纸箱尺寸
纸箱尺寸计算
纸箱尺寸:110厘米*85厘米*50厘米材质:B3B数量:400个多少钱?问题补充:B3B的价格是1.171.先把纸箱的尺寸换成英寸为:43.5*33.5*20 1英寸=2.54厘米2.再算出纸箱的面积。
公式:(2*长+2*宽+1.25)*(宽+高)=所用纸板的面积(1.25是钉条,就是纸箱合拢时钉钉子的地方。
)3.上面公式算出来的面积只是成品纸板的面积,但是生产纸板还是有浪费的,羊毛出在羊身上,跟客户报价要在宽度上加多1寸的修边废料。
4.最后得出公式:(2*长+2*宽+1.25)*(宽+高+1)=面积,单位是平方英寸5.因为你的单价是一千平方英寸1.17元,所以第4步算出的面积要除以1000。
6.算出来的面积*1.17*(1+利润点)。
就是这个纸箱的完整价格。
记住每个纸箱厂都有规定的利润点。
比如厂里规定你这个纸箱的利润要达到20%。
那么报价如下:面积*1.17*(1+20%)=单价7最后告诉你这个纸箱的单价是:(2*43.5+2*33.5+1.25)*(33.5+20+1)/1000*1.17*(1+20%)=11.8794元/个。
利润点是以20%为例,不同的厂家利润要求不一样,一般最少要达到18%以上。
注意单价单位是 1.17元/千平方英寸(总L+3cm)*(总w+3cm)/10000*平方价*1.1(L+W+5cm)*(w+h+3cm)*2/10000*平方价(L+2cm)*(W+2cm)/10000*平公式方价,这三个分别在什么情况下用的?这个我搞不懂,那位大大解释一下?Lwh分别是长宽高的意思。
这上面的公式应该是(L+W+5cm)总长(w+h+3cm)总宽*2这是纸箱的面积。
单价是1.1元、平方。
意思应该是一个。
供应商故意说难点让人难理解吧。
就是普通的对口箱(长+款+8)*(款+高+4)*2*平方价。
还有不懂的来问我好了。
纸箱尺寸计算方法
纸箱尺⼨计算⽅法纸箱尺⼨的计算⽅式A、内尺⼨(纸箱成型后的内部空间尺⼨):如果客户给实物我们进⾏打样,可以按照以下公式确定纸箱的内尺⼨。
Xi--------纸箱内尺⼨Xmax----实物的最⼤尺⼨K‘-------内尺⼨修正系数根椐实物的属性:刚性、柔性,块装、粉装等不同,适当增减:单位mm长(L)宽(W)⾼(H) 3~7 3~7 ⼩型箱中型箱⼤型箱 1~3 3~4 5~7 ⼩型箱:综合尺⼨(长+宽+⾼)≤1000mm中型箱:综合尺⼨>1000mm⽽综合尺⼨≤1500mm⼤型箱:综合尺⼨>1500mmB、制造尺⼨(压线尺⼨):下图为内尺⼨、制造尺⼨、外尺⼨的⽰意图Xo1)知道内尺⼨,计算制造尺⼨:X=Xi+KtXi——纸箱内尺⼨,X——纸箱制造尺⼨,Kt——修正系数Kt值如下表:楞型长(mm)宽(mm)⾼(mm) A 3 3 10 C 3 3 8 B 2 2 6 E 2 2 4 BC 5 5 13 AB 5 5 15 2)在纸箱的的制过程中,必须注意对摇盖的尺⼨,如果摇盖尺⼨是等于W/2时,需要加上伸长系数,否则合盖时会出现裂缝。
伸长系数请参考下表:楞型伸长系数(mm) A 2.0~2.5 C 1.5~2.5 B 1.5~2.0 E 1.0~1.5 BC 2.5~3.5 AB 3.0~4.0 C、外尺⼨(纸箱外围尺⼨):1)知道制造尺⼨计算外尺⼨:Xo=X+KXo——外尺⼨X——制造尺⼨K——修正系数系数修正表:楞型 A、C B E AB、BC K 4~6 3~5 2~4 7~10 2)内尺⼨与外尺⼨修正系数表:楞型长(mm)宽(mm)⾼(mm) A、C 6 6 12 B 5 5 8 E 4 4 6 AB、BC 12 12 23 D、开料尺⼨的计算:开料长=(制造尺⼨长+制造尺⼨宽)2+驳头(⽿朵)+5mm(修边)开料宽=制造尺⼨⾼+制造尺⼨宽+摇盖伸长系数。
一个标准纸箱的重量
一个标准纸箱的重量标准纸箱的重量。
纸箱是我们生活中常见的包装材料,它在物流运输、仓储管理等领域扮演着重要的角色。
而对于纸箱的重量,很多人可能并不太清楚。
本文将围绕一个标准纸箱的重量展开讨论,希望能够对读者有所帮助。
首先,我们需要明确一个概念,那就是什么是标准纸箱。
通常情况下,标准纸箱是指采用特定规格和材质制作的纸箱,用于包装和运输商品。
在国际上,标准纸箱的尺寸通常是以英寸或毫米为单位,而在中国,常见的标准纸箱尺寸有350250150mm、450300250mm等。
当然,不同的行业和用途可能会有所不同,但总体来说,标准纸箱的尺寸是有一定的范围和规定的。
接下来,我们来谈谈一个标准纸箱的重量。
标准纸箱的重量主要取决于两个因素,一是纸箱的材质,二是纸箱的尺寸。
纸箱的材质通常分为瓦楞纸箱和瓦楞纸板箱两种。
瓦楞纸箱是由瓦楞纸板制成,它轻便、坚固,是目前包装运输中使用最为广泛的一种包装材料;而瓦楞纸板箱则是在瓦楞纸箱的基础上加上了纸板,使得箱体更加坚固,承重能力更强。
因此,瓦楞纸箱的重量相对较轻,而瓦楞纸板箱的重量则会稍微重一些。
除了材质,纸箱的尺寸也是影响重量的重要因素。
一般来说,纸箱的尺寸越大,重量也会相对较重。
因此,对于同一种材质的纸箱来说,大尺寸的纸箱重量会比小尺寸的纸箱要重。
那么,一个标准纸箱的重量究竟是多少呢?这个问题并没有一个固定的答案,因为它会受到多种因素的影响。
但我们可以通过一个简单的计算来大致估算出一个标准纸箱的重量。
首先,我们需要知道纸箱的材质和尺寸,然后根据材质的密度和纸箱的体积来计算出纸箱的重量。
