显控(samkoon)HMI人机界面在空压机上运用
空压机控制面板说明书

空压机控制面板说明书空压机控制面板是空压机的核心部件之一,用于调节和控制空压机的工作状态和输出压力等参数。
对于空压机的正常运行和维护保养起着至关重要的作用。
本文将为您介绍空压机控制面板的功能及操作方法。
一、控制面板的组成空压机控制面板一般由显示屏、控制按钮、指示灯、开关、电子控制单元等部件组成。
其中显示屏用于显示空压机的各种状态和参数,控制按钮用于进行各种设置和调节,指示灯则用于指示和提示空压机的运行状态和故障信息,开关则用于控制空压机的开关机状态,电子控制单元则是控制面板的核心部件,用于对空压机进行精确的调节和控制。
二、控制面板的功能空压机控制面板的功能主要包括输出压力设定、运行参数设定、保护功能、故障诊断等。
其中输出压力设定用于设定空压机的输出压力值;运行参数设定是用于设定各种运行参数,如运行时间、周期、排气压力等;保护功能则是为了保护空压机在工作中的安全性,如过载保护、短路保护等;故障诊断则是通过控制面板显示出故障信息,指导用户进行维修保养。
三、操作方法1、开机方法:按下面板上的开机按钮,将空压机的电源开启。
2、设定输出压力:在显示屏上选择设定输出压力值,通过“+”和“-”按钮进行调节。
3、设定运行参数:在显示屏上选择需要设置的运行参数,通过“+”和“-”按钮进行调节。
4、启动空压机:将空压机的开关打到启动状态。
5、停止空压机:将空压机的开关打到停止状态。
4、故障诊断当空压机出现故障时,控制面板将会显示出故障信息,指导用户进行故障诊断和维修保养。
常见的故障信息包括电源故障、压力传感器故障、排气阀故障等。
用户可以根据指示信息及时排除故障,保证空压机的正常工作。
总之,空压机控制面板是空压机的核心部件之一,必须由专业技术人员进行操作和维护保养。
用户在使用空压机过程中,应严格按照操作方法进行使用,定期进行维护保养,以保证空压机的正常工作和寿命。
空压机电脑控制器使用方法.2009。3。17
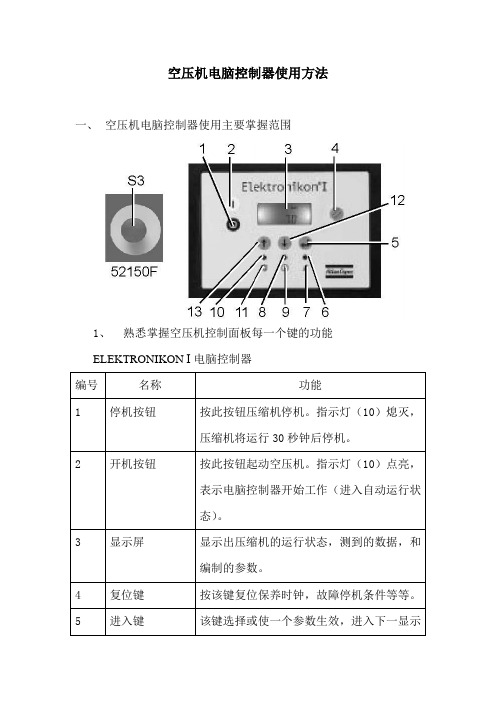
空压机电脑控制器使用方法一、空压机电脑控制器使用主要掌握范围1、熟悉掌握空压机控制面板每一个键的功能ELEKTRONIKON І电脑控制器总结:ELEKTRONIKON ІІ电脑控制器2、查阅所有的屏幕。
ELEKTRONIKON 1电脑控制器(屏幕概要)查阅运行时间:主显示屏(显示压力)向下滚动键(显示温度)r001 进入键(显示运行时间)进入键r001向上滚动键主显示屏其他登记屏幕查询从r002…r007都按照r 001的方法以此类推。
ELEKTRONIKON ІІ电脑控制器控制程序的功能查阅空压机温度:主显示屏(显示压力及运行状态)菜单测量数据表格键(显示出口压力)向下滚动键(显示机头出口温度)菜单(F1)主屏(F1)主显示屏其他查阅记录按照以上菜单查询的方法以此类推。
3、设置加载压力、卸载压力、露点温度、保养时间及其它所有参数设置。
ELEKTRONIKON 1电脑控制器(参数屏幕)设置卸载压力:向下滚动键p001 进入键(显示卸载数值)进入键(数值闪烁)向上或向下滚动键(调整数值)进入键(确认,数值不再闪烁)复位键p001 向上滚动键主显示屏(设置卸载压力值完毕)其他参数设置从p002…p010都按照p001的方法以此类推。
ELEKTRONIKON ІІ电脑控制器(参数设置方法)设置卸载压力:主显示屏(显示压力及运行状态)菜单向下滚动键修改参数参数向下滚动键卸载压力修改(F2)(数值闪烁)向上或向下滚动键(调整压力值)编制(F1)(数值停止闪烁)菜单主屏主显示屏(设置卸载压力值完毕)其他参数设置按照以上菜单设置的方法以此类推。
4、ELEKTRONIKON 1电脑控制器显示屏上使用图标。
5、保养报警复位、报警复位。
ELEKTRONIKON 1电脑控制器保养报警复位。
保养报警复位:主显示屏向下滚动键r005 进入键(显示运行时间)复为键(运行时间数值闪烁)进入键(数值为0.000)复为键r005 向上滚动键主显示屏(保养报警复位完毕)ELEKTRONIKON 1电脑控制器报警复位当空压机出现故障报警时,停下空压机、断开电源;排除故障。
空压机的控制面板操作

空压机的控制面板操作空压机是一种常见的工业设备,广泛应用于制造业、建筑业等领域。
而空压机的控制面板是操作和监控空压机运行的重要部分。
本文将介绍空压机控制面板的功能和操作方法,以帮助读者更好地运用空压机。
一、空压机控制面板的功能空压机控制面板通过按钮、指示灯、数字显示器等元件,实现对空压机运行状态的监控和控制。
主要功能如下:1. 启动和停止空压机:控制面板上通常有一个“启动”按钮和一个“停止”按钮。
通过按下“启动”按钮,空压机可以开始运行;而按下“停止”按钮,则可以停止空压机的运行。
2. 控制空压机的压力:在控制面板上,可以设置空压机的目标压力。
当空气压力达到设定值时,控制面板会自动减小或停止空压机的输出,以避免过高的压力对设备和管道造成损坏。
3. 监测空压机的状态:控制面板上的指示灯可以显示空压机的运行状态。
比如,绿色的指示灯表示空压机正常运行,红色的指示灯则可能表示故障或异常。
4. 温度和压力的监测:控制面板上的数字显示器可以显示当前空压机的温度和压力数值。
这些数据对于了解空压机的运行情况和进行故障诊断非常重要。
二、空压机控制面板的操作方法1. 启动空压机:首先,检查控制面板上的主电源开关是否处于关闭状态。
然后,按下控制面板上的“启动”按钮,空压机会开始运行。
在空压机启动后,注意观察指示灯的状态,确认空压机是否正常工作。
2. 设置目标压力:通过控制面板上的旋钮或按钮,将空压机的目标压力设定为所需数值。
根据实际需求,可以适当调整目标压力值。
3. 监控空压机状态:在空压机运行过程中,时刻关注控制面板上的指示灯和数字显示器。
如果出现红色指示灯闪烁或数字显示器显示异常数值,可能表示空压机存在故障或异常状况。
这时,应及时停止空压机并进行故障排查。
4. 停止空压机:当需要停止空压机时,按下控制面板上的“停止”按钮即可。
