物料输送线plc控制系统设计范本
基于PLC控制的货物运输系统毕业设计(论文)

基于PLC控制的货物运输系统毕业设计(论文)介绍本文档提供了基于PLC(可编程逻辑控制器)控制的货物运输系统的毕业设计论文。
该设计旨在通过PLC技术实现高效、可靠的货物运输和控制。
设计目标设计目标是开发一种能够自动化管理货物运输的系统。
通过PLC控制,系统将能够监测货物的位置、执行货物的运输,并在需要时进行紧急停止。
设计方案本设计采用以下关键组件和技术:- 可编程逻辑控制器(PLC):用于接收输入信号、执行逻辑控制并控制运动设备。
- 传感器:用于监测货物的位置、检测运输过程中的异常情况。
- 执行器:用于控制货物的运输和停止。
系统的工作流程如下:1. PLC接收传感器信号,确定货物的位置。
2. 根据货物位置的信息,PLC执行逻辑控制,调整运输设备的状态。
3. PLC控制执行器,实现货物的运输或停止。
4. 系统持续监测传感器信号,以确保货物的运输过程中无异常情况。
设计实施在实施这一设计时,需要进行以下步骤:1. 确定货物运输系统的需求和规格。
2. 选择适当的PLC和传感器。
3. 根据系统要求编写PLC的逻辑控制程序。
4. 连接PLC和传感器、执行器。
5. 进行测试和调试,确保系统能够按照设计要求正常工作。
结论通过基于PLC控制的货物运输系统的设计,我们能够实现高效、可靠的货物运输和控制。
该系统能够自动化管理货物运输过程,并通过监测传感器信号实时调整运输设备的状态。
希望本设计能对相关领域的研究和应用提供有价值的参考。
请注意:以上内容未引用无法确认的内容,并遵循简单、无法律复杂性的策略。
基于PLC的物料分拣传送控制系统的设计与实现

基于PLC的物料分拣传送控制系统的设计与实现1. 引言1.1 背景介绍物料分拣传送系统是现代生产线中必不可少的一部分,它可以有效地提高物料分拣的效率和准确性,降低人工成本和错误率。
传统的物料分拣传送系统多采用人工操作或简单的机械传送装置,存在着工作效率低、错误率高、适应性差等问题。
随着科技的不断发展和进步,基于PLC的物料分拣传送控制系统应运而生,它利用先进的电气控制技术和自动化技术,实现了传统系统无法实现的功能和优势。
基于PLC的物料分拣传送控制系统具有高性能、可靠性强、灵活性好等特点,可以根据不同的需求和物料特性进行个性化定制,能够满足现代生产线对物料分拣传送的高效、精准要求。
在自动化生产中,PLC已经成为控制系统的核心部件,广泛应用于各种领域,包括工业自动化、交通运输、能源设备等。
因此,研究基于PLC的物料分拣传送控制系统的设计与实现具有重要的意义和价值。
通过此研究,可以提高生产线的自动化水平,提升生产效率,降低成本,实现智能化生产,促进工业的发展和进步。
1.2 研究意义基于PLC的物料分拣传送控制系统能够实现对物料的高效分拣和传送,提高了生产效率和质量,降低了人力成本,使生产过程更加智能化。
这对于促进制造业转型升级,提高企业竞争力具有重要意义。
基于PLC的物料分拣传送控制系统能够实现物料的实时监测和数据采集,为生产过程提供了重要的数据支撑。
通过数据分析和处理,可以实现生产过程的优化和智能化管理,提高生产效率和质量。
基于PLC的物料分拣传送控制系统具有灵活性强、可靠性高、成本低等诸多优点,适用于各种规模和类型的制造企业。
研究基于PLC 的物料分拣传送控制系统的设计与实现,对于推动工业自动化发展,提高制造业水平,具有重要的理论和实践价值。
1.3 研究目的本文旨在设计和实现一种基于PLC的物料分拣传送控制系统,旨在解决传统物料分拣传送系统中存在的一些不足之处,提高物料分拣传送效率和准确性。
具体目的包括:1. 研究分析传统物料分拣传送系统的设计原理和工作流程,总结其优缺点;2. 提出基于PLC的物料分拣传送系统设计方案,探讨其适用性和优势;3. 进行PLC编程与控制逻辑设计,确保系统能够稳定运行并实现准确的物料分拣传送;4. 设计物料传送控制系统的硬件,选择合适的传感器、执行器等设备,保证系统可靠性和稳定性;5. 进行系统实验并对实验结果进行分析,评估系统的性能和可靠性;6. 评估设计与实现的效果,找出存在的问题并提出改进方向;7. 展望未来,探讨如何进一步完善基于PLC的物料分拣传送控制系统,提高其智能化和自动化水平。
物料输送线plc控制系统设计

物料输送线plc控制系统设计内容摘要:物料输送线在工场中,生产车间内都起到了主要的地位。
他直接关系到工厂的生产运作,能否有效的正常进行。
为此,本文对物料输送线做了相关研究。
现代生活中实现自动化是必不可少的,这不仅可以让工人们的劳动力从重力劳动力种脱离,还为生产提高了效率是过程更加准确。
再在其中运用PLC可编程控制系统,来实现整个生产过程的全自动化。
关键字:物料输送线;PLC可编程控制系统;自动控制一、绪论1、国内外PLC的发展状况及发展趋势现国内外的发展状况都是再往集成和开放化的发展。
编程平台与计算机语言的相结合。
全集成自动化能把工厂的所有监控采集与控制用硬件和软件集成能够把整个工厂的所有设备连接起来,并使所有设备运行,生产的安排,机器和工厂情况等,数据采集查询,都能核算集成到一个系统里。
现在PLC的应用随着时间的推移已经运用到越来越多的领域,讲渗透到各个工厂工业领域。
目前PLC正朝着两个方向不断发展,一个是超小型化,微型化,另一个是朝超大规模化,功能更加齐全的方向发展。
近年来,它在工业自动化、机电一体化、传统产业技术等方面的应用越来越广泛,已广泛应用在机械,汽车,电力,冶金,石油,化工,交通,运输,轻工,纺织,建材,采矿以及家用电器等领域,取得了明显的技术经济效益,成为现代工业控制三大支柱之一。
2、课题的研究意义现今随着时代的发展,各种工厂中都应用输送线来带动生产,带动经济的发展。
同时,工厂中已经很少有工人来搬运运输,取之代之的则是皮带运输,因此,对物料输送线的研究变得很有必要。
物料输送线,顾名思义就是运用的皮带来输送物料。
