零件类别分类编码
外购五金零件编码规则

例:79-EAAD0固件
编制
审核
批准
第五码:材质类型
A—A3,B—08F,C—铝板,D—铝型材,
E—不锈钢板,F—不锈铁板,G—压铸锌铝合金。
第六码:表面类型
A—镜面,B—哑光,C—镀白锌,D—镀彩锌,E—镀铬,F—镀金,
G—喷白色亮光粉,H—喷白色哑光粉,I—喷黑光粉,J—表面电化。
第七码:流水编码
第八码:流水编码
第九码:流水编码
第十码:流水编码
外购五金零件(中分类号79)编码规则
总码位:
1 2 3 4 5 6 7 8 9 10 11
第一码、第二码:中分类(79—外购五金件)
第三码:小分类
A—灯盘零件,B—支架零件,C—筒灯零件,D—吸顶灯零件,
E—紧固件类F—弹簧类G—弹片类H—连接件类
I—其它件
第四码:材料类型
A—钢,B—铝,C—不锈钢,D—铜,E—铸铁。
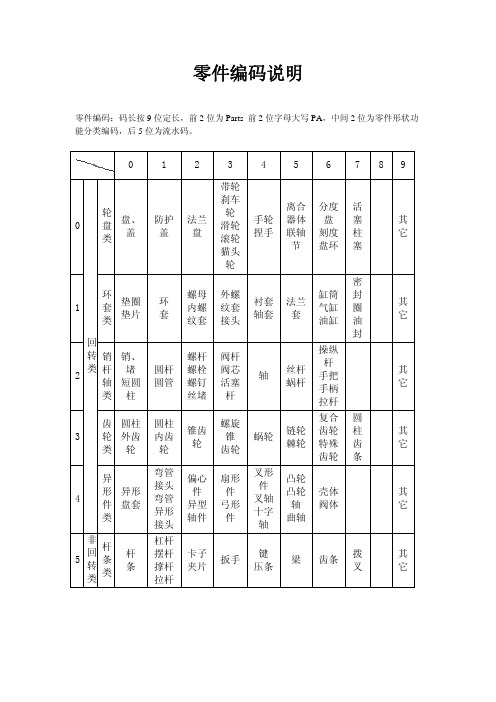
零件编码说明
警有铀向啕布.盯孔.带有定位精厦止口 ,起E置.噩噩草立承作用曲零件, 且兼有上连两种功酶的军件.
旧 l 事, lt . 剧车轮
起恃量运动草控制运动功幢四零件.如 v管辑 .平""辑、槽 lt .刨动'吉 、 剑
a
晴辑、搜辑、描头艳 I :享辑、 飞轮等 .
04 I '手辑、 德手
05 I J鹰古器体
具有苦于平行量相茸的回转抽辑 ,剑 SUI 、偏心" 、十字袖 、 三遇!t WA曹接头 . Al e > J . 其轴线可曲是直线 、 听线 、 曲线的非 国转体零件 . AlB雪运 3 . Al C > 4 的植块JI'-牢件 . 且不属于 5 、 6盘,以平面撞在为 l<1Il圃 ,起主;承功瞌她非回辑体军件 .
d / O > O. S 曲有孔零件, 其孔理大予全民二分之- .
L/ O> l. d / O< O.6 ( 圃 营可不景此限制 ) . '"孔草孔挥小子全长二分之-的 零件 .
蟹照嘀告原理传矗动力的零fh包括"辑 、哇'古 .蜗仔.蜗轮等 .
有-个重多个 回转轴且符合下列条件之-的零件z 卸工固有 弯曲 lib辑曲零件 I 几何"或 与回转轴线铺重舍 ,垂直于国转抽蜻闺幢截面为团醒和拿回靡 .其中量大损噩噩为李国 嚣z 几何抽蝇It回转轴线呈现弯幽 z
在精节
•
051 卦庄盘 刻E盘、 环
07 I I吉鑫
为恒子回转体的转动而起增加力坦作用的,手劫轮盘提零件.
在主动骗阐鲁t. .辅 之 间 起 离 合 作 用,并传逼-li::JlI矩曲零件.
