基于嵌入式PLC结构的智能槽控机
基于PLC的嵌入式智能控制策略探析
基于PLC的嵌入式智能控制策略探析摘要:随着电子计算机与网络设备的快速发展,嵌入式技术和网络技术的运用越来越广泛,智能设备如PLC、信息采集器等数据收集处理装置在工业和信息化建设中得以发挥其巨大的作用,PLC设备作为目前最广泛的一种自动控制设备,它的利用正在被人们进行广泛地研究和探析以期使其能更好地为人类的生活和工作服务。
关键词:智能PL 研究与探析Abstract:With the computer science and network devices developed fast,embedded technology and network technology have been used more and more widely.Smart device,such as PLC,information gather machine showed their powerful value,however the PLC device,as one of auto-controlled instrument,its usage has been now being researched and explored by human in order to provide better service for human being.KeyWords:intelligence;PLC;research and explore1 风机的智能控制风机的控制是整台风电机组实行安全运行并且在人为快捷的操作下作出迅速反应的必要技术,控制技术风力发电机组的其余各部分是紧密相关的,是风力发电机组运行时的中央系统,控制的大脑。
而风机要实现智能控制,就离不开控制系统的智能运算,这就涉及到了风机的控制的嵌入式智能控制了。
其中在系统也就是软件实现人工智能的前提下,控制系统的硬件有中央控制器、软并网控制系统、无功补偿控制系统和偏航控制系统等。
基于嵌入式技术的智能监控系统
JIU JIANG UNIVERSITY毕业论文题目基于嵌入式技术的智能监控系统显示模块的驱动与应用开发英文题目Driven/Application Developmentof Display Module in IntelligentMonitoring System Based on Em-bedded Technology院系信息科学与技术学院专业计算机科学与技术姓名唐芳杰班级学号信A081150 指导教师刘华中二○一二年五月信息科学与技术学院学士学位论文摘要基于嵌入式技术的智能监控系统在当今社会被广泛应用于办公以其家居和公共场所,其显示模块主要以LCD屏来进行显示,LCD也被广泛的应用与手机、平板电脑等场合。
系统从整个架构上可以分为硬件和软件两部分,硬件部分在系统中关注的是S3C2410开发板和LCD屏,软件部分主要是U-boot、Linux操作系统与根文件系统。
驱动与应用是基于Linux内核上所进行的开发。
系统主要对基于嵌入式技术的智能监控系统显示模块的驱动与应用进行开发,主要完成开发板上的Linux+ARM嵌入式系统搭建,并开发LCD驱动,还做了智能监控系统显示模块相关的服务器搭建。
系统采用嵌入式Linux操作系统,在系统进行开发之前,首先需要搭建嵌入式系统开发环境。
在搭建好嵌入式系统开发环境之后,再对显示模块的驱动进行开发,在内核中将显示模块的驱动进行加载,然后以开发板作为服务器端搭建服务器。
最后在PC机上以客户端或者在服务器端本地进行显示操作。
关键字:嵌入式,智能监控系统,LCD显示屏信息科学与技术学院学士学位论文AbstractBased on embedded technology of intelligent monitoring system in today's society is widely used in office with its household and public places, the display module mainly to LCD screen to that LCD is widely applied with the mobile phone, tablet computer and so on.From the whole framework system hardware and software can be divided into two parts, hardware part of our attention is S3C2410 development board and LCD screen, software of main is U-boot, Linux operating system with root file system. Drive and application is based on the Linux kernel of the development.System mainly based on embedded technology to the intelligent monitoring system display module driver and application development, mainly on the board finish development Linux + ARM embedded system set up, and the development of LCD drive, also do intelligent monitoring system of the display module related server structure s. The system uses the embedded Linux operating system, in this system before development, we first need to build embedded system development environment. In apparent embedded system developing environment, then to display module driver of development, will show in the kernel modules of the drive for loading, and then, with development board to serve as the server build server. Finally in the PC to the client on the server or local show operation.Keywords: Embedded, Intelligent monitoring system, LCD信息科学与技术学院学士学位论文目录摘要 (I)Abstract (II)1 绪论1.1选题背景 (1)1.2 选题意义 (2)1.3 课题国内外研究现状 (2)1.4论文主要工作 (3)1.5论文结构 (4)2 系统总体架构设计2.1硬件架构设计 (5)2.2软件架构设计 (7)2.3本章小结 (9)3 硬件原理分析3.1 LCD屏工作时序分析 (10)3.2 LCD控制器分析 (10)3.3本章小结 (13)4 驱动设计与开发4.1嵌入式ARM-Linux环境建立 (14)信息科学与技术学院学士学位论文4.2 LCD驱动结构设计 (18)4.3 LCD驱动程序的开发 (21)4.4 LCD设备驱动的加载 (27)4.5本章小结 (28)5 显示模块在系统中的应用实现5.1搭建BOA服务器 (29)5.2服务器端的实现 (30)5.3客户端的实现 (32)5.4本章小结 (33)6 系统测试与维护6.1系统测试 (34)6.2本章小结 (38)总结 (39)致谢 (41)参考文献 (42)信息科学与技术学院学士学位论文1 绪论监控系统是用于指定场景区域进行监视,并把其视频信息传递给监控者,使其能根据情况采取适当的措施。
基于嵌入式PLC芯片组开发PLC的方法
基于嵌入式PLC芯片组开发PLC的方法
马上
【期刊名称】《湖北师范学院学报(自然科学版)》
【年(卷),期】2010(030)002
【摘要】介绍利用嵌入式PLC芯片组开发PLC产品的方法.整个开发过程全部是自主开发,易学易用.
