在层合板的制备过程中,由于手工铺设质量具有分散性,极易形成富树脂区,进而引发树脂固化时铺层间的收缩程度差异,使层间具有较低的力学特性,极易形成分层[5,6] 。
热压罐成型复合材料成型工艺的常见缺陷及对策
热压罐成型复合材料成型工艺的常见缺陷及对策摘要:复合材料工业的基础和条件是复合材料成型工艺,复合材料应用的进一步拓宽,将使复合材料工业进入一个崭新的阶段。
热塑性复合材料是以玻璃纤维、碳纤维、芳纶纤维等增强各种热塑性树脂的总称,国外称Fiber Rinforced Thermo Plastics(简称FRTP)。
热固性复合材料是指在受热或其他条件下能固化或具有不溶(熔)特性的复合材料。
由于热塑性树脂和增强材料种类不同,其生产工艺和制成的复合材料性能差别很大。
复合成型工艺优点很突出,近十年在我国得到了快速发展但未能有重大突破,与其他发达国家相比还有距离。
关键词:复合材料;成型工艺;缺陷热压罐成型方法具有许多其他工艺不具备的优点,可制造形状复杂的制件,制品质量问题,成型工艺灵活,适于生产大面积整体成型构件,纤维含量高,孔隙率低。
热压罐成型工艺具有设备投资高,成型周期长的特点,热压罐成型复合材料构件主要缺陷包括外形尺寸与内部治理等,内部质量包括分层,夹杂等。
造成缺陷的原因种类繁多,包括制造中的人机料法环各环节的相关工序。
热压罐工艺是目前复合材料构件最主要的成型方法, 复合材料构件复杂的结构形式往往导致其在热压成型过程中热传导、压力传递及其引起的树脂流动、纤维密实与变形、固化反应等物理化学作用机制更加复杂, 易产生多种缺陷, 工艺控制难度加大。
一、热压罐成型工艺1、热压罐成型工艺过程。
热压罐(HotAirAutoclave 或简写 Autoclave)是一种针对聚合物基复合材料成型工艺特点的工艺设备,使用这种设备进行成型工艺的方法叫热压罐法。
热压罐成型法是制造连续纤维增强热固性复合材料制件的主要方法,目前广泛应用于先进复合材料结构、蜂窝夹层结构及金属或复合材料胶接结构的成型中。
热压罐成型法也有一定的局限性,结构很复杂的构件,用该方法成型有一定困难。
同时此法对模具的设计技术要求很高,模具必须有良好的导热性、热态刚性和气密性。
碳纤维复合材料分层缺陷的超声相控阵检测方法
碳纤维复合材料分层缺陷的超声相控阵检测方法张振林;范孟豹;曹丙花;方震东【摘要】碳纤维复合材料(CFRP)具有相对密度小、比强度和比模量大等优点,被广泛应用于航空航天、汽车等领域.碳纤维复合材料在生产和服役过程中容易产生分层缺陷,将严重影响其力学性能.鉴于此,开展了碳纤维复合材料分层缺陷的超声相控阵检测方法研究.首先,利用超声相控阵检测仪器测量了不同大小和位置的分层缺陷超声A扫描信号;其次,通过设置A扫描信号的闸门,提取闸门内的幅值和深度信息作为表征分层缺陷大小和位置的信号特征;最后,利用提取的幅值和深度信号特征分别构建了分层缺陷的C扫描图像.结果表明,超声相控阵技术对分层缺陷有良好的成像效果,基于深度特征的图像可以准确识别分层缺陷的位置;而基于深度和幅值特征的图像用于识别分层缺陷的轮廓.【期刊名称】《科学技术与工程》【年(卷),期】2018(018)018【总页数】5页(P43-47)【关键词】碳纤维复合材料;超声相控阵;分层缺陷;特征提取【作者】张振林;范孟豹;曹丙花;方震东【作者单位】中国矿业大学机电工程学院,徐州221116;中国矿业大学机电工程学院,徐州221116;中国矿业大学信息与控制工程学院,徐州221116;中国矿业大学机电工程学院,徐州221116【正文语种】中文【中图分类】TB553碳纤维复合材料(carbon fiber reinforced plastics, CFRP)是由两种或两种以上不同性质的材料经过某种工艺合成一体后,所组成的具有优越性能的多相固体材料。