在轴唰位置联提商铀使之实现同盟,专司的零件、一直受主、1A动植矗同-直辑 革有小角度.工作中不再跟真. 起卦it作用蓝标'"世it .运动作用的各种世庄、刻厦'"种
机械加工零件税收分类编码

机械加工零件的税收分类编码可以根据具体的国家和税务制度而有所不同。
通常,税收分类编码是根据国家的贸易法规和税收政策进行划分和确定的。
以下是一些常见的税收分类编码,用于机械加工零件的国际贸易中:
1. HS编码(海关编码):HS编码是由世界关贸组织(WTO)制定的国际标准分类系统,用于标识和分类商品。
在HS编码中,机械零件通常归类在" Machinery parts" 或 " Mechanical appliances parts"(机械器械部件)的分类下。
具体的HS编码取决于零件的用途、材料和制造工艺等因素。
2. HTS编码(美国海关编码):HTS编码是美国海关制定的进口税收分类编码。
机械加工零件的HTS编码也与其特征和用途有关,例如可归类为" Machine parts"(机器部件)或 " Mechanical appliance parts"(机械器械部件)等。
3. 国内税收分类编码:每个国家都有自己的国内税收分类编码系统,用于监管国内贸易和征税。
例如,在中国,国内税收分类编码是由海关总署制定的海关商品编码,用于对进出口商品进行分类和征税。
由于税收分类编码具有地区和国家的特定性,因此建议根据所在国家或地区的具体税务法规和行业标准,查阅正式的税收分类编码表,以确保正确归类机械加工零件并遵守相关税务规定。
产品零件编码方法
产品物料编码方法编码原则:编码应反映出物料的分类、品种、规格、排列顺序等信息。
编码要有扩展性,便于追加。
本公司的产品物料分为:标准件(B)、基本件(J)、电器元件(D)、气动元件(Q)、五金件(W)、其它件(T)等六大类别编码组成:编码由字母及数字组成。
编码的第一位表示物料的类别,它用物料类别名称的第一个汉字的汉语拼音的第一个字母表示(其它件类除外,用“T”表示)。
第二位以后的字母和数字表示同一种物料的品种、规格和排列顺序。
物料的类别不同,第二位以后的字母和数字的含义有所不同。
一、标准件编码标准件的编码由九至十位组成,第一位用汉语拼音字母的“B”表示标准件类;第二位、第三位用字母和数字表示标准件类的品种,其中第二位用品种名称的第一个汉字的汉语拼音的第一个字母表示,第三位用数字表示,数字可以是1—9,表示同一个品种的不同名称,共能表示9种名称;第四位、第五位用数字“01—99”表示同一品种的排列顺序,可排99个品种。
从第六位开始为该类物料的规格参数。
举例:1)B L1010312B:标准件类L1:螺钉、螺母品种的螺钉(L表示螺钉、螺母品种;1表示螺钉;2表示螺母)01:六角螺栓(02表示内六角螺栓;03表示沉头螺钉;04---;等)0312:M3×12的六角螺栓含义:标准件类的六角螺栓,规格为M3×122)B L2010300B:标准件类L2:螺钉、螺母品种的螺母01:六角螺母(02表示锁紧螺母;03表示平头铆螺母;04---;等)0300:M3的六角螺母含义:标准件类的六角螺母,规格为M33)B D1010300B:标准件类D1: 垫圈品种的平垫圈(D表示垫圈品种;1表示平垫圈;2表示弹簧垫圈)01:金属材料垫圈(02表示塑料垫圈;03橡胶垫圈;04---;等)0300:¢3的垫圈含义:标准件类的金属平垫圈,规格为¢34)B MB:标准件类M1: 密封件的0型密封圈(M表示密封件品种;1表示0型密封圈;2表示Y型密封圈)01:丁氰橡胶材料的密封件(02表示硅橡胶材料;03乙丙橡胶材料;04---;等)11218:¢11.2×¢1.8的型密封圈含义:标准件类的丁氰橡胶材料的0型密封圈,规格为¢11.2×¢1.8二、基本件编码基本件的编码由五位组成,第一位用汉语拼音字母的“J”表示基本件类,从第二位开始用数字表示为基本件的顺序号(即零件的图纸号),其中第二位、第三位可用“10、11、—90、--99”来表示90个部件的顺序号,第四位、第五位可用01—99表示同一部件的零件顺序号。
产品和零部件的分类及编码精品资料讲解
产品和零部件的分类及编码精品1 范围本标准规定了集团公司设计输出文档中产品和零部件的分类及编码原则和方法。
本标准适用于集团公司设计输出文档中产品和零部件编码。
2 规范性引用文件JB/T 5054.1 产品图样及设计文件总则3 定义3.1 产品及其组成部分3.1.1 产品企业向用户或市场以商品形式提供的制成品。
3.1.2 部件由若干个组成部分(零件、分部件),以可拆或不可拆的形式组成的成品。
注:分部件可按其隶属关系,划分为第1代分部件,第2代分部件……。
3.1.3 零件不采用装配工序制成的单一成品。