同时,关闭主电源开关,确保空压机完全停止运行。
三、常见问题及解决方法1. 控制面板无法启动空压机:检查主电源开关是否打开,确保电源供应正常。
基于PLC和MCGS工控组态软件的空气压缩机自动控制系统设计

1 系统的整体方案设计
空气压缩机被广泛应用到各企业中,传统空气压缩 机是通过储气最大、最小压力值 Pmax 和 Pmin 利用进气阀 门对储气罐压力进行控制。当压力低于系统设定最小 压力值时,将进气阀打开,空气压缩机运行为满负荷;相 反 ,使 进 气 阀 关 闭 ,空 气 压 缩 机 运 行 为 低 负 荷 。 通 过 变 频器使变频调速技术对空气压缩机交流供电频率进行 变换,对电机转速进行调整,改变空气压缩机功率,平稳 变 换 负 荷 ,使 电 网 冲 击 和 机 械 冲 击 得 到 降 低 ,有 效 节 约 能耗、降低成本[3],系统整体结构如图 1 所示。
Keywords:automatic control;air compressor;configuration software;power control;hardware design;human machine interface;parameter display
0引言
在 自 动 化 技 术 、计 算 机 技 术 不 断 发 展 的 过 程 中 ,大 部分领域和行业都和自动化控制及网络化具有密切关 系,在煤矿中更加的显著,包括风动机械企业和工厂,其 与空气压缩机具有密切关系[1]。空气压缩机在工业生产
基于 PLC 和 MCGS 工控组态软件的 空气压缩机自动控制系统设计
冯玉龙 , 1,2 李 杨 2
(1. 河北科技大学,河北 石家庄 050000;2. 河北白沙烟草有限责任公司,河北 石家庄 050000)
摘 要:针对目前空气压缩机在实际运行过程中可靠性差、能耗大的问题,设计基于 PLC 和 MCGS 工控组态软件的空气
2021 年 7 月 1 日 第 44 卷第 13 期
PLC和变频器在空压机节能改造中的应用

PLC 和变频器在空压机节能改造中的应用发布时间:2021-05-10T16:11:12.953Z 来源:《科学与技术》2021年第29卷第3期作者:李文海[导读] 在工业生产空压机的运行工作中,过去的传统控制方法主要还是以人力为主李文海清远市德厚咨询服务有限公司 511510摘要:在工业生产空压机的运行工作中,过去的传统控制方法主要还是以人力为主,配备有专业的控制技术,这样可以充分提高空压机运转的效率。
PLC和变频器作为新时代发展的产物,是一种在技术层次上革新的新技术,在空压机系统中使用该技术,可以大大提高空压机系统运行的效率和质量,有效简化繁琐的工作流程,拓宽空压机的控制面积从而有效提高空压机运行的可靠性和有效性,在实际工作中将PLC技术与空压机进行有机融合,实现空压机和技术的统一,可以充分提高空压机系统的运行质量,提升系统的使用水平,推动空压机系统运行质量的提高。
鉴于此,对PLC和变频器在空压机节能改造中的应用提出了一些建议,以供参考关键词:PLC;变频器;空压机;节能改造应用引言社会不断发展下,PLC技术和变频器也得到迅猛发展,该技术作为空压机布控中的革新标志,在当前工程施工中具有十分重要的作用,PLC技术和变频器改变了传统技术中需要人力进行的弊端,提高了空压机管理的智能化和可靠化,进一步提高了空压机设备运行的稳定性,使设备运行处在一个安全的状态之下。
1、PLC概念PLC,即可编程控制器,作为一种新型的工业自动化控制技术,是计算机、通信、自动控制等前沿颠覆性科技与传统顺序控制器融合的产物,主要作用为取代并优化传统的继电器、执行逻辑等顺序控制功能,建立一种具有柔性特征的远程自动化控制网络及系统,具有极强的适应性、便捷性、抗干扰性、稳定性、高效性,其在各行业中具有广阔的应用前景。
PLC技术的原理为循环扫描,在其运行过程中,CPU根据用户的控制需求编制相应的控制程序,将其存储在存储器中。
随后,根据用户的指令顺序执行存储器中的程序。
昆西空压机触摸屏控制介绍

标准工业PLC,扩展方便,支持 Profibus等通讯协议
昆西螺杆式空气压缩机 触摸屏控制功能介绍
触摸屏控制
人机界面及主要控制功能
界面友好,中、英、法、西班牙 文四种语言显示 可显示查看温度、压力历史曲线 图(可存储120小时内的历史记录) 多种网络运行程序设计和选择 昆西提升阀控制
昆西螺杆式空气压缩机 触摸屏控制功能介绍
触摸屏控制
人机界面及主要控制功能
SIEMENS 更高型号标准工业PLC SIEMENS HMI520彩色触摸屏 星-三角降压启动 可逻辑联控干燥机 运行模式选择:自动/双重,连续, 网络(16台)
昆西螺杆式空气压缩机 触摸屏控制功能介绍
触摸屏控制
人机界面及主要控制功能
系统时间设置
总运行时间和加载运行时间记录
电源中断恢复后自动启动设定以 及延时时间设定
实时监控工作压力和温度
维护时间设定和显示
昆西螺杆式空气压缩机 触摸Байду номын сангаас控制功能介绍
触摸屏控制
人机界面及主要控制功能
自动双重模式卸载延时停机时间 设定 故障报警显示 故障报警记录,时间和故障内容 运行及报警参数设置及密码保护
Samkoon远程控制AKR触摸屏功能操作说明

S a m k o o n远程控制A K R触摸屏功能操作说明文档编制序号:[KKIDT-LLE0828-LLETD298-POI08]Samkoon远程控制(AK-R触摸屏)功能操作说明一、概述远程控制主要用于HMI与PLC的1:1串口连接,支持RS232/422/485,然后将单一设备引入工厂系统,实现物联网及广域网的控制。