以瓦楞纸箱为例,一般来说,它的密度在0.6-1.0g/cm³之间,我们可以根据这个密度和纸箱的体积来计算出纸箱的重量。
总的来说,一个标准纸箱的重量是一个动态的概念,它会受到多种因素的影响。
在实际生产和运输中,我们需要根据具体的情况来确定纸箱的重量,以便更好地进行包装和运输工作。
综上所述,标准纸箱的重量受到材质和尺寸的影响,它并没有一个固定的数值。
包装盒标准尺寸

包装盒标准尺寸包装盒是我们日常生活中常见的物品之一,用于包装各种商品,以便保护商品的完整性和安全。
而包装盒的尺寸则是指包装盒在长、宽、高方面的大小,是根据商品的尺寸、形状以及包装需求来确定的。
下面将为大家介绍一些包装盒的标准尺寸。
首先是常见的纸箱包装盒。
纸箱包装盒是使用最广泛的一种包装材料,它通常由纸板制成,具有轻便、环保、易于加工等优点。
常见的纸箱包装盒尺寸有多种,以下是一些常见的标准尺寸。
首先是一些常见的长方形纸箱尺寸,如下:1. 30cm * 20cm * 10cm2. 40cm * 30cm * 20cm3. 50cm * 40cm * 30cm这些常见的长方形纸箱尺寸适用于包装各种不同大小的商品,如书籍、衣服、家居用品等。
除了长方形纸箱,还有一些常见的正方形纸箱尺寸,如下:1. 20cm * 20cm * 20cm2. 30cm * 30cm * 30cm3. 40cm * 40cm * 40cm这些正方形纸箱尺寸适用于包装一些较为规则的商品,如电器、家具等。
此外,还有一些长方体形状的纸箱尺寸,如下:1. 20cm * 20cm * 40cm2. 30cm * 30cm * 60cm3. 40cm * 40cm * 80cm这些长方体形状的纸箱适用于包装一些较为长、细的商品,如管状物品、器械等。
除了纸箱包装盒,还有一些其他材质的包装盒,如木箱、塑料盒等。
这些包装盒的尺寸也是根据商品的形状和尺寸来确定的。
在一些特殊的情况下,需要定制一些非常规的包装盒,如心形、星形、圆形等。
这些包装盒的尺寸会根据客户的要求进行设计和制造。
总而言之,包装盒的标准尺寸是根据商品的形状、尺寸和包装需求来确定的。
选择合适的包装盒尺寸不仅能够确保商品的安全运输和储存,还能提高商品的整体形象和竞争力。
因此,对于不同类型的商品,我们需要根据实际情况选择合适的包装盒尺寸,以达到最佳的包装效果。
国标纸箱尺寸

国标纸箱尺寸
国标纸箱尺寸是根据中国国家标准制定的一系列标准尺寸,用于包装和运输各种商品。
这些标准尺寸旨在提高包装的效率和可重复使用性,减少资源浪费。
以下是一些常见的国标纸箱尺寸的示例,但请注意,具体的标准尺寸可能因不同的国家和地区而有所不同:
1. 210mm x 150mm x 100mm
2. 240mm x 180mm x 120mm
3. 270mm x 200mm x 150mm
4. 300mm x 220mm x 180mm
5. 330mm x 240mm x 200mm
6. 360mm x 260mm x 220mm
7. 400mm x 300mm x 250mm
8. 450mm x 350mm x 300mm
9. 500mm x 400mm x 350mm
10. 550mm x 450mm x 400mm
这些尺寸通常是长x 宽x 高的格式,以毫米(mm)为单位。
可以根据实际需要选择适当的尺寸。
请注意,这些只是示例,国标纸箱尺寸可能包括更多不同的尺寸,以满足各种包装需求。
如果您需要特定的纸箱尺寸或有关国标纸箱的详细信息,建议咨询相关的国家或地区标准化机构或包装供应商,以获取最新的相关信息。
纸箱的尺寸规格

一、纸箱得尺寸规格纸箱按尺寸,分有标准邮政纸箱与客户自定义规格纸箱,邮政标准纸箱就是目前网上销售最多得纸箱,按从大到小,有1号~12号12种,具体尺寸可以参考下图:ﻫ不难发现,标准纸箱都就是四四方方得长方体形状,对于特殊规格得产品,如键盘,液晶显示器等扁平状物品,卖家一般选择找纸箱厂定制,定做不但可自定义规格尺寸,还可以在上面印上自己得logo,显得十分专业,定做需要工厂开模,还会设计印刷费用,所以一般起价较高,多就是三四百元才能起订。
ﻫ二、纸箱得厚度、材质纸箱得厚度、材质就是决定纸箱硬度得两个关键因素,常见得纸箱有三层、五层纸箱,当然还有更厚得七层,纸箱层数越多越厚实,如下图所示,三层不就是简单三层那个平板,而就是两层平板外夹中间一层瓦楞,五层则为三层平板加双瓦楞;三层、五层纸箱又名单瓦楞与双瓦楞纸箱;ﻫ纸箱材质也有多种,好得材质不但硬度高,而且重量轻,差一些得材质往往硬度很低,很容易变形;市面上纸箱得材质从高到底依次就是“KK>KA>KB>AA〉AB >BB", KK材质就是目前最好得材质,三层得厚度就足够承载一个正常成人年得重量,表面光滑有质感,KK好就是好,但就是售价也就是最贵得,AA,BB材质虽硬度稍弱,但就是搭配五层得厚度,也有很高得硬度,足以保护好产品不受损坏。
卖家根据自己得需要,选择不同类型得纸箱,比如易碎、贵重物品可以使用五层AA纸箱,普通经摔得物品,或者商品本身自带纸盒得,选择三层得就足够了;ﻫ三、如何选择适合自己产品得纸箱目前国内得快质量参差不齐,经常传出某某快递随意扔摔包裹得报道,搞得卖家们欲哭无泪,选择顺丰快递就是好,但恐怕客户又不买单,所以大家在自己得包装上下工夫,才更实在一些;ﻫ好得包装既能保证自己得商品平安运到客户手中,又能让客户瞧到掌柜体贴客户、一丝不苟得态度,如果您今天收到一个外裹防潮快递袋得五层纸箱包裹,会不会对掌柜得良苦用心另眼相瞧.ﻫ如上所述,纸箱有三层、五层、标准尺寸1~12号、KK、AA、BB等不同材质,重要得就是选对一款适合自己商品得纸箱。