但是现场的皮带控制还是有人工操作,为了提高在工作效率,节省人力,改善工作环境,将皮带改为自动化变得很有必要,从而达到节省人力,提高效率的作用。
设计一套可行的PLC控制系统,该技术可大量节省资金,大大节省人力。
3、主要研究内容和要求内容:本文主要是研究PLC如何对生产线进行准确的控制,PLC如何通行对整个工厂内的设备的控制。
项目五 PLC实现物料输送线控制
任务四 PLC实现对物料输送线控制
16位计数器工作过 程示意图
任务四 PLC实现对物料输送线控制
2.32位双向计数器 32位双向计数器可以进行加计数或减计数,其地址为 C200~C234,其中C200~C219为断电复位型,C220~ C234为断电保持型。 32位双向计数器可用常数K或数据寄存器D的内容作为 设定值,设定的范围是:-2147483648~+2147483647。 使用数据寄存器设定计数值时,须使用两个地址相邻的数据 寄存器。 C200~C234分别对应特殊辅助继电器M8200~ M8234,当特殊辅助继电器接通(置1)时,双向计数器为 减计数器,断开(置0)时,为加计数器。
时序图
项目五 PLC实现对物料输送线控制
(5)PLS指令应用于通电延时
采用启保停电路的通电延时电路
SET、RST指令的通电延时电路
项目五 PLC实现对物料输送线控制
(6)PLF指令应用断电延时。
采用启保停电路的断电延时电路
采用SET、RST指令的断电延时电路
项目五 PLC实现对物料输送线控制
二、 LDP与LDF
(1)掌握物料输送线计数控制及计数器使用,熟悉实际应用中 的手动和自动控制 (2)掌握利用PLC进行对象控制时,I/O点的确定,能实际正 确接线。 (3)学会使用脉冲类指令触发控制并编写梯形图。
项目五 PLC实现对物料输送线控制
任务一 控制分析与硬件连接
一、 控制任务分析
图为物料输送线,要求运输带 电机启动2秒后,皮带秤电机才 能转动送料。同样地,只有当 皮带秤电机停止8秒后,输送带 上的物料才能运空,输送带电 机才能停止。
一、 PLS与PLF 1. PLS指令
时序图
基于PLC的物料运送控制系统的设计
毕业设计题目:基于PLC的物料运送控制系统的设计姓名:学号:学院:专业:指导教师:协助指导教师:XX年X月 X日摘要可编程逻辑控制器,简称PLC,是一种工业控制微型计算机。
它的编程方便、操作简单尤其是高通用性等优点,使它在工业生产过程中得到了广泛的应用。
其中的一个应用便是运料小车的控制,主要用到的便是他的逻辑控制功能。
本文主要介绍西门子的PLC产品以及其对应的软件,并且用它来进行五个控制台作业的运料小车的控制编程。
关键词:PLC;运料小车AbstractProgrammable Logic Controller,which used to be called PLC for short ,as one kind of industries control microcomputer obtained the wide application in the industrial production process, for its easy programming, easy operation, and so on. One of which is the control of material-carried dolly, and the main function of which used is logic control. This article mainly talks about the product of Twido plc and Twidosoft, and use this software to control the material-carried dolly, which has five flat.Key words: Twido PLC; material-carried dolly;目录前言 (2)第1章、可编程控制器(PLC)概况 (4)第1.1节PLC的定义 (4)第1.2节 PLC的发展 (4)第1.3节PLC的特点 (5)第1.4 节PLC的基本组成及各部分作用 (5)第1.4节 PLC的应用领域 (8)第2章、硬件介绍 (10)第3章、西门子S7系列PLC (12)第3.1节西门子可编程控制器一未找到图形项目表。
物料输送线plc控制系统设计
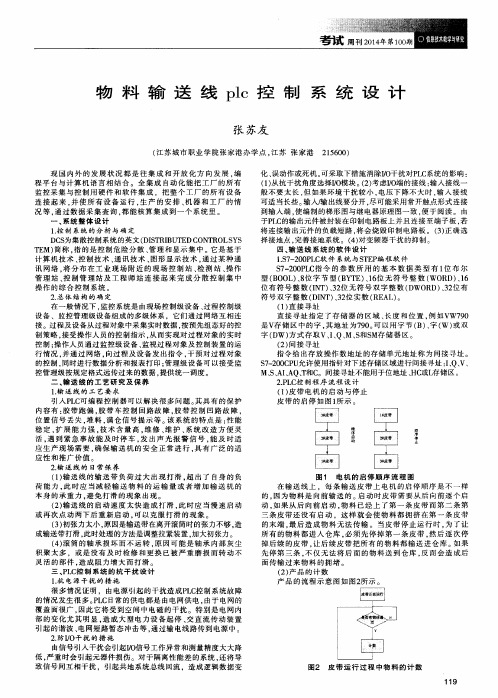
张 苏 友
( 江 苏 城 市 职业 学 院张 家 港 办 学 点 , 江 苏 张家 港 现 国 内外 的发 展 状 况 都 是 往 集 成 和开 放 化 方 向发 展 , 编 程 平 台 与 计 算 机 语 言 相结 合 。 全集 成 自动化 能把 工 厂 的所 有 监 控 采 集 与 控 制 用 硬 件 和 软 件 集 成 ,把 整个 工 厂 的 所 有设 备 连接起来 . 并 使 所 有设 备 运 行 , 生 产 的安 排 、 机 器 和 工 厂 的 情 况等 . 通 过数 据 采 集 查 询 , 都 能 核 算 集成 到一 个 系 统 里 。
2 . P L C控 制 程 序 流 程 设 计