其原理是将HMI串口连接到远程控制器的COM1,PLC串口连接到远程控制器的COM2口,原理图如下:二、远程PC(或手机APP)监控功能1、打开“RemoteHMI”软件,双击“COM配置”,配置远程控制器(或HMI选择远程客户端)参数,配置远程控制器连接的PLC及参数,配置IP参数(客户端在HMI参数设置里配置),指定远程控制器的IP,添加到指定的WIFI(如更换WIFI,需要在此指定配置后下载)2、新建画面,可添加连接设备或PLC的相关变量进行监控和控制操作,如下图:3、然后,找到RemoteHMI安装后的位置,点击打开“”文件,这样PC才能通过服务器远程监控数据,如下图:4、打开浏览器,输入:,如没有用户,请先注册用户再行登录,如下图:5、登录后,添加远程控制器(AK-HMI则是背后的SN序列号)的SN,一般远程控制器正上部会贴有“RG+12位数字”,输入后,在远程控制器上插入U盘,点击获取验证码,正常情况下,会听到“滴”的一声,说明获取验证码成功,拔出U盘,插入电脑,打开U盘里“”文件,提取验证码,输入到浏览器,确定添加设备成功,如下图:浏览器添加设备提取U盘的验证码6、下载对应的HMI组态工程项目到HMI,PLC程序到PLC,一切配置成功,我们就可以通过PC打开“pcAppsys”或者手机APP打开“HMI Client”远程监控PLC的数据了,如下图:7、这样即可进入对应画面远程监控PLC数据。
注意这儿的监控画面是独立于HMI工程画面,对关键参数的监控,需要独立编程组态。
显控(samkoon)HMI人机界面在污水系统上运用

Samkoon触摸屏在城市污水处理系统中的应用一、系统总述系统采用集中分散的控制方式,操作可分为远程/就地、自动/手动的切换方式。
下位采用ABB系列PLC作为系统控制的核心,负责对整个系统的数据进行采集及处理,把收集的数据信号统一输进电脑和主控触摸屏工艺流程画面显示并通过具体编程输出去控制现场的所有设备。
中控操作站计算机和主站触摸屏是操作员监控及获取数据的平台,系统包括以下功能:用户登录;实时工艺流程图显示;报警显示;实时曲线、历史曲线;参数设置;事件记录;报表处理。
二、控制方式1、集中控制:统一在控制室进行设备的操作触摸屏画面上可显示各个设备的运行状态、启动停止设备及转换自动/手动控制方式、水池液位的高低、现场仪表的实时参数、实时数据曲线和历史数据曲线、及系统的报警信号等;启动、停止设备及转换自动/手动控制方式。
分散控制:通过现场的操作站进行操作2、分散控制:本地站控制在各个设备的附近放有相应的操作站电柜,每个站配置触摸屏和PLC系统,可在本地站单独对本地设备进行手动、自动操作和检测仪器仪表的数字设、显示和调试。
三、实时工艺流程图显示实时动态地显示全厂工艺流程图,流程图上包含各种设备实时运行状况、各种实时工艺参数。
由于屏幕大小限制,不能在一幅画面显示污水处理厂全厂工艺流程图、所有设备状况、工艺参数,需要多幅画面进行流程图显示,通过画面切换进行流程图显示切换。
该系统采用显控26万色触摸屏,使工程中插入的各设备的图片可以清晰的显示,管道的动态流程流畅的运行,更生动的来实现工艺的流程。
四、用户登录操作员必须输入正确的用户名和操作密码进行登录后才能进入系统。
系统对不同的用户赋予了不同的操作权限,分为操作员权限和管理员权限。
操作员只能进行设备操作和数据浏览,管理员可进行设备操作、数据浏览、参数设定、用户和密码维护。
五、报警每个可能出现的报警有四种状态:报警未消失未被确认;报警未消失已被确认;报警消失未被确认;报警消失已被确认;系统应对报警进行分组处理,按监控范围进行分组。
显控samkoon三轴包装机控制器说明书

寿命。 16、循环停止功能
三轴从包装速度同步减速停机到停机位置,实现柔性停机,同时保证停在停机位置, 保障了下次启动和保证机械寿命。 17、整机点动功能
模拟正常包装,观察整机包装效果。 状态显示、报警功能 显示机器状态和温控状态。 18、高级参数密码设定功能 拥有高级参数密码方可设定机械系数,同时也可以修改高级参数。 19、恢复出厂设置功能 通过恢复出厂设置功能,清除用户设定的数据,恢复到机器出厂的默认数据。
PAK-310枕式自动包装机控制器使用灵活、功能强大,支持三伺服/双伺服单变频输出 并集成控温系统。运动控制部分:通过电子凸轮和多轴同步控制技术,实现对包装机三轴 的独立控制和位置控制;采用三轴加速启动和减速停机,具有良好的控制精度及柔和性, 有效保障机器寿命。控温系统部分:具有标准PID、AI人工智能调节APID等多种调节方式, 具有自学功能、抗扰动能力,对时滞严重系统有超调小的优良控制特性,精确稳定。
根据实际的伺服报警信号对应选择该选项。 送料变频/伺服控制:根据机器实际情况选择该对应选项。
08
面 板 说 明 枕式包装机控制器说明书
图9 系统配置页面
(3)限时时间 显示时间包括:上电时间、工作时间、包装时间和限时时间。在打开限时功能的情况
下,限时时间才会起作用,直到定时时间到,机器就会被锁住而无法使用,只有输入正确 的解限时密码才能对机器解锁。
4、自动测量袋长功能 在跟踪色标条件下,通过膜电机转动和色标信号自动计算出袋长。
5、丢色标停机功能 在跟踪色标条件下,持续达到用户设定的丢标次数会自动停机,保证包装精度。
6、定量停机功能 包装数量达到设定值后会减速停机。
空压机集中控制及在线监测报警系统的研究与应用_鞠新志

系统的控制要求如下:手自动转换开关为手动 状态的空压机, 仅受其 Delcos3100 控制器控制,以 方 便 机 器 检 修 和 维 护 , 此 时 PLC 只 能 采 集 该 Delcos3100 控制器中的数据而不能控制空压机;手 自动转换开关为自动状态且远程控制无效的空压 机, 将由 PLC 进行集中监制,PLC 根据风压的变化 来决定投入运行的空压机台数,维持风压能够满足 井下用风的需要,并且依据空压机运行时间的长短 使它们轮换工作;当触摸屏上的远程控制设置无效 时,上位机只能监测到空压机的运行状况而没有控 制权限,当远程控制有效且手自动转换开关为自动 状态时,空压机将只受上位机远程控制。
10) 本系统要求作为一个新的子系统纳入原来 的锦丘煤矿机电自动化系统,要求本系统上位机程 序与原系统上位机程序融为一体。 1.2 触摸屏配置设计