【总页数】4页(P100-103)
【作者】马上
【作者单位】长江大学,机械工程学院,湖北,荆州,434001
【正文语种】中文
【中图分类】TP312
【相关文献】
1.基于嵌入式软PLC的包装搬运机械手控制系统开发 [J], 时恒秀
2.浅谈基于单片机和PLC的芯片组二次开发 [J], 徐秀军
3.基于芯片组的嵌入式PLC于温控系统的设计 [J], 姜秀玲
4.基于嵌入式PLC芯片组的运动控制器的设计 [J], 陈迪军
5.基于嵌入式PLC芯片组的冰淇淋机控制器的开发 [J], 张振华; 龚文春
因版权原因,仅展示原文概要,查看原文内容请购买。
基于PLC的嵌入式智能控制策略分析
1 P L C智 能 控 制 系 统 及 复 合 型 控 制 系 统 简 介 1 . 1 P L C智 能控 制 系统 的 特 征
3结 语
现如 今 . 计 算机 技术 的发展 为智 能控 制奠定 了坚 实的基础 。
映 ,从 而 具 备 多种 优 秀 的特 质 .可 以在 被 控 制对 象 内部 结 构 不 智 能 控 制较 其他 控 制方 法 来 说 ,有 着极 其 优越 特 性 ,例如 自组
明 ,主要 表现 在 其 优越 的扩 展性 上 。为 了确 保 模块 在 背 部 总线 系统 中起 到 中断 的作 用 ,可 以按 照 用 户设 定好 的实践 间 隔 ,对 安装 时 的 效 率和 质 量 ,就 需要 根 据 实际 生 产情 况 ,重视 模块 的 循 环 系统 进 行 中断 .并 可 以一 直 按照 没 定 进行 执 行 。模糊 神 经 选 择 ,此时就 可以借 助 P L C智 能控 制系统 。 而且 P L C智 能控 制 网络 中还 具备 P C 2 0 ,它 是模 糊神 经 网络 中 的主要 程序 ,更 是模 系统 还具 备较 好 的通 信 性 ,利 用 P L C 智能 控 制 系统可 以 和触 摸 糊控 制系统 中的 关键组 成部 分 。 屏 进 行相 互 连接 ,当然 P L C 智能控 制 系统 也 可以 同其 他 的编 程
1 . 2 模 糊 控 制 系统
制 。开始 向 着 开放 式 的分 布 方 向发 展 。嵌 入式 智能控 制系统 可
将 多 台控 制 设备 相 连 ,从 而形 成 较 为庞 大 的控 制 网络 ,对 整 体
基于PLC的嵌入式数控机床控制系统设计
基于PLC的嵌入式数控机床控制系统设计一、引言随着现代制造业的发展,数控机床在加工领域中的应用越来越广泛。
数控机床的控制系统是数控技术的核心,它直接影响着数控机床的性能和精度。
传统的数控机床控制系统一般采用PC或专用的控制器进行控制,但是由于PC系统的不稳定性和专用控制器的高昂成本,使得这些控制系统在一定程度上受到了限制。
近年来,基于PLC的嵌入式控制系统逐渐受到了广泛关注,它具有稳定性高、成本低等优点,逐渐在数控领域中得到应用。
本文将重点介绍基于PLC的嵌入式数控机床控制系统的设计原理和方法,希望能为相关领域的研究和实践提供一定的参考价值。
1. PLC的基本原理PLC(Programmable Logic Controller,可编程逻辑控制器)是一种专门用于工业控制的计算机,它通过输入输出模块与外部设备进行数据交换,并通过逻辑控制指令对外部设备进行控制。
PLC一般由CPU、输入模块、输出模块、通信模块等部分组成,其中CPU负责处理逻辑控制指令,输入模块负责将外部设备的信号输入到PLC中,输出模块则负责将PLC产生的控制信号输出给外部设备。
2. 嵌入式数控机床控制系统的基本原理嵌入式数控机床控制系统是指将数控系统的控制模块直接嵌入到数控机床的控制器中,与数控机床的其他部件进行紧密结合,以实现对机床的自动控制和运行。
嵌入式数控机床控制系统的基本原理是通过PLC作为控制模块,接收数控程序的指令,运行数控算法,生成控制信号并交给数控机床的执行部件,从而实现对数控机床的精密控制。
1. 总体设计在设计基于PLC的嵌入式数控机床控制系统时,首先需要对数控机床的控制要求进行分析,包括控制精度、速度要求、多轴控制要求等。
然后根据控制要求设计PLC的选型和相关外围设备的选择,确定PLC的输入输出模块、通信模块等。
2. 软件设计在软件设计方面,需要编写数控编程软件,以实现数控程序的输入、编辑和管理。
编写控制算法程序,根据数控程序生成相应的控制信号,实现对数控机床各轴的控制。
基于PLC的智能立体仓库控制系统的设计

基于PLC的智能立体仓库控制系统的设计本文介绍了基于PLC的智能立体仓库控制系统的设计背景和目的。
智能立体仓库控制系统的设计是为了提高仓库管理的效率和准确性。
传统的仓库管理往往依赖人工操作,存在着人为因素引起的错误和不稳定性。
而通过引入PLC技术,可以实现仓库内物品的自动化存储和检索,减少了人为操作的影响。