引入 P L C 可 编 程 控 制 器 可 以解 决 很 多 问题 。 其 具 有 的保 护 内 容有 : 胶 带 跑偏 , 胶 带 车 控 制 回路 故 障 , 胶 带 控 制 凹路 故 障 , 位 置信 号 丢 失 , 堆 料, 满 仓 信号 提 示 等 。 该 系统 的特 点 是 : 性 能 稳定 , 扩展能力强 . 技术含量高 , 维修 、 维护 、 系 统 改 造 方 便 灵 活, 遇到紧急事故能及时停车 , 发 出声 光 报 警 信 号 . 能 及 时 适 应 生 产现 场 需 要 , 确保 输送 机 的 安全 正 常 进行 。 具 有 广 泛 的适 应 性 和推 广 价 值 。 2 . 输 送 线的 日常 保 养 ( 1 ) 输 送 线 的 输送 带 负 荷过 大 出 现 打 滑 , 超 出 了 自身 的负 荷能力 。 此 时 应 当减 轻 输 送 物 料 的 运 输 量 或 者 增 加 输 送 机 的 本 身 的承 重 力 , 避 免打 滑 的现 象 出 现 。 ( 2 ) 输 送 线 的 启 动 速 度 太快 造成 打 滑 , 此 时 应 当慢 速 启 动 或 再 次点 动 两 下 后 重 新 启 动 , 可 以克 服 打 滑 的现 象 。 ( 3 ) 初张 力太 小 , 原 因是输送 带 在离开 滚筒 时的 张力不 够 , 造 成输送 带 打滑 , 此 时处 理的方 法是 调整拉 紧装 置 , 加 大初 张力 。 ( 4 ) 滚筒的轴承损坏而不运转 , 原 因可 能 是 轴 承 内部 灰 尘 积 聚 太 多 ,或 是 没 有 及 时 检 修 和 更 换 已被 严 重 磨 损 而 转 动不 灵 活 的部 件 , 造 成 阻力 增 大 而 打 滑 。 三、 P I 控 制 系 统 的 抗 干扰 设 计
基于PLC物料传送分拣控制系统设计
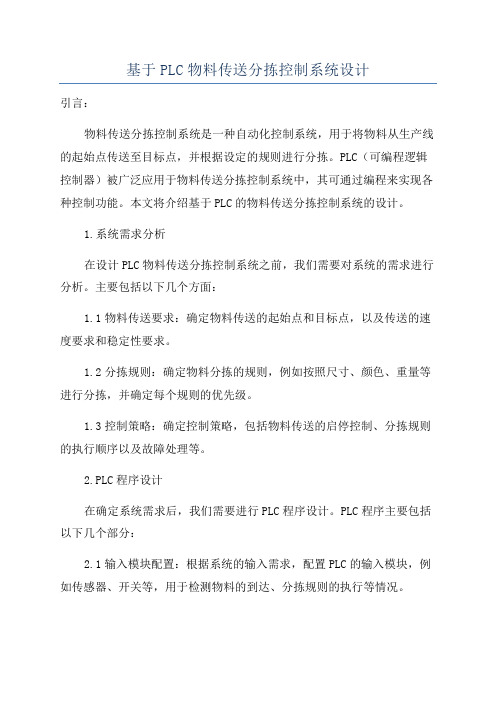
基于PLC物料传送分拣控制系统设计引言:物料传送分拣控制系统是一种自动化控制系统,用于将物料从生产线的起始点传送至目标点,并根据设定的规则进行分拣。
PLC(可编程逻辑控制器)被广泛应用于物料传送分拣控制系统中,其可通过编程来实现各种控制功能。
本文将介绍基于PLC的物料传送分拣控制系统的设计。
1.系统需求分析在设计PLC物料传送分拣控制系统之前,我们需要对系统的需求进行分析。
主要包括以下几个方面:1.1物料传送要求:确定物料传送的起始点和目标点,以及传送的速度要求和稳定性要求。
1.2分拣规则:确定物料分拣的规则,例如按照尺寸、颜色、重量等进行分拣,并确定每个规则的优先级。
1.3控制策略:确定控制策略,包括物料传送的启停控制、分拣规则的执行顺序以及故障处理等。
2.PLC程序设计在确定系统需求后,我们需要进行PLC程序设计。
PLC程序主要包括以下几个部分:2.1输入模块配置:根据系统的输入需求,配置PLC的输入模块,例如传感器、开关等,用于检测物料的到达、分拣规则的执行等情况。
2.2输出模块配置:根据系统的输出需求,配置PLC的输出模块,例如电机、气缸等,用于控制物料的传送和分拣。
2.3逻辑控制程序编写:根据系统需求和控制策略,编写逻辑控制程序。
程序主要包括启停控制、分拣规则的执行和故障处理等。
2.4HMI界面设计:为了方便系统操作和监视,可以设计人机界面(HMI),用于显示系统运行状态、设置参数等。
3.系统组态与调试在PLC程序设计完成后,需要进行系统组态与调试。
主要包括以下几个步骤:3.1确定输入输出映射关系:将PLC的输入输出模块与实际硬件设备进行映射,确保PLC能够正确读取传感器的信号和控制执行器的动作。
3.2参数设置与校准:根据实际情况,设置系统参数,例如物料传送速度、传感器的灵敏度等。
并进行校准,确保系统运行的准确性和稳定性。
3.3系统调试:进行系统的调试,测试物料传送、分拣和故障处理等功能的正确性和可靠性。
基于PLC的传送带控制系统设计【范本模板】
无锡城市职业技术学院毕业设计报告中文题目基于PLC的传送带控制系统设计英文题目Design of control system of theconveyor belt based on PLC姓名徐蒙蒙所在系部电子信息工程系所学专业电气自动化班级名称电气自动化1203学号 41215302指导教师李晓娓日期 2014 年11月30 日目录摘要 (I)Abstrat (II)一、引言 (1)二、传送带的概述 (1)(一)传送带系统的概述 (1)(二)传送带的控制要求 (2)三、传送带控制各系统特点 (2)(一)继电器-接触器控制特点 (2)(二)单片机控制特点 (3)(三)PLC控制特点 (3)四、基于PLC控制的硬件设计 (4)(一)PLC选型 (4)(二)I/O分配 (5)(三)PLC外部接线图 (7)五、基于PLC控制的软件设计 (8)(一)程序控制流程图 (8)(二)主电路设计 (9)(三)梯形图 (9)(四)仿真 (14)六、结束语 (19)参考文献 (20)谢辞 (21)附录 (22)无锡城市职业技术学院12级电气自动化专业毕业设计报告(论文)摘要摘要:自工业化大生产以来,随着经济的飞速发展,企业竞争越来越激烈,各国的工程师和企业主都在努力寻找如何提高生产率,如何降低成本的方法,而这一切也都是为了使效益最大化。
为了提高效率,降低成本,传送带得到了广泛的应用。
传送带的运用不仅节约了劳动成本,提高了生产效率,而且降低了生产成本,在工业生产中发挥了巨大作用。
未来,传送带设备将向着大型化发展,扩大使用范围,物料自动分拣,降低能量消耗,减少污染等方向发展。
本设计结合传送带的实际模型,针对PLC本身具有的功能特点,成功的实现对传送带系统的控制,达到了预期的控制效果。
传送带设备的不断改进,不断发展,为自动化技术高速发展的今天,做出了不可磨灭的贡献.可编程控制器(PLC)是以计算机技术为核心的通用自动控制装置,在各行各业中得到了广泛的应用.有着160年历史的西门子公司,同时作为自动化领域技术、标准与市场的领先者,以最先进的技术和产品,向用户提供具有先进、可靠的解决方案。
基于PLC的物料分拣传送控制系统的设计与实现
基于PLC的物料分拣传送控制系统的设计与实现一、引言随着现代工业的快速发展,物料分拣传送系统在生产中起着至关重要的作用。
目前,主流的物料分拣传送系统多采用了基于PLC(可编程逻辑控制器)的控制系统,它具有响应速度快、可靠性高、操作灵活等特点。
本文将介绍一个基于PLC的物料分拣传送控制系统的设计与实现过程。
二、系统设计1. 系统功能概述物料分拣传送控制系统主要用于对生产中的物料进行分拣和传送,以达到自动化生产的目的。
该系统包括物料传送带、传感器、执行机构和PLC控制器等组成部分。
2. 系统工作流程当物料被送上传送带时,传感器会检测到物料的到来并发送信号给PLC控制器。