包装箱尺寸标准
包装箱的尺寸标准根据用途和所装物品的特性有所不同,以下是一些常见的尺寸标准:
1. 标准三层5号包装纸箱:它是日常生活中最为常见的纸箱,一般用于包装小件物品,比如装饰物品,小摆件等,一般尺寸标准为290mm *170mm *190mm。
2. 标准三层4号和3号包装纸箱:这两种纸箱一般装鞋子为主,尺寸属于中规中矩,跟一台电脑的尺寸一般大小,一般尺寸标准为:3号纸箱430mm*210mm *270mm、4号纸箱350mm*190mm*230mm。
3. 宽度:标准有1200毫米x1000毫米、1500毫米x1000毫米、1800毫米x900毫米、1900毫米x1050毫米、2100毫米x800、2300毫米×600。
4. 高度:常用标准有2000毫米×400、2200毫米×600。
5. 承重:一般以每平方米重量(kg)计算。
6. 内空:尺寸一般为200\~400cm。
7. 外径:常见的外径为500\~800。
8. 材质:常用的木材有松木类、杂木类及软硬杂类三大种。
如果需要了解具体的包装箱尺寸标准,建议咨询相关行业协会或权威机构。
常用瓦楞纸箱包装设计制作尺寸表

方版:90*90mm 90*mm
IC卡:
85x54MM
三折页广告:
标准尺寸:(A4)210mm x 285mm
普通宣传册:
标准尺寸:(A4)210mm x 285mm
文件封套:
标准尺寸:220mm x 305mm
招贴画:
标准尺寸:540mm x 380mm
瓦楞纸箱是一种应用最广的包装制品用量一直是各种包装制品之首
纸引未来
瓦楞纸板经过模切、压痕、钉箱或粘箱制成瓦楞纸箱。瓦楞纸箱是一种应用最广的包装制品,用量一直是各种包装制品之首。包括钙塑瓦楞纸箱。那么常用瓦楞纸箱包装设计制作尺寸表又是多少呢?
名片:
横版:90*55mm<方角>85*54mm<圆角>
挂旗:
标准尺寸:8开376mm x 265mm
4开540mm x 380mm
手提袋:
标准尺寸:400mm x 285mm x 80mm
信纸、便条:
标准尺寸:185mm x 260mm 210mm x 285mm
纸箱的尺寸规格

如上所述,纸箱有三层、五层、标准尺寸1~12号、KK、AA、BB等不同材质,重要的是选对一款适合自己商品的纸箱。
下面分享一些基本策略:
二、纸箱的厚度、材质
纸箱的厚度、材质是决定纸箱硬度的两个关键因素,常见的纸箱有三层、五层纸箱,当然还有更厚的七层,纸箱层数越多越厚实,如下图所示,三层不是简单三层那个平板,而是两层平板外夹中间一层瓦楞,五层则为三层平板加双瓦楞;三层、五层纸箱又名单瓦楞和双瓦楞纸箱;
纸箱材质也有多种,好的材质不但硬度高,而且重量轻,差一些的材质往往硬度很低,很容易变形;市面上纸箱的材质从高到底依次是“KK>KA>KB>AA>AB>BB", KK材质是目前最好的材质,三层的厚度就足够承载一个正常成人年的重量,表面光滑有质感,KK好是好,但是售价也是最贵的,AA,BB材质虽硬度稍弱,但是搭配五层的厚度,也有很高的硬度,足以保护好产品不受损坏。
商品放在箱子中,不一定填满整个空间,往往需要填充一些东西使固定,大家一般使用废旧报纸,而且效果不错,有心的朋友也使用泡沫板分隔箱内空间,使用气泡膜、汽泡纸包裹商品,填出空白空间;
五、纸箱的运费
纸箱销售利润不是很高,加之重量又大,所以一般工厂只发往本省内或临近省市,省内发快递,省外发物流,快递费一般最低10公斤八元左右,续重一公斤1元左右。
一、纸箱的尺寸规格
纸箱尺寸,分有标准邮政纸箱和客户自定义规格纸箱,邮政标准纸箱是目前网上销售最多的纸箱,按从大到小,有1号~12号12种,具体尺寸可以参考下图:
不难发现,标准纸箱都是四四方方的长方体形状,对于特殊规格的产品,如键盘,液晶显示器等扁平状物品,卖家一般选择找纸箱厂定制,定做不但可自定义规格尺寸,还可以在上面印上自己的logo,显得十分专业,定做需要工厂开模,还会设计印刷费用,所以一般起价较高,多是三四百元才能起订。
纸箱的检验标准

1.2:耐破强度:单位面积瓦楞纸板破裂前所能承受均匀增加的最大外力。单位: Kg/cm2。 纸板破裂强度=面纸破裂强度+中格纸破裂强度+底纸破裂强度 *因制造过程会有一定强度损失,实际测试的破裂强度会小于计算值1 Kg/cm2左右。
1.3:戳穿强度:新的国家标准GB6544-1999已经取消了对纸板戳穿强度的要求。(原标准GB6544-1986)
纸箱(盒)技术要求
1、纸箱尺寸偏差:单瓦楞箱±3mm ,双瓦楞箱±5mm ;
2、纸箱成形方正,无缝隙,无重叠,表面无损坏和污迹,切断口表面裂损宽度不超过8mm ;
3、箱面印刷图字必须与样版相同,清晰,颜色深浅一致,位移不超过10mm ,在箱底盖外部印刷上制造商名称前两个字汉语拼音的第一个字母(大写)的制造日期;
3、机包箱抗压强度=对应普通箱型的抗压强度*0.6*1.62*摇盖宽/纸箱宽 。
4、纸箱、纸板的粘合强度(瓦楞成型的剥离强度而不是接舌处粘箱的粘合强度)。分离单位长度纸板面纸与瓦楞纸所需的力。 单位:N/m楞。行业标准统一规定为大于588 N/m楞.