3.1.4 钢结构件由各种型材通过焊接、组立、装配制成的金属结构件。
3.1.5 重要部件组成产品的实现产品某种功能的主要部件,其外部特征为查询或借用次数明显多于其它部件。
3.1.6 重要钢结构件查询或借用次数明显多于其它钢结构件。
3.1.7外购件本企业产品及其组成部分中采购其它企业的产品。
3.2 产品图样3.2.1零件图制造与检验零件用图样。
应包括必要的数据和技术要求。
3.2.2 部件图表达零件、分部件之间连接的图样。
包括装配(加工)与检验所必需的数据和技术要求。
3.2.3 总图表达产品及组成部分结构概况、相互关系和基本性能的图样。
当总图中注有产品及其组成部分的外形、安装和连接尺寸时,可作为外形图和安装图使用。
3.2.4 表格图用表格表示两个或两个以上形状相同的同类零件、部件或产品,并包括必要的数据和技术要求的图样。
3.3 有关编码的概念3.3.1 编码对某一信息(产品及组成产品的部件、零件、标准件、外购件等)赋予代码的过程。
3.3.2 代码是一个或一组有序的、易于计算机和人识别与处理的符号。
3.3.3 产品分类、编码对产品及组成产品的部件、零件、标准件、外购件等按各自的特征、特性分类,并按一定的规则以数字码或数字、字母混合的方式进行排列。
4 职责4.1 编码部门:按编码规则对设计输出文档为实体的对象编码。
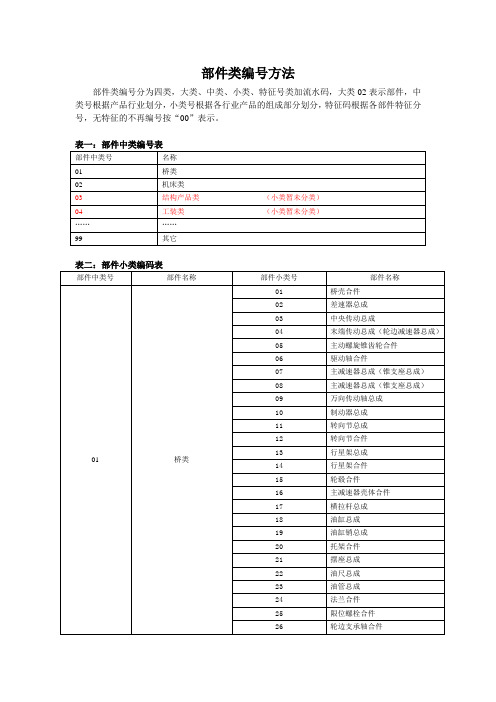
部件类编号方法
13
行星架总成
14
行星架合件
15
轮毂合件
16
主减速器壳体合件
17
横拉杆总成
18
油缸总成
19
油缸销总成
20
托架合件
21
摆座总成
22
油尺总成
23
油管总成
24
法兰合件
25
限位螺栓合件
26
轮边支承轴合件
27
横拉杆接头总成
28
支架合件
29
密封、防尘合件
30
套管合件
31
加、放油、通气合件
32
变速箱合件
00
11
导轨润滑系统
00
12
冷却系统
00
13
电气系统
01
卧式数控车床电气系统
按机床类别分类
02
立式数控车床电气系统
03
立式数控铣床电气系统
04
卧式数控镗铣床电气系统
05
立式加工中心电气系统
06
卧式加工中心电气系统
07
车削中心电气系统
08
龙门数控镗铣床电气系统
……
……
13
液压系统
01
卧式数控车床液压系统
33
离合器壳体合件
34
齿轮、轴合件
35
皮带轮合件
36
离合器杠杆合件
37
变速杆合件
38
轴承保持架合件
39
同步器合件
40
拨叉合件
……
……
99
其它
02
机床类
01
立柱
02
数控滑台
03
零件标准件编码
零件ERP编码规则
1、零件定义
由供应商提供的可用于我司管配套产品并协助执行功能的可拆分或不可拆分的基本构件。
2、编码原则
共通性,唯一性。
即具有完全相同特征的零件共用一个代码,单个零件对应唯一代码。
3、适用范围
该编码规则适用于我司生产的管配套产品以及管材、管件类产品所使用的零件。
4、零件分类
5、零件编码及组成含义
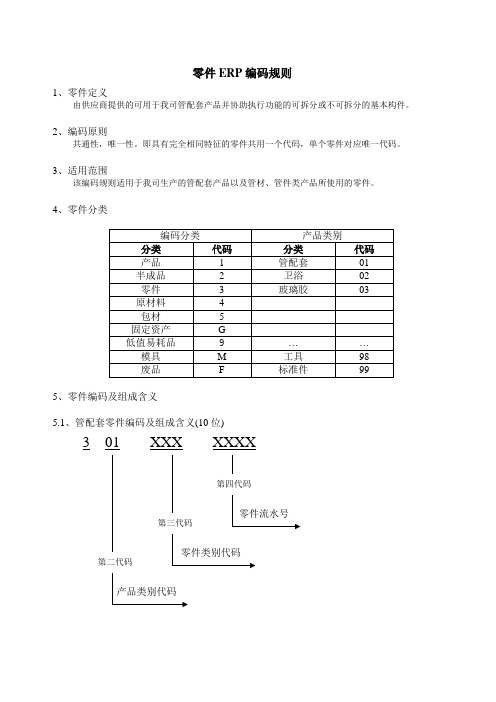
5.1、管配套零件编码及组成含义(10位)
3 01 XXX XXXX
5.1.1、管配套零件代码对照表
注:1. 第一代码表示零件代号,用“3”表示;
2. 第二代码表示零件所属的产品类型。
规定所有管材、管件所用零件归入管配套所属范围,即所有
零件默认全部来自管配套。
故零件的产品类别代码用“01”表示;
3. 第三代码表示零件类别;
4. 第四代码表示产品的流水号,反映产品的其它特征。
例如:
代码:3 04 002 0001 表示流水号为0001的管配套零件密封圈的代码。
3 01 002 0001
5.2标准件零件编码及组成含义(10位)
3 99 XXX XXXX
5.2.1 标准件零件代码对照表
例如:
代码:3 99 002 0001 表示流水号为0001的标准件螺钉的代码。
3 99 002 0001。
3 零件分类编码系统实例

(5)实例 下面是用OPITZ分类编码系统分别对 一个回转体零件和非回转体零件进行的分类编码实 例。零件图只标注了零件的主要尺寸。
a)回转体零件 b)非回转体零件
(三)柔性编码系统
1.柔性编码系统简介 在成组技术中,长期使用的零件分类编码系统都属 于刚性分类编码系统,它们主要适用于形成结构、 工艺相似的零件族,其系统表达形式一般是表格式 刚性结构,主要优点是:①系统结构简单,便于记 忆和使用;②便于识别。存在的问题:①只能对零 件进行概括地描述,不能提供全面、准确的零件信 息,故不能满足企业各部门要求,更不能满足 CIMS各环节的需要;②零件代码码位长度固定, 不能随零件复杂程度而变化。对简单零件,相当多 的码位编码为0,造成极大冗余;而对于复杂零件
谢谢大家!