由于其具有相对密度小、比强度和比模量大、化学稳定性高等优良的综合性能,被广泛应用于航空航天、国防工程、汽车工业等领域[1]。
碳纤维复合材料在生产和服役过程中不可避免的会产生各种各样的缺陷,如分层、脱粘、裂纹、吻接、气孔、夹杂、孔隙、冲击损伤等 [2]。
分层是最主要的缺陷之一,它是指相邻层之间的局部分离或附着力不足,脱胶或开裂,分层降低了材料的压缩强度和刚度,影响材料结构的完整性。
碳纤维复合材料分层缺陷的超声相控阵检测方法研究

192研究与探索Research and Exploration ·智能检测与诊断中国设备工程 2024.01 (上)情况,因此本次实验采用无损检测方式来完成。
通过对该类型的复合材料内部不同位置的分层情况进行检测,可以得到较准确的检测结果,从而能够更加全面地掌握该类复合材料的质量状况,并且也有利于后续工作的开展。
此外,针对该类型的碳纤维复合材料,还要选择合适的检测设备以及相应的检测工艺参数等,以保证最终获得的检测数据具有较高的可靠度。
为了使所设计的检测方案能够顺利实施,首先,应当建立一个合理的实验平台,然后再利用相关的检测仪器对其实施检测操作。
在这个过程中,主要是将超声波换能器安装到试块上,同时使用螺栓固定住探头,最后再把它们放到指定的检测区域内。
需要注意的是,在实际的检测操作前,一定要提前做好准备工作,比如,对检测对象进行清理、碳纤维不打磨和除锈等,这样才能够确保检测效果符合要求。
另外,在正式开始检测前,也可以先进行预试验,通过多次反复地调整来确定最佳的检测位置以及检测角度等,从而提高最终的检测质量与效率。
在完成这些准备工作后,就可以开展具体的检测操作,并且还要保证每次都按照同样的步骤来进行,以便更好地控制误差问题。
一般来说,如果检测对象为碳纤维复合材料,那么就应该采用线扫描方式;但如果是金属材料焊缝时,则最好还是扇扫描方式。
一般情况下,在检测时会采用相控阵技术来实现对碳纤维复合材料的检测,但是由于该种技术具有很强的复杂性,所以要经过大量实践经验的积累,才可以获得良好的应用效果。
2.3 实验流程通过零度线性聚焦法则,我们将从第一个晶片开始激活,并在第64个晶片结束时进行电子扫描,每个阵元的聚焦深度为二毫米,并使用3000m/s 的纵波进行测量。
当所有晶片都被激发后,对于每层的厚度,可以计算出其声速,然后再用这种方式确定该区域内是否存在缺陷。
如果发现了缺陷,那么就要继续沿着垂直方向逐渐移动探头来检查缺陷的位置、大小以及形状等信息。
复合材料零件贫胶缺陷的形成和改善
复合材料零件贫胶缺陷的形成和改善
复合材料零件的贫胶缺陷是影响零件完整性、强度和可靠性的主要原因之一,其形成及改善均关系到复合材料零件的成功应用。
贫胶缺陷的形成主要源于加工技术、成型工艺、模具设计、材料配比等方面。
加工技术表现为压力实施过程中缺乏均匀性,羊毛散发等现象;成型工艺表现为模具温度不均匀以及模具凝胶网栅等;模具设计表现为模具表面不光滑,引发凝胶栓粒,严重影响复合材料分层结构;材料配比方面,主要是缺乏对胶基配比的准确控制,起材料的基体层没有良好的内部裂缝拉伸性能,降低了油墨附着性能。