系统采用西门子 TP270-10 型触摸屏作为车间 级的集中监控站。 它是基于标准操作系统 Microsoft Windows CE 的多功能人机交互界面,具有强大的数 据采集和管理功能,稳定可靠,界面友好,图形显 示,操作和管理方便。 操作人员可以通过图形和菜 单的方式查看空压机的运行状态及实时数据,设定 空压机的压力、时间等运行参数,查看系统的历史 数据、故障报警信息,并可设置是否允许上位机远 程控制空压机。 触摸屏直观显示了空压机组的运行 状况,操作方便快捷,避免了定时巡检记录的烦琐 工作,大大提高了工作效率和管理水平。 1.3 上位机配置设计
基于触摸屏PLC一体机的空压机组控制系统设计

营
运成本,提升企业产品成本 ,让企业获得更的发展。
本次设是对3台单独的空压机,白天是 生产 .所以 的 量是2台. 上 为 有一 部
班,所以开启的数量是1台。设计时,3台中任意2台可以开
组, 以
组成1个空压机组,有单独的统一控制 :, 控制空压机 动的 量、 理供气、减少
设备 成本的目的 设 ,需 的 、直 、 .空压机 和 的
2.3 PLC程序设计 空压机组PLC软元件设置参数如表3所示,程序部分梯
形图如图5至图11所示。
3结语
本文详细分析介绍了基于触摸屏PLC 一体机的空压机 控制系统设计, 达优控触摸屏PLC —机为主体, 出了详细的触摸屏界面设计过程和PLC程序,并结合A公
8 机电信息2021年第20期总第662期
控制在0.95( )〜
0.95(滞后) 续可调。
3结语
本文通过对江苏某厂新能源项目的思考和分析发现 蓄电 能系统能极大地提高电能使用效,减少使用成 本,提高经济效益。由于电能不能直接被存下来,能技 术的突破成为世界性难题,不少学者为了能使用户在电能 使用高峰期免受停电影响,提倡将“电能转换成势能”技术 普及应用到生活中,也希望其他 能方式被普 应用的那 一天可以早点来临。
PLC梯形图编写后通过数据线连接,实现与一体机的
触摸屏PLC 一体机的 关量 为电动阀
、 停 关和压力 感
电 出 控制电动
阀和各台空压机的开关。GX Developer为三菱PLC的编程
件[5],具有
发、 、参数设、
控、 等
功能。要安装这个软件,先要打开GX编程软件MBLSOFT%
Bnamel里的环境包,打开GX Developer里的SBTUP.BXB安
阿特拉斯空压机控制屏控制程序的功能
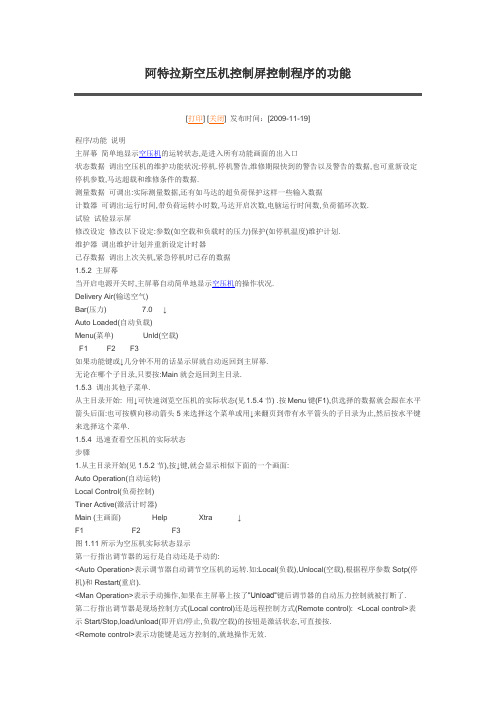
阿特拉斯空压机控制屏控制程序的功能[打印] [关闭] 发布时间:[2009-11-19]程序/功能说明主屏幕简单地显示空压机的运转状态,是进入所有功能画面的出入口状态数据调出空压机的维护功能状况:停机.停机警告,维修期限快到的警告以及警告的数据,也可重新设定停机参数,马达超载和维修条件的数据.测量数据可调出:实际测量数据,还有如马达的超负荷保护这样一些输入数据计数器可调出:运行时间,带负荷运转小时数,马达开启次数,电脑运行时间数,负荷循环次数.试验试验显示屏修改设定修改以下设定:参数(如空载和负载时的压力)保护(如停机温度)维护计划.维护器调出维护计划并重新设定计时器已存数据调出上次关机,紧急停机时已存的数据1.5.2 主屏幕当开启电源开关时,主屏幕自动简单地显示空压机的操作状况.Delivery Air(输送空气)Bar(压力) 7.0 ↓Auto Loaded(自动负载)Menu(菜单) Unld(空载)F1 F2 F3如果功能键或↓几分钟不用的话显示屏就自动返回到主屏幕.无论在哪个子目录,只要按:Main就会返回到主目录.1.5.3 调出其他子菜单.从主目录开始: 用↓可快速浏览空压机的实际状态(见1.5.4节) .按Menu键(F1),供选择的数据就会跟在水平箭头后面:也可按横向移动箭头5来选择这个菜单或用↓来翻页到带有水平箭头的子目录为止,然后按水平键来选择这个菜单.1.5.4 迅速查看空压机的实际状态步骤1.从主目录开始(见1.5.2节),按↓键,就会显示相似下面的一个画面:Auto Operation(自动运转)Local Control(负荷控制)Tiner Active(激活计时器)Main (主画面) Help Xtra ↓F1 F2 F3图1.11所示为空压机实际状态显示第一行指出调节器的运行是自动还是手动的:<Auto Operation>表示调节器自动调节空压机的运转.如:Local(负载),Unlocal(空载),根据程序参数Sotp(停机)和 Restart(重启).<Man Operation>表示手动操作,如果在主屏幕上按了”Unload”键后调节器的自动压力控制就被打断了.第二行指出调节器是现场控制方式(Local control)还是远程控制方式(Remote control): <Local control>表示Start/Stop,load/unload(即开启/停止,负载/空载)的按钮是激活状态,可直接按.<Remote control>表示功能键是远方控制的,就地操作无效.第三行表示为计时器的开机停机命令是否在激活状态,见(1.15.13)2. 按↓键可以获得其它数据(如空压机的实际运行条件)1.5.5 状态数据菜单状态数据子目录给出了有关空压机保护功能的状态信息(如停机 .停机警告,维护器警告和一般警告)以及重新设定停止,马达超载和服务条件.步骤:从主屏幕开始(见1.5.2)按Menu(F1),用水平箭头选择状态数据.按横向移动键(LED中的5)1.5.5.1无信息存在在这种情况下,LED的7不存在,显示屏的信息表明所有条件正常(Fig1.12)All conditionsAre OKMenuF1 F2 F3图1.12状态数据屏的实例1.5.5.2 有停机信息存在在空压机停止时,LED中7会闪光.如果是由于空压机的出口温度过高导致的停机,就会显示以下屏幕: Element outletC 122Shd Max 120Menu** **RsetF1 F2 F3图1.13状态数据屏的实例1. 指示器(**)会闪光.屏幕显示传感器(空压机的出口)的实际可读温度(122℃),及空压机停机(Shd)设定(120℃).2. 可以继续翻页到其它菜单,检查其它参数值.