柔性编码系统一般由固定码部分和柔性码部分组成。 固定码用于描述零件的总体信息、检索和零件分类, 如类别、总体尺寸、材料等码位;柔性码主要描述 零件各部分详细信息,如型面的尺寸、精度、形位 公差等。 2.实例介绍 图示为一种面向企业生产活动全过 程的柔性零件编码系统。整个系统由相互独立的三 段组成,即图号码、零件分类识别码和管理码。图 号码:确定了零件和产品之间的隶属关系,共有十 三位码组成;零件分类识别码:包括二级代码,第 一级码由12个码位组成(含固定码和柔性码两部 分),用来描述零件的一般信息。第二级码是面向
又无法在一个码位上说明多个同时存在的特征, 所以无法确切、详尽地描述零件几何结构和工艺 信息,描述存在多义性,满足不了CAPP自动生成 工艺的需要;③无法统一描述零件信息,满足 CAD/CAPP/CAM一体化的需要,故不能适应信息 集成的需求。 柔性码可以较详细地描述零件的几何形状信息和 加工工艺信息,因此可以直接作为CAPP系统零件 信息的输入,并以此进行较高质量的工艺设计。 柔性码可以由基于特征造型的CAD系统自动生成, 并由此实等。余下的字符是该码位中零件同时 具有的特征项的代码组合,当零件没有某方面特征 时,该码位就不出现。例如,某零件的工艺特征为: 热处理:调质和淬火 表面处理:镀铬 特种检验:磁力探伤和X光检验 那么,其柔性码为:RE2D6B4T0T1. 如果另一个零件不需特种检验,其它工艺特征相同, 则其柔性码为:RE2D6B4。 这种信息描述法实现了可组合信息的任意组合,使 不同工艺复杂程度的零件,其代码的繁简程度不同, 不仅实现了编码的柔性,而且克服了以往编码系统 存在的多义性。
产品零件编码方法

产品零件编码方法产品零件编码是指为产品的各个组成部分分配独特的标识码,以便于在生产、销售、维护等各个环节中对产品零件进行管理和跟踪。
产品零件编码方法的选择和设计非常重要,可以直接影响到产品的生产效率、质量控制和售后服务的满意度。
1.单位编号法这种编码方法是将产品的零部件按照其所属的部件组织单位进行编号。
对于大型的机电设备或者复杂的系统,其零部件编码通常是通过层次结构去组织的,从总成到分支再到最细的零部件。
例如,以“机械-电气-液压”三级划分组织,然后再使用数字或字母来进行细分和标识。
2.功能编号法这种编码方法是将产品零部件按照其功能分类进行编号。
对于一些产品,常常有一些相似的零部件在不同的位置上起到相同的作用。
如果将它们统一编号,则可以减少编码的复杂程度。
例如,对于汽车的刹车系统,可以将各种制动盘、制动片、制动油管等零件归为一类进行编号。
3.材料编号法这种编码方法是将产品的零部件按照其所采用的材料分类进行编号。
材料是零件重要的属性之一,通过对材料进行分类和编号,可以方便对产品的材料成分、性能等进行跟踪和管理。
例如,将不锈钢、铝合金、铜等材料的零部件进行编号。
4.产品层次结构编码法这种编码方法是按照产品的组成层次结构进行编号。
可以从总成开始编码,然后再对总成进行细分,直到最细的零件。
可以使用数字、字母、符号等来表示不同的层次关系,比如用“-”来连接不同层次的编码。
5.地区编号法这种编码方法是按照产品所生产或销售的地区进行编号。
对于全球化的企业来说,可以将零部件的编码与地区进行关联,方便在生产、销售和售后服务等环节中进行管理。
比如使用不同的代码表示不同的国家或地区,再通过数字或字母进行细分。
选择适合的产品零件编码方法,需要考虑产品本身的特点、组织管理的需要、生产和销售的流程以及信息系统的支持等因素。
合理的编码方法可以提高对产品零件的管理效率和准确性,减少错误和混淆的可能性,为企业提供快速、准确的零部件跟踪和信息查询服务。
制造业物料编码体系
物料数据标准一、物料在企业内部流动的、不能作为固定资产管理的物品统称。
在财务核算上属于资产类存货科目的物品。
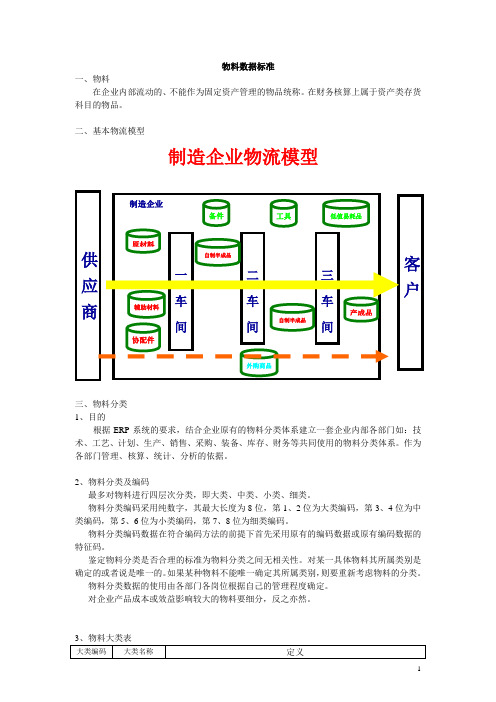
二、基本物流模型制造企业物流模型三、物料分类1、目的根据ERP系统的要求,结合企业原有的物料分类体系建立一套企业内部各部门如:技术、工艺、计划、生产、销售、采购、装备、库存、财务等共同使用的物料分类体系。
作为各部门管理、核算、统计、分析的依据。
2、物料分类及编码最多对物料进行四层次分类,即大类、中类、小类、细类。
物料分类编码采用纯数字,其最大长度为8位,第1、2位为大类编码,第3、4位为中类编码,第5、6位为小类编码,第7、8位为细类编码。
物料分类编码数据在符合编码方法的前提下首先采用原有的编码数据或原有编码数据的特征码。