要改善贫胶缺陷必须从提高复合材料零件表面均一性入手。
一方面可以调整加工装备参数和因素,实现压力实施充分均匀,避免空洞、缺面和羊毛散发等现象的产生;另一方面可以采用热采空气凝胶工艺,通过引入热采空气使模具温度更加均匀,尤其是对于产生精细贫胶缺陷的复杂零件,有效提高复合材料零件的表面均匀性;还可以在模具设计表面采取光滑处理,有效提升模具表面光滑性,减少凝胶栓粒的形成;还可以改进材料配比,科学制定胶组分基本配比,针对胶料特性进行科学配比调节,提高材料表面基体层内部裂缝拉伸性能,降低贫胶缺陷发生概率。
综上所述,贫胶缺陷形成主要与复合材料零件表面均匀性有关,要想改善贫胶缺陷必须从加工,成型,模具设计和材料配比等方面科学细致地研究,分析确定复合材料零件表面均匀性的群体标准,逐步实现贫胶缺陷的改善。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
复合材料的分层缺陷引言目前被广泛用于飞机承力构件的纤维增强树脂基复合材料(CFRP)主要是层合板与层合结构。
在层合板的制造过程中,常由于许多不确定的因素,使复合材料结构发生分层、孔隙、气孔等等不同形式的缺陷;同时,复合材料层合板在装配与服役过程中所受到低能冲击很容易引发各种形式的损伤。
由于增强纤维铺设方向的不一致常导致铺层间刚度的不匹配,引发较高的层间应力,而层间应力的主要传递介质是较弱的树脂基体,因此对于复合材料层合板,分层是其主要的损伤形式。
有报导统计,复合材料层合板在加工、装配和使用过程中产生的分层损伤,占缺陷件的50%以上[1]。
分层常存在于结构内部,无法根据表面状态检测出来,并且分层的存在极大地降低了结构的刚度,特别在压缩载荷作用下,由于发生局部屈曲而导致分层扩展,使结构在低于其压缩强度时发生破坏。
在飞机研制与制造过程中,复合材料层合板的分层损伤问题一直是难以解决的结构问题之一,也是影响CFRP 在结构组分中应用的主要限制因素。
因此,如何充分地结合试验测试,利用数值模拟的方法评估分层的许和容限,成为决定飞机结构综合性能的亟待解决的关键问题。
1.1分层产生的原因Pagano 和Schoeppner [2] 根据复合材料构件的形状,将分层产生的原因分为两类。
第一类为曲率构件,工程中常见的曲率构件包括扇形体、管状结构、圆柱形结构、球形结构和压力容器等;第二类为变厚度截面,工程中常见于薄层板与补强件连接区域、自由边界处、粘合连接处及螺栓接合处等。
在上述结构件中,临近的两铺层极易在法向和剪切向应力作用下发生脱胶和形成层间裂纹。
以外,温湿效应、层板制备和服役状态等亦是分层产生的原因。
由于纤维与树脂的热膨胀系数以及吸湿率均存在差异,因此,不同铺层易在固化过程产生不同程度的收缩并在吸收湿气后产生不同程度的膨胀,不同程度的收缩与膨胀所产生的剩余压力是导致分层的源头之一[3,4] 。
在层合板的制备过程中,由于手工铺设质量具有分散性,极易形成富树脂区,进而引发树脂固化时铺层间的收缩程度差异,使层间具有较低的力学特性,极易形成分层[5,6] 。
在服役过程中,低速冲击所产生的横向集中力是层合板结构形成分层的重要原因之一。
冲击引发的临近铺层间的内部损伤、层合板制造过程中工具的掉落、复合材料部件的组装及维修以及军用飞机及结构的弹道冲击等均会引发层间分层。
1.2 分层的种类Bolotin [5,6] 将分层分为内部分层(Internal delaminations)和浅表分层(Near-surface delaminations)两类。