5、堆码强度与抗压强度。 纸箱所需抗压强度=[纸箱毛重*(堆码层数-1)]*安全系数K。前部分为纸箱的静态堆码强度。K值取决于印刷版面的多少、开孔程度、内包装物性质、贵重程度、仓储运输时间、条件等。K值一般取2—5。
6、彩盒接头粘合处搭接舌宽度不小于30mm 。粘合接缝的粘合剂涂布均匀充分,以至面纸分离时接缝依然粘合不分,不应有多余的粘合剂溢出接缝;
7、纸箱的压痕线宽度,单瓦楞纸箱不大于12mm,双瓦楞纸箱不大于17mm,折线居中,无破裂断线,箱壁不允许有多余的压痕线;
8、瓦楞纸箱摇盖经开、合180°反复5次以上,面纸和里纸都不得有裂缝;
纸箱制造尺寸确定方法_20121013
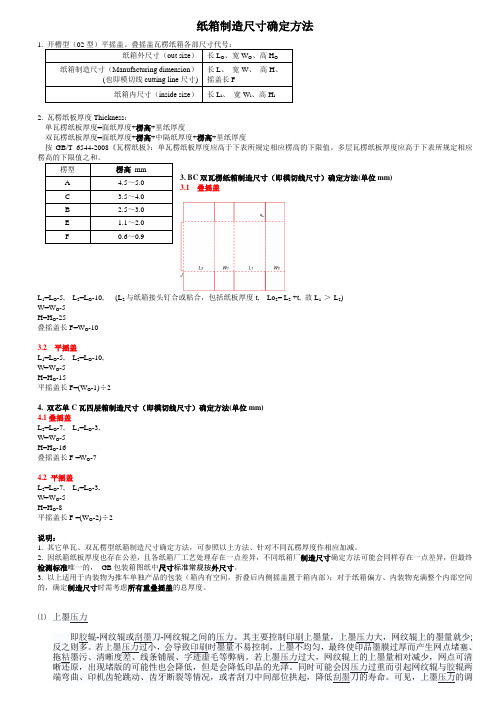
纸箱制造尺寸确定方法2. 瓦楞纸板厚度Thickness :单瓦楞纸板厚度=面纸厚度+楞高+里纸厚度双瓦楞纸板厚度=面纸厚度+楞高+中隔纸厚度+楞高+里纸厚度按GB/T 6544-2008《瓦楞纸板》:单瓦楞纸板厚度应高于下表所规定相应楞高的下限值。
多层瓦楞纸板厚度应高于下表所规定相应3. BC 双瓦楞纸箱制造尺寸(即模切线尺寸)确定方法(单位mm) 3.1 叠摇盖L 1=L O -5, L 2=L O -10, (L 2与纸箱接头钉合或粘合,包括纸板厚度t, Lo 2= L 2 +t, 故L 1 > L 2)W=W O -5H=H O -25叠摇盖长F=W O -103.2 平摇盖L 1=L O -5, L 2=L O -10,W=W O -5H=H O -15平摇盖长F=(W O -1)÷24. 双芯单C 瓦四层箱制造尺寸(即模切线尺寸)确定方法(单位mm)4.1叠摇盖L 2=L O -7, L 1=L O -3,W=W O -5H=H O -16叠摇盖长F =W O -74.2 平摇盖L 2=L O -7, L 1=L O -3,W=W O -5H=H O -8平摇盖长F =(W O -2)÷2说明:1. 其它单瓦、双瓦楞型纸箱制造尺寸确定方法,可参照以上方法、针对不同瓦楞厚度作相应加减。
2. 因纸箱纸板厚度也存在公差,且各纸箱厂工艺处理存在一点差异,不同纸箱厂制造尺寸确定方法可能会同样存在一点差异,但最终检测标准唯一的, GB 包装箱图纸中尺寸标准常规按外尺寸。
3. 以上适用于内装物为推车单独产品的包装(箱内有空间,折叠后内侧摇盖置于箱内部);对于纸箱偏方、内装物充满整个内部空间的,确定制造尺寸时需考虑所有重叠摇盖的总厚度。
⑴4.其他因素⑴网纹辊的磨损⑵承印物表面拉毛掉粉⑶网点形状不规则⑹网纹辊不清晰。
7号纸箱尺寸
7号纸箱尺寸
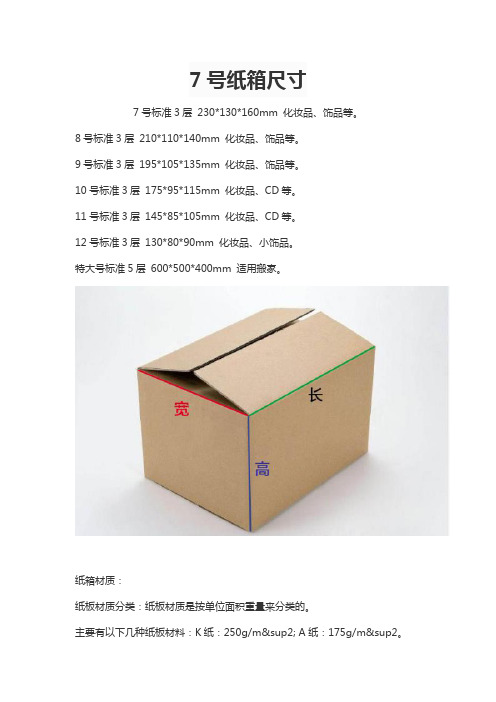
7号标准3层230*130*160mm 化妆品、饰品等。
8号标准3层210*110*140mm 化妆品、饰品等。
9号标准3层195*105*135mm 化妆品、饰品等。
10号标准3层175*95*115mm 化妆品、CD等。
11号标准3层145*85*105mm 化妆品、CD等。
12号标准3层130*80*90mm 化妆品、小饰品。
特大号标准5层600*500*400mm 适用搬家。
纸箱材质:
纸板材质分类:纸板材质是按单位面积重量来分类的。
主要有以下几种纸板材料:K纸:250g/m² A纸:175g/m²。
B纸:125g/m² 7纸:200g/m² 8纸:260g/m²。
C纸:127g/m² 芯纸:基本100g/m² 大机105-110g/m² 加强芯纸:+纸115g/m²。
纸箱常用的有三层、五层,七层使用较少,各层分为里纸、瓦楞纸、芯纸、面纸,里、面纸有茶板纸、牛皮纸,芯纸用瓦楞纸,各种纸的颜色和手感都不一样,不同厂家生产的纸(颜色、手感)也不一样,瓦楞纸箱国家标准是GB6543—86“瓦楞纸箱”。
邮政纸箱标准尺寸

邮政纸箱标准尺寸
邮政纸箱的标准尺寸通常根据不同的邮政服务提供商和国家/地区的规定而有所不同。
然而,以下是一些常见的美国邮政服务(USPS)纸箱的标准尺寸:
1. Small Flat Rate Box(小号平邮纸箱) - 尺寸为约 8.625英寸x 5.375英寸 x 1.625英寸。
2. Medium Flat Rate Box(中号平邮纸箱) - 尺寸为约 11英寸x 8.5英寸 x 5.5英寸。
3. Large Flat Rate Box(大号平邮纸箱) - 尺寸为约 12英寸 x 12英寸 x 5.5英寸。
此外,还有各种其他形状和尺寸的纸箱可供使用,如三角形、长方形、立方体等。
具体尺寸的选择通常取决于要寄送的物品的大小和重量,以及邮局的规定。
因此,为了确保正确选择纸箱,建议在使用特定邮政服务之前查阅该服务提供商的规定或联系当地邮局了解准确的标准尺寸。
纸箱外径尺寸、制造尺寸、内径尺寸的关系及互相转换表

纸箱外径尺寸、制造尺寸、内径尺寸的关系及互相转换表三大名词解释:1、内径尺寸,或内尺寸:是瓦楞纸箱成箱后的内部空间尺寸,比内装物的整体尺寸略大。
2、生产尺寸,或制造尺寸:内径尺寸加所使用瓦楞纸板的厚度为制造尺寸。
3、外径尺寸,或外尺寸:实际制造的尺寸加所使用瓦楞纸板的厚度为外径尺寸。
三大尺寸产生的原因:大家都知道,纸箱是用瓦楞纸板生产加工做出来的,瓦楞纸板是有一定厚度的,分为A、B、C、E、F等楞型,瓦楞纸板的厚度由瓦楞高度决定,相同的瓦楞,坑数起高,其厚度也就越高;生产纸箱时,为了使瓦楞纸板良好的弯折,通过压线破坏瓦楞纸板内部的瓦楞结构、使其里纸收缩,面纸延伸,成波浪型,现在薄刀分纸压痕机仅对里线压线,面纸上没有两条压痕线,是平整的。
正是源于这个原因才产生了上面所说到的三种尺寸。
纸箱外径尺寸、制造尺寸、内径尺寸的关系示意图:三个尺寸大小排名:纸箱外径 > 生产尺寸 > 内径尺寸。
通过上图,我们可以看到瓦楞纸箱的外径尺寸=瓦楞纸箱内径尺寸+两个瓦楞纸板的厚度。
示意图中是用点对平压线方法,平常我们可能会遇到三点式或五点式压线方法成型瓦楞纸箱,其目的也是一样,通过压线轮底线的凸出部分把瓦楞纸板的受压部位挤进瓦楞纸板的中心位置。
瓦楞纸箱的内径尺寸比瓦楞纸箱展开时线与压线间的距离要略短一些,因为折弯处基本没有空隙,基本是实的,越高瓦楞纸板的被折弯的长度越多。
纸箱内径、制造尺寸、外径尺寸转换表备注:1、以上仅为各瓦楞的最高限值的转换,纸板厂实际生产时,各瓦楞基本是走低限,可以省不小材料。
瓦楞大小范围值可参考上面给出的两篇专题。
2、当客户有特殊要求时,请依实际需要而定;3、对于其它纸箱,如异型箱的尺寸转换,可参照以上规律进行相应的变化。
总之在瓦楞纸箱的生产中,要根据使用的生产设备、不同的生产工艺、所使用的不同楞型纸板,以及内装商品的种类和性质来确定,才能制造出保护商品、美化商品的瓦楞纸箱。
三大名词解释:1、内径尺寸,或内尺寸:是瓦楞纸箱成箱后的内部空间尺寸,比内装物的整体尺寸略大。
淘宝纸箱尺寸及实物对照表

快递纸箱多少钱一个
快递纸箱(淘宝纸箱)按标准,分有标准邮政纸箱和客户自定义邮政纸箱定做,邮政标准纸箱是其时网上出售最多的纸箱,按从大到小,有1号~12号12种。
所需要用的纸箱的尺寸大小是多少,还有各类型针对的物品所需的纸箱需要哪一类尺寸,下面做以下介绍:
12号纸箱(130*80*90mm)
这类型的纸箱一般适用于比较小型的物品,如:鼠标、面霜、化妆品、一些小的饰品等。
11号纸箱(145*85*105mm )
这类型的邮政纸箱一般也是适用于较小的物品,如:香水、香皂、手机等。
10号纸箱(175*95*115mm )
这类型的邮政纸箱一般适用于文具用品、纸巾、毛巾、湿巾等。
9号纸箱(195*105*135mm )
这类型纸箱一般适用于中等大小的物品,如:抽纸、洗面奶、面膜等
8号纸箱(210*110*140mm)
这类型纸箱一般适用于正常大小的物品,如:润肤水、面膜、CD等
07号纸箱(230*130*160mm )
这类型纸箱一般适用于正常大小的物品,如:大部分的化妆品、杯子、保温被、胶带等
6号纸箱(260*150*180mm )
这类型纸箱一般适用于正常大小的物品,如:零食、奶粉、面膜等