该系统旨在利用PLC控制器对仓库内的货物进行定位、存储和检索。
通过对仓库内的货架和传送带等设备进行精确控制,可以实现快速而准确的货物存放和提取,降低了错误和延误的可能性。
本文将重点介绍智能立体仓库控制系统的设计原理和实现方法。
同时,还将分析该系统的可行性和优点,并探讨了可能遇到的挑战和解决方案。
通过本文的介绍,读者可以了解到基于PLC的智能立体仓库控制系统的设计背景和目的,从而对该系统的应用和实施有更深入的了解。
该智能立体仓库控制系统基于PLC技术,整体架构由硬件和软件组成部分。
硬件组成系统的硬件组成包括以下主要部分:PLC(可编程逻辑控制器):作为系统的核心控制器,负责接收和处理来自不同传感器和执行器的信号,对仓库的运行进行控制和管理。
传感器:用于检测仓库内的各种环境和状态参数,如温度、湿度、货物位置等。
常用的传感器包括温度传感器、湿度传感器、红外线传感器等。
执行器:根据PLC的指令执行相应的动作,如往前或往后移动货物、控制立体仓库的升降等。
常用的执行器包括电机、气缸等。
人机界面(HMI):作为PLC与操作者之间的交互界面,用于显示仓库的运行状态、接收操作者的指令并将其传递给PLC进行相应控制。
软件组成系统的软件组成包括以下主要部分:PLC程序:PLC通过编写逻辑程序进行仓库控制和管理。
该程序可以根据实际需求进行编写,包括货物的存取控制、立体仓库的运行调度等功能。
仓库管理系统:用于监控和管理整个仓库系统的运行。
该系统包括仓库布局管理、货物的信息管理、入库和出库操作的记录与管理等功能。
通信模块:用于PLC与其他设备间的数据传输和通信,包括传感器与PLC之间的数据交互、HMI与PLC之间的指令传输等。
基于PLC的嵌入式智能控制策略研究及应用
在F B 1 方 面 主要 是完 成 网络 输 入 层 的 运算 。 通 过相 关 的程 序 运 行 实
1 P L C 智能 控 制系 统 主要 特征 及 复合 型 控制 系统 1 . 1 P L C 智 能控 制 系统 的主要 特征 分 析
随着科学技术的不断发展 , 一些可编程智能技术在实际的应用 中已经愈来愈广泛 , P L C 智能控 制系统 自身有着鲜 明的特征 , 主要体 现在扩展性能较好 。 由于各种模块能够在背部总线安装在机架上 , 所 以能够结合实际需求进行对模块加以选择 。 另外就是在通信 的功能 上 比较强, 能够和触摸屏相连接, 同时也能和其它的可编程系统相连 接从而构成可编程 网络系统 再者就 是运算的速度相对 比较快 , 并 且有着很强 的编程功能 , 能够提供多种编程 语言为用户所使用 。 I . 2模 糊控 制 系统 分析 这一控制系统是将模糊数学及集合论等作为基础理论 , 并在计 算机控制技术构成的闭环数字智能控制系统中进行的应用。 在这一 系统当中有着常规 自动控制系统结构形式, 通常有着输入输 出接 口 以及模糊控制器 等部分所构成 , 如图1 所示。 模糊控制系统结合实际的丰富工作经验 将操 作的经验进行 归 纳, 从而就具备了模糊性的操作规则以此来实现对 其有 效的控制 。
檀 糕 掩静搿}
例来加 以分析 , 倘若是把非线性对象模型y ( k ) = ( 一 0 . 1 y ( k 一1 ) + u ( k 一 1 ) ) / ( 1 + y ( k -1 ) ) 就能够作为是被控的对象 , 从而将单位阶跃信号作 为整个控制系统的给定, 最后对这一算法程序进行运行[ 3 】 。 在O B1 监 测算法循环单周期时间能看出, 其最大 的运行周期是二 十三毫秒 , 这对 实时 陛的要求能够得 以满足。 2 . 2 P L C基 础上 嵌入 式 智 能控 制应 用 计算机 网络技术的发展对工业控制及管理的要求也在不断提 升, 从而促使P L C 控制 系统也开始从封 闭式集 中体系向着开放式的 分布式进行迈进。 可编程 能够把多台控制设备组成庞 大的控制 网然 后进 行统一平 台的控制管理 。 在这一发展背景下对于网络 当中的各 仪器设备 的运行状况等都是在网络连接作用下进行操作汇集在操 作系统上 的, 对于 出现 的异常也能在计算机上直接 的调节 , 处理之 后再将数据信息在互联 网指令传递下进行信息的反馈 。 另外在风机控制系统的实现上 , 风机 的组成实现的控制功能要 分成多个独立任务 , 使用前要对模块 采取软件 的编程 , 然后将 指令 进行输入 从而达到人工操作基础上迅速 的实现指令的转换 。 在这一 系统 的运 行 中, 主程序是对 风 电机组启动及 大小 电机等参数 的优 化, 子程序主要是对子程序的控制对 程序 的紧急停 止 , 并对系统的 运行数据进行 收集 。 智能控制是可编程最 为重要的一个 优点 , 这一 控制 系统 能对 能源 的节 约等方面有着 重要 的保 障 。 将这一系统在温度控制当中进行实 际的应用 , 首先是记录在不 同给定加热 电压下 的升温过程及 降温过程数据 , 积累 温度变化速率 数据 , 同时结合数据 以及模糊控制 的原理进行控制 。 再通 过制定好 的模 糊控 制规则对S T E P 7 当中的模糊 神经网络控制器参数进行初 始化 和在 线控 制 , 对 网络参数加 以调整 。 最后就 是通多对参数的调 整来重新 初始 化网络参数观 测控 制的效果 。 通过控制 的效果来看 , 温度系统有着大惯性负载特性, 对于稳态精度 以及抗扰能力等都有