鉴定物料分类是否合理的标准为物料分类之间无相关性。
对某一具体物料其所属类别是确定的或者说是唯一的。
如果某种物料不能唯一确定其所属类别,则要重新考虑物料的分类。
物料分类数据的使用由各部门各岗位根据自己的管理程度确定。
对企业产品成本或效益影响较大的物料要细分,反之亦然。
4、物料分类及编码表4.1 产成品分类表4.2自制半成品分类表参照“东风公司生产及辅助材料与代码(EQY-256-97)”标准进行分类4.6包装物分类表4.7 备件的分类表参照“备件分类”,并按照公司的本身实际情况选择进行分类。
4.11其他物品分类表四、物料编码1、基本原则一物一码。
2、鉴定是否是同一种物料的标准标准一:检查物料名称、型号、规格、主库存单位、次库存单位、计划价、加工路线代码、制造BOM等八个基本数据是否完全一致。
标准二:检查物料名称、型号、规格、主库存单位、次库存单位、计划价、加工路线代码等七个基本数据是否完全一致。
标准三:检查物料名称、型号、规格、主库存单位、次库存单位、计划价等六个基本数据是否完全一致。
工艺路线代码表五、物料基本数据项表。
质量规范---图纸、零件及工装夹具编号规则

Ver. 1.0QC/T-001质量规范–图纸、零件及工装夹具编号规则Specifications of Quality - Coding Rule ofDrawing, Products & Tooling and FixtureXXXX-XX-XX发布XXXX-XX-XX实施XXXXXXXX发布XX-QC/T-001-XXXX前言为了确保公司零部件编号、图纸编号的规范,便于查询,本公司特参照有国家标准及行业标准,制定出本企业标准。
本标准主要参照:1.QC/T265 – 2004 《汽车零部件编号规则》2.ISO/TS16949:2009 《汽车生产件及相关服务件的组织应用ISO9001:2008的特别要求》(第三版)3.XX-QP-QD-01 《文件与资料控制程序》本标准代替XX-QC/T-001-XXXX《产品编号规则》。
本标准与XX-QC/T-001-XXXX相比主要变化如下:——增加了图纸编号规则的内容(增加4.1条目,原4.1条目顺延调整为4.2条目)——调整了夹具(治具)的编号方法本标准由技术部提出。
本标准起草单位:技术部、质量部;修订单位:技术部、质量部本标准首次发布于XXXX年XX月XX日,于XXXX年XX月XX日进行修订。
XX-QC/T-001-XXXX零件、图纸、工装夹具编号规则1.目的为了确保公司工程图纸编号、零件编号以及相关工装模具编号的规范性,便于图纸、零件及相关工装模具的查找,且使图纸、零件及工装夹具保持版本一致,特编制本规则。
2.范围本标准规定了本公司所有产品零部件、图纸及工装部件的基本规则和方法。
本标准适用本公司所有产品零部件编号及工装编号(适用新开发产品模具编号)。
3.术语和定义下列术语和定义适用于本标准。
3.1 产品(Products)生产企业向用户或市场以商品形式提供的成品。
3.2零部件(Parts and components)包括总成、分总成、子总成、单元体、零件。
五金零件的hs编码
五金零件的hs编码
五金零件是指用于机械、汽车、电子、电器、建筑等领域的各种金属制造零部件,包括螺栓、螺母、垫圈、紧固件、铆钉、弹簧、轴承等。
根据世界关税组织(WTO)的要求,各国都需要对进出口商品进
行分类,而五金零件的分类就需要用到HS编码。
HS编码(Harmonized Commodity Description and Coding System)是由世界关税组织颁布的一套商品编码体系。
它是用于统计、监督和管理国际贸易的商品分类系统,全球通用,现已被140多个国家和地区采用。
HS编码的体系是按照商品的性质、用途、材质等不同方面
进行分类,在其中的五金零件的编码是第73类商品。
具体来说,五金零件的HS编码是7318,其中73代表金属材料
或制品,18代表五金制品和配件。
根据HS编码的不同,不同的五金零件在海关进出口清关时,需要缴纳不同的关税。
因此,正确地确定五金零件的HS编码对于企业进行进出口贸易具有重要意义。
总之,五金零件的HS编码是7318,这一编码的正确使用可以为企业的进出口贸易提供指导,减少关税税负,提高贸易效益。
- 1 -。
零件分类编码系统

零件分类编码系统摘要:成组技术的关键是按照一定的规则进行分类编码,实现产品的数字化表示。
零件分类编码系统就是用数字、字母或符号将机械零件图上的各种特征进行描述和标识的一套特定的法则和规定。