5号纸箱(290*170*190mm )
这类型纸箱一般适用于正常大小的物品,如:鞋子、小件衣服、杂志、书籍等
4号纸箱(350*190*230mm )
这类型纸箱一般适用于稍大的物品,如:靴子、中等大小包包、抱枕等
3号纸箱(430*210*270mm )
这类型搬家纸箱一般适用于稍大的物品,如:杂物、大号旅行包、厚衣服等。
纸箱内外尺寸算法
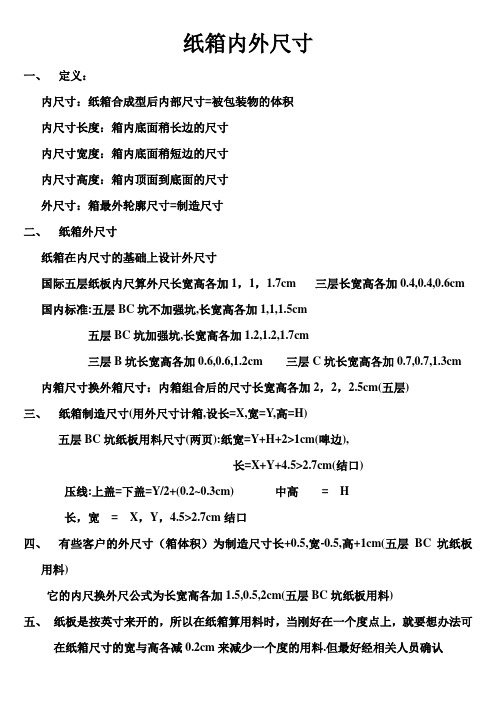
纸箱内外尺寸一、定义:内尺寸:纸箱合成型后内部尺寸=被包装物的体积内尺寸长度:箱内底面稍长边的尺寸内尺寸宽度:箱内底面稍短边的尺寸内尺寸高度:箱内顶面到底面的尺寸外尺寸:箱最外轮廓尺寸=制造尺寸二、纸箱外尺寸纸箱在内尺寸的基础上设计外尺寸国际五层纸板内尺算外尺长宽高各加1,1,1.7cm 三层长宽高各加0.4,0.4,0.6cm 国内标准:五层BC坑不加强坑,长宽高各加1,1,1.5cm五层BC坑加强坑,长宽高各加1.2,1.2,1.7cm三层B坑长宽高各加0.6,0.6,1.2cm 三层C坑长宽高各加0.7,0.7,1.3cm 内箱尺寸换外箱尺寸:内箱组合后的尺寸长宽高各加2,2,2.5cm(五层)三、纸箱制造尺寸(用外尺寸计箱,设长=X,宽=Y,高=H)五层BC坑纸板用料尺寸(两页):纸宽=Y+H+2>1cm(啤边),长=X+Y+4.5>2.7cm(结口)压线:上盖=下盖=Y/2+(0.2~0.3cm) 中高= H长,宽= X,Y,4.5>2.7cm结口四、有些客户的外尺寸(箱体积)为制造尺寸长+0.5,宽-0.5,高+1cm(五层BC坑纸板用料)它的内尺换外尺公式为长宽高各加1.5,0.5,2cm(五层BC坑纸板用料)五、纸板是按英寸来开的,所以在纸箱算用料时,当刚好在一个度点上,就要想办法可在纸箱尺寸的宽与高各减0.2cm来减少一个度的用料.但最好经相关人员确认六、公司内部各客户的尺寸算法1、美的饮水机外尺为:制造尺寸长+0.5cm纸板厚, 宽,高都相同.2、美的电磁炉外尺为:制造尺寸=外尺寸3、美的炊具外尺寸为:制造尺寸=外尺寸4、美的家用电器外尺为:制造尺寸5、美的开利外尺为:制造尺寸6、美的风扇外尺为:制造尺寸7、格兰仕空调外尺为:制造尺寸8、格兰仕微波炉外尺为:制造尺寸9、格兰仕小家电外尺为:制造尺寸10、亿龙电器外尺为:制造尺寸11、百明实业外尺为:制造尺寸12、松下空调外尺为:制造尺寸13、华凌空调外尺为:制造尺寸14、。
纸箱的尺寸规格1

一、纸箱的尺寸规格纸箱按尺寸,分有标准邮政纸箱和客户自定义规格纸箱,邮政标准纸箱是目前网上销售最多的纸箱,按从大到小,有1号~12号12种,具体尺寸可以参考下图:不难发现,标准纸箱都是四四方方的长方体形状,对于特殊规格的产品,如键盘,液晶显示器等扁平状物品,卖家一般选择找纸箱厂定制,定做不但可自定义规格尺寸,还可以在上面印上自己的logo,显得十分专业,定做需要工厂开模,还会设计印刷费用,所以一般起价较高,多是三四百元才能起订。
二、纸箱的厚度、材质纸箱的厚度、材质是决定纸箱硬度的两个关键因素,常见的纸箱有三层、五层纸箱,当然还有更厚的七层,纸箱层数越多越厚实,如下图所示,三层不是简单三层那个平板,而是两层平板外夹中间一层瓦楞,五层则为三层平板加双瓦楞;三层、五层纸箱又名单瓦楞和双瓦楞纸箱;纸箱材质也有多种,好的材质不但硬度高,而且重量轻,差一些的材质往往硬度很低,很容易变形;市面上纸箱的材质从高到底依次是“KK>KA>KB>AA>AB>BB", KK材质是目前最好的材质,三层的厚度就足够承载一个正常成人年的重量,表面光滑有质感,KK好是好,但是售价也是最贵的,AA,BB材质虽硬度稍弱,但是搭配五层的厚度,也有很高的硬度,足以保护好产品不受损坏。
卖家根据自己的需要,选择不同类型的纸箱,比如易碎、贵重物品可以使用五层AA纸箱,普通经摔的物品,或者商品本身自带纸盒的,选择三层的就足够了;三、如何选择适合自己产品的纸箱目前国内的快质量参差不齐,经常传出某某快递随意扔摔包裹的报道,搞得卖家们欲哭无泪,选择顺丰快递是好,但恐怕客户又不买单,所以大家在自己的包装上下工夫,才更实在一些;好的包装既能保证自己的商品平安运到客户手中,又能让客户看到掌柜体贴客户、一丝不苟的态度,如果您今天收到一个外裹防潮快递袋的五层纸箱包裹,会不会对掌柜的良苦用心另眼相看。