基于PLC的嵌入式数控机床控制系统设计

基于PLC的嵌入式数控机床控制系统设计1. 引言1.1 研究背景嵌入式数控机床控制系统是指将数控技术与嵌入式系统相结合,实现对机床运动控制和加工过程的自动化控制。
随着制造业的发展和智能化需求的增加,嵌入式数控机床控制系统在现代制造领域中扮演着越来越重要的角色。
传统的数控机床控制系统受限于硬件成本高、性能受限等问题,而嵌入式数控机床控制系统能够通过PLC技术实现更加稳定、高效的控制,提高生产效率和产品质量。
目前国内对于嵌入式数控机床控制系统的研究仍处于起步阶段,尤其在系统设计和性能测试方面存在一定的不足。
加强对于嵌入式数控机床控制系统的研究和应用具有重要的理论和实际意义。
本研究旨在通过对PLC技术和嵌入式系统的探究,结合数控机床控制系统的设计原理,进行系统硬件和软件设计,并对系统性能进行测试,进一步完善嵌入式数控机床控制系统的设计与应用,提高制造业的智能化水平,推动我国制造业的发展。
1.2 研究目的研究目的是为了探索基于PLC的嵌入式数控机床控制系统设计的方法和技术,以提高数控机床的精度、稳定性和效率,满足不同领域对于加工精度和生产效率的需求。
通过该研究,可以深入理解PLC技术在数控机床控制领域的应用,为工业自动化发展提供新的思路和方向。
通过实际的系统硬件设计、软件设计和性能测试,可以验证相关理论的有效性和可行性,为工程实践应用提供参考和指导。
通过本研究对基于PLC的嵌入式数控机床控制系统的设计和实现,可以为我国工业制造业的发展做出贡献,提升企业的竞争力,促进智能制造的进程,推动工业4.0的实现。
通过本次研究,希望能够为相关领域的研究人员和工程师提供有益的参考和借鉴,促进领域内的技术创新和交流,推动行业的发展和进步。
1.3 研究意义研究嵌入式数控机床控制系统的意义在于探讨如何借助PLC技术来提高数控机床的运行稳定性和加工精度,从而实现机床加工效率的提升。
通过设计合理的控制系统,能够实现对机床运动轨迹、速度、加工参数等的精准控制,从而确保加工零件的质量和精度。
基于嵌入式系统的PLC触摸屏控制系统设计
ห้องสมุดไป่ตู้
子
测
量
技
术
第 3 8卷 第 3期
2 0 1 5年 3月
ELECTRONI C M EAS UREM ENT TECH NOLOGY
基 于嵌 入 式 系统 的 P L C触 摸 屏 控 制 系 统 设 计
陈小 贝 汪 志 成 叶 宝安
( 江 西 省新 能 源 工 艺及 装 备 工 程 技 术 研 究 中心 东华 理 工 大 学 南 昌 3 3 0 0 1 3 )
摘
要 :设 计 并 实现 了一 套 基 于嵌 入 式 系 统 的触 摸 屏 显 示 和 控 制 系 统 , 可 以广 泛 应 用 于 工 业 现 场 自动 控 制 技 术 之 中 ,
通 过 触 摸 屏 实 现 对 工业 现 场 操 作 设 备 的在 线 监 测 和 远 程 控 制 , 提 高 生产 效 率 , 降 低 人 工 成 本 和 安 全 隐 患 。采 用 三 星 公 司¥ 3 C 2 4 1 6 芯片作为系统核心处理器 , 设 计 了包 含 电源 模 块 , US B下 载 模 块 , 触摸屏显示模块和 R S 4 8 5串 口通 信 模 块 的硬件电路 , 实现组态软件下载 , 控制触摸屏与 P I C 的通 信 , 并通过触摸屏显示 和控制 P I c 的工 作 状 态 , 进 而 实 现 对 P I c所 连 接 设 备 的工 作 状 态 的 显 示 和控 制 。
mo d u l e ,t o u c h s c r e e n d i s p l a y mo d u l e a n d RS 4 8 5 s e r i a l c o mmu n i c a t i o n mo d u l e i n o r d e r t o r e a l i z e t h e d o wn l o a d o f
一种基于嵌入式小型PLC的智能控制模块设计
一种基于嵌入式小型PLC的智能控制模块设计
林滔
【期刊名称】《机械制造与自动化》
【年(卷),期】2022(51)5