当返回到数据菜单时,可供选择的(“Shutdowns”会闪光,按横向移动键5返回到停机屏幕来选择(“Shutdowns”).重新设定停机参数1. 关闭电源开关后处理问题,在修复完毕并且停机显示消失后,开启电源开关,按Rset(重新设定)键.2. 按Menu和 Main键返回主屏幕并按I键重新启动空压机.马达超载之重设1. 关闭电源开关并处理问题,过负荷继电器(F2)冷却后会自动重新设定,但冷却风扇的断路器(Q15)必须重置.开启电源开关,按Rset(重新设定)键.2. 按Menu和Main键返回主屏幕并重启空压机.1.5.5.3存在停机警告信息1.如有停机警告出现,LED上的7灯亮,会出现类似下面的屏幕:Delivery airBar 7.0*Shutd Warn*Menu** **UnldF1 F2 F3图1.14停机报警的实例2指示器(**)闪光和信息*Shutd Warn*会交替出现,无论空压机是空载还是带负载运行.3. 按Menu和横向移动键5来选择状态数据菜单:保护(Protection)会闪光.4. 按横向移动键5来选择报警闪光项.屏幕显示如下:Element outletC 116Shdw Max 110Menu** **F1 F2 F3图1.15停机报警的实例屏幕上说明空压机温度太高(116℃),参照第六节修复问题.5. 如有需要,按O键直到空压机停止为止.6. 关闭电源开关,检查并修复空压机.7. 当报警条件除去时,报警信号也会消失.1.5.5.4出现维护器报警信号1.LED上的7灯亮,会出现类似下面的屏幕,如图1.16所示:Delivery airBar 7.0*Serv Requir*Menu** **UnldF1 F2 F3图1.16报警屏幕的实例2指示器(**)闪光和维护器报警信号会交替出现,无论空压机是空载运行还是带负荷运行.3. 按Menu和横向移动键5来选择状态菜单:维护器项(Service),闪光4. 翻页并按横向移动键5来选择下面二报警闪光项:<Inputs>:如果维护器超出了预设的报警标准(如油分的最高压力露点).见8.2节.<Plans>:如果维护计划时间间隔超限.5. 停止空压机并关闭电源6. 如果维护器信息为上述的<Inputs>(油分故障):就更换分离器.开启电源,翻到状态数据菜单的<Inputs>并按Rset键,重新设定维护信息.7. 如果维护器信息为上述的<Plans>:执行有关指示计划的维修动作,重新设定1.5.15节里记述的有关计划的计时器.1.5.5.5 出现报警信号及处理1. LED上的7灯亮,在屏幕上会出现一个报警信息.2. 指示器(**)闪光和服务报警信号会交替出现,无论空压机是空载运行还是负荷运行.此警告指出:空压机的冷却水,冷却水的出口温度超过了设计报警温度.内置干燥机(配有干燥机的空压机),露点温度超出了报警温度.3. 停机4. 关闭电源,检查并修复空压机.1.5.6 测量数据菜单功能:按Menu(F1) 按↓到 Measured data 画面按横向移动箭头5激活菜单Delivery airBar 7.0Menu ↓F1 F2 F3图1.17状态数据屏的实例2按↓可见一组实际测量数据(见图1.9)3. 如果有一个传感器连接到了停机,维护器或报警功能上面的话,只要按横向移动箭头5就可以调出与其有关的实际测量数据.1.5.7 计数器菜单功能: 允许操作员调出:运行时间带负荷时间马达启动次数电脑运行时间步骤1. 从主屏幕开始(见1.5.2) 按Menu(F1)按↓到Counters画面按横向移动箭头5激活此菜单2. 按↓就可见到上面提到的数据.(也可见图1.9)1.5.8 试验菜单功能可修改图1.9提到的许多数据.步骤1. 从主屏幕开始(见1.5.2) 按Menu(F1)按↓到Modify setting画面,按横向移动箭头5激活菜单2. 水平箭头将指向Display test选项.3. 按→←第一条(负载压力)及它的设定都会出现4. 使用↓翻到水平箭头指向的已修改的参数.1.5.10.1 空/负载上下限压力修改压力段如果合适的话,操作员可以随空/负载压力的不同而设定二个压力段(1段和2段).1段的设定指示为:<Loading pressure>及<Unloading pressure>,2段的设定指示为:<Loading pressure2>及<Unloading pressure2>.例如:1 段压力设定:Loading pressur: 6.4barUnloading pressur: 7.0bar2 段压力设定:Loading pressur: 4.0barUnloading pressur: 6.0bar步骤1. 负载压力参数的设定1) 参照上节选择负载压力参数:Loading pressBar 6.0Menu Mod ↓F1 F2 F3图1.18为修改参数菜单3).Lim(F2)键可查看参数的上下限,用↓或↑调整压力参数值.4).按Prong(F1)编写输入新设定值,或按Canc(F3)取消修改操作.2. 修改空载压力的设定同上.3. 如果需要修改空/负载压力段2的话,则重复上述步骤..1.5.11 修改保护设定功能1. 修改保护设定停机保护(<Shd>)由于出口温度的问题停机警告(<Shdw>)由于出口温度的问题警告(<Warn>),如:冷却水回路或露点警告维护器报警(<Serv>),如:DP油分故障(最大压力降)2. 检查空压机的一些情况,如:马达超载通讯的状态.图1.9所示的参数表.注意:有些参数不能修改步骤1. 从主屏幕开始(见1.5.2)按Menu(F1)按↓到Modify setting画面,按横向移动箭头5激活此菜单2. 用↓翻页,水平箭头将指向Protection选项.3. 按→←第一条(Delivery air)及它的值都会出现.4. 使用↓翻到水平箭头指向的已修改的参数.1.5.11.1 温度上下限之设定修改1.参阅上节选择出口温度参数(Element outet):Element OutletC 94 →Shd Max 120Menu Mod ↓F1 F2 F3图1.20为修改参数菜单2.上屏幕显示的是正常温度94℃及停机温度120℃.按MOD(F2),数字120闪动,如图1.21所示:Element OutletC 120(闪动)Prog Lim Canc ↓F1 F2 F3图1.21为修改参数菜单3. Lim(F2)键可查看参数的上下限。