PLC 控制器根据程序控制传送带的运行速度和方向,将物料送到指定的位置。
执行机构根据PLC控制器的指令,将物料分拣到不同的位置。
3. 系统硬件设计在硬件设计方面,需要选择适合的传感器、执行机构和传送带,并进行合理的布置和连接。
还需要选择适合的PLC控制器,并设计相应的电路连接。
4. 系统软件设计在软件设计方面,需要编写PLC程序,包括物料传送控制程序和物料分拣程序。
这些程序需要考虑传送带的运行速度、传感器的信号处理、执行机构的控制等方面,以实现物料的精准传送和分拣。
三、系统实现1. 硬件的组装和连接需要按照系统设计方案组装和连接好传感器、执行机构、传送带和PLC控制器等硬件设备,确保它们之间的良好连接和协调。
2. 软件的编写和调试根据系统设计方案编写PLC程序,并将其下载到PLC控制器中。
然后进行软件的调试,验证程序是否能够准确地控制传送带的运行和物料的分拣,并对程序进行优化和修改。
3. 系统的测试和运行对整个系统进行测试和调试,验证系统的稳定性和可靠性。
在确认系统可以正常运行后,即可投入生产使用。
四、系统优化在系统实现过程中,可能会遇到一些问题和挑战,需要对系统进行优化。
可能会存在传感器信号不稳定、执行机构控制不准确、传送带运行不稳定等问题。
基于PLC的物料运送控制系统的设计

基于PLC的物料运送控制系统的设计一、概述物料运送控制系统是指通过使用可编程逻辑控制器(PLC)来控制物料的运输过程,以提高生产效率和减少人力成本。
本文将介绍一个基于PLC的物料运送控制系统的设计方案。
二、系统架构该物料运送控制系统主要由以下组件组成:传感器、执行器、PLC和人机界面(HMI)。
传感器用于监测物料的位置和状态,执行器用于控制物料的运输,PLC用于收集传感器数据、进行逻辑控制和发送指令,HMI 用于显示系统状态和操作。
三、系统功能1.实时监测和控制物料位置:通过安装传感器,可以实时监测物料的位置,并将该信息传输给PLC。
PLC可根据传感器数据控制执行器来实现物料的精确定位和运输。
2.自动化物料运输:PLC可以通过编写逻辑控制程序自动控制物料的运输,如启动和停止执行器、调整执行器的运行速度等。
系统可以根据任务需求和进料情况自动调整物料的运输速度,以提高生产效率和降低物料损耗。
3.报警和异常处理:系统可以通过传感器监测物料的位置和状态,一旦发现异常情况(如物料脱落、堵塞等),PLC可以发送报警信号,并通过HMI向操作员显示详细信息。
操作员可以及时采取措施进行处理。
4.可编程性和灵活性:PLC具有高度的可编程性,可以根据生产需求进行灵活调整。
通过修改控制程序,系统可以适应不同的物料类型、运输方式和生产线布局。
四、系统设计步骤1.确定物料运输需求:根据工厂的物料运输需求和生产流程,确定物料运输的起点、终点、运输距离和速度要求。
2.选择传感器和执行器:根据需要监测的物料位置和状态,选择适合的传感器。
根据物料运输的要求,选择适合的执行器,如电动滚筒、输送带等。
3.设计PLC控制程序:根据物料运输的需求和执行器的特性,编写PLC控制程序。
程序应包括物料位置监测、执行器控制、报警处理等功能。
4.设计HMI界面:根据系统需求和操作员的操作习惯,设计直观、易用的HMI界面。
界面应包括系统状态显示、参数设置、报警信息显示等功能。
《2024年基于PLC的皮带卸料小车智能控制系统设计》范文

《基于PLC的皮带卸料小车智能控制系统设计》篇一一、引言随着工业自动化技术的不断发展,对于物料搬运和运输系统的智能化控制需求日益增强。
其中,基于PLC(可编程逻辑控制器)的皮带卸料小车智能控制系统设计成为工业生产中的重要一环。
本文将详细介绍基于PLC的皮带卸料小车智能控制系统的设计思路、方法及实施过程。
二、系统设计目标本系统设计的主要目标是实现皮带卸料小车的自动化、智能化控制,提高生产效率,降低人工操作成本。
具体目标包括:1. 实现小车的精确定位和稳定运行;2. 确保系统安全可靠,具有故障自诊断和保护功能;3. 提高物料运输效率,降低能耗;4. 便于操作和维护,提高系统可用性。
三、系统组成及工作原理本系统主要由PLC控制器、传感器、执行机构、电源模块等组成。
其中,PLC控制器作为核心部件,负责接收传感器信号、控制执行机构动作,实现小车的智能控制。
工作原理如下:传感器实时监测皮带卸料小车的运行状态和位置信息,将数据传输至PLC控制器。
PLC控制器根据预设的逻辑关系和算法,对数据进行处理和分析,发出控制指令给执行机构,从而实现小车的精确控制和智能运输。
四、硬件设计1. PLC控制器:选用高性能、高可靠性的PLC控制器,具备强大的数据处理能力和丰富的I/O接口,满足系统控制需求。
2. 传感器:包括位置传感器、速度传感器、温度传感器等,用于实时监测小车的运行状态和位置信息。
3. 执行机构:包括电机、减速器、刹车装置等,根据PLC控制器的指令,实现小车的精确控制和运输。
4. 电源模块:为系统提供稳定的电源供应,确保系统正常运行。
五、软件设计1. 编程语言:采用梯形图和指令表相结合的编程方式,实现系统的逻辑控制和算法运算。
2. 控制算法:根据小车的运行状态和位置信息,采用PID控制算法或其他先进控制算法,实现小车的精确控制和稳定运行。
3. 人机界面:设计友好的人机界面,方便操作人员监控系统状态、调整参数和诊断故障。
PLC在物料传送带装置模拟控制系统设计
(此文档为word格式,下载后您可任意编辑修改!) PLC在物料传送带装置模拟控制系统设计内容摘要随着计算机、网络通讯、自动化技术的发展,工厂及生产线的建设和改造正朝着自动化、网络化、信息化的方向发展。
传送带是生产系统中的重要物料输送工具,但现在仍有不少传送带采用功能单一的按钮式电气控制柜控制,已不能满足现代生产线物料输送管理的需要。
本课题以传送带为主要控制对象,采用基于PLC的控制系统以及Wincc监控系统来构建新一代的传送带输送控制平台。