这些特征包括零件的几何形状、加工形式、尺寸、精度和热处理等,通常分类编码系统只使用数字,在成组技术实际应用中有多种编码结构。
关键字:编码系统分类成组流程1.零件分类编码系统的概述零件分类编码系统已经成为成组技术原理的重要组成部分,也是有效实施成组技术的重要手段,因此在实施成组技术的过程当中,建立相应的零件分类编码系统,也就成为一项首要的准备工作。
然而,过去对于实施成组技术是否需要建立零件分类编码系统,是有过不同的看法。
一种意见认为:实施成组技术不必首先花费大量的时间、资金和人力去建立零件分类编码系统,这样无疑在尚未得益于成组技术之前,便需先行支付一笔可观的投资,似乎颇不经济。
另一种意见认为:要想通过实施成组技术而取得它在企业生产活动各个方面的经济效益,若无零件分类编码系统作为沟通各个部门间的共同语言,则很难办到。
就零件的分类编码理论而言,可以说至今还未完备,因此,世界上的零件分类编码系统层出不穷。
但是,随着人们的不断实践和总结经验,产品零件的分类编码理论必将日臻完善,从而终将出现比较典型的通用分类编码系统。
在成组技术实际应用中,有三种基本编码结构:(1)层次结构,在层次结构中每一个后级符号的意义取决于前级符号的值,这种结构称为单码结构或树状结构,由层次代码组成层次结构具有相对密实性,能以有限个位数传递大量有关零件信息。
(2)链式结构,在链式结构中那些有序符号的意义是固定的,与前级符号无关,这种工艺要求相似的零件。
(3)混合结构,大多数商业零件编码系统是由上述两种编码系统组成,形成混合结构,混合结构具有单码结构与多码结构的优点,典型的混合结构是由一些较小的多码结构组成,这些结构链中的数字是独立的,混合代码与层次结构相同,需要由一个或几个数字来表示零件的类别。
4 零件分类成组方法(编码分类法)

码域法 a)零件简图及编码 b)零件组特征矩阵
(3)特征位码域法 特征码位法和码域法的有机 结合,既抓住了零件的主要特征,又适当放宽了相 似性要求,兼顾了两者的特点,分类效果更好。 图示为用特征位码域法制定的特征矩阵。与前相比, 由于仅关注第1、2、6、7码位的特征相似性,故将 允许有更多种数的零件进入零件族。也可以看做是 码域法的一种特殊形式,即它对各码位都规定了相 应的码域,只是对非特征码位放宽到全码域,即放 宽了对非特征码位的相似性要求。
三、零件分类成组方法
分类是成组技术的基础,分类的依据是零件的相似 性,分类的结果是形成零件族(具有某些属性的零 件集合)。根据不同的分类目的,采用不同的相似 性标准,可以将零件划分为具有不同属性的零件族。 一般可将零件分为设计族、加工族或管理族等。 (1)设计族 分类标准包括零件功能、几何形状、 材料、加工方法及工艺特征等,主要用于零件图样 检索、设计合理化及标准化、CAD等。 (2)加工族 分类标准包括零件几何形状、加工工 艺、材料、毛坯类型、加工尺寸、加工设备及工艺 装备等,主要用于成组加工、设备布置、成组工艺 设计、成组夹具设计、CAM等。
标准太低,归属同一组的零件数量增多,零件间差 异性增大,从而妨碍零件相似性的利用。 制定零件相似性标准的方法有特征码位法、码域法 及特征位码域法等三种。 (1)特征码位法 在编码中选用一定数量的特征码 位来制定分类的相似性标准,将特征码相同的零件 归属于同一零件族。图 表示特征码位法的零件分 类的代码分别为0,4,3,0,凡是零件编码相应的特征 码位的代码与其相同的均可归属于同一零件族;图 b列出了符合上述相似特征要求的几个零件的简图 及其编码。
(2)编码分类法 根据零件特征、按照一定的相似 性标准直接采用编码进行分类的方法。实质:让零 件编码与各零件族特征矩阵逐个的匹配比较,若零 件编码与某一零件族特征矩阵相匹配,则该零件就 归属于此零件族。 合理确定各零件族相似性标准是用分类编码法获得 满意结果的关键因素。不同的分类目的对零件族中 的零件的相似性内容和相似性程度要求不同。如设 计族侧重零件结构功能等方面;加工族除考虑结构 功能之外,还应考虑工艺属性方面。 难点:相似性标准的确定。标准太高,零件难以汇 集成组,且容易掩盖实际存在并可利用的相似性;
零件分类编码系统

从总体结构来分: 有整体式结构、分段式结构两种
从码位之间的结构来分:有树式结构、链式结构和混合式结构三种
从用途来分:设计用、工艺用和设计与工艺兼顾
从分类系统结构的表达形式分:表格式和决策树式。
从码位内的排列方式来分:全组合排列法和选择排列法。
分类编码系统种类很多,但从结构来分,有以下几种:
二、分类编码系统的结构形式
1
2
3
N
…….