PLC及WinCC在空压机监控系统中的应用

124国内众多机加工行业中,压缩空气作为一种辅助的清洁动力能源,已经越来越多的参与到生产中来,因此工业上对压缩空气的供应保障要求愈加严格。
随着工业自动化的发展,WinCC及PLC作为自动化控制的核心已深入各类控制系统中,它应用领域广阔、组态功能强大,在恶劣环境中的抗干扰能力和稳定的工作状态也备受赞誉,尤其是其多样的通讯方式及很强的逻辑运算能力,使得其在控制中越来越简便。
本文介绍某石油管加工企业压缩空气系统在线监控的成功应用,实现了空压站的工艺过程监控,控制系统按照功能齐备、工作可靠、检测准确、操作简便等原则进行设计。
1 控制要求本系统以5台螺杆式空压机及配套的5台冷冻式压缩空气冷干机组成的空压站作为监控对象。
系统能够对空压站内各设备运行运行状态进行监控,监控画面集中显示了整个系统温度、流量累计、压力等各种参数,以动态方式实现空压机、冷干机的运转状态及主管网压力、温度的实时监控。
2 系统组态软件设计1)画面设计。
根据监控系统的功能和需要,其人机画面主要包括:登陆画面、空压站运行主画面、报警记录画面、报表画面、控制系统曲线画面、控制系统设置画面。
在主监控画面中可以详细的看到整个系统的工艺流程、设备运行状态;可以直观的看到空压机轴承、定子温度,空压机及冷干机出口管道压力、温度;冷却进水及外送空气压力、温度、流量及相关阀状态等的实时数据。
2)数据的采集和存储。
此系统能检测数字、模拟两种信号,系统将采集到的数据经过转换后实时显示在监控画面中,并对整个采集的数据建立状态数据库和曲线报表,以备查看。
3)参数及权限设置。
对系统中全部现场重要物理量设置上下限,所有参数设置都会被系统存储,该画面进入需要管理员权限;另外技术人员能在其权限画面上可以进行系统结构、用户流程图、各类图形和各类记录、报表的生成。
4)故障报警及记录。
系统通过将现场实时检测到的信号与系统预设的参考值进行对比,并根据故障及报警信号的类别和优先级别,设置不同响应预案,例如当故障和报警信号涉及到设备的安全运行状态的,系统根据预设要求自动停用当前设备并根据需求启用自动备用机,以保障供风在工艺要求范围内,系统对所有出现的报警及报警恢复,均进行记录并可由打印机打印出来。
PLC与触摸屏在40立方空气压缩机中的应用

M OVW
M OVW
+3 2 0 0 0,VW 7 0 0
+6 4 0 0. VW 7 0 2
MOVW
・3 4 8 ・
M 0VW M OVW M 0VW DTR DTR M OVR
I
+6 4 0 0 . VW 3 6 0
网络 6 Leabharlann LDW <= VW 3 6 0 . +0
M 0VW
+0. VW 3 6 0
M0V w + 0 ,冷 却 水 压 力
N0T M OVW +0,VW 3 5 8
网络 5
LD S M 0. 0 AI W 2. VW 3 6 0 M 0VW
一
I
+6 4 o 0,VW 7 0 8 +0.VW 7 0 6 +0 . VW 7 1 2 +0 . VW 7 1 8 VD7 0 6.VD7 1 2 VD7 5 8 .VD7 1 8 VD71 2. VD7 9 8
M 0VW M 0VW M OVW DTR DTR M OVR
网络 6 5
电 网电压 低 报 警
L DN V6. 6
AW < = 电 网 电压 ,电 网 电压 下 限
L D
AN OL D
=
Tl 3 5
T2 5 2
/ R
} R
VD3 9 8 . VD31 8
6 0 0. 0.VD3 1 8
TRUN C VD3 1 8 .VD3 5 4
M1 . 5
MO VW V W3 5 6 ,冷 却 水 压 力
空压机控制器界面软件说明书
摘要:空压机控制器采用施耐德TWD系列PLC和LCD文本显示器,根据空压机厂的技术要求编程设计。
本文说明和界定了界面部分的软件功能使用1、目的:本对控制系统软件具备的功能进行描述,以指导空压机控制器的使用。
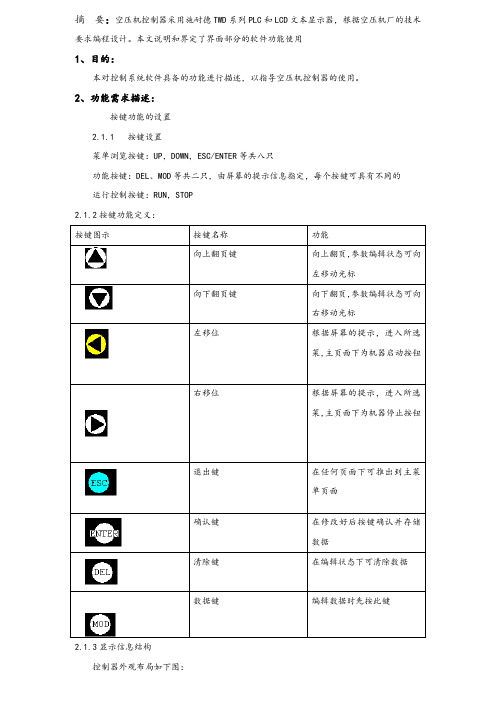
2、功能需求描述:按键功能的设置2.1.1 按键设置菜单浏览按键:UP,DOWN,ESC/ENTER等共八只功能按键:DEL、MOD等共二只,由屏幕的提示信息指定,每个按键可具有不同的运行控制按键:RUN,STOP2.1.2按键功能定义:按键图示按键名称功能向上翻页键向上翻页,参数编辑状态可向左移动光标向下翻页键向下翻页,参数编辑状态可向右移动光标左移位根据屏幕的提示,进入所选菜,主页面下为机器启动按钮右移位根据屏幕的提示,进入所选菜,主页面下为机器停止按钮退出键在任何页面下可推出到主菜单页面确认键在修改好后按键确认并存储数据清除键在编辑状态下可清除数据数据键编辑数据时先按此键2.1.3显示信息结构控制器外观布局如下图:屏幕中右侧箭头指示为屏幕按键此时的功能定义;右侧的三角形符号则指示屏幕右侧对应光标键的功能定义。
进入该画面的条件:2.3.1控制器界面主要任务是显示空压机的运行状态和相关工作参数,该画面称为“主画面”,正常运行和正常停机状态的显示信息如下:1)设备上电完成后直接进入该画面;2)在屏幕上按ESC键操作后进入主菜单;3)在其他显示画面,若30秒钟无按键操作,自动转入该画面。
2.3.2 参数编辑与查询控制器界面将需要显示的信息分类,采用三级菜单结构方式编排,用户可根据菜单项名称找到需要的菜单项进行操作,容易学习掌握,无需特别记忆。
主菜单项完全条目如下图屏幕每次只能显示其中连续的两行信息,通过UPKEY和DOWNKEY上下滑动窗口,屏幕右侧的箭头指示允许的按键操作。
该画面也称为“一级菜单”。
按下键后,显示如下,再按下键后,显示变化为:再按下键后,直到最后一行的显示变化如下,此时再按则无变化:屏幕上的ESC按下,可转到“主画面”,即显示空压机的运行状态(或停机)参数。