如上所述,纸箱有三层、五层、标准尺寸1~12号、KK、AA、BB等不同材质,重要的是选对一款适合自己商品的纸箱。
瓦楞纸箱尺寸标准
瓦楞纸箱尺寸标准
瓦楞纸箱尺寸标准通常根据所需的使用需求和行业标准的要求来确定。
以下是一些常见的瓦楞纸箱尺寸标准:
1. 国际标准尺寸(FEFCO标准):这是一种常见的国际瓦楞
纸箱尺寸标准,其中最常见的是FEFCO 0201和FEFCO 0204。
FEFCO 0201是一种常见的矩形瓦楞纸箱尺寸,适用于很多不
同的产品包装,而FEFCO 0204是一种带有上盖和下盖的瓦楞
纸箱。
2. 欧洲瓦楞纸箱尺寸标准(DIN尺寸):欧洲瓦楞纸箱尺寸标准通常以DIN标准命名,如DIN 55423、DIN 15151等。
这些
标准尺寸通常用于工业和运输包装。
3. 美国瓦楞纸箱尺寸标准(ASTM尺寸):美国瓦楞纸箱通常遵循ASTM标准尺寸,如ASTM D5118和ASTM D3951等。
这些标准尺寸适用于不同行业和包装需求。
4. 客户定制尺寸:除了上述的标准尺寸,瓦楞纸箱还可以根据客户的特殊需求进行定制,包括箱子的长度、宽度、高度以及承重等要求。
需要注意的是,不同国家和行业可能有不同的瓦楞纸箱尺寸标准,因此在选择瓦楞纸箱时,最好参考当地的标准和需求。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
在国家标准中还有一项综合尺寸,纸箱的综合尺寸即为纸箱内尺寸长宽高之和。在上述三种尺寸中,制造尺寸是相对较灵活的,是根据不同的瓦楞纸板的厚度、不同的压线成型设备以及不同的成型工艺而随时变化,因此掌握好制造尺寸是控制纸箱尺寸的第一步。异型纸箱也是如此,不管有几层瓦楞纸板,内尺寸都要加上这些瓦楞纸板的总厚度,才是纸箱的外尺寸。
科学设计是“预防针”
设计瓦楞纸箱的大小首先要进行内尺寸的设计。因为内尺寸比较容易确定,它以内装商品的实物测量或者实物组合排列计算的外尺寸来确定的。内装物的排放应该尽量节约空间,并合理考虑支撑力的因素。从力学的角度,内装物分担一部分支撑力的话,对纸箱抗压指标要求可以适当降低。因此,意味着成本的下降和利润的获取。如内装物是纸盒,要考虑纸盒的丝缕方向,因为纵向丝缕要比横向丝缕支撑力好。
执行工艺是“保险丝”
优质的产品是生产出来的,不是检验出来的,因此,严格的执行好工艺,是保证产品质量的前提。这其中人员的质量意识是个关键的因素。纸箱的成型工艺主要有:流水线纵切压线、印后开槽压线、模切、手工碰线等。手工碰线只有在较小的三级厂可能见到,碰线的质量高低与操作人员的熟练程度有相当大的关系,其余成型方式都比较准确,而且变化误差不大,尤其是现在很多都是电脑控制,只要员工认真对待,尺寸输入正确,发生问题的几率是很小的。
外尺寸、内尺寸、制造尺寸三者之间的关系:(以0201型纸箱为例)
外尺寸长(宽)=内尺寸长(宽)+瓦楞纸板厚度*瓦楞纸板的层数(2层)
外尺寸高=内尺寸高+瓦楞纸板厚度*瓦楞纸板的层数(包括内外摇盖共4层)
制造尺寸长(宽)=内尺寸长(宽)+瓦楞纸板厚度÷2*瓦楞纸板的层数
制造尺寸高=内尺寸高+瓦楞纸板厚度÷2*瓦楞纸板的层数
简单的事情一次做对——纸箱尺寸管理控制 分类:行业技术(纸箱)瓦楞纸箱的最主要的用途莫过于包装物品,但是如果纸箱出现了尺寸偏差,那就等于犯了致命的错误。很多业内人士都会觉得纸箱的尺寸管理控制是最基本的,也是最简单的,但是作为瓦楞纸箱的用户往往不会这样认为,尺寸问题直接决定纸箱的价值。尺寸合适客户才会接受使用。尺寸不合适,其他项目做得再好,也无济于事。但是要想真正的管理好、控制好纸箱的尺寸却是非常系统的工作。因此,把简单的事情一次作对,是最经济的、最科学的是不怕一万就怕万一,不管哪个环节出现了问题,体现在产品上就是严重的不合格项。如果出现错误,怎么办呢?