其中,内部分层源自层合板的内部铺层,由于树脂裂纹和铺层界面间相互作用而形成,它的存在会降低结构件的承载能力。
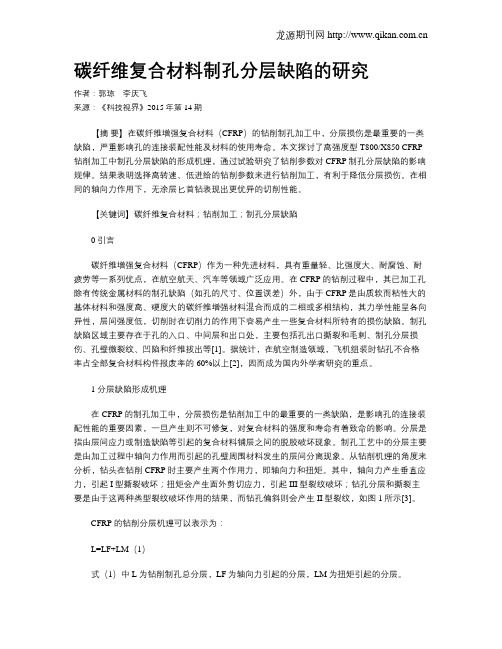
特别是在压缩载荷作用下,层合板的弯曲行为受到严重影响(如图1)。
虽然分层将层合板分为两个部分,但是由于两个子层板变形间的相互作用,层合板呈现相似的偏转状态,发生整体屈曲。
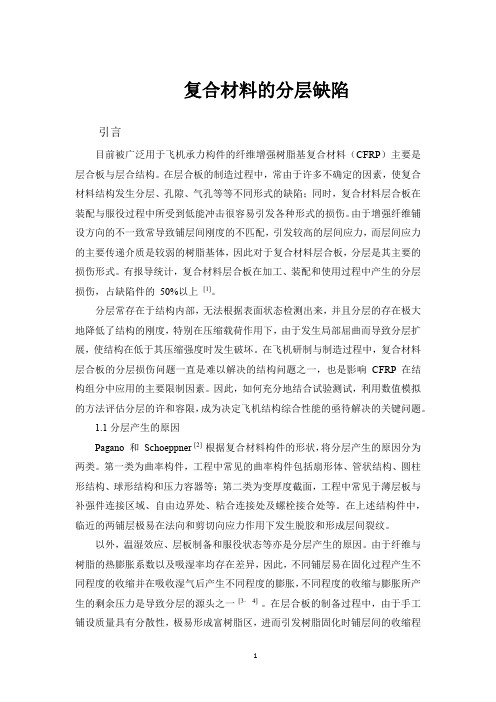
图1 内部分层及对结构稳定性的影响浅表分层产生于层合板接近表面的浅层位置,呈现出比内部分层更为复杂的分层行为。
分层区域的变形受到厚子板的影响相对更小,浅表处的分层部分并不一定受较厚的子板的牵制而变形,因此对于浅表分层,不仅需要考虑浅表分层的扩展,还需要考虑分层子板的局部稳定性。
根据载荷形式及分层状态可将浅表分层分为如图2所示的种类。
图2 浅表分层的种类在分层产生后,内部分层和浅表分层在静承载和疲劳载荷作用下可能发生分层扩展,层合板的强度和稳定性明显下降。
确定分层缺陷的形式对复合材料结构的完整性是十分层重要的。
1.3分层的微观结构在微观尺度下,层间裂纹扩展后将在裂纹前缘形成损伤区域。
根据树脂的韧性和应力水平(I 型,II 型,III 型和混合型,如图3 所示),损伤区域的尺寸和形状呈现不同的状态。
剪切载荷下裂纹尖端应力场的衰减较缓慢,因此II型和III 型裂纹尖端的损伤区域比I 型区域广。
此外,受树脂基体的影响,脆性与韧性树脂基体的损伤状态具有明显的区别。
在脆性树脂体系下,I 型裂纹尖端的损伤区域会发生微裂纹的合并和生长以及纤维—树脂间的脱胶现象,上述现象都会诱发裂纹前进,其中,脱胶行为的发生常伴随着纤维桥接和纤维断裂现象的发生。
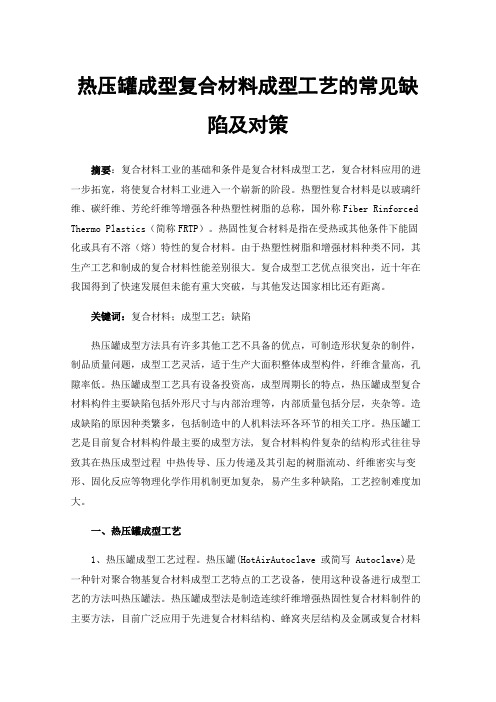
而对于剪切模式的II 型和III型分层,裂纹前缘处的微裂纹发生合并的现象,并与铺层角度呈45°方向扩展,直至到达富树脂区域。
界面处微裂纹的合并在纤维间的树脂区域呈现锯齿状,如图4所示。
而对于韧性材料体系,裂纹前缘的塑性变形推进裂纹扩展,呈现出韧性断裂并伴随层间脱层现象的发生[7]。
图3 I 型、II 型和III型裂纹拓展模式图4 层间II 型分层的扩展模式:(a)裂纹尖端处微裂纹的形成;(b)微裂纹的生长及张开;(c)微裂纹的合并及剪切尖端的形成2 准静态下分层行为预测方法分层力学由前苏联的固体物理学家Obreimoff (1894-1981)最先着手研究,1930 年,他在题名“The Splitting Strength of Mica”[8]的论文中详细讨论了层间断裂韧性并研究了在剪切力作用下云母试样的分层现象。
时至今日,分层的力学问题在吸引重多科研工作者兴趣的同时,已取得了突出的成果,分层行为的预测方法发展成为强度理论方法、断裂力学方法和损伤力学方法等三类。
2.1 强度理论方法强度理论方法是研究分层问题的传统方法,是以结构或材料抵抗损伤发生的能力为基础,通过将材料内部的节点应力与界面强度的大小进行比较来判断界面是否发生分层。
该预测分层损伤的方法由Whitney 等[9]首先提出;在进一步应用平均应力准则的基础上,Kim 等[11]对受拉、压载荷作用下的层合板的分层产生时的临界载荷值进行了预测。