10
10
10
10
…….
=
M
N
I=1
10
I
0001030405…………0809
0001030405…………0809
0001030405…………0809
0001030405…………0809
…….
…….
…….
…….
分类环节:事物在分类过程中经历的每个层次和步骤。它包括横向分类环节和纵向分类环节,横向环节赋于粗分类标志,纵向环节赋于细分类标志。 分类标志:分类标志是事物赖以进行分类的依据。分类标志往往选取被分类事物所固有的特征和属性。
分类编码系统结构
整体式 236502 2365-0262 总体结构 码 位 码 域 码域 码位 分段式
2、信息排列法
一般原则 在一个码位内,随着顺序号的增加,各种信息的排序原则如下: “由小到大” 如尺寸、重量等 “由易到难” 如精度、加工方法等 “由简到繁” 如形状要素等 “由常见到特殊” 如材料、毛坯、设备等 不可组合信息通常只需遵循上述原则,可组合信息除上述原则外,还要考虑组合的方法。
…
…
…
压接机零件税收分类编码
压接机零件税收分类编码摘要:一、压接机零件税收分类编码概述二、压接机零件分类编码的具体解析1.金属零件2.非金属零件3.电子元件4.机械零件三、税收分类编码在压接机零件贸易中的应用四、如何正确使用税收分类编码五、总结正文:【一、压接机零件税收分类编码概述】税收分类编码是国际贸易中的一种重要工具,用于对商品进行分类,以便于征收关税和统计贸易数据。
在压接机零件领域,税收分类编码也发挥着重要作用。
本文将对压接机零件的税收分类编码进行详细解析,帮助大家更好地了解和应用这一编码体系。
【二、压接机零件分类编码的具体解析】1.金属零件金属零件是压接机的重要组成部分,包括机身、轴、齿轮、螺丝等。
这些零件通常由钢铁、铝、铜等金属材料制成。
在税收分类编码中,金属零件一般归类于“84000000-84999999”区间。
2.非金属零件非金属零件是指压接机中除金属材料制成的零件以外的其他零件,如塑料零件、橡胶零件、陶瓷零件等。
这些零件在税收分类编码中一般归类于“95000000-96999999”区间。
3.电子元件电子元件是压接机中负责电气传输和信号处理的部件,如电容、电阻、传感器等。
电子元件的税收分类编码一般归类于“85000000-85999999”区间。
4.机械零件机械零件是指压接机中负责机械运转和连接的部件,如皮带、链条、齿轮等。
这些零件在税收分类编码中一般归类于“84000000-84999999”或“95000000-96999999”区间。
【三、税收分类编码在压接机零件贸易中的应用】税收分类编码在压接机零件贸易中的应用广泛,可以帮助企业正确填报customs declaration 表格,便于海关对商品进行准确分类和征收关税。
同时,税收分类编码还有助于企业进行贸易统计和分析,为决策提供有力支持。
【四、如何正确使用税收分类编码】要正确使用税收分类编码,首先要了解编码体系的基本结构和分类原则。
其次,要对压接机零件的材质、功能、用途等方面进行详细分析,以确保归类准确。
大批量零部件分类编码方法
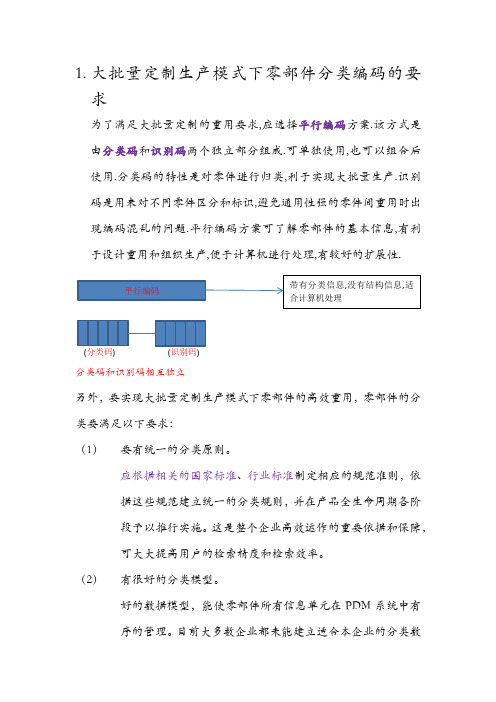
1.大批量定制生产模式下零部件分类编码的要求为了满足大批量定制的重用要求,应选择平行编码方案.该方式是由分类码和识别码两个独立部分组成.可单独使用,也可以组合后使用.分类码的特性是对零件进行归类,利于实现大批量生产.识别码是用来对不同零件区分和标识,避免通用性强的零件间重用时出现编码混乱的问题.平行编码方案可了解零部件的基本信息,有利于设计重用和组织生产,便于计算机进行处理,有较好的扩展性.分类码和识别码相互独立另外,要实现大批量定制生产模式下零部件的高效重用,零部件的分类要满足以下要求:(1)要有统一的分类原则。
应根据相关的国家标准、行业标准制定相应的规范准则,依据这些规范建立统一的分类规则,并在产品全生命周期各阶段予以推行实施。
这是整个企业高效运作的重要依据和保障,可大大提高用户的检索精度和检索效率。
(2)有很好的分类模型。
好的数据模型,能使零部件所有信息单元在PDM系统中有序的管理。
目前大多数企业都未能建立适合本企业的分类数据模型,致使在管理这些数据的过程中,没有很好的指导原则。