【摘要】在嵌入式技术的支持下,设计一种小型PLC智能控制模块。
通过嵌入式的方式改装PLC的内部结构和接口。
智能分配PLC内存空间,设计合理的用户控制任务调度算法。
从开关量和数字量两个方面,实现小型PLC智能控制模块任务调度。
验证实验表明:与传统控制模块相比,设计模块的开关量控制成功率提高了6.38%,数字量控制误差降低了2.8,且吞吐量得到明显提升。
【总页数】5页(P219-222)
【作者】林滔
【作者单位】上海电子信息职业技术学院
【正文语种】中文
【中图分类】TP273
【相关文献】
1.基于PLC和嵌入式组态软件的小型混凝土搅拌站控制系统的设计
2.一种基于来电显示的智能控制模块设计
3.一种基于来电显示的智能控制模块设计
4.可嵌入式智能调光控制模块电路设计
5.适用于智能电能表嵌入式安全控制模块的SPI接口设计
因版权原因,仅展示原文概要,查看原文内容请购买。
基于PLC的嵌入式数控机床控制系统设计
基于PLC的嵌入式数控机床控制系统设计【摘要】本文主要介绍了基于PLC的嵌入式数控机床控制系统设计。
首先介绍了PLC技术在数控机床中的应用和其特点和优势,然后讨论了嵌入式系统在数控机床中的应用以及嵌入式系统与PLC结合带来的优势。
最后详细描述了基于PLC的嵌入式数控机床控制系统的设计过程。
在结论部分对设计成果进行评价,指出存在的问题并展望未来的研究方向,同时探讨了研究成果在实际应用中的前景。
通过本文的研究,可以为数控机床控制系统的设计和优化提供参考,推动相关领域的发展和应用。
【关键词】基于PLC、嵌入式、数控机床、控制系统设计、技术应用、特点、优势、结合、设计成果、问题、展望、应用前景1. 引言1.1 研究背景数统计、格式要求等。
谢谢!数控机床作为现代制造业的核心设备之一,在工业生产中起着至关重要的作用。
传统的数控机床控制系统一般采用PC或专用控制器,但由于PC系统的稳定性与可靠性较差,专用控制器的功能又较为有限,因此在实际应用中存在着一些不足之处。
随着工业自动化水平的不断提高,PLC技术逐渐成为数控机床控制系统的首选。
PLC具有抗干扰能力强、稳定性高、可靠性好等优点,能够满足数控机床在高速、高精度、多功能化等方面的要求。
随着嵌入式技术的不断发展,嵌入式系统在数控机床中的应用也日益广泛。
嵌入式系统具有体积小、功耗低、性能卓越等特点,能够实现对数控机床整体性能和稳定性的提升。
基于PLC的嵌入式数控机床控制系统设计具有重要的理论指导意义和实际应用价值,对于提高数控机床的工作效率和生产质量具有重要意义。
1.2 研究意义数控机床作为制造业的重要装备之一,在提高生产效率、保障产品质量、降低生产成本等方面发挥着重要作用。
而嵌入式数控机床控制系统则是数控技术的重要发展方向,能够实现对机床动作的高精度控制和复杂加工任务的智能化处理。
在这样的背景下,基于PLC的嵌入式数控机床控制系统设计成为当前研究的热点之一。
研究基于PLC的嵌入式数控机床控制系统设计,不仅可以促进数控技术的发展和应用,提高数控机床的自动化程度和智能化水平,还可以推动制造业的转型升级,提高我国制造业的核心竞争力。
试析基于PLC的嵌入式智能控制

试析基于PLC的嵌入式智能控制介绍随着计算机技术和网络技术的飞速发展,由于PLC数据的计算能力的不断加强和促进。
复杂的算法完全可以应用在智能控制领域的发展。
此外,它对于提高工作效率、降低生产成本起到了关键。
理论基础模糊控制系统:建立在模糊数学的基础上,系统通过数字智能控制系统有效结合的计算机闭环控制技术形成的集合理论和逻辑推理理论。
该系统由五部分组成,即:I/O接口,模糊控制器,对象,执行机构和测量装置。
在工业操作中,因为现有技术无法建立精确的数学模型,大量的实践也不能准确预测。
多年工作经验的员工可以根据该行业的特点总结整个操作形成一个模糊规则系统。
经过分析和组织系统,形成控制命令模仿员工的想法实现智能控制操作是一个专业计算机人员的工作。
智能控制,也称为模糊控制,因为规则描述员工经验从而便于员工接受它的规则;另一方面在整个控制系统中,不需要知道精确的数学模型和控制对象的内部结构,系统的适应性大大增强了。
目前,有两种主要类型在模糊控制的应用系统中,即标准模型和TS模型。
作为两个不同的重点,规则的标准模型是一组输出模糊集;而对于后者,输入变量是一个线性或线性组合。
神经网络理论:生物神经网络的模拟应用于计算机技术使得智能化控制能力得到提高。
过程模式,人工神经网络在并行,信息存储分布,解决问题的自适应和自学习能力,在功能方面是实现非线性近似。
目前,神經网络已经被广泛应用在许多领域,如信号处理、故障分析、图像处理、模式识别、机器人、系统辨识和容错控制等等。
作为工作基地人工神经元,神经主要包括三个方面,即:激活函数,求和单元和连接权重。