借助可编程控制器S7-200系列PLC强大的编程功能和Wincc组态软件完善的人机界面设计功能,本系统可以大幅度减轻了一线工人劳动强度和现场管理难度,加强了安全系数,体现了以人为本的原则,使生产和管理更趋规范化、科学化。
本系统采用四节传送带电路,以PLC为控制核心,以Wincc软件组态的人机界面为监控中心,具备顺序起动和顺序停止功能;当某条传送带发载料超重时,前面的皮带机立即停止,该传送带及其后面传送带延时停止的自动控制功能;当某条传送带发生故障时,该传送带及其前面的传送带立即停止的自动控制等功能。
关键词:可编程控制器; Wincc组态软件AbstractWith the development of computer, network communication and automation technology, the constructing and rebuilding of manufactory and production line are developing in automation, network and information fashion. Conveyor belt is one of the important means of conveyance. However, some conveyor belts are still controlled by old consoles which only have basic functions, which cannot meet the need of modern management of warehouse. Focusing on the control of conveyor belt, this paper will constructing a new console platform based on the Wincc monitoring system and the PLC control system. With the programmable controller s7 -200 series of the PLC programmable and the Wincc configuration software perfect man-machine interface design functionality, the system can lighten the working strength of the workers, reduce the difficulty of the spot management greatly and can enhance the safety factor. So it reflects the principle of the people oriented and make production and management become more standardization and scientific.using plc for control center,the man-machine the Wincc software configured for surveillance center, the conveyor possess sequence starting and sequence stopping function; When a conveyor belt in material overweight,In front of the belt conveyor stop immediately,The conveyor belt and following conveyors delay stop of automatic control function;When one of the conveyor belt is at fault,The conveyor belt and forward conveyors to immediately stop of automatic control function.Key words:Programmable controller; Wincc configuration software目录一、绪论 (1)1.1 四级传送带的概述 (1)1.2 PLC发展状况及应用领域 (1)1.2.1近年来PLC发展情况 (1)1.2.2我国PLC发展情况 (2)1.2.3 PLC的应用领域 (3)1.3 Wincc发展状况及应用领域 (3)1.3.1面市后的效果 (4)1.3.2突出的优点 (4)1.3.3多语言支持,全球通用 (5)1.3.4可集成到任何公司内的任何自动化解决方案中 (5)1.4研究本论文的意义 (5)二、四级传送带整体方案设计 (6)2.1设计任务 (6)2.2四级传送带设计 (6)2.2.1四节传送带外形图 (6)2.2.2控制要求分析 (7)2.2.3四级传送带主电路图 (7)三、系统软件设计 (8)3.1 设计程序流程图 (8)3.2 PLC控制程序设计 (8)3.2.1 I\O地址分配表 (8)3.2.2 PLC外围接线图 (9)3.2.3 梯形图 (9)3.3 上位机监控画面设计 (11)3.3.1 组态软件安装 (11)3.3.2监控画面设计 (13)四、系统调试 (16)4.1调试准备 (16)4.1.1 通讯连接 (16)4.1.2操作说明 (16)4.2调试 (17)4.3 注意事项 (19)五、总结 (21)致谢 (23)附录 (24)一、绪论1.1 四级传送带的概述随着科技技术的发展,现在设备都有全自动生产功能。
基于PLC的运料传送带的控制系统设计
基于PLC的运料传送带的控制系统设计摘要针对中小型皮带运输机的控制系统采用继电器控制,致使生产效率低,生产成本高,企业的竞争能力差,本文利用三菱FX2N系列PLC控制皮带输煤机,有手动控制和自动控制两种控制方式,实现了软件与硬件相结合的控制方法,是皮带运输机自动化控制系统改善和提高的一条有效途径,用四条皮带运输机的传送系统,分别用四台电动机带动,具有较高的应用推广价值。