PLC在空压机组监控系统中的成功应用.
PLC在空压机组监控系统中的成功应用收藏此信息打印该信息添加:用户发布来源:未知1、引言在煤矿采煤生产中,空气压缩机(简称:空压机)主要负责向矿井大量的风动机械提供动力,其工作的可靠性和安全性直接影响着矿山的正常生产和经济效益。
目前大部分空压机组存在着控制方式落后、操作不方便的问题。
控制回路大多为继电器控制,控制方式采用就地分散式人工操作,由固定人员24小时值守,值守人员根据井下用风量的需求手动启动或者停止空压机,并且定时巡检、记录运行状况。
另外,空压机组耗电量很大,其中有相当长时间是在空载或轻载状态下运行,导致能耗大、机器受损严重、运行成本较高。
因此,设计一个操作方便、功能完善的全自动集中监控系统,对空压机组进行监控和保护,提高空压机组的工作效率,降低能耗,延长使用寿命,有着重要的现实意义。
2、监控系统的构成本项目空压机房有五台CompAir L250型喷油螺杆式空压机,主电机功率为250kW,供电电压为6000V,转速为1485rpm,自由排气量为42.7m3/min、最大排气压力为7.5×105Pa。
每台空压机都配有本体控制器Delcos3100,通过Delcos3100控制器的操作面板,操作人员可以就地控制单台空压机的启停、查看运行状况、设置运行参数等。
另外,Delcos3100控制器留有一个RS-485通信接口,支持Modbus RTU协议,为实现空压机组的集中监控提供了条件。
系统结构图如图1所示。
图1 系统结构图2.1 PLC配置设计系统选用西门子公司的S7-300 PLC实现集中监控。
S7-300 PLC为模块化结构,具有模块齐全、扩充方便、通信能力强、运行稳定可靠等优点,特别适合用于工业环境及电气干扰环境。
根据系统控制要求并考虑留有一定的裕量,PLC的硬件配置如下:(1)电源模块PS307:输入电压为220VAC,输出电压为24VDC,输出电流为5A,向其他PLC模块供电。
显控科技公司宣传资料简介

显控公司简介(Company profile)深圳市显控自动化技术有限公司是一家潜心于工业可视触摸控制产品---人机界面、平板电脑等核心技术的研发与攻克,专业开发、制造、销售最先进的工控产品的民族高科技企业!经过六年多的沉淀与升华,显控公司厚积薄发,以其强劲的研发创新能力、100%完全自主知识产权的核心技术和高性价比的优势深深引领我国及全球相关行业。
深圳显控公司系列产品凭借优异的性能在各行业都有越来越广泛的应用,并以其卓越的产品质量、稳定的软件运行和强大的产品功能得到了用户的一致好评。
Shenzhen Samkoon Automatization Technology Co., Ltd. is a national hi-tech enterprise of China which concentrated in industrial visual & touched controlled products --- Human-machine interface, Panel PC core technology’s R&D and capturing, professional in developing, manufacturing and saling the most advanced industrial control products! After more than six years of deposition and sublimation, Samkoon deeply leads this field with its strong research and innovation capacity, 100% completely independent intellectual property rights of core technologies and cost-effective advantages. Samkoon series products relying on its outstanding performance have become increasingly wide applications in all kind of fields.And its excellent product quality, stable software running and powerful product function have got the consumer's favourable comments.显控公司发展历程显控科技发展历程:2003年3月----几经调研与选型,成立显控研发团队,宣布正式挑战行业高难技术领域、具有发展趋势的可视化控制产品---人机界面2004年11月----全球领先技术的4.3寸、5.7寸26万色真彩数字液晶屏人机界面研发完成2005年10月----2.0版本软件顺利升级2007年3月----经过不断的测试,产品软、硬件不断完善,和成熟稳定运行,深圳市显控自动化技术有限公司正式注册成立运营2007年5月----3.0版本软件功能升级与7寸26万色真彩数字液晶屏人机界面同时完成研发2007年10月----无锡办事处成立(现已归口上海办事处)2008年2月----8寸、10.4寸26万色真彩数字液晶屏人机界面强势推出2008年3月----Samkoon--SA系列人机界面产品通过CE认证2009年2月----方便、简单、易学、好用的3.2版本软件全新升级发布2009年3月----3.5寸26万色真彩数字液晶屏人机界面在广州国际自动化技术展上隆重推出2009年5月----沈阳办事处成立,服务整个东北市场2009年8月----荣获“全国科监委行业发展战略专业委员会---工控行业调研示范基地”证书2009年9月----上海办事处成立,服务整个长三角市场2009年11月----功能强大的3.3版本软件全面升级,能满足整个行业通用需求的98% 2009年11月----获得国家知识产权局颁发的8项软件著作权证书2009年11月----显控公司代表民族HMI企业荣耀登场第十一届中国国际高新技术成果交易会电子展(简称“高交会电子展”)2009年11月底----将喜迁公司新址——深圳恒丰工业城C6栋10层……Samkoon—SA系列人机界面产品特点显控公司拥有Samkoon--SA系列人机界面100%知识产权,完全自己研发,不基于任何系统。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Samkoon HMI在空压机行业的应用