但是由于不连续铺层端部易出现应力奇异,应力准则方法高度依赖网格尺寸;且由于平均应力准则或点应力准则都引入了特征长度的概念,而特征长度并没有很强的理论基础,使该方法不能够准确地预测分层扩展行为[12]。
2.2 线弹性断裂力学方法断裂力学方法通过计算裂纹尖端应力场与裂纹尖端张开位移来评价界面的损伤状态。
在忽略材料非线性的前提下,可以采用线弹性断裂力学方法(LEFM)有效地预测分层扩展状态,该方法的核心内容为裂纹尖端能量释放率的计算。
计算应变能释放率的常用方法包括虚裂纹扩展技术(VCCT)、J 积分、虚裂纹扩张和刚度微分方法等,通过比较应变能释放率分量的组合式与某临界值间的关系,可以对分层的状态进行预测。
2.3 损伤力学方法损伤力学方法是通过引入微缺陷/ 微裂纹的面积等形式的损伤变量来预测界面处分层状态,相比断裂力学方法,该方法不仅可以预测已存在裂纹的扩展状态,更重要的是,可以预测新裂纹的产生。
以内聚力理论为基础,该方法考虑了复合材料基体与增强相间以化学反应的形式生成的一层界面物质层,以界面参数的形式,充分地反映了界面物质层的模量、强度和韧性等材料参数。
内聚力裂纹模型由Dugdale [13]和Barenblatt [14]首次提出:材料在屈服应力的作用下,会在裂纹前缘形成薄的塑性区域,在该区域范围内的裂纹表面有应力作用,此作用力为“内聚力”;而与之相对的裂纹表面不受任何应力作用的区域为断裂区(如图5所示)。
图5 内聚力模型虽然内聚力模型属于局部损伤模型[15],对网格具有依赖性,但由于其支持网格间的相互独立,因此可以方便地实现网格的充分细化,达到准确计算的目的。
采用内聚力模型方法可以同时预测分层的产生和扩展,可以同时完成损伤容限和强度分析。
参考文献:1 王雪明, 谢富原, 李敏, 王菲, 张佐光. 热压罐成型复合材料构件分层缺陷影响因素分析 . 第十五届全国复合材料学术会议 . 20082 N. J. Pagano, G. A. Schoeppner. Delamination of polymer matrix composites:problems and assessment, (Ed.) Anonymous Kelly, A.; Zweben, D., Oxford (UK).20003 T. E. Tay, F. Shen. Analysis of delamination growth in laminated composites withconsideration for residual thermal stress effects. Journal of Composite Materials.2002, 36(11):1299~13204 A. S. Crasto, R. Y. Kim. Hygrothermal influence on the free-edge delamination of composites under compressive loading, In: Composite Materials: Fatigue and Fracture 6, (Ed.) Anonymous Armanios, E.A., Philadelphia. 1997:381~3935 V. V. Bolotin. Delaminations in composite structures: Its origin, buckling, growth and stability. Composites Part B-Engineering. 