STEP7软件概述西门子产品的优良品质赢得了多数专业人士的支持,他们有广泛的应用。
目前,西门子可编程控制器S7、M7和C7系列。
STEP7软件可以设置参数,代码和监控。
标准版软件主要有以下部件:符号编辑器,具有那些特点及通信配置,编程语言,硬件配置,SIMATIC Manager和hardwarediagnostics。
基于PLC的嵌入式智能控制研究
基于PLC的嵌入式智能控制研究作者:谭志军来源:《科学与财富》2018年第16期摘要:基于PLC的嵌入式智能控制系统在应用中,属于模糊控制系统,将模糊数学概念作为基础内容,在数字化控制的情况下,可将计算机技术融入其中,形成逻辑控制思维与其他控制理论,为了更好的进行分析与研究,应合理了解基于PLC的嵌入式智能控制系统情况,采取科学化的方式开展工作。
关键词: PLC;嵌入式智能控制;网络系统随着国家工业的发展,基于PLC的嵌入式智能控制系统受到广泛关注与应用,在工业生产与发展中已经形成了良好的控制模式与体系,有利于促进工业生产中成本的合理管理,并提升工业行业经济效益,达到预期的工作目的。
一、理论基础分析(一)模糊控制理论分析基于PLC的嵌入式智能控制系统主要将模糊数学理论作为基础,在数字控制的情况下结合计算机封闭控制方式,可以形成全新的控制集成理论,并将逻辑控制思维理论作为载体,将其划分成为I/O接口部分、模糊控制器部分、对象部分、执行部分与测量部分。
(二)神经网络理论分析随着国家智能控制技术的发展,生物神经网络模拟技术与计算机系统等已经融入其中,可以实现过程控制目的。
且在系统运行中可以通过人工神经网络的支持,解决系统运行问题,形成良好的模拟机制与体系。
在此期间可通过智能控制方式等处理信号数据,分析故障问题,在模式识别的情况下,进行辨识与容错控制。
二、网络控制系统分析网络控制系统在实际应用中可以依靠网络技术等保证数据信息精确度,开展各类程序与子设备的管理工作,在获取实时运行数据信息的情况下,针对网络传输等操作系统进行合理管理。
且工作人员在操作期间还可以使用网络系统了解设备运行情况,实时化监控数据信息,了解网络是否存在异常问题,一旦出现异常状况就要开展调整工作,保证被调整的数据信息符合网络系统的运行管理要求,将其合理使用在传输设备中,从而解决当前容易发生的问题,创建网络连接等管理机制,以免出现连锁反应问题。
一种基于嵌入式小型PLC的智能控制模块设计

DGND
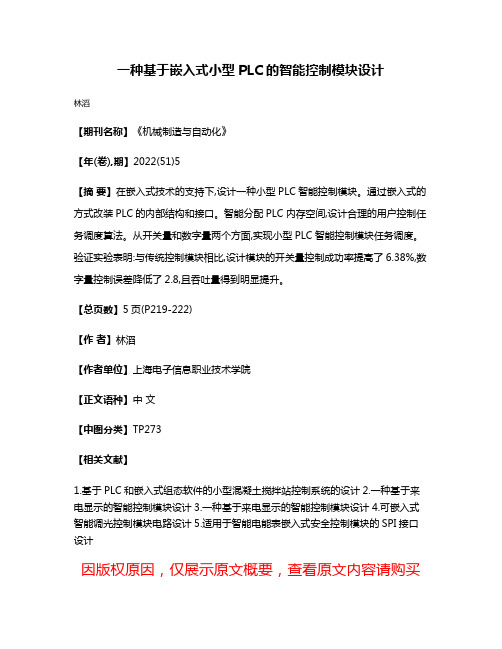
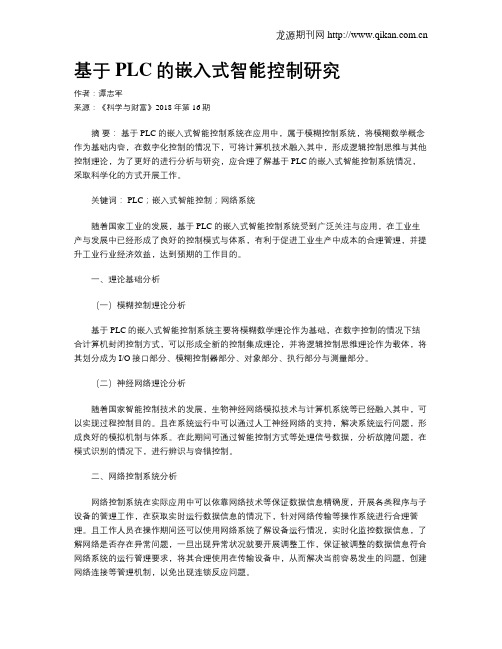
图 4 PLC 设备输入接口电路图
图 4 中 的 Va 是 通 过 信 号 调 节 器 与 线 性 光 耦 合 器
HCNR200 进行光电绝缘并由 AD1 输出的传感器信号 [6] ꎮ
220
Tn
Ti
(1)
式中 T n 和 T i 分别为用户输入控制任务在标准处理器和
嵌入式 PLC 设备上的执行时间ꎮ 若 λ i 的计算结果高于
一些技术积累ꎮ 但是ꎬ由于技术还不是很完善ꎬ因此存在控制
了解决当前小型 PLC 智能控制模块存在的问题ꎬ本文深入研
究嵌入式技术ꎬ对小型 PLC 控制模块加以改进ꎮ
A*D
1 方案设计
=)
在嵌入式技术的支持下ꎬ应用小型 PLC 为智能控制
图 1 嵌入式 PLC 智能控制模块逻辑图
此次以嵌入式技术为基础的小型 PLC 智 能 控 制 模
块ꎬ选择 MCS8051 型号的 PLC 作为模块的核心处理部件ꎬ
能够进行硬件除法、分支预测等处理任务ꎬ其内部结构如
图 2 所示ꎮ
1.3 智能分配 PLC 控制模块内存空间
按照存储的控制命令格式ꎬ将存储单元划分为 X 区、
Y 区、M 区、T 区、VD 区等区域ꎮ X 区存储从接收外部单
Keywords: embedded technologyꎻ small PLCꎻ intelligent control moduleꎻ control algorithmꎻ switching valueꎻ digital quantity
模块核心处理部件 [2] ꎮ 此次小型 PLC 智能控制模块的设
0.8ꎬ则确定当前嵌入式 PLC 设备具有处理当前控制任务
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
嵌入式PLC智能槽控机
Abstract:In
order
to
solve the deficiency ofthe traditional”big plate”potline controler due
a
to
the structure,using em—