(3)有适用与本企业的分类编码系统。
目前大部分企业的分类编码系统都存在类似的问题,虽然大部分数据在系统中被保存,但每天仍有数据被重复记录,一方面是由于浏览和访问权限被规定,另一方面是由于数据被使用了不同的名称保存而无法区分,因此出现大量的重复件,导致数据库越来越大,搜索到正确的数据对象越来越困难。
2.制造企业零部件通用分类过程面向制造企业的零部件通用分类过程,主要由零部件ABC分析、名称分析和分类特性提取、确定类和类层次、构建多重分类树,等几个步骤.2.1零部件ABC分析主要目的是消除二义性,缩小零部件分类的范围,确保分类的成功实施,实现资源的有效重用,提高生产效率。
ABC分析是按照零部件的使用频率进行归类。
使用频率高的C类零件通常为标准件和通用件。
B类零件是可通过变型设计得到的那部分零件。
A类零件为与订单相关,重用几率不大的零件。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
卧式框架
Frame with feet
FO
立式框架
Frame withour feet
FE
前托架
Front bracket
BE
后托架
Back bracket
LE
凸托架
Flange bracket
FA
外扇
External Fan
IF
内扇
Inner Fan
LP
T板
T箱组立
TA
T盖
Terminal box cover
TB
T座
Terminal box seat
FC
风罩
Fan cover
PR
防雨罩
Proof rain canopy
PD
防尘盖
Proof dustBiblioteka canopyWP接线座
Wire connecting plate
MP
铭牌
Mane plate
苏州良机电机有限公司
版本
B-1
03011309
零件编码第1、2位(物料类别)分类
Laminate the C
LD
相间绝缘纸
Laminate the D
BR
轴承
Bearing
CS
离心开关
Centrifugal Switch
CT
温控开关
On-off temperature cortrol
CP
电流保护器
On-off protector of current
CM
启动电容
CU
运行电容
KA
代号
类别
备注
中文
英文
TP
接线牌
Terminal plate
EP
接地牌
Earth plate
TM
接线图
Terminal map
CC
电容盖
Capacitor canopy
ES
垫片
Gasket
舞司
Lead bead
LA
槽底绝缘纸
Laminate the A
LB
盖槽绝缘纸
Laminate the B
LC
层间绝缘纸
零件编码第1、2位(物料类别)分类
代号
类别
备注
中文
英文
SW
入线定子
Stator core with winding
WC
绕组线圈
Winding coil
SC
S铁心
Stator core
S组立
SP
S冲片
Stator cramp
RC
R铁心
Rotor core
R组立
R片
Rotor cramp
SH
心轴
Shaft with rotor core
Lead wire
CB
电缆线
Cable
CI
绝缘套管
Canular of Insulation
MX
木箱
Wooden crate
ZX
纸箱
Paper carton
TZ
标贴
paster
ZP
贴纸铭牌
Paster Mane plate
SV
油封
Standard sample of material
PT
油漆
Paint
OS
圆钢
OrbicularSheet
LM
接线端子
Connecting terminal
RH
其它
The others
苏州良机电机有限公司
版本
B-1
03011311
键
双圆键
KEY
KB
平头键
KC
单圆键
SB
紧
固
件
螺丝
Fast
“SC”为铆钉
SC
WS
华司
SD
螺帽
苏州良机电机有限公司
版本
B-1
03011310
零件编码第1、2位(物料类别)分类
代号
类别
备注
中文
英文
SL
甩圈
Slinger
LS
电缆紧固头
Wire fast
IB
IB盖
IB cap
CW
铜线
Copper wire
出口线