1、引言
随着国家节能减排政策的提出和工业自动化水平的提高,以及越来越多的厂家要求尽量降低设备的损耗,进而适当减少设备维护费用,如何合理的使用、维护设备已成为关键,而单纯的采用人工方式记录设备故障、设备使用时间,以及人工切换设备已经不能满足上述要求。
本文以某煤矿空气压缩机远程监控系统项目为例,采用西门子s7-300系列PLC作为数据采集和控制单元,上位机用显控SKWorkshop进行画面及参数显示,从PLC到中控室工控机采用Ethernet协议进行通讯,现场使用触摸屏显示控制画面及参数,操作人员可在中控室或者现场触摸屏上发出控制命令。
2、原理分析
该项目利用空气压缩机给煤矿井下提供气体压力,推动气动设备的运行,要求管道内的压力维持在一定的范围内,最好不好过压或者欠压,以免造成能源的浪费或者现场设备无法使用。
由PLC采集空气压缩机的参数,比如温度、压力、运行时间、故障等,上传到中控室上位机和现场触摸屏,并接受操作员发出的控制命令,再将相应的命令传给空压机,以实现控制功能,并做出相应的报警指示。
3、系统设计及实现
该系统主要由空气压缩机、PLC、I/O模块、现场触摸屏、上位机人机界面、网络通讯等部分组成,系统整体架构如图1所示。
3.1、I/O模块
本系统中需要控制空压机电源的接通与关断等,故需用到数字量输入模块,数字量输出模块,由于本系统采用西门子s7 300系列PLC,所以也需订购相应的300系列的DI,DO模块,型号分别有DI模块SM321(订货号为6ES7 321-1BH02-0AA0,DI16ⅹDC24V),DO模块SM322(订货号为6ES7 322-1BH01-0AA0,DO16ⅹDC24V/0.5A)。
另外控制柜上安装有转换开关,可以选择在本地或者远程控制该电源的接通与否,该转换开关作为输入信号,接入PLC的DI模块。
3.2、PLC单元与网络通讯单元
本文利用中小型的西门子S7-300系列PLC即可完成空压机参数的实时扫描和运算,并传送信息到中控室上位机以及现场触摸屏,另外结合操作人员在上位机和触摸屏发出的控制命令,对空压机的启停等进行控制。
S7-300系列PLC采用模块化设计,具有模块扩展和功能配置简单等特点,可以根据不同的需要灵活组合和扩展。
此处选用315-2DP型号的CPU,此CPU集成有MPI和DP通信接口,有很强的通讯功能。
从现场PLC到中控室工控机距离很远,此处采用Ethernet协议进行网络通信,所以还订购了以太网通讯模块(CP 343-1),其具有RJ-45接口,通过光纤链路模块经过光纤连接到中控室所在的以太网,将PLC采集到的信息上传到上位机,并将上位机发出的控制命令传送到PLC。
通过PLC CPU上的Profibus DP接口,连接到Profibus转Modbus协议转换模块(PB-B-MM),再连接到两台空气压缩机以及控制柜上多功能电力监测仪表的Modbus接口,来读取空气压缩机的运行参数和多功能电表的电流电压功率等电力状态数据,以及向空压机发送启停命令等。
触摸屏采用深圳显控自动化的Samkoon SK-070AS触摸屏,它两个COM口,其中一个是RS232口,另一个即可当做RS232,又可以用作 RS485来通讯。
同时还带有两个USB口,一个10M/100M 自适应RJ 45以太网接口。
此纵横科技的触摸屏是一套以嵌入式低功耗CPU为核心的高性能嵌入式人机界面,采用7英寸高亮度TFT液晶显示屏,四线电阻式触摸屏,同时还预装微软嵌入式实时多任务操作系统WinCE和免费捆绑HMIBuilder嵌入版组态软件无线点。
从PLC到触摸屏的通讯采用MPI网络,使用西门子专用的PC adapter连接电缆,连接CPU 的MPI端口和触摸屏的RS232口(笔者认为此处也可以选用以太网通讯方式,通过300系列的以太网模块连接触摸屏的RJ 45接口,但实际使用情况未采用,可行性有待试验确定)。
4、人机界面(HMI)
触摸屏的画面组态深圳显控自动化开发的SKWorkshop软件来编辑形成,在其画面上也有基本相同的参数信息,报警信号,以及温度曲线等,也可以从触摸屏上发出相应的控制命令。
触摸屏部分画面如图2所示。
5、程序设计
PLC编程软件使用西门子专用的编程软件STEP7,它是基于Windows 2000/XP或者Windows Server 2003的为S7-300/400 PLC配置和编程的标准软件包。
通过Step 7用户可以进行系统配置和程序的编写、调试、在线诊断PLC 硬件配置状态、控制PLC的运行状态和I/O通道的状态等。
根据厂家要求,PLC需要完成对空压机的本地和远程控制,并且默认情况下是本地控制,只有在本地触摸屏上点击远程控制按钮后,设备的控制权才转交给远程上位机来完成。
现场有两台相同的空压机,为合理利用设备,避免因长时间使用同一台空压机造成机器的损耗,要求程序进行定时切换工作,即每隔12小时自动切换两台空压机的主从关系。
同时为保证管道内达到要求
的空气压力,需要实时采集压力参数,当压力值低于一定水平时,同时开启两台压风机,当压力值高于一定水平时,关闭辅助的空压机。
当有故障报警时,自动关闭空气压缩机,并在触摸屏及上位机显示报警信息(见图3)。
图3 程序控制流程图
6、总结
有了触摸屏的加入,提高了工厂内设备运行的自动化程度,降低了设备的维护费用。
此系统目前的缺点是控制任务由基本独立的两套PLC系统来完成,造成了资源的浪费。
主要是由于空气压缩机厂家自带的PLC没有额外的处理功能,不能处理与上位机以及其他设备通信控制的能力。