该系统用可编程序控制器(PLC)作为控制核心,结合电动装置、称重传感技术的自动运输。
在软件设计中,给出了程序流程图,并设计出梯形图程序,出现故障时可及时发出警报信息。
此外,研究了MCGS在皮带运输机控制系统中的应用。
利用组态软件MCGS设计了皮带运输机控制系统监控界面,进而为维修和故障诊断提供了多方面的可能性,充分提高了系统的工作效率。
关键词:三菱PLC,皮带输送机,自动化AbstractAccording to the control system of small and medium sized belt conveyor with relay control, resulting in low production efficiency, high production cost, the enterprise competition ability, this paper makes use of the MITSUBISHI FX2N series PLC control of belt conveyer, a manual control and automatic control two control mode, control method realizes the combination of software and hardware, is a belt conveyor an effective way to improve the automation control system, transmission system with four belt conveyer, respectively with four motor drive, has a higher application value. The system uses programmable logic controller (PLC) as the control core, and combines pneumatic technology, sensing technology and position control technology to control the automatic transportation of products on-site. In the software design, the program flow chart is given, and the ladder diagram program is designed. When the failure occurs, the alarm information can be sent out in time. In addition, the application of MCGS in the control system of belt conveyer is studied. The monitoring interface of belt conveyor control system is designed by using configuration software MCGS, which provides many possibilities for maintenance and fault diagnosis, and improves the working efficiency of the system.Key words: MITSUBISHI PLC, belt conveyor, automation目录1 总体方案设计 (1)1.1皮带运输机的结构 (1)1.2运输机的工作流程 (2)1.2.1 启动 (2)1.2.2 停止 (3)1.3系统的设计内容 (3)2 皮带运输机装置控制系统的硬件设计 (4)2.1可编程控制器(PLC)的选型 (4)2.2传感器的选择 (5)2.3电机选择 (5)2.4通信接口 (5)2.5触摸屏 (6)2.6中间继电器 (6)2.7热继电器 (6)2.8接触器 (7)3 皮带运输机软件以及调试设计 (7)3.1运输机软件的流程图框架 (7)3.2电机正反转程序设计 (8)3.3运行和调试 (11)3.4组态MCGS界面运行的设计 (11)3.4.1MCGS的简介 (11)3.4.2 建立MCGS组态画面 (11)结论 (17)致谢 (18)参考文献 (19)附录一PLC接线图 (20)附录二梯形图程序 (21)附录三输入/输出分配表 (30)本论文以矿用皮带机电气控制系统为研究对象,针对现有煤矿的需要,进行基于PLC的矿用皮带机电气控制系统的设计,使其达到高效率、高节能,高自动化的水平。
PLC在物料传送带装置模拟控制系统设计
在70年代末和80年代初,我国随国外成套设备、专用设备引进了不少国外
PLC。
我国不少科研单位和工厂在研制和生产PLC,如辽宁无线电二厂、无锡华光电子公司、上海香岛电机制造公司、厦门A-B公司等。
PLC集三电(电控、电仪、电传)为一体、性能价格比高、高可靠性的特点,已成为自动化工程的核心设备。 PLC成为具备计算机功能的一种通用工业控制装置,其使用量高居首位。
PLC成为现代工业自动化的三大技术支柱(PLC、机器人、CAD/CAM)之一。
就全世界自动化市场的过去、现在和可以预见的未来而言,PLC仍然处于一种核心地位。在最近出现在美国、欧洲和国内有关探讨PLC发展的论文中,这个结论是众口一词的,尽管对PLC的未来发展有着许多不同的意见。
二、四级传送带整体方案设计
2.1
本论文完成从硬件电路的选型和设计,传送带程序的编写和调试,上位机的监控界面设计,上位机与PLC的通信连接和现场调试,最终达到上位机可以控制传送带的运行并对传送带发生的故障和超载做出正确的处理,过程图2-1。
图2-1 传送带控制系统设计基本步骤
2.