铝电解生产过程中的重要设备。近年来,铝电解技术 快速发展,对铝电解槽控制系统的要求也越来越高。 铝电解槽大型化是一种发展趋势,国内相继出现 500kA(已投产)、600kA(在建)系列电解槽。大型槽 要求实施精细化控制,分区控制(母线分段移动,分区 下料)是发展的必然趋势。另外,将一些新型传感器 (如阳极电流分布测量传感器和槽壳温度测量传感 器)接人槽控系统用于辅助和优化电解槽控制,并将 槽控系统接入全厂管控一体化系统以提高铝电解全 厂自动化水平也是当前铝电解技术发展的趋势。为 更好适应铝电解技术的发展,槽控机应具有更高的可 靠性、很好的可扩展性和兼容性。 当前国内的槽控机大都是从单板机发展过来的 “大板式”结构,这种槽控机在30多年的发展和使用 过程中也暴露出了一些缺陷和不足。“大板式”结构 元器件直接裸露焊接在电路板上,在电解车间强腐蚀 性高粉尘环境下极易因氧化腐蚀而损坏,所以故障率 极高,检修、维护工作量大,运行费用高。人机界面采
第六篇设备与机械
基于嵌入式PLC结构的智能槽控机
魏清汉 王振伟 王德全
郑州
450008)
(河南东大泰隆冶金科技有限公司,河南
摘要:为解决传统“大板式”槽控机结构上的不足,综合运用嵌入式技术、现场总线技术和智能控制技术,开发 出新一代嵌入式PLC结构智能槽控机。此智能槽控机运算能力强、故障率低,可大幅减少维修费用和运行成 本。采用标准PLC软件和硬件体系,用工业触摸屏作人机界面,能实现真正的分布式控制和智能化控制,并能
发了基于嵌入式PLC结构的智能槽控机——NEU~
TL智能槽控机。
作者简介:魏清汉(1980一),男,河南泌阳人,大学本科,从事氧化铝、电解铝行业自动化控制技术研发工作,e—mail:wqhtl kj@163.com
・
1148
・
第六篇设备与机械
1基于嵌入式PLC结构的智能槽控机研发 思路
为适应我国铝电解技术的快速发展,解决“大板 式”结构槽控机存在的问题,我们需要开发有更高的 可靠性、很好的可扩展性和兼容性的智能槽控机。本 文所论述槽控机整体设计思路为将原“大板式”结构 改为标准PLC结构,原数码管加指示灯的显示方式 改为高分辨率触摸屏。由于铝电解槽控制的特殊性 和价格等原因,市面上现有PLC均不适用,需另行开 发。我们利用嵌入式技术,将标准的PI£软件操作 系统嵌入槽控机系统,并使用可编辑逻辑器件简化硬 件结构,和将标准软件功能硬件固化,采用先进的 CANBUS网络等核心芯片嵌入系统,形成标准的 PLC编程和标准通用接口,开发出了槽控机专用嵌入 式PLC。嵌入式PI£采用模块化设计,具有标准 PLC的软件、硬件体系,支持标准的RS232、Rs485和 CANBUS通讯,支持标准PLC的梯形图、指令表和功 能块编程方式,能在线修改、下载程序。人机界面采 用标准工业触摸屏,采用组态化编程方式,有标准以 太网接口和RS485/232接口。 软件方面引入将部分标准软件作为软件模块固 化在系统中,如阳极升降保护、工艺操作等软件。并 将特定神经网络和遗传算法的先进控制模块引入软 件系统,使智能槽控机具有自学习和修正控制参数的 功能,根据控制要求自动优化目标控制曲线。是根据 各槽的实际情况找寻电解槽特征控制曲线和参数的 控制系统,能满足每个电解槽自有特征控制策略和方 法的控制,实现个性化寻优控制。即按电解槽固有的 个体规律找寻控制变量和工艺参数而实现的控制。 嵌入式PLC增加可编程逻辑器件(PLD)以实现 逻辑部分的保护。PLD显著特点就是硬件电路“软件 化”,即它的逻辑功能按照用户对器件编程来确定。 这样就使整个硬件体系更加灵活,功能更强大,保护 功能更完善。不仅能实现硬件逻辑层面上的限时、限 幅、限位保护,而且能实现接触器粘连、接触器不吸、 升降接触器互锁、电源缺相、反序等故障的防护和脱 扣器故障监视。硬件逻辑保护和软件保护、硬件动力 回路保护组成三级保护体系,确保阳极升降安全、可 靠。 (1)标准PLC体系:采用标准PLC软件和硬件体 系,支持标准的RS232、RS485和CANBUS通讯,支 下:
The intelligem potline controIIer has high reIiabiIity,Iow failure
greatly
tou—
reduce the repair ch
screen
as
and operationcost.Using standard software and hardware system of PLC,using industrial
2基于嵌入式PLC结构的智能檀控机主要
结构及特点