1996, 27(2):29~1456 V. V. Bolotin. Mechanics of delaminations in laminate compositestructures.Mechanics of Composite Materials. 2001, 37(5-6):367~3807 W. L. Bradley, C. R. Corleto, D. P. Goetz. Fracture physics of delamination of composite materials. AFOSR-TR-88-0020. 19878 N. Blanco. Variable mixed-mode delamination in composite laminates under fatigue conditions: testing and analysis. PhD Thesis, University of Girona. 2005 9 I. W. Obreimoff. The splitting strength of mica. Proceedings of the Royal Society of London A. 1930, 127:290-29710 J. M. Whitney, R. J. Nuismer. Stress Fracture Criteria for Laminated Composite Containing Stress Concentrations. Journal of Composite Materials. 1974, 8: 253-26511 R. Y. Kim, S. R. Soni. Experimental and Analytical Studies on the Onset of Delamination in Laminated Composites. Journal of Composite Materials. 1984,18: 70-8012 Z. Petrossian, M. R. Wisnom. Prediction of delamination initiation and growth from discontinuous plies using interface elements. Composites Part A. 1998, 29A:503-51513 D. S. Dugdale. Yielding of steel sheets containing slits. Journal of the Mechanics and Physics of Solids. 1960, 8:100-10414 G. Barenblatt. The mathematical theory of equilibrium cracks in brittle fracture.Advances in Applied Mechanics. 1962, 7:55-12915 Z. P. Bažant, M. Jirásek. Nonlocal integral formulations of plasticity and damage:survey of progress. J. Engineering Mechanics. 2002, 128:1119-1149。