见下图2-2,传送带系统中传送带主体部分外形图。
值得注意的是,随着PLC、DCS相互渗透,二者的界线日趋模糊的时候,PLC从传统的应用于离散的制造业向应用到连续的流程工业扩展 。
SIMATIC Wincc是第一个使用最新的32位技术的过程监视系统,具有良好的开放性和灵活性。
从面市伊始,用户就对SIMATIC Wincc印象深刻。一方面,是其高水平的创新,它使用户在早期就认识到即将到来的发展趋势并予以实现;另一方面,
基于plc物料传送系统设计毕业论文
【摘要】本设计采用PLC(可编程控制器)来实现货车进站开启出仓口送出物料,建立一个模拟系统硬件模型,通过传送带将物料从高处传送到低处,最后货车将物料送走。
能实现货车进站,启动开仓口;物料出仓,传送带将物料从高处逐层送到低处;物料传送到货车后厢,传送完毕,货车开走.系统不但考虑到几个皮带机之间的时间间隔,还考虑到了当某台皮带机出现故障时的解决办法,达到有效的自动控制,优化运行效果,减少运行费用等目的。
【关键词】PLC; 传送带;物料传送引言传输带是一种连续、快速、高效的物料传输设备,广泛应用于煤炭、电力、建材、化工、机械、轻工业等行业的物料传输系统。
一般传输带的电气控制系统采用硬接线方式的继电器控制系统,设备故障率高、可靠性低、体积大、维修和改造不方便。
本文介绍一种传输带的PLC 控制系统。
PLC( Programmable Logical Controller)即可编程逻辑控制器,是微型电子计算机与常规控制元件,如继电器等互相结合形成的新型工业自动化控制装置。
它是在一位机、顺序控制器和计算机控制的基础上发展起来的;把继电器控制简单易行、成本低、容易掌握等优点和计算机的功能完善、灵活方便、通用性好等特点结合起来;抛弃了传统的计算机编程语言和表达形式,而是以计算机软件技术构成人们习惯的继电器模型,进而得到以继电器电路梯形图为基础的形象编程语言和模块化软件;对于继电器、计时器、定时器输入信号等内部资源,他可以自如地使用软件构成的逻辑功能多次进行调用。
PLC 不但能代替继电器控制简单的开、关顺序,而且能够控制模拟量,还具有通讯及联网功能,可形成分布式控制系统,监测其他的控制器;并能与上位机进行通讯联系,收集生产中的数据,向各主管部门传送重要信息。
自60 年代末PLC 产生至今,PLC 控制技术已在工业控制领域占领主导地位,国外专家预言,PLC 技术将在工业自动化的3 大支柱( PLC、机器人和CAD/ CAM) 中跃居首位。
物料输送线plc控制系统设计

物料输送线pic控制系统披廿容物料输送线在工场中,生产车冋祁起到了主要的地位。
他倉接关系到工厂的生产运作, 能否有效的正常iatio力此,本文对物料揄送线他了松关研究。
现代生沽中实现自朋化是必不可少的,这不仪可UJiI人fl的劳动力从巫力劳朋力种股离,1L为生严提高了效率是过椁更加««o再在其中运用PLC可编程控制系统,来实现整个生产过棺的全自ajfto关键字:物料输送线;PLC可编程控制系统;自动控制一、绪论1、0外PLC的发展状况及发展趋势现国外的发展状况都是再往集成和开放化的发展。
编程平台与廿算机培言的相结合。
全集成自动化能把工厂的所有监控呆集与控制用硬件和軟件集成能厨把整个工「的所有设备连接起来,并便所有设备运行,生产的安排,机器和工厂悄况等,数据呆集查陶,都能核算集成到一个系统里。
现在PLC的应用随着时间的推杨已经运用到越来越名的领M,iH渗透到各个工厂工业领域。
目前PLC正朝着两个方向不断发展,一个是超小里化,做里化,另一彳、是朝超大规模化,功能更加齐全的方向发展。
近年来,它在工业自动化、机电一体化、传统产业技术等方面的应用越来越广泛,已广泛应用在机械,汽车,电力,冶金,石油,化工,交通,运输,轻工,纺织,建林,采矿以及家用电器等领域,取得了明显的技术经济效益,成为现代工业腔制三大支柱之一。
2、课JK的研究意义现今I®着时代的发展,各种工厂中都应用输送线来带动生产,带动经济的发展。
同时,工厂中已经很少有工人来搬运运输,取之代之的则是皮带运输,因此,对物料输送线的研究变得很有必要。
物料输送线,颐名思义就是运用的皮带来输送物料。
但是现场的皮带控制ii是有人工操作,为了提高在工作效率,节省人力,改善工作坏境,将皮带改为自动化变得很有必要,从而这到节省人力,提高效率的作用。
设计一套可行的PLC控制系统,该技术可大量节省资金,大大节省人力。
3、主要研究客利要求S:本文主耍是研究PLC如何对生产线进行准确的控制,PLC如何通行对整fir 的设备的腔制。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