以嵌入式PLC结构智能槽控机为主要设备构成 的NEUTL铝电解智能控制系统采用采用“局域网一 生产监控一槽控机”三级网络分布式控制结构,控制 系统由安装在电解生产现场的智能槽控机(直接控制 级)和安装在计算机站的管理机(生产监控管理级)以 及安装在电解车间的工区工作站组成。每个区内的 智能槽控机采用CANBUS连接;每个区的CANBUS 在车间内转为以太网并进行光电转换,通过光纤与位 于控制室的监控管理机相连接,光纤使用以太网的通 讯协议进行传输。整流所送来的系列电流信号和系 列电压信号(4—20mA)在通讯接口箱进行转换,系列 电流信号转换为频率信号通过电流总线送到各槽控 机,系列电压由嵌入式PLC采集后通过CANBUS通 讯接入上位机。系统框图如图1所示。 智能槽控机在外观上采用壁挂式,分左右两个独 立箱体,左边为动力箱体,右边为逻辑箱体。动力箱 体主要由主电源开关、控制开关、交流接触器、槽压 表、动力检测PLC模块、控制按钮等部分组成。 控制箱体是槽控机的控制核心,主要由2个嵌入 式PLC模块、人机界面(触摸屏)组成。2个嵌入式 PLC模块之间通过RS485通讯,PLC模块与触摸屏 之间通过RS232通讯,PLC模块与上位机通过CAN— BUS通讯。智能槽控机结构如图2所示。 嵌入式PLC结构智能槽控机主要技术特点如
ቤተ መጻሕፍቲ ባይዱ
1#试验槽
1.82 1.88 2.22
2#试验槽
2.84 1.56 2.7
3#试验槽
2.68 2.24 2.24
4#试验槽
1.58 3.02 2.72
5#试验槽
2.14
2011.8.7
2011.12。7
2.67 2.82
试验定型后正式投入新疆某铝厂400kA系列运 行。该项目一个系列共168台电解槽,分4个工区, 自2012年初投入正式运行。运行后,嵌入式PLC结 构智能槽控机软件、硬件稳定、可靠,保证了电解槽的 安全稳定运行,减少了维修费用和运行成本。电解工 经过简单介绍和培训即可适应并熟悉这种具有友好 的人机界面,采用可视化图形操作界面的新型智能槽 控机的操作。新型智能槽控机的优点也改变了生产 管理的方式,电解工通过触摸屏及时查看完整的电解 槽信息,并能现场查询实时和历史曲线,现场查询和 修改参数(修改需权限),有异常情况及时处理,真正 做到的了独立分布式控制,充分发挥了电解工的主动 性。改变了以前“大板式”槽控机过分依赖上位机,电 解工对电解槽槽况了解太少,一旦槽控机与上位机通 讯异常,槽控机只能维持当前控制参数不变,且不能 及时了解详细的槽况信息,延误时机造成槽子恶化。 当发生异常时,智能槽控机直接显示异常情况的详细 信息,并通过分析直接显示异常原因和处理方法,指 示相关人员快速处理,实现真正的智能化。 经过两年多的运行情况看,嵌入式PLC结构智 能槽控机运行效果良好,取得良好的经济技术指标, 在氧化铝浓度控制、直流电耗、电流效率和效应系数 等关键指标均达到了当前先进水平。故障率大大降 低,平均故障停机检修率低于o.02次/台・年,仅为 “大板式”槽控机平均故障率的5%左右。NEUTL铝 电解智能控制系统已通过标准连接方式与母线接地 检测系统,以及LED显示系统互联,实现了资源共
rnan—machine interface,caIl realize the
dist曲uted
contrOl and intell遮ent contr01.Can well adapt
to
the
development oflarge—scale,fine contml and integration of mallagement and contr01.
持。一10Ⅵ)C和4—20mm)C标准信号接人,支持标
准的梯形图和组态化编程方式。 (2)可靠性高;嵌入式PLC软件平台成熟、稳定、 可靠。硬件为标准PLC结构,满足CE标准,防干扰 能力强、可靠性高、故障率低,为免维护设计。 (3)在线编程:嵌入式PLC采用梯形图、功能块
和语言编程,能在线编程和下载程序,可方便响应用
Key
wor凼:Automait contml Embedded SystemPI£Intelligent potline controller
0
引言
槽控机是铝电解槽自动控制系统的主体部分,是
用数码管加指示灯显示方式和由10多个按键(各厂 家有差异)组成的操作板的输入方式,显示和输入内 容简单,运行时过分依赖上位机,不能做到真正独立 的分布式控制。软件、硬件体系均为各自开发,不易 与第三方设备或系统相连接,不具备可扩展性,不易 与管控一体化系统相兼容。 虽然槽控机从20世纪80年代初的Z80单板机 时代发展至今,国内槽控机厂家进行了不断的创新, 也取得了很大的进步。软件方面从原来的简单的定 时下料控制到目前的基于模糊控制和智能控制的自 适应控制,取得了很大成就,达到了世界先进水平。 但硬件方面从单 板机到多个板通过并行连接到今天的多CPU结 构,始终摆脱不了“大板式”结构,所以上述问题一直 存在。结构性的先天不足造成了槽控机的发展瓶颈, 难以适应铝电解技术电解槽大型化、控制精细化和管 控一体化的发展方向。为更好解决当前问题,我们研