首先,要立即告知顾客,进行充分的协调沟通。一旦产品生产出来,印刷了顾客特定的意图,不可能再转卖他人,最终的结果只有两个:报废处理或者顾客让步接受。现代企业供需双方都本着双赢的目的,如果沟通充分的话,再加之通过采取一定的补救措施,也许可以避免一定的损失,但这是不提倡的。补救的措施主要有:
在瓦楞纸箱的成型过程中,要对瓦楞纸板进行压线,使瓦楞纸板良好的弯折,同时压线使瓦楞纸板的结构破坏使里纸收缩、面纸延伸。其伸缩的多少与纸板的厚度和压线的方式有直接的关系。纸板越厚,伸缩值越大,压线越宽,伸缩值越大。但是不管是两线式、三线式或者五线式压线方法成型的瓦楞纸箱,压线轮底线的凸出部分会把瓦楞纸板的受压部位挤进瓦楞纸板的中心位置。所以,瓦楞纸箱的内尺寸要比瓦楞纸箱展开时的线与压线间的距离要略短一些。这样就要把缩短的那部分尺寸加进去作为修正值,这个修正值与瓦楞纸板的厚度密切相关。
把好尺寸是“奠基石”
瓦楞纸箱的尺寸有三种形式:外尺寸、制造尺寸、内尺寸。这三种形式都是由纸箱的长度、宽度和高度共同来组成的。因此,具体的表述上分为外长宽高、内长宽高、制造长宽高。外尺寸即为从瓦楞纸箱外部量取的体积的大小,一般作为计算运费的依据和纸箱外部的标示。内尺寸即为瓦楞纸箱支撑成型后从内部量取的面到面的距离,内尺寸的确定是根据内装物的体积大小确定的,一般情况下,内尺寸略大于内装物的体积。制造尺寸即为根据纸箱内尺寸换算出的生产工艺尺寸,一般按照制造尺寸下单和调整压线进行生产操作。
总之,在瓦楞纸箱的结构设计中,要根据使用的制造设备和不同的生产工艺以及所使用的不同楞型构成的瓦楞纸板以及内装商品的种类和性质来确定,只有掌握了所有的设计瓦楞纸箱的结构、尺寸相关的内容后,才能制造出保护商品、美化商品的瓦楞纸箱。
按照九千标准中设计开发的要求,新产品设计的输出要进行验证确认。就输出的产品而言,验证的方法有两种:一种是进行测量,验证其规格尺寸是否符合设计的预期要求;另一种是进行实物的装载试验。第二种方法非常实用,也非常简便。第一种的测量就要求掌握科学的方法,否则测量的结果会出现偏差。
最常见的纸箱为了保护内装物,通常外摇盖要对接封合。这就要求纸箱的摇盖尺寸必须计算准确,既不能对接后有缝隙,也不能摇盖叠加。原则上讲,摇盖宽度制造尺寸理论值应为箱宽制造尺寸的二分之一。但是,由于内外摇盖同在一条压线上,内摇盖折叠后对外摇盖产生支撑作用,外摇盖必然在对接处产生一定的间隙。因此,计算外摇盖宽度制造尺寸的修正值显得非常重要。这个修正值一般是所压线纸板的厚度的一半,但是不同的压线设备其造成的纸板面纸、里纸的伸缩是不一样的,所以,最好要通过实际的测量进行确定。
在出口商品运输包装瓦楞纸箱检验规程SN/T 0262-93中是这样描述的:纸箱支撑成型,相邻面夹角成90°,用内径尺在搭接舌上距箱口50mm处分别量取箱长和箱宽,以箱底与箱顶两内摇盖间的距离量取箱高。但是在量取之前,有一个步骤必须作:把一端摇盖合拢,使纸箱支撑成型,相邻面夹角成90℃紧靠在靠规上,箱内用压板使内摇盖紧贴,箱顶部外摇盖打开,把木直尺水平放在内摇盖上,然后用内径尺在接舌上距箱口50mm处量取箱体内长宽高方向的两个面之间的距离。如果纸箱高度较小,可以量取第一至第二钉距中间的位置,因为两钉固定后尺寸比较准确。如果没有上述检测设备,测量时可以将纸箱折叠成型后,靠在墙角处,以确保纸箱相邻面夹角成90℃ 。笔者在客户走访过程中曾经遇到一次这样的问题,客户方反馈纸箱成型不好,尺寸偏差大。经过走访,原来客户方的检验人员将纸箱折叠成型后,直接在摇盖压线处量取。这其中有两处错误。其一,纸箱平放打包,其中两条压线折痕加重,使纸箱折叠后往往成菱形,折叠成型不周正的纸箱肯定不能保证测量的准确。其二,纸箱成型后,摇盖会对四面均产生支撑作用,尤其是表现在压线处,误差最大,原则上应该在接舌上距压线50mm处或者第一至第二钉距中间的位置量取最为准确合理。
n 改变内装物的排列布局和方式;
n 尺寸略大的话,适当的增加垫板或者隔衬等进行填充;
n 尺寸略小的话,适当的压扁瓦楞。
(备注:这是极其危险的,要求抗压指标严格的纸箱是决不能这样做的。其次增加的尺寸也是非常有限的。)
俗话说:长木匠、短铁匠,做纸箱的原则也是宁大毋小。但是只要我们做到熟练掌握理论、科学进行设计、严格执行工艺,那么,我们为什么不把简单的事情一次做对呢?