物料输送线plc控制系统设计
物料输送线plc控制系统设计
内容摘要:物料输送线在工场中,生产车间内都起到了主要的地位。
她直接关系到工厂的生产运作,能否有效的正常进行。
为此,本文对物料输送线做了相关研究。
现代生活中实现自动化是必不可少的,这不但能够让工人们的劳动力从重力劳动力种脱离,还为生产提高了效率是过程更加准确。
再在其中运用PLC可编程控制系统,来实现整个生产过程的全自动化。
关键字:物料输送线;PLC可编程控制系统;自动控制
一、绪论
1、国内外PLC的发展状况及发展趋势
现国内外的发展状况都是再往集成和开放化的发展。
编程平台与计算机语言的相结合。
全集成自动化能把工厂的所有监控采集与控制用硬件和软件集成能够把整个工厂的所有设备连接起来,并使所有设备运行,生产的安排,机器和工厂情况等,数据采集查询,都能核算集成到一个系统里。
现在PLC的应用随着时间的推移已经运用到越来越多的领域,讲渗透到各个工厂工业领域。
当前PLC正朝着两个方向不断发展,一个是超小型化,微型化,另一个是朝超大规模化,功能更加齐全的方向发展。
近年来,它在工业自动化、机电一体化、传统产业技术等方面的应用越来越广泛,已广泛应用在机械,汽车,电力,冶金,石油,化工,交通,运输,轻工,纺织,建材,采矿以及家用电器
等领域,取得了明显的技术经济效益,成为现代工业控制三大支柱之一。
2、课题的研究意义
现今随着时代的发展,各种工厂中都应用输送线来带动生产,带动经济的发展。
同时,工厂中已经很少有工人来搬运运输,取之代之的则是皮带运输,因此,对物料输送线的研究变得很有必要。
物料输送线,顾名思义就是运用的皮带来输送物料。
可是现场的皮带控制还是有人工操作,为了提高在工作效率,节省人力,改进工作环境,将皮带改为自动化变得很有必要,从而达到节省人力,提高效率的作用。
设计一套可行的PLC控制系统,该技术可大量节省资金,大大节省人力。
3、主要研究内容和要求
内容:本文主要是研究PLC如何对生产线进行准确的控制,PLC如何通行对整个工厂内的设备的控制。
介绍了DCS分布式控制系统的基本结构的组成,发展状况。
并对其进行相关的分析。
还对物料输送线的工艺要求,工艺要求,进行了简单的介绍。
对物料输送线的日常的保养也做出了相应的介绍。
最后对PLC控制系统的抗干扰措施,I/O防干扰的措施进行了详细的分析与介绍。
要求:论文要紧贴题义,语言流畅,语句通顺。
有较强的文献资料收集查阅能力、逻辑思维能力和自学能力,有较好的专业基础知识和应用能力。
按照毕业设计(论文)时间安排,不抄袭、剽窃她人成果,保质保量完成各阶段任务,并主动按时提交相应的成果
给助教老师。
二、系统整体设计
1、控制系统的分析与确定
DCS为集散控制系统的英文(DISTRIBUTED CONTROL SYSTEM)简称,如图2.1所示。
指的是控制危险分散、管理和显示集中。
它是基于计算机技术,控制技术,通讯技术图形显示技术,经过某种通讯网络将分布在工业现场附近的现场控制站、检测站、操作管理站、控制管理站及工程师站连接起来完成分散控制集中操作的综合控制系统。
DI AI DO
AO
V net
图2.1 DCS系统基本结构
上世纪七十年代中期问世的DCS系统的基本结构,由控制站、显示操作工作站(或称人机接口)、以及将控制站、显示操作站点连成一个总体的通信总线共3个部分组成。
随着微电子、计算机、通信特别是工业网络等高新技术及产品的迅速发展以及工业应用需求的变迁。
使现
DCS这三个组成部分的职责与相互关系在设计理念上有较大的变化。
设计DCS的初衷是“危险分散、信息集中”。
危险分散体现于早期的一个控制站或控制单元仅仅包含8至16个控制回路。
往往要配置多个控制单元才能满足现场一个机组或一套生产装置整体控制要求。
现代化的工业生产,由于采取能量回收措施以及配套的公用工程使工艺流程上、下游各单元设备之间存在物流与能量流之间的勾连而形成的一套生产装置或机组是一个有机的整体,该整体的安全平稳生产并非能由各控制单元分别实施局部分割控制所能确保的.因此,工业应用要求扩大控制站的I/O容量与控制回路数,使之能覆盖一套生产装置(或机组)的控制需求而实现局部集中控制。
FCS为现场总线控制系统的英文(FIELDBUS CONTROL SYSTEM)简称,如图2.2所示。
现场的总线是连接智能化的设备和自动化的数字式,双向传输,多分支结构的通信网络。
它的关键在于能够支持双向,多节点,总线式,的全数字式通讯。